Предметом данного изобретения является способ производства непроницаемого эластичного трикотажа, описан в преамбуле п.1 формулы изобретения, и трикотажное полотно, полученное с помощью указанного способа.
Как известно, трикотажные полотна производятся из множества нитей, расположенных в соответствии с особенной повторяющейся геометрией, которая способствует переплетению указанных нитей и формированию петель.
Характеристики трикотажного полотна определяются геометрией переплетения, типом нитей и размерами отдельных петель.
В частности, так называемые непроницаемые эластичные трикотажи производятся из множества нитей, простирающихся в одном направлении, которое называется основой.
Указанные материалы изготавливаются из множества нитей различных типов, в частности достаточно жестких и довольно эластичных нитей.
Непроницаемые эластичные трикотажи используются для производства различных предметов, в частности для нарядов и одежды, таких как купальники, одежда для занятия спортом, нижнее белье и так далее.
Классическим полотном подобного типа, например, является так называемый «шармез», получаемый посредством переплетения эластичных и жестких нитей в соответствии с сочетанием переплетений трикотажа и двойного трикотажа.
Материалы, о которых идет речь, производятся промышленным способом на специально сконструированных основовязальных машинах, содержащих систему для подачи и перемещения нитей, которые вставляют через проушины в специально предусмотренных перфорированных элементах, называемых "нитеприемниками" (дословно «приемники утка» - weft takers), и подают на один или несколько рядов игл, расположенных поперек направления нитей.
Когда указанные машины активированы, нитеприемники и иглы передвигаются, совершая возвратно-поступательные движения, в то время как нити передвигаются непрерывно. В частности, нити совершают вертикальное и опускающееся непрерывное движение, нитеприемники, которые продвигают нити вперед, совершают продольное и поперечное возвратно-поступательное движение, а иглы, расположенные под нитеприемниками и взаимодействующие с нитями, перемещаемыми этими нитеприемниками, совершают возвратно-поступательное вертикальное движение.
Результатом взаимодействия нитей и их движения вокруг игл является трикотажное полотно. В результате этого является возможным варьирование характеристик материала путем изменения параметров движения элементов, которые составляют машину, в частности регулированием продольного движения нитеприемников и поддержанием периодического движения игл и непрерывного постоянного движения нитей.
Известная технология, рассмотренная выше, имеет определенные важные недостатки.
В частности, известно, что невозможно производить очень тонкий легкий эластичный непроницаемый трикотаж с достаточной стойкостью к износу и различным напряжением. Все имеющиеся недостатки появляются в результате необходимости выполнения петель относительно больших размеров.
Например, купальники, производимые из известных материалов, не содержат достаточных препятствий для песка, который может проникать между петлями и проходить через материал. Более того, они не представляют высокого сопротивления химическим веществам, в частности соединениям хлора, которые зачастую используются в плавательных бассейнах и проточной воде. Более того, упомянутые материалы обнаруживают длительное время сушки, опять же за счет своей большой толщины.
И последнее, известные эластичные материала имеют неоднородную эластичность по длине и ширине и уменьшенную сопротивляемость к "пиллингу", то есть к физическому процессу, который приводит к формированию маленьких неправильных шариков волокна на поверхности тканей.
В подобной ситуации техническим заданием, лежащим в основе данного изобретения, является разработка эластичного непроницаемого трикотажного полотна, способного в значительной степени преодолевать вышеупомянутые недостатки.
В связи с данной технической задачей еще одна цель изобретения заключается в производстве непроницаемого эластичного трикотажа, который бы имел высокое сопротивление к химическим веществам и механическим напряжениям. Другой важной целью данного изобретения является получение эластичного непроницаемого трикотажа высокого качества.
Следующей целью данного изобретения является получение эластичного непроницаемого трикотажа с уменьшенным весом на единицу площади поверхности. И последней, но не менее важной целью изобретения является получение материала, который будет проявлять однородную эластичность в любом направлении.
