Настоящая заявка на промышленное изобретение относится к предмету обуви с системой проветривания или удаления испарений, изготавливаемому посредством применения процесса непосредственного впрыска материала подошвы поверх верха.
Как известно, предмет обуви в основном состоит из верха, располагаемого вокруг стопы, и подошвы, приклеиваемой к верху, которая служит в качестве ходовой поверхности подошвы. В традиционных предметах обуви две части изготавливают отдельно, а затем их склеивают. До приклеивания подошвы к верху в подошву могут быть введены различные механизмы для создания системы удаления испарений. Системы удаления испарений, встроенные в такой тип предмета обуви, доступны для приобретения на рынке.
В способе непосредственного впрыска материала подошвы поверх верха предмета обуви, вместо упомянутых этапов изготовления, подошву формуют внутри пресс-формы и материал подошвы непосредственно впрыскивают поверх верха предмета обуви, заполняя все полые пространства между верхом и подошвой, не оставляя какого-либо пространства для введения различных механизмов системы проветривания.
В английском патенте GB 2317089 раскрыты: проветриваемый предмет обуви, пресс-форма для впрыскивания материала под давлением и способ изготовления проветриваемого предмета обуви.
В Международной заявке на изобретение WO 99/2650 раскрыт способ изготовления проветриваемого предмета обуви с использованием литья под давлением.
Целью настоящего изобретения является исключение недостатков известных технических решений посредством создания предмета обуви с системой проветривания или удаления испарений, изготавливаемого с использованием способа непосредственного впрыска материала подошвы поверх верха предмета обуви.
Данную цель достигают согласно настоящему изобретению, осуществляя действия, указанные в независимом пункте 1 прилагаемой формулы изобретения.
Предпочтительные варианты осуществления раскрыты в зависимых пунктах формулы изобретения.
Предмет обуви согласно изобретению содержит:
- верх;
- стельку, прикрепленную к верху;
- систему проветривания, расположенную под стелькой; и
- подошву, полученную путем непосредственного впрыска расширяющегося материала в пресс-форму таким образом, чтобы были покрыты: система проветривания, стелька и нижняя часть верха.
Стелька предпочтительно содержит проем или выступ в пяточной области и множество отверстий - в подошвенной области.
Система проветривания содержит:
