Изобретение относится к анкерным болтам для использования в горных работах и строительстве туннелей для создания крепи кровли и стен и предотвращения обрушения породы.
Армирование слоев твердых пород, а также слоев мягких пород для предотвращения обрушения породы выполняют с использованием систем крепи, имеющих в своем составе анкерные болты. Анкерные болты вставляют в шпуры, пробуренные в породе, и закрепляют в шпурах цементационным раствором на основе цемента или смолы.
Для совмещения отдельных этапов бурения шпура в породе, вставления и фиксации анкерного болта в пробуренном шпуре используют самозабуривающиеся анкерные болты. Самозабуривающиеся анкерные болты могут забуриваться в породу и заанкериваться в ней в одной операции.
Проблемы возникают как с обычными анкерными болтами, так и с самозабуривающимися анкерными болтами в случае, если анкерные болты высвобождаются из цементационного раствора и становятся неустойчивыми. Указанное может происходить в результате перемещения в слое породы или в результате приложения нагрузки на анкерный болт в системе крепи породы. Опасность возникает в случае, если анкерный болт становится неустойчивым, поскольку имеется возможность выпадения освободившегося анкерного болта из породы, приводящего к обрушению породы. Совершенствование безопасности систем крепи породы и предотвращение обрушения породы являются важными вопросами в горных работах и строительстве туннелей.
Согласно настоящему изобретению создан пустотелый анкерный болт, содержащий стержень, имеющий винтовой профиль, выступающий от внешней поверхности стержня, при этом винтовой профиль имеет угол профиля резьбы между 30 и 60°.
Винтовой профиль предпочтительно формуют по технологии холодной прокатки, увеличивающей предел текучести материала стержня, обычно стали. Это, в свою очередь, увеличивает прочность крепи породы.
Угол профиля резьбы, который можно видеть при рассмотрении продольного сечения винтового профиля, составляет предпочтительно около 45°. Имеющийся угол профиля резьбы в диапазоне 30-60°, и, предпочтительно 45°, создает улучшенное бурильное действие, когда анкерный болт является самозабуривающимся анкерным болтом для создания оптимального скрепления между болтом и слоем породы после заливки анкерного болта цементационным раствором в шпуре в слое породы.
Винтовой профиль предпочтительно является резьбой с шагом между 7 и 20 мм и высотой между 1 и 4 мм. Винтовой профиль является предпочтительно правой резьбой, являющейся непрерывной на основном участке длины стержня. Стержень имеет длину обычно между 0,5 и 5 м.
В предпочтительном варианте осуществления анкерный болт является самозабуривающимся анкерным болтом, где стержень имеет бурильный конец, установочный конец и полость канала, проходящего между бурильным концом и установочным концом. Режущая пластина установлена на бурильном конце.
На бурильном конце или в направлении к нему стержень имеет левую крепежную резьбу с шагом меньше шага винтового профиля. Крепежная резьба служит для размещения анкерного устройства, используемого для заанкеривания анкерного болта в пробуренном шпуре перед заливкой цементационного раствора. Бурильный конец анкерного болта снабжен внутренней правой резьбой для размещения бурового долота.
Стержень анкерного болта на установочном конце может также быть снабжен установочной резьбой, имеющей шаг, меньше чем шаг винтового профиля для обеспечения скрепления анкерного болта с бурильным устройством посредством приводного соединения для установки анкерного болта. Альтернативно приводное соединение может быть встроено в стержень.
Согласно настоящему изобретению дополнительно создан способ формования пустотелого анкерного болта, в котором пропускают холоднотянутый пустотелый стержень через первые резьбонакатные ролики и осуществляют холодное формование винтового профиля, выступающего от внешней поверхности стержня, причем винтовой профиль, имеет угол профиля резьбы между 30 и 60°.