Технические цели, изложенные выше, достигаются путем производства эластичного непроницаемого трикотажа в соответствии с п.1 прилагаемой формулы изобретения.
Предпочтительные варианты осуществления изобретения охарактеризованы в подчиненных пунктах формулы изобретения.
Дальнейшие свойства и преимущества изобретения объясняются более подробно путем последующего детального описания предпочтительных вариантов осуществления изобретения с отсылкой к прилагаемым иллюстрациям, на которых:
Рисунок 1а показывает основную схему производства первого примера выполнения материала в соответствии с изобретением;
Рисунок 1b показывает основную схему расположения первой нити, предназначенной для производства материала, изображенного на Рисунке 1а;
Рисунок 1с представляет собой основную схему расположения второй нити, предназначенной для производства материала, изображенного на Рисунке 1а;
Рисунок 2а показывает основную схему производства второго примера выполнения материала в соответствии с изобретением;
Рисунок 2b показывает основную схему расположения первой нити, предназначенной для производства материала, изображенного на Рисунке 2а;
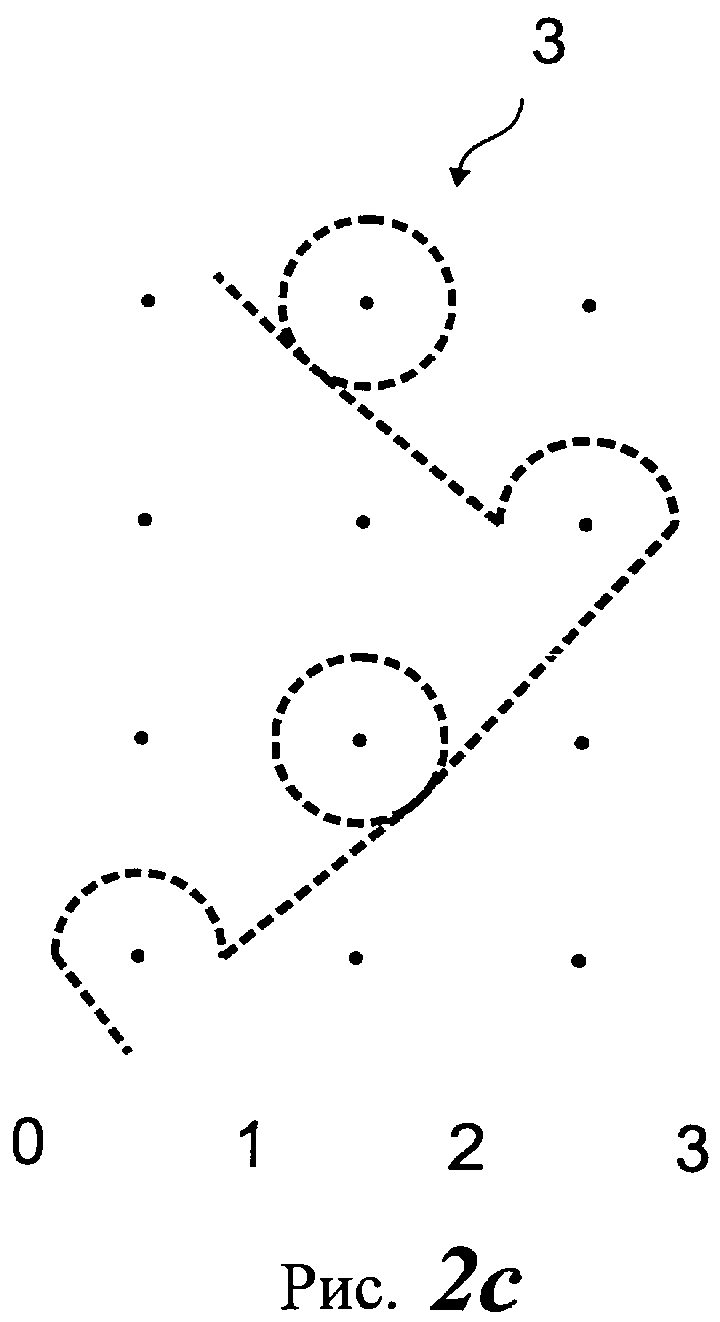
Рисунок 2с представляет основную схему расположения второй нити, предназначенной для производства материала, изображенного на Рисунке 2а.