- насос, расположенный в упомянутом проеме или выступе стельки с образованием воздушной камеры;
- мембрану, прикрепленную к нижней поверхности стельки под упомянутыми отверстиями таким образом, чтобы было образовано, по меньшей мере, одно пространство, сообщенное с упомянутыми отверстиями;
- соединительную трубку, которой соединена камера насоса с пространствами мембраны; и
- впускную или выпускную трубку, которой соединена камера насоса с внешним пространством для экстрагирования или выпуска воздуха.
Преимущества предмета обуви согласно изобретению очевидны, так как при ношении предмета обуви обеспечивается проветривание стопы и так как установлено, что подошву изготавливают путем формования расширяющегося материала непосредственно поверх верха предмета обуви.
Дополнительные особенности изобретения станут очевидными после ознакомления с подробным описанием, приведенным ниже, в котором представлены просто иллюстративные, а не ограничивающие объем изобретения варианты осуществления, показанные на прилагаемых чертежах, на которых:
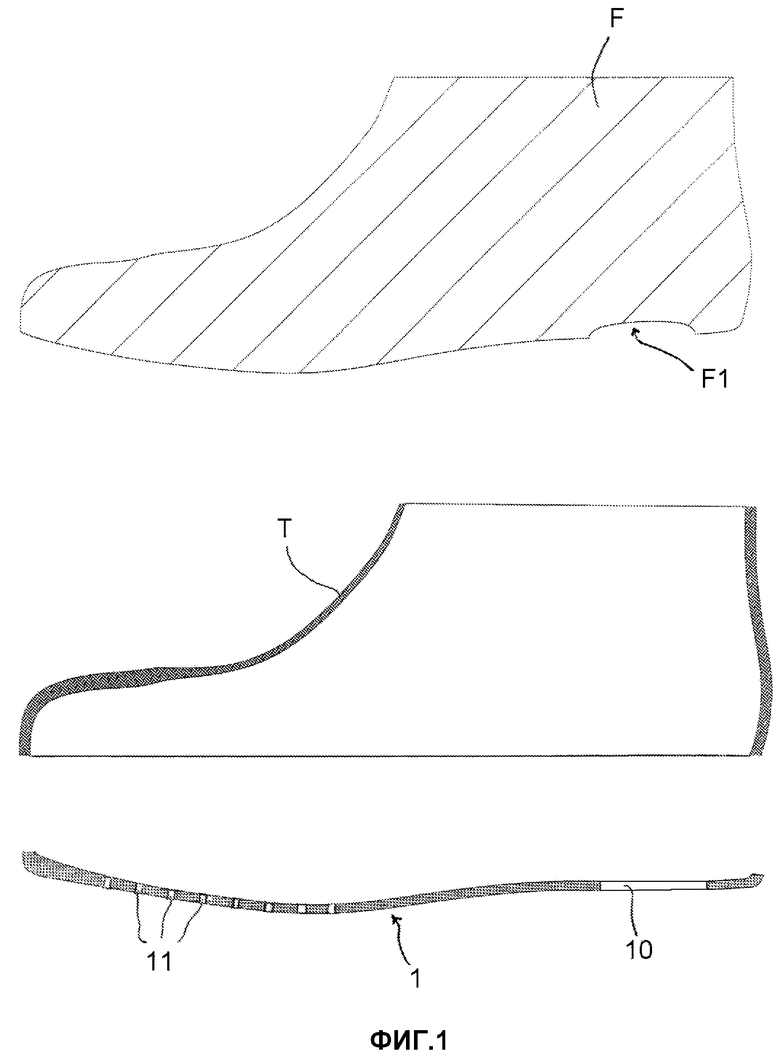
фиг.1 - схематический вид с разнесением деталей в осевом сечении колодки, верха и стельки;
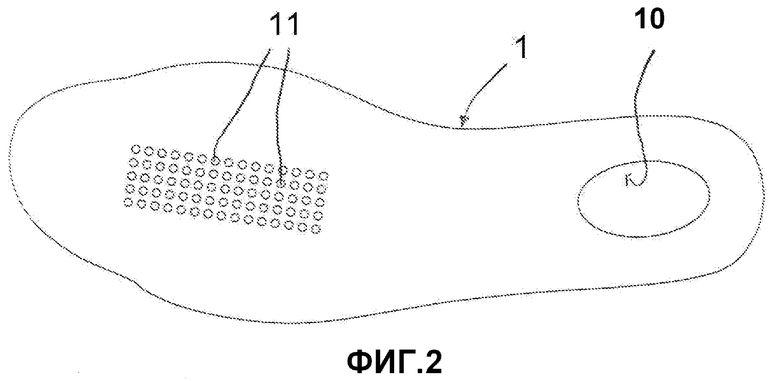
