Настоящее изобретение относится к технологическому процессу изготовления нераспускающегося трикотажного полотна типа, указанного в преамбуле к первому пункту формулы, и к полотнам, полученным с помощью упомянутого технологического процесса.
Общеизвестно, что трикотажное полотно изготавливают из множества нитей, в частности, размещенных в повторяющемся порядке, что дает возможность связать упомянутые нити вместе с образованием петель (трикотажного переплетения).
Характеристики трикотажного полотна, таким образом, определяются расположением нитей в шаблонном узоре (рисунке) петель, типом используемых нитей и, наконец, размерами отдельных петель (стежков). В частности, так называемые нераспускающиеся эластичные трикотажные полотна изготавливают, используя базовый шаблонный узор, содержащий множество нитей, проходящих в одном и том же направлении, называемый основой с сочетанием, по существу, неэластичных и, по существу, эластичных нитей.
Нераспускающиеся эластичные трикотажные полотна используются в различных областях, в частности для предметов одежды, таких как купальные костюмы, спортивная одежда, нижнее белье и так далее. Трикотажные полотна, о которых идет речь, производятся промышленным способом на специальных основовязальных машинах, содержащих средства для подачи и обработки нитей, которые вставляют в ушко специальных перфорированных элементов, называемых направляющими элементами, и опускают на ряд игл, пролегающий поперек к направлению нитей.
Упомянутые иглы и направляющие также установлены в повторяющемся порядке вдоль специальных стержней (гребенок), которые расположены в продольном направлении.
В частности, имеется множество направляющих стержней, по одному для каждой отдельной нити, формирующей базовый узор, и по одному игольному стержню (игольнице), а также другие элементы образования петли (стежка), каждый из которых служит для различных целей.
В более подробном изложении, каждая нить при применяемом базовом шаблонном узоре проходит через ушко своей направляющей, и эти нити в последующем одновременно взаимодействуют с нижележащими иглами.
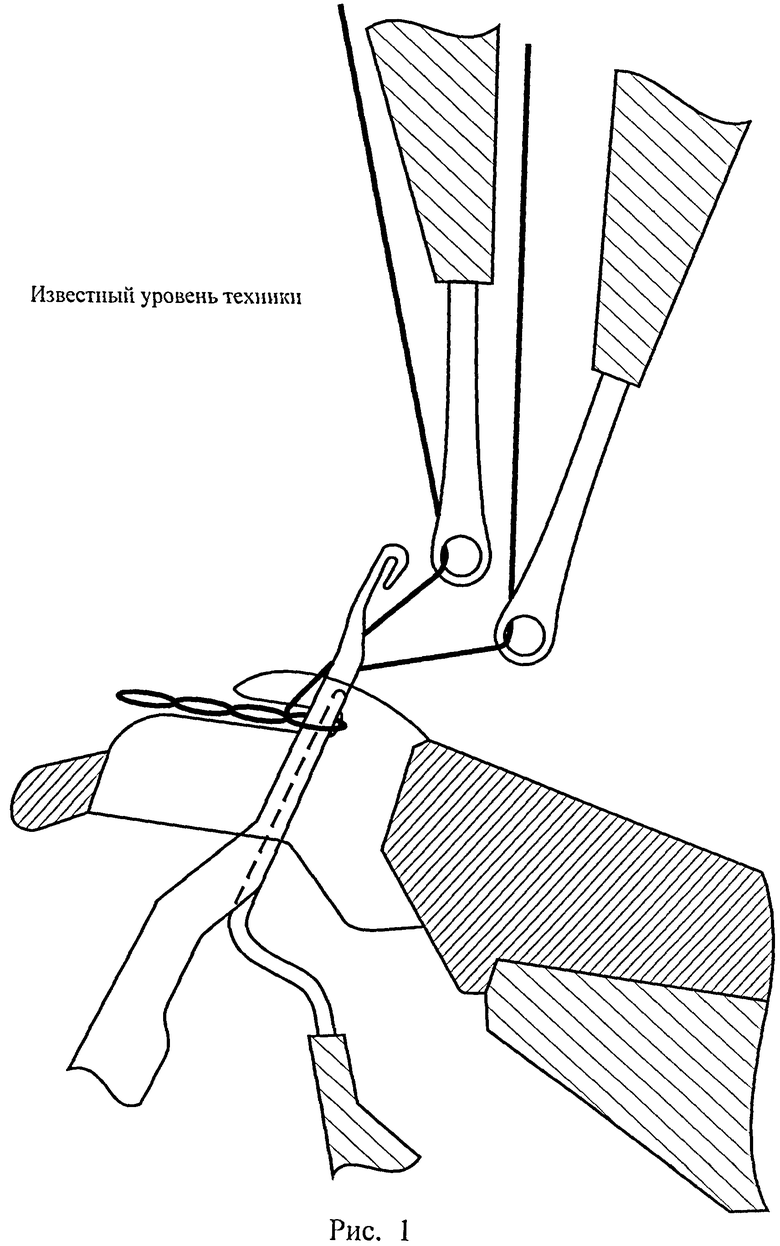
Схематический пример вида в поперечном разрезе известной вязальной машины, с типом вязального механизма, используемого для изготовления нераспускающихся трикотажных полотен, показан на Рис.1, где две отдельные, по существу, идентичные гребенки (направляющие стержни) передают нити трем на игольные стержни (игольницы), находящиеся внизу, и несущие петлеобразующие элементы, которые взаимодействуют друг с другом, в процессе создания трикотажного полотна.