Предпочтительно использование технологии холодного формования продолжается на второй группе роликов и третьей группе роликов для формования первой крепежной резьбы на бурильном конце стержня, первой крепежной резьбы имеющей направленность, противоположную направленности винтового профиля, и второй крепежной резьбы на установочном конце стержня, второй крепежной резьбы имеющей направленность, одинаковую с направленностью винтового профиля.
Изобретение ниже описано более подробно с использованием прилагаемых чертежей, на которых показано следующее.
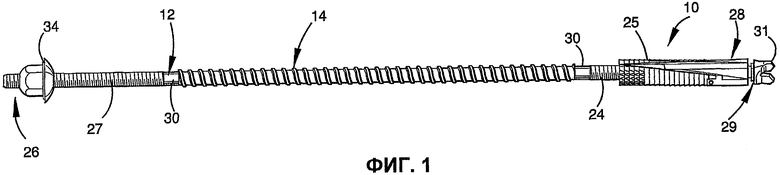
На фиг.1 - вид сбоку анкерного болта согласно варианту осуществления настоящего изобретения.
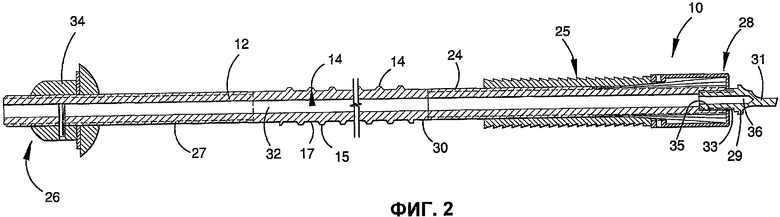
На фиг.2 - вид продольного сечения анкерного болта.
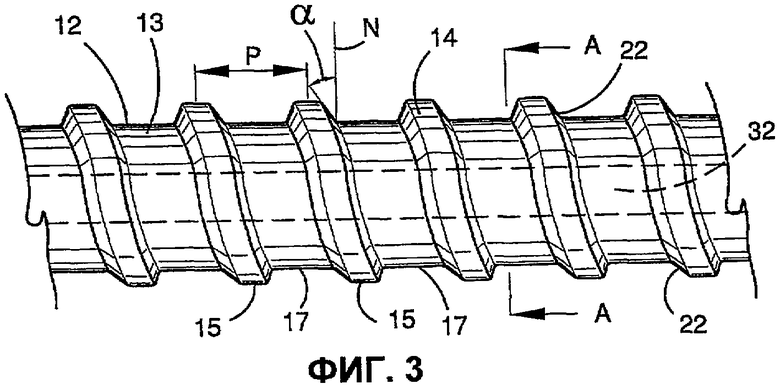
На фиг.3 - увеличенный вид резьбового участка анкерного болта.
На фиг.4 - сечение по линии A-A фиг.3 концевой секции.
На фиг.5 - продольное сечение анкерного болта, заделанного на месте установки.
На чертежах показан самозабуривающийся анкерный болт, имеющий признаки, улучшающие возможности бурения, фиксации и заанкеривания болта, при бурении шпура и цементировании или заливке цементационным раствором в нем. Понятно, что хотя в предпочтительном варианте осуществления показан самозабуривающийся анкерный болт, изобретение также является применимым к пустотелым анкерным болтам, не являющимся самозабуривающимися, то есть анкерным болтам, вставляемым в заранее пробуренные шпуры. Также ясно, что анкерные болты могут не являться пустотелыми по всей длине, но могут быть полнотелыми, по меньшей мере, на участке своей длины.
Анкерный болт 10, показанный на чертежах, содержит стержень 12, имеющий винтовой профиль, выступающий от внешней поверхности 13 стержня, при этом винтовой профиль имеет угол α профиля резьбы между 30 и 60° относительно нормальной осевой линии N (то есть, перпендикулярной) поверхности 13 стержня 12.
Для удобства винтовой профиль описан, как фиксирующая резьба 14, поскольку одной из основных функций винтового профиля является фиксация или заанкеривание анкерного болта 10 в колонне 16 цементационного раствора (фиг.5), который залит в пробуренный шпур 18, либо шпур, пробуренный самим анкерным болтом в операции самозабуривания, или посредством отдельной операции бурения.