Со ссылкой на рисунки, указанные выше, материал, в соответствии с изобретением, обозначается на рисунке позицией 1. Он производится основовязальными машинами, имеющими по крайней мере два ряда нитеприемников.
Упомянутые машины являются машинами известных типов, например Немецкой фирмы LIBA Maschinenfabrik GmbH, продаваемых под маркой Copcentra.
Как было сказано выше, указанные машины содержат систему подачи и перемещения нитей соответственно по навоям, нити вставляются в расположенные на двух брусьях перфорированные нитеприемники и подаются к игольному брусу.
В частности, два нитенаправляющих бруса расположены следующим образом: один впереди, а второй сзади, и они могут передвигаться прямолинейным возвратно-поступательным движением в продольном и поперечном направлениях.
Далее, к каждому из нитенаправляющих брусьев подаются нити только одного и того же вида, в то время как к двум разным брусьям могут быть направлены по выбору два разных вида нитей. После этого нити ложатся в положение в соответствии с иглами, вокруг которых они могут образовывать открытые или закрытые петли.
При активации указанных машин взаимодействие и разбивка по фазам вертикального и постоянного движения нити, которое обеспечивается системой возвратно-поступательной и поперечной подачи нитенаправляющих брусьев и системой возвратно-поступательной вертикальной подачи игл, дает начало переплетению нитей и формированию материала.
В частности, движение нитеподающей системы, возвратно-поступательное движение игл и возвратно-поступательное продольное движение нитенаправляющих брусьев всегда остается постоянным, независящим от типа переплетения, в то время как возвратно-поступательное поперечное движение нитенаправляющих брусьев регулируется в соответствии с типом материала. Указанное движение фактически активирует прохождение нитей вокруг одной или другой иглы и формирует открытые или закрытые петли.
Материал 1 производится с помощью двух разных видов нитей: достаточно жесткой нити 2 и достаточно эластичной нити 3.
Определенная здесь как «достаточно жесткая» нить является такой, которая имеет процент растягивания меньше 20% от всей длины, в то время как определенная как «достаточно эластичная» - это нить, которая имеет процент растягивания больше 80% от всей длины.
Жесткая нить 2 изготавливается из материалов известных типов; например, это может быть полиамидная многокомпонентная нить; в качестве альтернативы нить может изготавливаться из таких материалов, как полиэстер, полипропилен или других.
Соответственно, она имеет титр от 22 до 60 децитекс, а точнее - от 22 до 44 децитекс. Как известно, титр - это линейная плотность нитей, измеряемая в децитексах, которая отвечает массе в граммах на десять километров пряжи (1 децитекс = 0.1 г/км).
Эластичная нить 3 изготавливается из материалов известного типа, в частности эластомерных полимеров, например полиуретана. Кроме того, она, соответственно, имеет титр от 22 до 60 децитекс, а точнее - от 33 до 44 децитекс.
Кроме того, соотношение между линейной плотностью, выраженной в децитексах, жестких нитей 2 и гибких нитей 3, соответственно, находится между 0.5 и 0.9.
Для производства материала 1 нити 2 и 3 устанавливаются на машины, охарактеризованные выше.
В частности, жесткие нити 2 располагаются на подающей системе и в проушинах переднего нитенаправляющего бруса; каждый нитеприемник переднего бруса пересекается жесткой нитью 2.
Подобным же образом эластичные нити 3 располагаются на подающей системе и в проушинах заднего нитенаправляющего бруса; нитеприемник заднего бруса пересекается эластичной нитью 3.
В качестве альтернативы можно изменить позиции нитей и расположить эластичную нить 3 на переднем брусе и жесткую нить 2 на заднем брусе. Нити 2 и 3 размещаются в материале в соответствии с переплетениями, определенными возвратно-поступательным движением нитенаправляющих брусьев.