При запуске этих машин, направляющие и иглы совершают возвратно-поступательные перемещения, при этом нити поступательно перемещаются. В частности, нити совершают поступательное вертикальное и нисходящее перемещение, в то время как направляющие, которые в последующем перемещают нити дальше, совершают продольное и поперечное возвратно-поступательное перемещение.
Иглы, находящиеся под направляющими, которые взаимодействуют с нитями, перемещаемыми направляющими, двигаются в вертикальном возвратно-поступательном ритме.
Среди полотен, изготавливаемых с помощью машин этого типа, Заявителем недавно разработано трикотажное полотно, состоящее из базового рисунка с множеством нитей и, в частности, двумя нитями, расположенными, по существу, параллельно друг другу.
В этом типе полотна базовый рисунок содержит как эластичные нити, состоящие из эластомеров, таких как лайкра или тому подобных, так и неэластичные нити, состоящие из полиамидов или тому подобных.
Эти полотна обладают превосходными характеристиками высокой прочности и ограниченной толщины.
Представляя затруднения в отношении окраски и будучи непривлекательными, эластичные нити в таких полотнах скрыты за неэластичными нитями.
Однако обнаружено, что эластичные нити порой не остаются скрытыми за неэластичными нитями и выступают на поверхности с негативными последствиями для внешнего вида и тактильных качеств полотна.
Стоит также отметить, что нити с очень мелким титром обусловливают снижение производительности вязальных машин и связанное с этим повышение стоимости производства, связанного с трикотажем.
В этом аспекте, техническая задача, стоящая перед настоящим изобретением, заключается в разработке нераспускающегося эластичного трикотажного полотна, которое, по существу, не обладает вышеописанными недостатками.
В контексте упомянутой технической задачи, основная цель изобретения состоит в воплощении технологического процесса производства нераспускающегося трикотажного полотна и, в частности, пригодного для изготовления полотен, содержащих базовый (шаблонный) узор с нитями, размещенными параллельно друг другу, которые характеризуются улучшенными внешним видом и тактильными качествами поверхности.
Еще одна цель изобретения заключается в воплощении технологического процесса для изготовления нераспускающегося трикотажного полотна с высоким уровнем производительности.