фиг.2 - вид сверху стельки, изображенной на фиг.1;
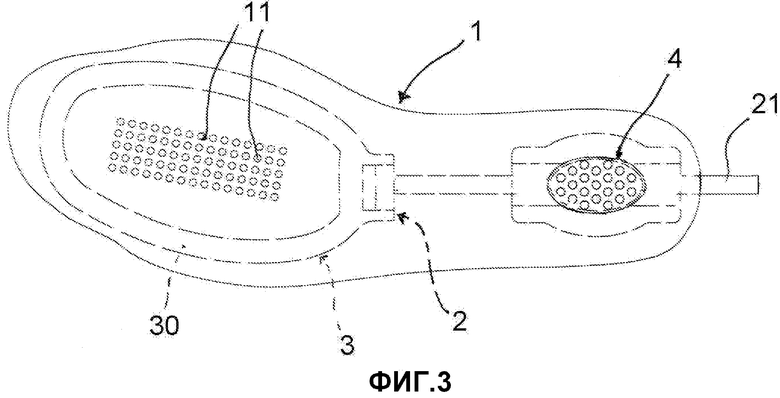
фиг.3 - вид сверху стельки, изображенной на фиг.2, с системой проветривания;
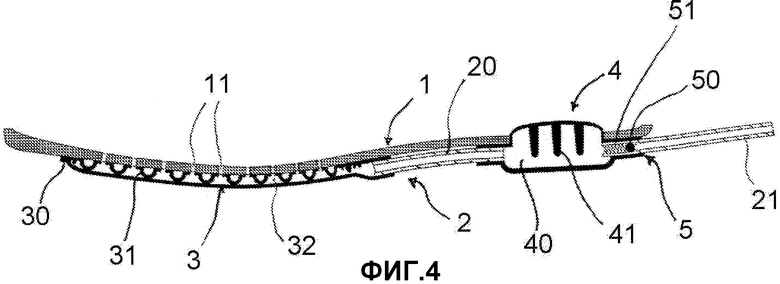
фиг.4 - осевое сечение стельки и системы проветривания, изображенных на фиг.3;
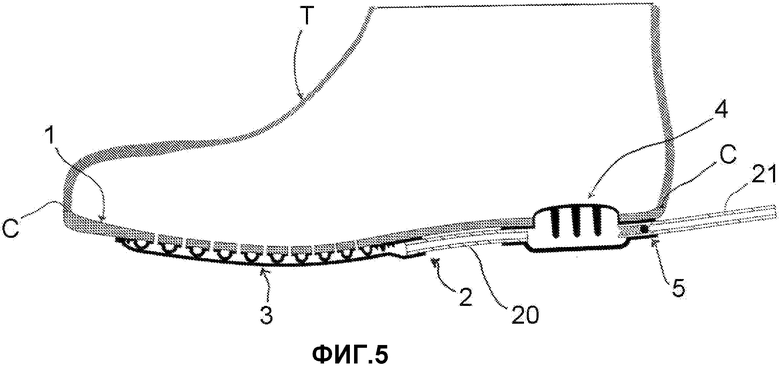
фиг.5 - стелька и система проветривания в сборе, изображенные на фиг.4, расположенные в верхе, изображенном на фиг.1;
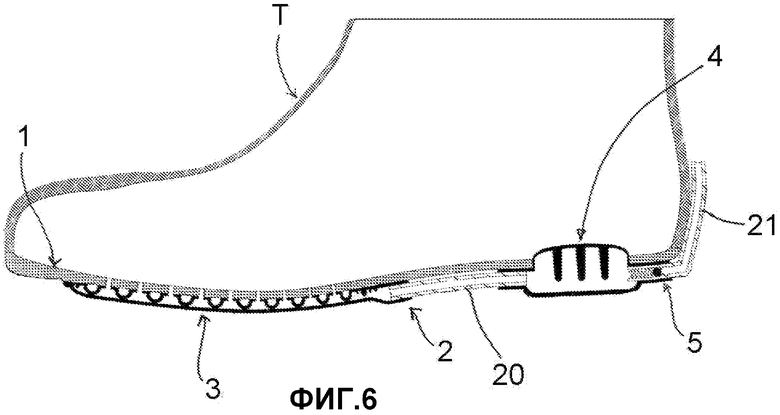
фиг.6 - другой вариант осуществления верха, стельки и системы проветривания в сборе, изображенных на фиг.5;
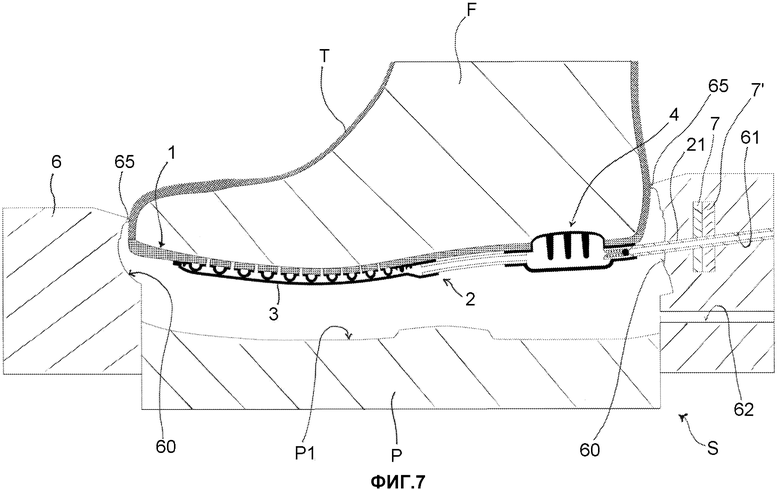
фиг.7 - осевое сечение верха, стельки и системы проветривания в сборе, изображенных на фиг.5, введенных в открытую пресс-форму;
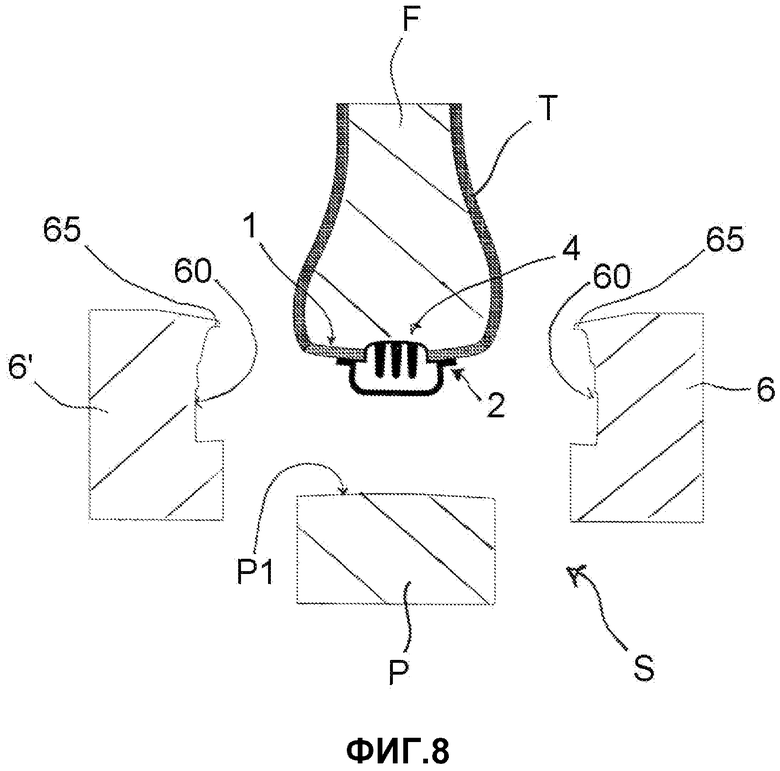
фиг.8 - поперечное сечение с фиг.7;
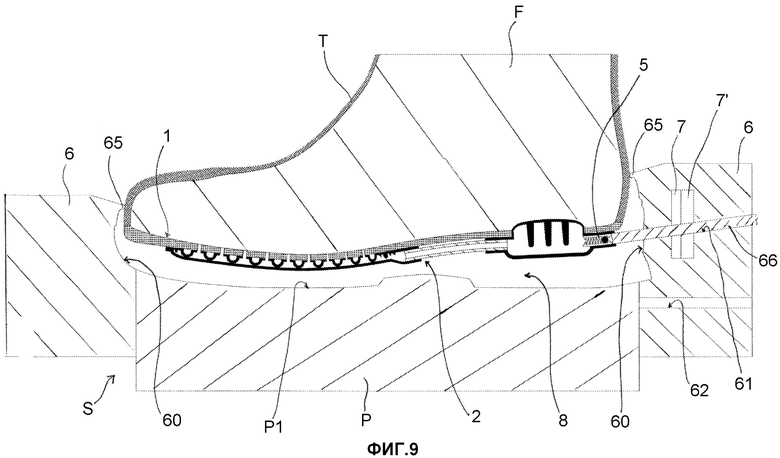
фиг.9 - тот же вид, что и на фиг.7, с закрытой пресс-формой;
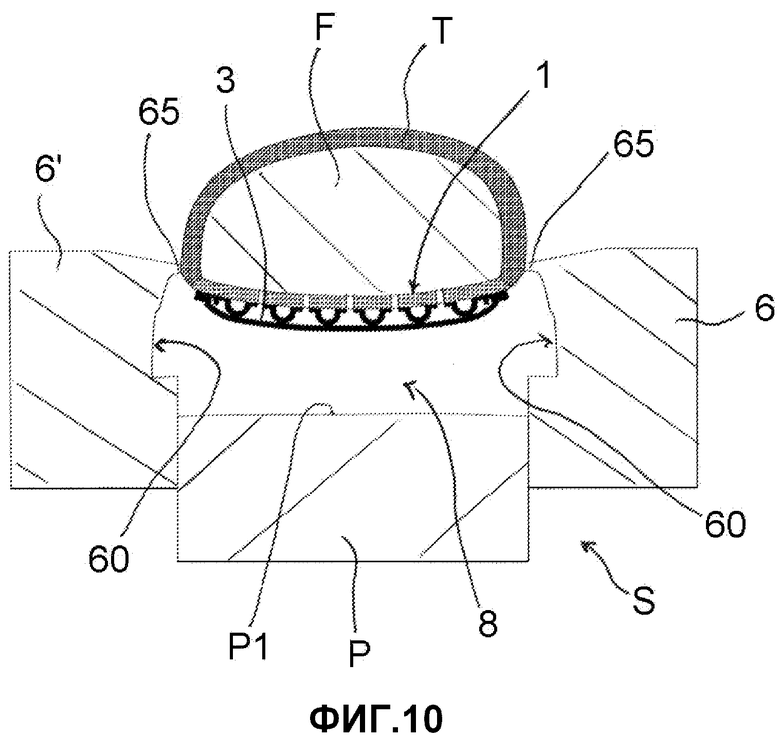
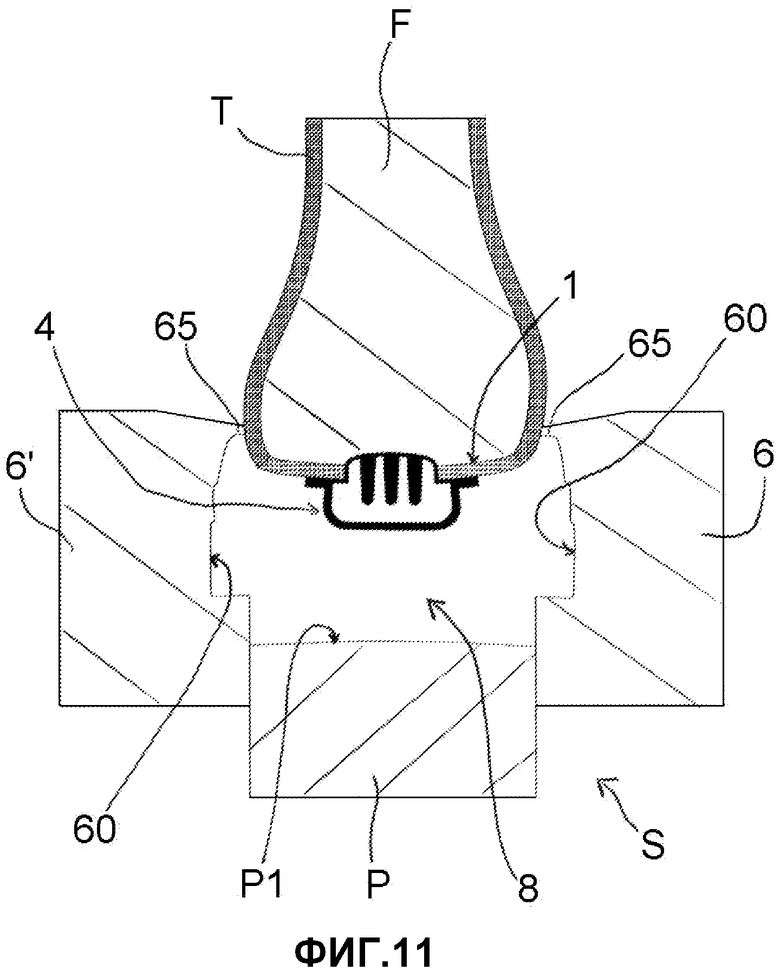
фиг.10 и 11 - два поперечных сечения с фиг.9;
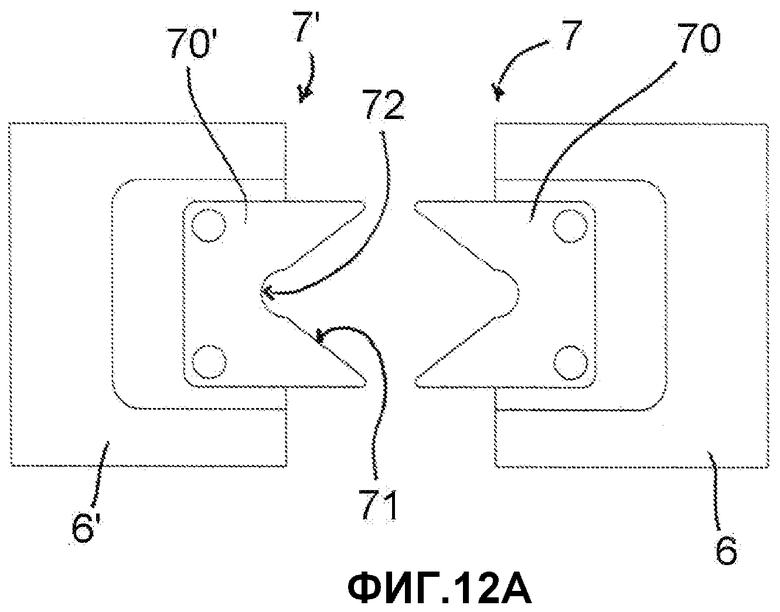
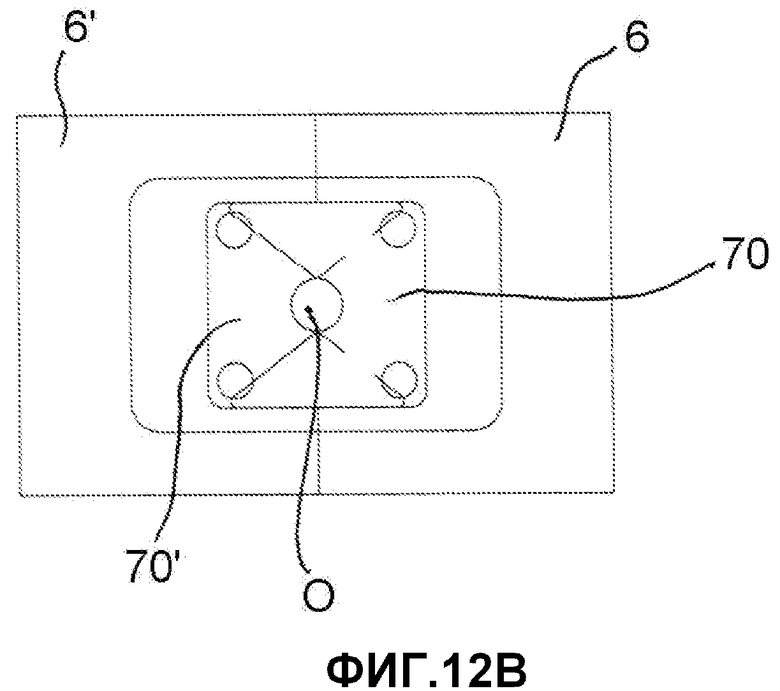
фиг.12A и 12B - два вида спереди, на которых показаны две направляющие пластины полуформ пресс-формы соответственно в открытом и закрытом положениях;
