Изобретение относится к способам электросварки, а также может быть использовано при изучении процессов дугового разряда.
Известны способы контактной сварки металлических листовых конструкций [1]. Детали включаются в электрическую цепь сварочной машины между электродами и через них пропускается ток, сила которого достаточна для того, чтобы в месте контакта деталей выделилось джоулево тепло, необходимое для нагрева их до расплавления или до пластического состояния. При сжатии разогретых деталей металл между ними сваривается.
Недостатком таких способов является то, что свариваемый шов может быть получен только при перемещении электродов или свариваемых листов материалов.
Известен способ сварки дуговым разрядом [2]. Для возникновения дуги здесь требуется начальное плотное соприкосновение свариваемого металлического изделия с электродом, находящимся под напряжением, и последующее раздвижение электродов. Протяженная сварка достигается при перемещении электрода.
Недостатком такого способа является то, что во время сварки электрод должен быть подвижным: он сначала касается сварного шва, а затем удаляется от него.
Техническая задача, решаемая в предложенном изобретении, заключается в разработке способа торцевой сварки тонких прижатых друг к другу металлических пластин в газовом разряде при испарении проволочки.
Поставленная задача достигается тем, что прижатые друг к другу свариваемые пластины размещают на аноде или катоде, которые установлены на фиксированном расстоянии друг от друга из условия отсутствия самопроизвольного возникновения разряда между ними при подаче напряжения на электроды, размещают тонкую проволочку в контакте со свариваемыми пластинами и другим электродом, подают напряжение между электродами с получением лавинного пробоя разрядного промежутка, при этом возникающий разрядный ток плавит и испаряет упомянутую проволочку с образованием сварного соединения вдоль торца пластин, а величину разрядного тока регулируют путем прерывания разряда на различных стадиях его формирования.
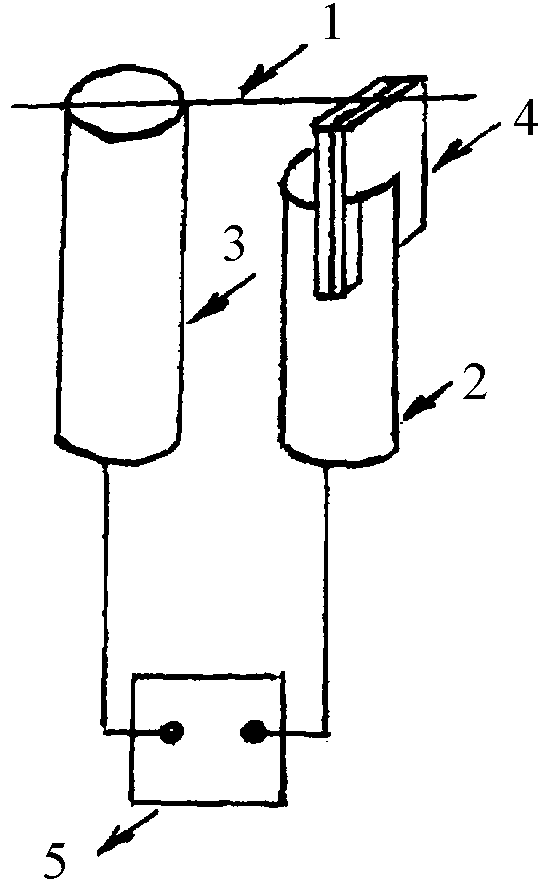
Сущность способа заключается в следующем (чертеж). Тонкая проволочка 1 помещается между электродами 2 и 3. На одном из электродов размещаются прижатые друг к другу металлические пластины 4. При этом расстояние между анодом и катодом выбирается таким, при котором разряд самопроизвольно не возникает. Между анодом и катодом подается напряжение от источника 5. Применялся источник постоянного напряжения величиной 240 В, а также источник переменного напряжения с частотой 50 Гц и максимальным напряжением 380 В. Ток, проходящий по проволочке 1, накоротко замыкающей электроды 2 и 3, плавит и испаряет материал проволочки, разогревает катод. Выходящие из него термоэлектроны, попадая в электрическое поле между электродами, ионизируют атомы металла, появляющиеся в разрядном промежутке при испарении тонкой проволочки. Возникшие положительно заряженные ионы металла бомбардируют катод, еще больше разогревая его.