Данная техническая задача и указанные выше цели достигаются благодаря разработанному нераспускающемуся эластичному трикотажному полотну, в соответствии с притязаниями в приложенном пункте 1 формулы.
Предпочтительные варианты осуществления описаны в зависимых пунктах формулы.
Дополнительные характеристики и преимущества данного изобретения лучше поясняются далее в подробном описании предпочтительных вариантов данного изобретения, со ссылкой на прилагаемые чертежи, на которых:
Рис.1 представляет вид в поперечном разрезе основной части вязальной машины, в соответствии с известным уровнем техники;
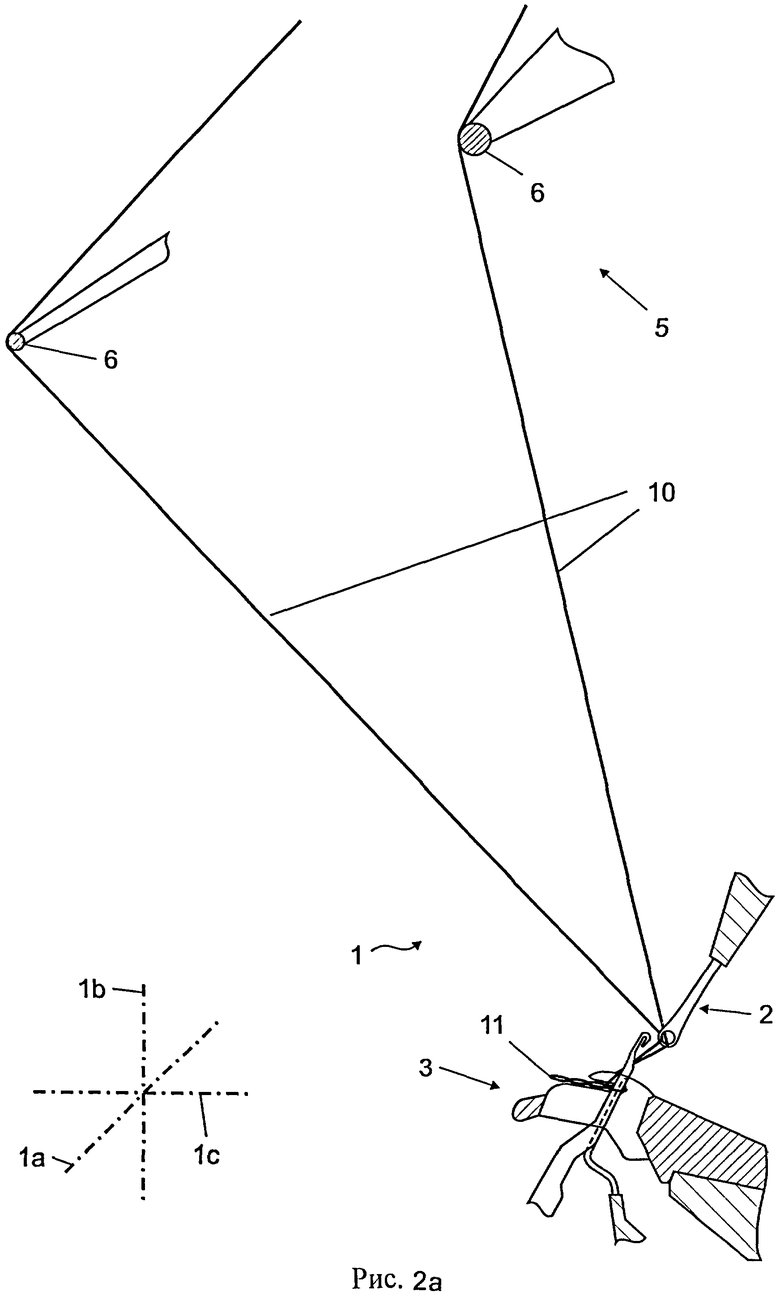
Рис.2а представляет вид в поперечном разрезе основной части вязальной машины для воплощения технологического процесса, в соответствии с данным изобретением;
Рис.2b представляет увеличенное изображение поперечного разреза основной части вязальной машины, пригодной для воплощения технологического процесса, в соответствии с данным изобретением, представленной на Рис.2а;
Рис.2с представляет дальнейшее увеличение изображения поперечного разреза основной части вязальной машины, пригодной для воплощения технологического процесса, в соответствии с данным изобретением, представленной на Рис.2а и 2b;
Рис.3 представляет базовый (шаблонный) узор трикотажного полотна, который можно изготовить при использовании технологического процесса, в соответствии сданным изобретением. Со ссылкой на приложенные чертежи, вязальная машина, используемая для воплощения технологического процесса, в соответствии сданным изобретением, в целом обозначена цифрой 1.