На прилагаемых рисунках показаны два предпочтительных варианта для производства материала 1. Схематические иллюстрации в указанных рисунках являются простейшими схемами, которые периодически повторяются для формирования материала 1.
Также на прилагаемых иллюстрациях показано множество точек, каждая из которых представляет иглу в ее временном положении. Иглы располагаются в горизонтальных рядах (здесь и в дальнейшем «ряды») и вертикальных рядах (здесь и в дальнейшем «линии»). Линии в действительности определяются периодическим движением нитей и игл, тогда как ряды определяются горизонтальным расположением игл, таким образом, линия игл представляет собой периодическое расположение одной и той же иглы, в то время как каждый ряд представляет собой множество разных игл.
Пустые промежутки между линиями нумеруются натуральными числами от ноля до четырех и обозначают позиции, в которых нитеприемники располагают нити.
В частности, нитеприемники могут расположить нити по кругу вокруг иглы так, чтобы формировалась закрытая петля, или в соответствии с незакрытым проходом, так, чтобы формировалась открытая петля.
Трикотажный материал 1 получают, начиная с основной части, которая включает жесткую нить 2, изображенную сплошной линией, и эластичную нить 3, изображенную пунктирной линией.
Две нити 2 и 3 основной части располагаются в фазе, то есть в каждой ряду они всегда располагаются на одной и той же игле. Кроме этого, нити 2 и 3, соответственно, всегда располагаются параллельно, то есть они всегда следуют идентичным путем и составляют на одной и той же игле одну и ту же закрытую или открытую петлю.
Кроме того, две нити 2 и 3 располагаются в соответствии с переплетением, которое имеет периодичность в четыре петли, из которых три последовательных петли получаются на различных иглах. Термин «последовательный» означает, что пропущенных игл нет.
Упомянутое переплетение также называют Атласным.
Указанный трикотаж может включать закрытые или открытые петли; в частности, из четырех предусмотренных петель, закрытые петли могут изменяться в числе от ноля до четырех, а оставшиеся петли будут открытыми.
На Рисунках 1а-1с показано переплетение, в котором закрытые петли перемежаются с открытыми петлями и, в частности, закрытые петли располагаются на двух боковых иглах из трех [используемых] игл.
Указанное переплетение определяется параллельным движением двух нитенаправляющих брусьев (переднего и заднего), которое обеспечивает параллельное расположение нитей 2 и 3 в позициях, соответствующих промежуткам от 1 до 0 в первом ряду, от 1 до 2 во втором ряду, от 2 до 3 в третьем ряду и от 2 до 1 в четвертом ряду.
На Рисунках 2а-2с показано переплетение, в котором закрытые петли перемежаются с открытыми петлями и, в частности, закрытые петли располагаются на центральной игле.
Указанное переплетение формируется параллельным движением переднего и заднего нитенаправляющих брусьев в позициях, соответствующих промежуткам от 0 до 1 в первом ряду, от 2 до 1 во втором ряду, от 3 до 2 в третьем ряду и от 1 до 2 в четвертом ряду.
Рассмотренное переплетение создается на машинах, которые имеют плотность игл на дюйм (1 дюйм = 2,54 см), от 32 до 44, а также идентичную плотность нитеприемников на дюйм. В частности, плотность игл на дюйм составляет от 40 до 44.
Указанная плотность игл и нитеприемников определяет величину петель и, следовательно, количество и поверхностную плотность петель. Плотность игл на единицу измерения, таким образом, - это параметр, применяемый для быстрого определения основных свойств материала.
Рассмотренный способ может осуществляться на различных типах вязальных машин, при условии, что свойства основной части составляющих ее нитей и плотности петель на единицу поверхности остаются неизменными.
Изобретение обладает важными преимуществами.
В частности, решение использования двух ниток 2 и 3, расположенных в фазе или параллельно, означает, что эластичные нити 3 не работают в противофазе и не пересекают жесткие нити 2.