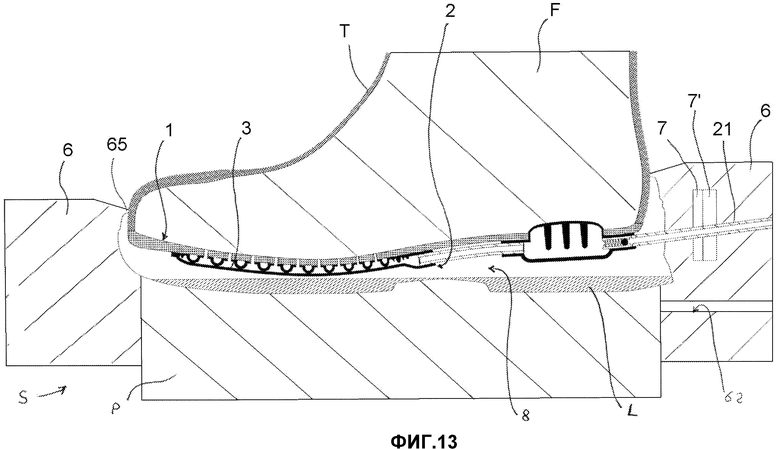
фиг.13 - тот же вид, что и на фиг.9, с расширяющимся жидким материалом, впрыскиваемым в пресс-форму;
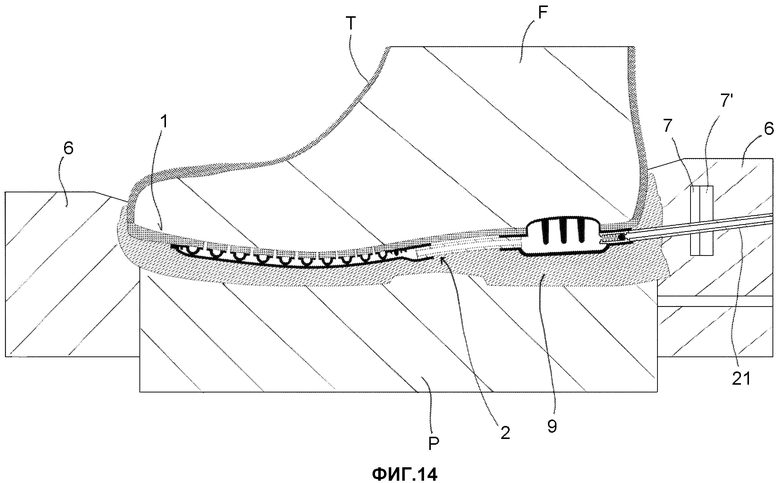
фиг.14 - тот же вид, что и на фиг.13, с материалом подошвы, расширившимся в пресс-форме;
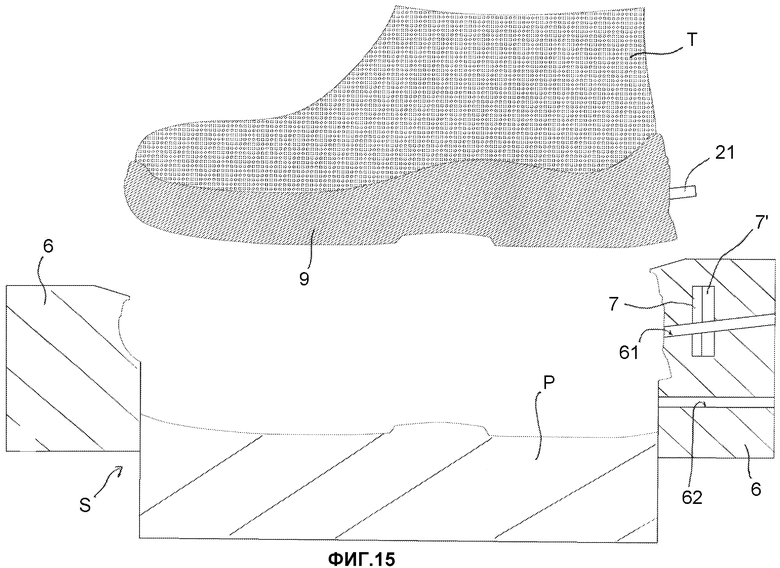
фиг.15 - схематический вид готового предмета обуви, извлеченного из пресс-формы;
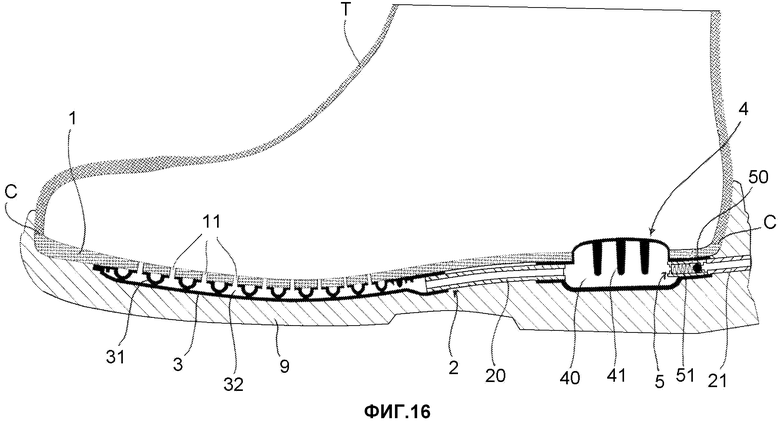
фиг.16 - сечение готового предмета обуви;
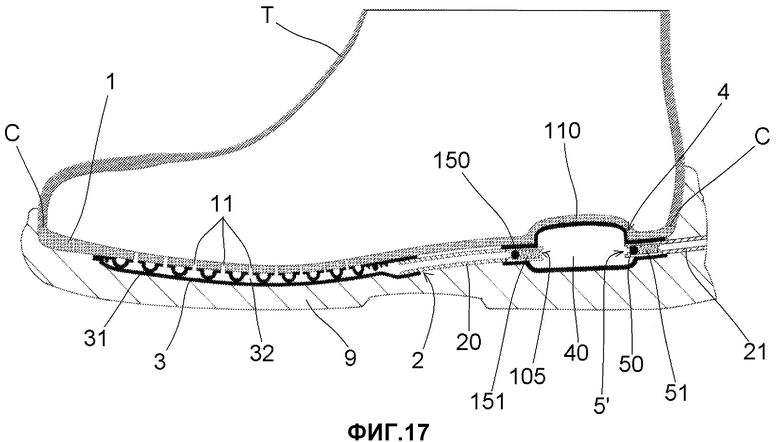
фиг.17 - фронтальное сечение, как и на фиг.16, первого варианта осуществления предмета обуви;
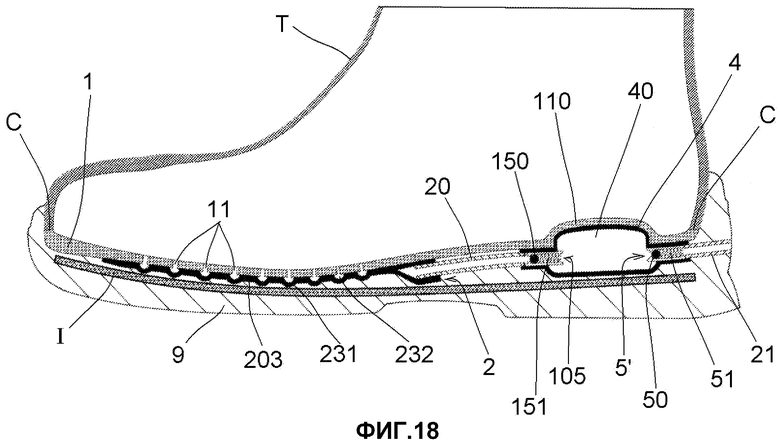
фиг.18 - фронтальное сечение, как и на фиг.16, второго варианта осуществления предмета обуви.
На фиг.1 изображены следующие части в разобранном состоянии: колодка F, верх T и стелька 1.
В колодке F известного типа воспроизведен вид предмета обуви, подлежащего изготовлению. Хотя колодка F схематически показана в виде одной детали, она может быть изготовлена из множества сочлененных деталей для упрощения процессов надевания и съема предмета обуви. В частности, колодка F снабжена углубленным гнездом F1 в нижней части пятки.
Верх T известного типа может быть изготовлен из ткани, искусственной кожи, натуральной кожи и подобных материалов.
Стелька T также известного типа может быть изготовлена из ткани, искусственной кожи, натуральной кожи и подобных материалов. Стельку 1 предпочтительно изготавливают из материала, пропускающего испарения, например из материала Kevlar.
Как показано на фиг.2, стелька 1 снабжена эллиптическим проемом 10 в пяточной области и множеством маленьких отверстий 11 в подошвенной области. Проем 10 совмещен с углубленным гнездом F1 в колодке.
Систему проветривания 2 (см. фиг.3 и 4) крепят посредством пришивания и/или приклеивания к нижней поверхности стельки 1. Система проветривания 2 содержит мембрану 3, расположенную под поверхностью стельки 1, под отверстиями 11, а насос 4 расположен в проеме 10 в пяточной области стельки.
Мембрана 3 снабжена периферической рамкой 30, прикрепляемой к стельке. Между мембраной 3 и стелькой располагают деформируемые проставки 31. Проставки 31 формуют в виде внутренне полых сферических сегментов, обращенных к мембране 3. Между проставками 31 образовано множество пространств 32, взаимно сообщенных и сообщенных с отверстиями 11 в стельке 1.