Главной ее частью является вязальный механизм с одноигольным ложем (single needle bed - ложе одной иглы) для полотен нераспускающегося типа, как показано на Рис.1.
Эти машины частично известны и поставляются, например, немецкой компанией LIBA Maschinenfabrik GmbH, носящей название Copcentra. Основовязальная машина 1 содержит, по меньшей мере, одну гребенку направляющих стержней 2, систему образующих петли элементов 3 и систему транспортирования нити 5.
В частности, каждая гребенка направляющих стержней 2 содержит множество направляющих (стержней) 2а, расположенных в повторяющемся порядке и параллельно друг другу в продольном направлении 1а и, как показано на Рис.2а, перпендикулярно к плоскости поперечного сечения, т.е. к вертикальному 1b и поперечному 1с направлениям.
Система петлеобразующих элементов 3 представляет собой систему известного типа и, в основном содержит платинный (ударный) брус 3а, брус ползуна 3b и игольный брус (или игольницу) 3с, пригодные для взаимодействия, захватывания и соединения нитей, в соответствии с известным технологическим процессом.
В частности, система петлеобразующих элементов 3 содержит множество единичных петлеобразующих элементов 4, а каждый брус платин 3а, ползунов 3b и игл 3с системы петлеобразующих элементов 3, соответственно, содержит множество единичных платин (ударных стержней) 4а, ползунов 4b и игл 4с, расположенных в повторяющемся порядке и параллельно друг другу в продольном направлении 1а, и с таким же пространственным расположением, как гребенки направляющих стержней 2.
Упомянутые гребенки направляющих стержней 2 и петлеобразующие элементы 4 также совершают заранее определенные повторяющиеся перемещения.
В данном технологическом процессе, в соответствии с данным изобретением, задействовано множество нитей 10, расположенных на транспортирующей системе 5 и, в частности, на подходящих роликах или катушках.
По мере разматывания (нитей), эти ролики обеспечивают возможность подачи вперед нитей 10, их прохождение через специальные натяжные стержни 6 и постоянное поступление нити к направляющим 2а и петлеобразующим элементам 4.
Транспортирующая система 5 и, в частности, натяжные стержни 6 позволяют, таким образом, установить угол наклона, относительно вертикального направления 1b, под которым нити 10 подходят к направляющим 2а.
С помощью описанного ранее, повторяющегося перемещения, нити 10 связываются друг с другом и, таким образом, создают нераспускающееся трикотажное полотно 11.
Технологический процесс в соответствии с данным изобретением определяет порядок движения каждой направляющей 2а, принадлежащей, по меньшей мере, одной гребенке направляющих стержней 2, которая направляет множество нитей 10, а предпочтительно, две нити 10.
В частности, каждая направляющая 2а содержит ушко 2b, через которое проходит множество нитей 10, а, предпочтительно, две нити 10, чтобы их можно было направить к петлеобразующим элементам 4.
Упомянутое ушко 2b для прохода нескольких нитей 10, предпочтительно, включает отверстие 2d, максимальные размеры которого превышают 1 мм, а предпочтительно, составляют примерно 2 мм.