Данное решение приводит к значительному уменьшению механического трения в материале 1 и, следовательно, большему сроку службы двух нитей, в особенности эластичной нити 3.
Более того, было выяснено, что действие механического трения, присутствующего в эластичных материалах известных типов, при дополнительном коррозийном химическим действии определенных веществ, присутствующих в воде, и, в частности, гипохлорида натрия, присутствующего в плавательных бассейнах и проточной воде, ведет к быстрому износу материала.
В отличие от этого материал 1 определенно сохраняет высокую сопротивляемость в присутствии гипохлорида натрия благодаря практическому отсутствию механического износа.
Кроме этого, другие важные преимущества обуславливаются расположением нитей 2 и 3. По сути, в основной части переплетения количество вертикальных петель близко к количеству горизонтальных петель, следовательно, переплетение имеет в значительной степени квадратную форму.
Благодаря указанным свойствам, возможным является производство материала с очень тонкими нитями и, кроме того, с большим количеством петель на единицу площади поверхности, как было указанно выше.
Дальнейшие преимущества обеспечиваются выбором нитей 2 и 3, которые имеют указанные выше размеры и характеристики и изготовлены из указанных материалов. Вышеуказанные характеристики позволяют производить очень легкий и тонкий трикотаж.
В частности, трикотаж 1 изготавливается с массой на единицу площади поверхности, равной 160 г/м2, толщина находится в промежутке между 0,25 и 0,80 мм и составляет около 50% толщины классического шармеза, с износостойкостью, равной или большей, чем у эластичного непроницаемого трикотажа известного типа.
Кроме этого, трикотаж 1 проявляет именно благодаря тонкости хорошее покрытие и сопротивляемость песку.
По сути, описанные характеристики петель, которые определяют свойства материала 1, предотвращают проникновение песчинок или других частиц между петлями или прохождение их через материал.
В частности, так называемые «тесты на песок» проводились на купальниках, изготовленных из материала 1. Упомянутые тесты в значительной степени предусматривают интенсивное использование купальников на песчаных поверхностях и измерение количества песка, попавшего в них. Тесты показывают результат на числовой шкале в значениях от 1 до 5. Оценка трикотажного материала 1 всегда достигала максимально возможного показателя.
Кроме того, тонкость и качество сами по себе обеспечивают быстрое высушивание материала 1 и приятное ощущение при касании ввиду того, что трикотажный материал 1 воспринимается как вторая кожа, а не как постороннее тело.
Более того, материал 1 имеет высокую воздухопроницаемость и таким образом обеспечивает оптимальное рассеивание тепла.