Фиксирующая резьба 14 создает механический замок между анкерным болтом и слоем 19 породы через колонну 16 цементационного раствора. Угол α профиля резьбы лучше всего виден на фиг.3 и 5, на которых крупнее показана фиксирующая резьба 14 в профиле, где боковые стенки 22 образуют угол α с нормальной осевой линией N на поверхности 13 стержня 12. Боковые стенки 22 образуют восходящие и нисходящие стенки гребня 15 фиксирующей резьбы 14.
Анкерный болт, имеющий фиксирующую резьбу, или винтовой профиль с углом профиля резьбы в описанном диапазоне имеет несколько преимуществ. В операции самозабуривания винтовой профиль перемещает выбуренную породу и стружку от режущей пластины, и угол профиля резьбы содействует проталкиванию выбуренной породы в кольцевое пространство шпура, окружающего анкерный болт, содействуя поддержанию перемещения отходов и их вымыванию из шпура.
Как в операции самозабуривания, так и в случае использования отдельной операции бурения шпура, после установки анкерного болта в шпур 18, заливки и затвердевания цементационного раствора угол профиля резьбы имеет преимущество оптимальной передачи нагрузки между анкерным болтом и слоем породы, минимизируя срезающие напряжения на фиксирующей резьбе, когда в эксплуатации болт испытывает осевое растяжение.
Усилия, передаваемые от угла профиля резьбы между 30 и 60° и предпочтительно 45°, оптимизируют и равномерно распределяют усилия сжатия между анкерным болтом и слоем породы для минимизирования концентрации усилий на фиксирующей резьбе. Это, в свою очередь, обеспечивает, через блок 20 цементационного раствора (фиг.5), увеличенное сцепление между анкерным болтом и цементационным раствором и улучшает структурную целостность и прочность установки анкерного болта.
Для увеличения структурной целостности установки анкерного болта и прочности самой породы анкерный болт 10 в предпочтительном варианте осуществления изготавливают по технологиям холодного формования, в отличие от горячей обработки винтового профиля на внешней поверхности стержня. Очевидно, что хотя технологии холодной обработки являются предпочтительными, все равно можно использовать технологии горячей прокатки.
Способ холодной обработки пустотелого анкерного болта должен начинаться с обработки холоднотянутой бесшовной трубой или стержня. Труба со швом также возможна. Холоднотянутая бесшовная труба может иметь наилучшие допуски по прочности и точности геометрии сечения. Труба со швом может быть менее прочной, менее точной, но более дешевой. Пустотелый стержень подается или пропускается через первую группу резьбонакатных роликов для холодного формования винтового профиля (фиксирующей резьбы 14) на внешней поверхности 13 стержня 12. Другие резьбы, которые могут входить в состав стержня, рассмотренные ниже, изготавливаются холодным формованием посредством пропуска стержня через дополнительные группы резьбонакатных роликов.
Можно использовать другие технологии изготовления вместо использования холодного формования для выполнения фиксирующей резьбы с необходимым углом профиля, например обработку на металлорежущих станках.
Анкерный болт 10, показанный на чертежах, обычно имеет длину 0,5-5,0 м. Фиксирующая резьба 14 имеет шаг P, по меньшей мере, 7 мм и максимальный шаг 20 мм. Шаг резьбы измеряют, как расстояние между гребнями 15 или канавками 17 резьбы.
Фиксирующая резьба с шагом, по меньшей мере, 7 мм позволяет получить подходящий механический замок между анкерным болтом 10 и цементационным раствором 16. В одном варианте осуществления предпочтительный шаг составляет приблизительно 10 мм. Резьба с большим шагом также действует, как шнек во время бурения, помогая удалению выбуренной породы из шпура.