В частности, ушко 2b, предпочтительно, представляет собой отверстие, которое, по существу, является круглым с диаметром от 1 мм до 2 мм. Альтернативно, может быть несколько ушек 2b в каждой направляющей 2а, предпочтительно, по одному для каждой нити 10, или ушки 2b могут быть не круглыми, а такой формы, как овальная форма, пригодной для обеспечения возможности прохождения нескольких нитей 10.
Очевидно, может быть предусмотрено несколько гребенок направляющих стержней 2 с направляющими 2а, каждая из которых направляет множество нитей 10, или могут быть предусмотрены гребенки направляющих стержней 2 с направляющими 2а, каждая из которых направляет множество нитей 10, связанных с гребенками направляющих стержней 2 посредством направляющих 2а таким образом, что каждая направляет только одну нить 10, или могут использоваться другие решения.
Предпочтительно, предусмотрена только одна гребенка направляющих стержней 2 (или используется только одна гребенка), направляющие 2а которой направляют две нити 10 и, в частности, одну эластичную нить 10а, и одну не эластичную нить 10b, как описано более подробно далее. Кроме того, транспортирующая система 5 подходящим образом направляет две нити 10, подавая их вперед в различных направлениях 6а, которые, предпочтительно, образуют угол пересечения α, составляющий величину в диапазоне от 10° до 60° или, что еще лучше, в диапазоне от 20° до 40°.
Указанные различные направления подачи вперед 6а спроектированы для обеспечения того, чтобы две различных нити 10 не мешали друг другу на одной линии в ушке 2b, как показано на Рис.2с.
В результате, предпочтительно, предусмотрены два натяжных стержня 6, один - с задней стороны, несущий эластичную нить 10а, и один - с передней стороны, несущий не эластичную нить 10b.
В настоящем документе, нить определена как, по существу, неэластичная, если ее максимальное упругое удлинение составляет менее 20% от ее полной длины, в то время как нить определяют как эластичную, если ее максимальное упругое удлинение превышает 80% от ее полной длины.
Используя предложенное решение, в каждую направляющую гребенку 2 можно подавать две нити 10, движущиеся с различной скоростью, определяемой скоростью, с которой они разматываются с транспортирующей системы 5.
Действительно, часто бывает необходимо использовать различное натяжение и растягивание (или удлинение вдоль оси нити) для эластичной и не эластичной нитей 10, и, соответственно, разматывать и подавать упомянутые нити 10 вперед с различными скоростями.
Кроме того, плотность (количество) направляющих 2а на дюйме длины (1 дюйм=2.54 см), в продольном направлении 1а, предпочтительно, составляет от 32 до 44 или, что еще лучше, от 40 до 44.
Трикотажный материал 11 определяется, таким образом, базовым узором (рисунком) 12, который повторяется через регулярные интервалы в полотне 11.
Указанный базовый узор 12 содержит, по меньшей мере, две нити 10 и задействует упомянутые, по меньшей мере, две нити 10, проходящие параллельно друг другу.
Упомянутые две нити 10 направляются единственной направляющей 2а и, таким образом, движутся по одной и той же траектории, всегда оставаясь параллельными друг другу и примыкая близко друг к другу, бок о бок.
В частности, здесь представлены в базовом узоре 12 только две нити 10, т.е. эластичная нить 10а и не эластичная нить 10b.
Не эластичная нить 10b выполнена из материала известного типа: например, это может быть комплексная полиамидная нить, или она может быть выполнена из полиэфира, полипропилена или других материалов такого типа.
Ее титр, предпочтительно, соответствует диапазону от 22 до 60 децитекс или, что еще лучше, от 22 до 44 децитекс. Общеизвестно, что децитекс является единицей измерения титра или линейной плотности нити и выражается в граммах на 10 километров (1 децитекс=0.1 г/км). Эластичная нить 10а выполнена из эластичного материала известного типа и, в частности, из эластомерного полимера или Lycra®. Ее титр, предпочтительно, составляет от 22 до 60 децитекс. Нити 10 вяжутся (сплетаются) в определенный (рисунок) узор, определяемый возвратно-поступательным перемещением гребенок направляющих стержней 2.