Насос 4 выполнен в виде нагнетающей камеры 40, сообщенной с пространствами 32 мембраны 3 посредством соединительной трубки 20. Верхняя стенка насоса 4 снабжена деформируемыми проставками 41, выполненными в виде стержней, выступающих в камеру 40 насоса.
Камера 40 насоса сообщена с впускной трубкой 21, выступающей за пределы стельки 1. Между впускной трубкой 21 и камерой насоса 4 расположен обратный (однонаправленный) клапан 5, посредством которого обеспечивают проход потока воздуха из впускной трубки 21 в камеру 40 насоса, но не наоборот.
С целью иллюстрации показан обратный клапан, содержащий сферическую заслонку 50, поджимаемую пружиной 51, для удерживания клапана в нормально закрытом состоянии. Как показано на фиг.5, после установки системы проветривания 2 под стелькой 1 стельку 1 пришивают к верху швом C. Следует отметить, что впускная трубка 21 выступает позади системы проветривания 2 и проходит в основном параллельно стельке 1.
Впускная трубка 21 (см. фиг.6) может также быть отогнута вверх и приклеена к верху T в пяточной области.
Верх T (см. фиг.7 и 8), стельку 1 и систему проветривания 2 в сборе надевают на колодку F и вводят в пресс-форму S. Пресс-форма S содержит две полуформы 6, 6', выступающие в боковых направлениях от предмета обуви, и поршень P, выступающий вниз от предмета обуви.
Поршень P имеет верхнюю поверхность P1, форма которой соответствует форме ходовой поверхности подошвы, подлежащей изготовлению. Полуформы 6, 6' имеют (каждая) внутреннюю боковую поверхность 60, форма которой соответствует форме боковой поверхности подошвы, подлежащей изготовлению. Полуформы 6, 6' содержат верхнюю кромку 65, выступающую внутрь, и ее прижимают к верху T.
Задняя часть полуформ 6, 6' снабжена отверстием 61 для введения трубки 21 для впуска воздуха. Кроме того, полуформы 6, 6' содержат канал 62 для впрыска материала подошвы, например полиуретана (PU).
В задних частях полуформ 6, 6' установлены соответствующие направляющие пластины 7, 7'. Как показано на фиг.12A и 12B, направляющие пластины 7, 7' снабжены пластинами 70, 70' с V-образными выемками 71, оканчивающимися полукругами 72. Благодаря этому при смыкании двух полуформ 6, 6' (см. фиг.12B) с помощью пластин 70, 70' направляют трубку 21 для впуска воздуха к центральному отверстию O, образующемуся между полукруглыми выемками 72.
Как показано на фиг.9, 10 и 11, пресс-форму S закрывают и полуформы 6, 6' перемещают горизонтально таким образом, чтобы все верхние кромки 65 вступили в плотный контакт с верхом T. Поршень P поднимают таким образом, чтобы верхняя поверхность P1 поршня соединилась с боковой поверхностью 60 полуформ. Так образуют полость 8 под стелькой 1, куда надлежит впрыскивать материал подошвы. Механизм проветривания 2 при этом полностью находится в полости 8 пресс-формы. Следует отметить, что верхние кромки 65 полуформ 6, 6' находятся в контакте с верхом T и, таким образом, полость 8 пресс-формы также охватывает нижнюю часть верха T.
На фиг.9 показан вариант осуществления, в котором механизм проветривания 2 не снабжен трубкой 21 для впуска воздуха. В таком случае пресс-форму S снабжают стержнем 66, который вводят в отверстие 61 полуформ для заглушения впуска обратного клапана 5. Благодаря присутствию упомянутого стержня 66 обеспечивают возможность формования в подошве отверстия для проветривания, которое действует как трубка для впуска воздуха в камеру 40 насоса.
В полость 8 (см. фиг.13) пресс-формы через отверстие 62 для впрыска впрыскивают расширяющийся жидкий материал L для формования подошвы. Как это более точно показано на чертеже, жидкий материал L занимает около 20-30% объема полости 8, где уровень жидкости располагается несколько ниже мембраны 3 системы проветривания.
Жидкий материал L (см. фиг.14) расширяется в полости 8 пресс-формы, образуя подошву 9, которая полностью приклеивается к системе проветривания 2, стельке 1 и нижней части верха T.
Пресс-форму S (см. фиг.15) раскрывают и снимают готовый предмет обуви с колодки F. Часть трубки 21 для проветривания, выступающую наружу из подошвы 9, отрезают заподлицо с подошвой, чтобы ее не было видно.
На фиг.16 изображено фронтальное сечение готового предмета обуви. При ходьбе потребитель упирает каблук подошвы 9 в землю и пяткой сжимает насос 4, из которого воздух направляется через соединительную трубку 20 к мембране 3. Воздух не может выйти через впускную трубку 21 из-за присутствия обратного клапана 5.
Воздух проходит в пространства 32 мембраны и выходит из отверстий 11 стельки, проветривая подошвенную поверхность стопы, расположенной над стелькой 1.
Перенося центр тяжести тела вперед, потребитель завершает шаг, понуждая стопу поворачиваться таким образом, чтобы подошвенной поверхностью стопы закрывались отверстия 11 стельки. Одновременно потребитель поднимает пятку стопы, освобождая насос 4. Обратный клапан открывается, и камера 40 насоса заполняется воздухом через впускную трубку 21. Таким образом камера насоса заполняется воздухом и подготавливается к следующему циклу нагнетания воздуха. В последующем тексте описания одинаковые элементы или элементы, соответствующие уже описанным элементам, обозначены одинаковыми номерами позиций, и их подробное описание опущено.