В варианте осуществления, показанном на фиг.1 и 2, фиксирующая резьба 14 создана, как непрерывная винтовая резьба вдоль основного участка стержня 12, и, в данном варианте осуществления, по меньшей мере, вдоль половины длины стержня. Таким образом, свойства удаления отходов и фиксации анкерного болта созданы на значительном участке стержня. Вместе с тем, понятно, что фиксирующая резьба не должна быть обязательно непрерывной по длине стержня, но вместо этого может быть разорвана на сегментированные секции резьбы или иначе, как это требуется в зависимости от дополнительных функций анкерного болта.
Глубина фиксирующей резьбы может изменяться в зависимости от длины анкерного болта, его конкретного применения в слое породы, используемого типа цементационного раствора, толщины стенки и диаметра и свойств материала самого болта. Для анкерного болта, имеющего хвостовик длиной, по меньшей мере, 1 м, считается, что подходящая глубина фиксирующей резьбы должна составлять 1-4 мм.
В показанном варианте осуществления фиксирующая резьба самозабуривающегося анкерного болта является правой резьбой. Крепежная резьба 24 под анкер выполнена на бурильном конце 28 стержня для размещения анкерного устройства 25, являющегося признаком одного предпочтительного варианта осуществления самозабуривающегося анкерного болта, показанного на фиг.1 и 2. Крепежная резьба 24 на бурильном конце 28 стержня разнесена с фиксирующей резьбой 14 на промежуток 30. Крепежная резьба 24 является стандартной резьбой, выполняемой на анкерных болтах, с тем, резьба имеет шаг приблизительно менее 5 мм, обычно 2,5-3,0 мм.
Как показано на фиг.1, самозабуривающийся анкерный болт 10 включает в себя установочный конец 26 и бурильный конец 28. Установочный конец 26 снабжен установочной резьбой 27 для обеспечения установки анкерного болта 10 на бурильное устройство (не показано) с помощью приводного соединения 34 такого, что бурильное устройство может передавать вращение и осевую нагрузку на анкерный болт 10. Установочная резьба 27 также имеет шаг менее 5 мм.
С использованием предпочтительных технологий холодной прокатки для выполнения анкерного болта, описанных выше, крепежная резьба 24 и установочная резьба 27 также формуются холодной обработкой холоднотянутой бесшовной трубы до или после холодного формования фиксирующей резьбы на отдельных этапах обработки посредством пропускания трубы через группы резьбонакатных роликов и отдельного выполнения крепежной резьбы и установочной резьбы.
В предпочтительном варианте осуществления крепежная резьба 24 является левой резьбой, обеспечивающей активирование анкерного устройства 25 после завершения самозабуривающим анкерным болтом операции бурения. Анкерное устройство 25, соединенное с крепежной резьбой 24, активируется в пробуренном шпуре для заанкеривания анкерного болта 10 в положении установки в шпуре при подготовке к заливке цементационного раствора. Для дополнительной информации по самозабуривающимся анкерным болтам выполнена ссылка на совместно рассматриваемую патентную заявку WO 2007/053893, содержание которой включено в данный документ в виде ссылки. Для предотвращения срабатывания анкерного устройства во время бурения крепежная резьба 24 является левой, что должно обеспечивать перемещение анкерного устройства в направлении бурения с сохранением его не активированным.
Как показано на фиг.4, стержень 12 включает в себя полость канала, проходящего через него вдоль продольной осевой линии, и являющегося промывочным каналом 32, обеспечивающим проход текучей среды от установочного конца 26 стержня до бурильного конца 28 для смыва выбуренной породы от бурильного конца во время бурения.
Бурильный конец 28 имеет в своем составе буровое долото 29 с режущей пластиной 31. Буровое долото 29 снабжено внешней резьбой 33 на конце, противоположном режущей пластине 32, для соединения бурового долота со стержнем 12 анкерного болта. На самом конце бурильного конца 28 стержня 12 промывочный канал 32 снабжен внутренней резьбой 35, соответствующей внешней резьбе 33 бурового долота 29, так что буровое долото можно ввинчивать в конец стержня 12. Буровое долото также содержит внутренний канал 36, гидравлически связанный с промывочным каналом 32.