Например, на Рис.3 схематически изображен предпочтительный базовый узор 12 для изготовления трикотажного полотна 11, в соответствии с технологическим процессом по данному изобретению.
На рисунке изображено множество точек, каждая из которых представляет иглу 4с первго игольного стержня 3с в одном из ее промежуточных положений. Иглы 4с расположены по горизонтальным линиям, называемым (петельными) рядами, и по вертикальным линиям, называемым (петельными) столбиками. Столбики, фактически, образуются при повторяющихся перемещениях нитей и игл, в то время как ряды образуются горизонтальным положением упомянутых игл. Таким образом, столбик игл представляет повторяющееся положение одной и той же иглы, в то время как каждый ряд представляет множество различных игл.
Белые промежутки между столбиками пронумерованы цифрами натурального ряда от нуля до четырех и представляют положения, в которые направляющие 2а помещают нити.
В частности, обе из двух нитей 10а и 10b вяжутся в соответствии с базовым узором 12, повторяющимся каждые четыре петли, в котором три последовательные петли получают на различных иглах 4с. Термин "последовательные" используется здесь в том смысле, что никакие из игл 4с не пропускаются.
Такой тип узора технически известен как четырехпетельное "атласное" переплетение.
Упомянутый (шаблонный) рисунок может содержать закрытые или открытые петли: в частности, из четырех задействованных петель число закрытых петель может варьироваться от нуля до четырех, в то время как остальные будут открытыми.
На Рис.3 представлен (шаблонный) узор, на котором имеются закрытые петли, чередующиеся с открытыми петлями и, в частности, открытые петли находятся на двух наружных иглах группы из трех игл 4с.
Упомянутый узор 12 образуется перемещением гребенки направляющих стержней 2 по одной прямой с промежутками от 0 до 1 в первом петельном ряду, от 2 до 1 во втором петельном ряду, от 3 до 2 в третьем петельном ряду и от 1 до 2 в четвертом петельном ряду.
Данное изобретение позволяет получить важные преимущества.
Действительно, обнаружено, что трикотажные полотна 11, изготовленные с использованием технологического процесса, в соответствии с данным изобретением, обладают значительно улучшенными характеристиками в отношении внешнего вида и тактильных качеств, по сравнению с такими же типами полотен 11, полученными с идентичным базовым (шаблонным) узором 12, но при использовании технологического процесса известного типа, т.е. процесса, в котором каждая из нитей проходит через ушко разных направляющих, принадлежащих разным гребенкам направляющих стержней.
Вышеуказанное преимущество обеспечивается, в частности, тем обстоятельством, что нити 10, направляемые единственной направляющей 2а, всегда остаются расположенными рядом и впоследствии остаются расположенными в порядке, установленном вязальной машиной 1, при этом нижележащая нить, т.е. эластичная нить 10а, не выступает на поверхности полотна 11.
Также обнаружено, что, в силу той же причины, значительно улучшается текстура поверхности полотна 11а.
Эти усовершенствования проверены, в частности, на полотнах, выполненных с использованием четырехпетельного атласного переплетения по шаблонному узору с двумя нитями, одной эластичной 10а и другой не эластичной 10b. Из-за своего мелкого титра и сложности такое полотно 11, в частности, улучшается с помощью технического решения, которое предусматривает введение двух нитей в единственное ушко 2b в направляющей 2а.
Еще одно преимущество обусловлено тем, что необходимость перемещать только одну гребенку направляющих стержней 2 обеспечила возможность повышения производительности машины 1 и последующего снижения стоимости полотна 11.