Кроме этого, материал 1 имеет эластичность, которая является равномерной в каждом направлении благодаря данному переплетению нитей. И последнее, трикотажный материал 1 доказал свою сопротивляемость к пиллингу и скручиванию, то есть к склонности к скручиванию и свертыванию. По сути, в соответствующих тестах, предназначенных для двух указанных свойств, материал 1 всегда демонстрировал отличные результаты.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ НЕРАСПУСКАЮЩЕГОСЯ ТРИКОТАЖНОГО ПОЛОТНА | 2008 |
|
RU2474627C2 |
| ТРИКОТАЖНЫЙ ПРОКЛАДОЧНЫЙ МАТЕРИАЛ | 1990 |
|
RU2092638C1 |
| ЛЕГКАЯ ПРОЧНАЯ ТОНКАЯ ЭЛАСТИЧНАЯ ПЕРЧАТКА С ПОЛИМЕРНЫМ ПОКРЫТИЕМ | 2008 |
|
RU2492779C2 |
| Одинарный кулирный трикотаж | 1978 |
|
SU739148A1 |
| Двухцветный жаккардовый трикотаж | 1991 |
|
SU1786207A1 |
| Одинарный футерованный трикотаж | 1976 |
|
SU578382A1 |
| ТРИКОТАЖ ЖАККАРДОВОГО ПЕРЕПЛЕТЕНИЯ | 2001 |
|
RU2178026C1 |
| Двойной кулирный трикотаж | 1989 |
|
SU1645315A1 |
| ДВУСЛОЙНЫЙ ОСНОВОВЯЗАНЫЙ ТРИКОТАЖ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2063490C1 |
| Трикотаж платированного переплетения | 1988 |
|
SU1532614A1 |
Описан способ производства эластичного малопроницаемого трикотажа на вязальных машинах с петлеобразующим (вязальным) механизмом, которые имеют два нитенаправляющих бруса и игольный брус. Способ заключается в предварительном расположении жесткой нити (2) на одном из нитенаправляющих брусьев и расположении гибкой нити (3) на другом нитенаправляющем брусе и в расположении жесткой нити и эластичной нити в фазе одна с другой и в соответствии с переплетением, которое имеет периодичность в четыре петли, из которых три последовательные петли получают на трех разных последовательных иглах машины. Также описан трикотажный материал, получаемый начиная с основной части, которая включает жесткую нить (2) и эластичную нить (3), расположенные в фазе одна с другой. Жесткая нить (2) и указанная эластичная нить (3) дополнительно располагаются в соответствии с атласным переплетением с периодичностью в четыре петли. Цель изобретения заключается в производстве непроницаемого эластичного трикотажа, который бы имел высокое сопротивление к химическим веществам и механическим напряжениям, получение материала, который будет проявлять однородную эластичность в любом направлении. 2 н. и 12 з.п. ф-лы, 6 ил.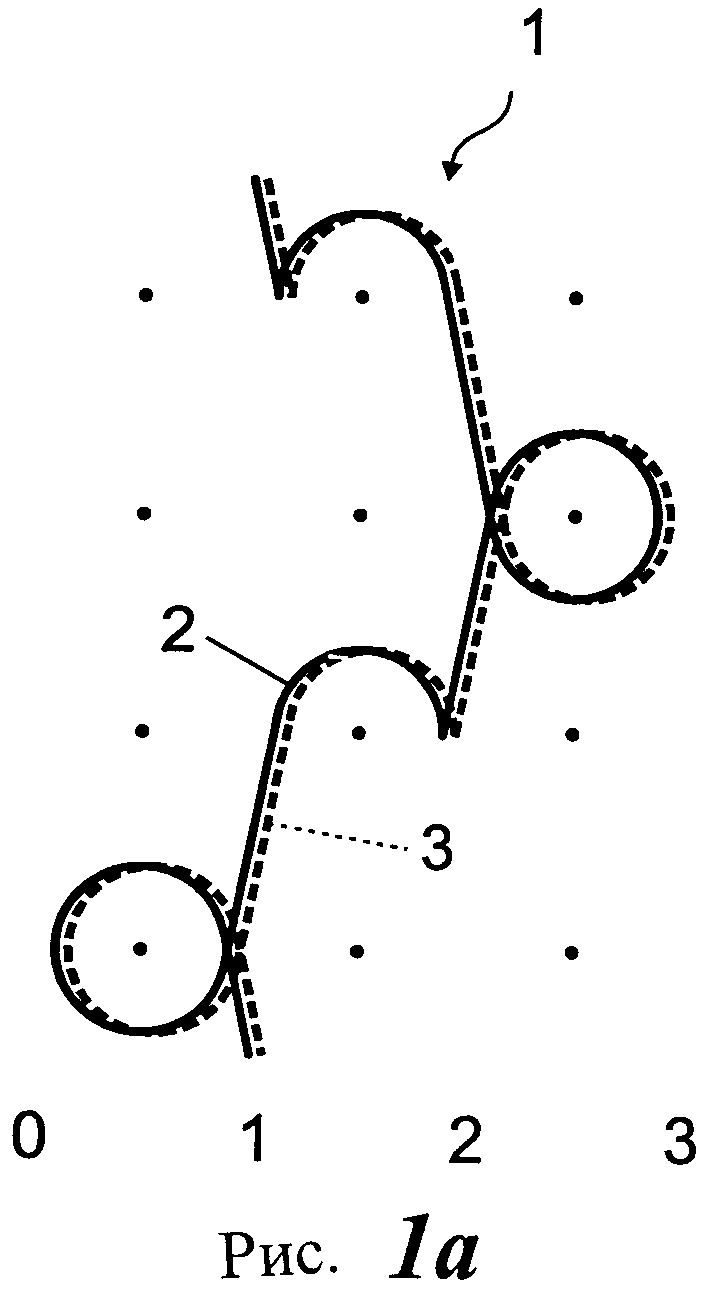