Резьбовое соединение между буровым долотом и стержнем 12 имеет правую резьбу так, что во время операции бурения, в которой обычно создают правое вращение стержня, резьбовое соединение между буровым долотом и стержнем затягивается.
Как уже рассмотрено, анкерный болт необязательно должен быть самозабуривающимся анкерным болтом. В данном варианте анкерный болт может иметь частично полнотелый стержень и необязательно должен быть снабжен какими-либо другими резьбами, кроме фиксирующей резьбы 14, поскольку анкерный болт можно вручную вставлять в пробуренный шпур.
Настоящий анкерный болт, имеющий фиксирующую резьбу с углом α профиля резьбы, составляющим между 30 и 60°, в результате демонстрирует явные улучшения в сцеплении анкерного болта с цементационным раствором в колонне цементационного раствора и улучшенную прочность болта. Это, в свою очередь, улучшает структурную целостность системы крепи, используемой для удержания породы. Холодное формование анкерного болта 10 дополнительно увеличивает прочность болта, и особенно предел текучести болта.
Специалисту в области техники изобретения должно быть ясно, что многие модификации можно выполнять без отхода от сущности или объема изобретения.
Описания в австралийской патентной заявке № 2007214341, по которой данная заявка имеет приоритет, включены в данный документ в виде ссылки.
| название | год | авторы | номер документа |
|---|---|---|---|
| АНКЕРНЫЙ БОЛТ С МЕХАНИЧЕСКИМ АНКЕРОМ | 2008 |
|
RU2470158C2 |
| АНКЕРНЫЙ БОЛТ | 2004 |
|
RU2343287C2 |
| АНКЕРНЫЙ БОЛТ И АНКЕРНОЕ УСТРОЙСТВО | 2007 |
|
RU2444630C2 |
| УСТРОЙСТВО ИНЖЕКТИРОВАНИЯ СМОЛЫ ДЛЯ БУРИЛЬНОГО УСТРОЙСТВА ДЛЯ УСТАНОВКИ АНКЕРНЫХ БОЛТОВ В ГРУНТ | 2012 |
|
RU2600120C2 |
| САМОБУРЯЩИЙ АНКЕРНЫЙ БОЛТ И АНКЕРНОЕ УСТРОЙСТВО ДЛЯ НЕГО | 2007 |
|
RU2454543C2 |
| АНКЕРНЫЙ БОЛТ | 2014 |
|
RU2655248C2 |
| АНКЕРНЫЙ БОЛТ С РЕГУЛИРУЕМОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИЕЙ (ВАРИАНТЫ) И СПОСОБ РЕГУЛИРОВАНИЯ ПОЛНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ ЗАЦЕМЕНТИРОВАННОГО АНКЕРНОГО БОЛТА | 2005 |
|
RU2364723C2 |
| Анкерный болт | 1989 |
|
SU1633175A1 |
| СПОСОБ АНКЕРНОГО КРЕПЛЕНИЯ ГОРНЫХ ВЫРАБОТОК | 2017 |
|
RU2639008C1 |
| СПОСОБ УСТАНОВКИ АНКЕРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353776C1 |


Изобретение относится к анкерным болтам для крепления горных выработок. Техническим результатом является повышение надежности крепления анкера в шпуре. Самозабуривающийся анкерный болт содержит полый стержень винтового профиля (12), установочный конец (26) и противоположный бурильный конец (28). Угол профиля резьбы стержня анкера находится между 30 и 60°. При этом установочный конец имеет установочную резьбу (27) для обеспечения сцепления анкерного болта с бурильным устройством, а бурильный конец содержит крепежную резьбу (24) для размещения анкерного устройства (25). Причем установочная и крепежная резьба имеют шаг, профиль и/или направленность, отличающиеся от шага, профиля и направления винтового профиля стержня анкера. 3 н. и 13 з.п. ф-лы, 5 ил.