Настоящее изобретение относится к технологическому процессу изготовления нераспускающегося трикотажного полотна. Заявлен технологический процесс изготовления нераспускающихся трикотажных полотен на основовязальной машине. Машина содержит петлеобразующие элементы (4) и, по меньшей мере, одну гребенку направляющих стержней (2), с множеством направляющих (2а) для направления множества нитей (10) к петлеобразующим элементам (4), в которой каждая из направляющих (2а), принадлежащая, по меньшей мере, одной из гребенок направляющих стержней (2), обеспечивает направление множества нитей (10). Технический результат заключается в воплощении технологического процесса для изготовления нераспускающегося трикотажного полотна с высоким уровнем производительности, а также в изготовлении более качественного нераспускающегося трикотажного полотна с более равномерной поверхностью. 8 з.п. ф-лы, 5 ил.
1. Технологический процесс производства нераспускающихся трикотажных полотен на основовязальной машине (1), содержащий петлеобразующие элементы (4) и, по меньшей мере, одну гребенку направляющих стержней (2), с множеством направляющих (2а), содержащих, по меньшей мере, одно ушко (2b), для направления множества нитей (10) в направлении упомянутых петлеобразующих элементов (4), и характеризующийся тем, что в каждой из упомянутых направляющих (2а), принадлежащих, по меньшей мере, одной из упомянутых гребенок направляющих стержней (2), обеспечивается направление множества нитей (10) посредством упомянутого ушка (2b).
2. Технологический процесс по п.1, в котором каждая направляющая (2а), принадлежащая, по меньшей мере, одной упомянутой гребенке направляющих стержней (2), содержит единственное ушко (2b).
3. Технологический процесс по одному или более из предыдущих пунктов, в котором каждая направляющая (2а), принадлежащая упомянутой, по меньшей мере, одной гребенке направляющих стержней (2), обеспечивает направление двух нитей (10).
4. Технологический процесс по п.3, в котором каждая направляющая (2а), принадлежащая упомянутой, по меньшей мере, одной гребенке направляющих стержней (2), обеспечивает направление эластичной нити (10а) и неэластичной нити (10b).
5. Технологический процесс по п.4, в котором упомянутая неэластичная нить (10b) обладает линейной плотностью, соответствующей диапазону от 22 до 44 децитекс, а упомянутая эластичная нить (10а) обладает линейной плотностью, соответствующей диапазону от 33 до 44 децитекс.
6. Технологический процесс по п.5, в котором упомянутые направляющие (2а) установлены на упомянутой гребенке направляющих стержней (2) таким образом, что на один дюйм приходится от 40 до 44 направляющих.
7. Технологический процесс по п.5 или 6, в котором упомянутые нити (10) расположены в соответствии с четырехпетельным шаблонным узором атласного переплетения.
8. Технологический процесс по одному или более из предыдущих пунктов, в котором упомянутая вязальная машина (1) содержит транспортирующую систему (5), которая обеспечивает перемещение нитей (10) в различных направлениях подачи вперед (6а) таким образом, что между собой они образуют угол пересечения (а), составляющий от 10° до 60°.
9. Технологический процесс по п.5 или 6, в котором упомянутая транспортирующая система (5) подает вперед различные нити (10) с различными скоростями.
| Устройство для изготовления пакетов с прямоугольным дном из термопластичного материала | 1981 |
|
SU1076305A1 |
| Способ адаптации крупнорогатого скота герефордской породы в условиях Алтайского края | 2022 |
|
RU2805847C1 |
| СПОСОБ ПРОКЛАДЫВАНИЯ НИТЕЙ ОСНОВЫ НА КРЮЧКОВЫЕ ИГЛЫ ОСНОВОВЯЗАЛЬНОЙ МАШИНЫ | 0 |
|
SU405984A1 |
| Ворсовый одинарный основовязаный трикотаж и вязальная машина для его изготовления | 1974 |
|
SU652242A1 |