1. Способ производства непроницаемого эластичного трикотажного полотна на основовязальных машинах, имеющих два нитенаправляющих бруса и игольный брус, заключающийся в предварительном расположении жесткой нити (2) на одном из указанных нитенаправляющих брусьев и расположении эластичной нити (3) на другом нитенаправляющем брусе, характеризующийся тем, что он включает расположение указанной жесткой нити (2) и указанной эластичной нити (3) в фазе одна с другой и в соответствии с переплетением, которое имеет повторяемость в четыре петли, из которых три последовательных петли получаются на трех разных последовательных иглах.
2. Способ по п.1, в котором указанная жесткая нить (2) и указанная эластичная нить (3) располагаются параллельно одна другой.
3. Способ по пп.1 и 2, в котором указанные иглы располагаются на указанном игольном брусе с плотностью в количестве от 32 до 44 игл на дюйм.
4. Способ по п.3, в котором указанные иглы располагаются на указанном игольном брусе с плотностью в количестве от 40 до 44 игл на дюйм.
5. Способ по одному или более предшествующих пунктов, в котором переплетение обеспечивается путем выполнения закрытой петли, которая перемежается с открытой петлей.
6. Способ по одному или нескольким вышеуказанным пунктам, в котором указанная жесткая нить (2) имеет линейную плотность от 22 до 44 децитекс.
7. Способ по одному или нескольким вышеуказанным пунктам, в котором указанная эластичная нить (3) имеет линейную плотность от 33 до 44 децитекс.
8. Способ по одному или нескольким вышеуказанным пунктам, в котором соотношение линейных плотностей указанной жесткой нити (2) и указанной эластичной нити (3) составляет от 0,5 до 0,9.
9. Способ по одному или нескольким вышеуказанным пунктам, в котором нитенаправляющие брусья устанавливаются один впереди и один сзади, и в которых указанная жесткая нить (2) устанавливается на указанный передний брус.
10. Трикотажный материал, получаемый начиная с основной части, которая включает жесткую нить (2) и эластичную нить (3), расположенные в фазе одна с другой, и характеризирующийся тем, что указанная жесткая нить (2) и указанная эластичная нить (3) дополнительно располагаются в соответствии с атласным переплетением с периодичностью в четыре петли.
11. Трикотажный материал по п.10, в котором указанная жесткая нить (2) и указанная эластичная нить (3) располагаются параллельно одна другой.
12. Трикотажный материал по п.10 или 11, в котором указанная жесткая нить (2) имеет линейную плотность от 22 до 44 децитекс.
13. Трикотажный материал по пп.10-12, в котором указанная эластичная нить (3) имеет линейную плотность от 33 до 44 децитекс.
14. Трикотажный материал по пп.10-13, в котором соотношение линейных плотностей указанной жесткой нити (2) и указанной эластичной нити (3) составляет от 0,5 до 0,9.
| Падающая мишень | 1926 |
|
SU4127A1 |
| Хвостовая фреза | 1937 |
|
SU51996A1 |
| ОСНОВОВЯЗАНЫЙ ПЛАТИРОВАННЫЙ ТРИКОТАЖ (ВАРИАНТЫ) | 2004 |
|
RU2256015C1 |
| Многостабильный триггер М.И.Богдановича | 1983 |
|
SU1152079A1 |