Происходит разогрев прижатых друг к другу металлических пластин. Создаются условия для образования дугового разряда в образующихся парах металла, происходит сваривание металлических поверхностей, причем свариваются они не в одной точке, а образуется протяженный сварной шов.
Сваривались различные металлы и сплавы в воздушной атмосфере (никель, медь, латунь, нержавеющая сталь, ковар и другие). Толщина свариваемых пластин составляла 0,1-0,5 мм. Использовались проволочки толщиной 0,05-0,15 мм и длиной 10-30 мм из никеля, меди, платины, стали.
При толщине проволочки 0,05 мм достаточно напряжения 100 В для обеспечения сварки между собой, например, двух бритвенных лезвий.
В способе отсутствуют стадии растягивания и обрыва жидкометаллического канала при раздвигании электродов, имеющие место при электросварке [2], поскольку расстояние между анодом и катодом в предлагаемом устройстве фиксировано, как фиксировано и положение проволочки.
Прерывание разряда выключением напряжения на различных стадиях формирования разрядной дуги обеспечивает регулировку величины разрядного тока. Отметим, что сварку можно осуществлять как при размещении свариваемых деталей на катоде, так и при размещении их на аноде, а также на тлеющем разряде при меньших разрядных токах [3].
Таким образом, в предлагаемом способе впервые дано новое решение торцевой сварки тонких прижатых друг к другу металлических пластин - электродов в газовом разряде при испарении проволочки между электродами. Способ может быть использован и для торцевой сварки тонких трубок. Он прост в осуществлении и эффективен.
Источники информации
1. Большая советская энциклопедия, т.13, М.: «Советская энциклопедия», 1973, с.168.
2. Теория сварочных процессов, редактор В.В. Фролов. М.: «Высшая школа», 1988.
3. Талонов В.И. Электроника. М.: Физматгиз, 1960, с.450.
Изобретение может быть использовано для электросварки тонких пластин, а также при изучении процессов дугового разряда. Прижатые друг к другу свариваемые пластины размещают на аноде или катоде, которые установлены на фиксированном расстоянии друг от друга из условия отсутствия самопроизвольного возникновения разряда между ними при подаче напряжения на электроды. Размещают тонкую проволочку в контакте со свариваемыми пластинами и другим электродом. Подают напряжение между электродами с получением лавинного пробоя разрядного промежутка. Возникающий разрядный ток плавит и испаряет упомянутую проволочку с образованием сварного соединения вдоль торца пластин. Величину разрядного тока регулируют путем прерывания разряда на различных стадиях его формирования. Способ прост в осуществлении и эффективен. 1 ил.
Способ торцевой сварки тонких металлических пластин, заключающийся в том, что прижатые друг к другу свариваемые пластины размещают на аноде или катоде, которые установлены на фиксированном расстоянии друг от друга из условия отсутствия самопроизвольного возникновения разряда между ними при подаче напряжения на электроды, размещают тонкую проволочку в контакте со свариваемыми пластинами и другим электродом, подают напряжение между электродами с получением лавинного пробоя разрядного промежутка, при этом возникающий разрядный ток плавит и испаряет упомянутую проволочку с образованием сварного соединения вдоль торца пластин, а величину разрядного тока регулируют путем прерывания разряда на различных стадиях его формирования.
| Способ дуговой сварки в среде зашитных газов тонкостенного торцевого соединения | 1977 |
|
SU653056A1 |
| Способ дуговой точечной сварки | 1987 |
|
SU1440642A1 |
| Устройство для переворачивания кирпичей | 1934 |
|
SU42973A1 |
| US 3114829 A1, 17.12.1963. | |||