1. Пустотелый анкерный болт, содержащий стержень, имеющий винтовой профиль, выступающий от внешней поверхности стержня и имеющий угол профиля резьбы между 30° и 60°, при этом анкерный болт является самозабуривающимся анкерным болтом, имеющим установочный конец, противоположный бурильный конец и полость канала между ними, причем один или оба конца снабжены крепежной резьбой, имеющей шаг, профиль и/или направленность, отличающиеся от шага, профиля и направления винтового профиля.
2. Анкерный болт по п.1, в котором винтовой профиль имеет шаг между 7 мм и 20 мм.
3. Анкерный болт по п.1 или 2, в котором винтовой профиль имеет высоту между 1 и 4 мм.
4. Анкерный болт по п.1 или 2, в котором винтовой профиль выполнен способом холодного формования.
5. Анкерный болт по п.1 или 2, в котором угол профиля резьбы составляет приблизительно 45°.
6. Анкерный болт по п.1 или 2, в котором винтовой профиль является правой резьбой.
7. Анкерный болт по п.1 или 2, в котором винтовой профиль является непрерывной резьбой вдоль основного участка длины стержня.
8. Анкерный болт по п.1 или 2, в котором длина стержня составляет между 0,5 м и 5 м.
9. Анкерный болт по п.1, в котором крепежная резьба на бурильном конце служит для прикрепления анкерного устройства к стержню, причем крепежная резьба имеет меньший шаг, чем у винтового профиля, и противоположную направленность.
10. Анкерный болт по п.1, в котором крепежная резьба на установочном конце служит для прикрепления приводного соединения к стержню, крепежная резьба имеет меньший шаг, чем у винтового профиля, и противоположную направленность.
11. Самозабуривающийся анкерный болт, содержащий стержень, имеющий установочный конец, снабженный установочной резьбой, противоположный ему бурильный конец, снабженный крепежной резьбой под анкер для крепления анкерного устройства, и полость канала, проходящего через стержень между установочным концом и бурильным концом; стержень имеет винтовой профиль, выступающий от внешней поверхности стержня, между установочной резьбой и крепежной резьбой под анкер, при этом винтовой профиль имеет угол профиля резьбы между 30° и 60°.
12. Самозабуривающийся анкерный болт по п.11, в котором винтовой профиль, установочная резьба и крепежная резьба под анкер выполнены способом холодной прокатки.
13. Анкерный болт по п.11 или 12, в котором угол профиля резьбы составляет приблизительно 45°.
14. Способ формования пустотелого анкерного болта, включающий в себя пропускание холоднотянутого пустотелого стержня через первые резьбонакатные ролики и холодное формование винтового профиля, выступающего от внешней поверхности стержня, винтового профиля, имеющего угол профиля резьбы между 30° и 60°.
15. Способ по п.14, включающий в себя пропускание стержня через вторые резьбонакатные ролики и холодное формование прокаткой первой крепежной резьбы на бурильном конце стержня, имеющей направленность, противоположную направленности винтового профиля, и меньший шаг.
16. Способ по п.15, включающий в себя пропускание стержня через третьи резьбонакатные ролики и холодное формование второй крепежной резьбы на установочном конце стержня, противоположном бурильному концу, имеющей направленность, противоположную направленности винтового профиля.
| WO 2007059580 A1, 31.05.2007 | |||
| ЛОДКА | 1931 |
|
SU29748A1 |
| US 5437526 A, 01.08.1995 | |||
| АНКЕР | 2004 |
|
RU2280166C2 |
| WO 2007053893 A1, 18.05.2007 | |||
| Анкер | 1978 |
|
SU730967A1 |
| Приспособление для умножения и деления | 1927 |
|
SU22971A1 |
| АНКЕР ШАХТНОЙ КРЕПИ | 2005 |
|
RU2292459C1 |
| АНКЕР | 2000 |
|
RU2201506C2 |