На фиг.17 показан первый вариант осуществления предмета обуви, в котором стелька 1 не снабжена проемом в пяточной области. В пяточной области стельки 1 сформирована выступающая вверх часть 110, под которой расположена выступающая вверх часть насоса 4. Более точно, выступающая часть 110 стельки имеет соответствующую толщину, обеспечивающую ее гибкость и возможность действия насоса 4, в то же время обеспечивающую удобство стопы потребителя.
Камера 40 насоса не снабжена деформируемыми проставками 41.
Первый клапан 5' выполнен таким образом, чтобы обеспечивалась возможность выхода потока воздуха из камеры 40 насоса наружу, в результате чего трубка 21 становится трубкой для выпуска воздуха наружу из предмета обуви.
Между соединительной трубкой 20 и камерой насоса 4 расположен второй обратный (однонаправленный) клапан 105, с помощью которого обеспечивают возможность прохода потока воздуха из соединительной трубки 20 в камеру 40 насоса, но не наоборот. С целью иллюстрации показано, что второй обратный клапан 105 содержит сферическую заслонку 150, поджимаемую пружиной 151 для удерживания клапана в нормально закрытом состоянии.
На фиг.18 показан второй вариант осуществления предмета обуви, в котором только одна мембрана 203 уложена под стелькой 1. Мембрана 203 снабжена множеством выступов 231, сформованных в виде сферических сегментов, выступающих вниз таким образом, чтобы на верхней поверхности было определено множество вогнутых пространств 232, взаимно сообщенных и сообщенных с отверстиями 11 в стельке.
В упомянутом варианте осуществления дополнительно уменьшена толщина системы проветривания в передней части стопы. В этом случае в подошве 9 может быть расположена под системой проветривания и заформована пластина I. Пластина I может быть изготовлена из металла, или материала Kevlar, или из другого материала, стойкого к прокалыванию, чтобы, таким образом, использовать предмет обуви в качестве предмета обуви, при ношении которого предотвращаются несчастные случаи.
Специалисты в данной области техники могут внести ряд изменений и модификаций в данные варианты осуществления изобретения, все же попадающие в объем изобретения, продекларированный в прилагаемой формуле изобретения.
Настоящее изобретение относится к предмету обуви с системой проветривания или удаления испарений, изготавливаемому посредством применения процесса непосредственного впрыска материалов подошвы поверх верха. Задачей изобретения является создание предмета обуви с системой проветривания или удаления испарений, изготавливаемого с использованием способа непосредственного впрыска материала подошвы поверх верха предмета обуви. Раскрыт предмет обуви, содержащий: стельку, прикрепленную к верху и содержащую проем в пяточной области и множество отверстий в подошвенной области. Система проветривания содержит: насос, расположенный в проеме стельки; мембрану, прикрепленную к нижней поверхности стельки под отверстиями; соединительную трубку, соединяющую камеру насоса с пространствами мембраны; и выпускную трубку, соединяющую камеру насоса с внешним пространством, для выпуска воздуха. Подошва, полученная непосредственным впрыском расширяющегося материала в пресс-форму, покрывает систему проветривания, стельку и нижнюю часть верха. Раскрыта также пресс-форма для осуществления упомянутого непосредственного впрыска. 2 н. и 8 з.п. ф-лы, 18 ил.
1. Предмет обуви (1), содержащий:
верх (Т);
стельку (1), прикрепленную к верху (Т);
систему проветривания (2), расположенную под стелькой (1); и
подошву (9), полученную путем непосредственного впрыска расширяющегося материала в пресс-форму таким образом, чтобы были покрыты: система (2) проветривания, стелька (1) и нижняя часть верха (Т), в котором упомянутая стелька (1) содержит проем (10) или выступ (110) в пяточной области и множество отверстий (11) в подошвенной области, а упомянутая система (2) проветривания содержит:
насос (4), расположенный в упомянутом проеме (10) или выступе (110) стельки с образованием воздушной камеры (40);
мембрану (3; 203), прикрепленную к нижней поверхности стельки (1) под упомянутыми отверстиями (11) таким образом, чтобы было образовано, по меньшей мере, одно пространство (32; 232), сообщающееся с упомянутыми отверстиями (11);
соединительную трубку (20), соединяющую камеру (40) насоса с пространствами (32; 232) мембраны (3; 203); и
впускную или выпускную трубку (21), соединяющую камеру (40) насоса с внешним пространством для экстрагирования или выпуска воздуха.
2. Предмет обуви по п.1, в котором упомянутая система (2) проветривания также содержит обратный клапан (5'), расположенный между упомянутым насосом (4) и упомянутой выпускной трубкой (21) и пропускающий поток воздуха из выпускной трубки (21) к насосу (4), но не пропускающий в противоположном направлении.
3. Предмет обуви по п.2, в котором упомянутая система (2) проветривания также содержит второй обратный клапан (105), расположенный между упомянутым насосом (4) и упомянутой соединительной трубкой (20), пропускающий поток воздуха из соединительной трубки (20) в насос (4), но не пропускающий в противоположном направлении.
4. Предмет обуви по п.2, в котором упомянутый обратный клапан (5'; 105) представляет собой сферическую заслонку (50; 150), поджимаемую пружиной (51; 105).
5. Предмет обуви по п.1, в котором между упомянутой мембраной (3) и упомянутой стелькой (1) расположено множество деформируемых проставок (31), сформованных в виде полых внутри сферических сегментов, обращенных к мембране таким образом, чтобы было образовано множество пространств (32), сообщающихся друг с другом и с упомянутыми отверстиями (11) в стельке.
6. Предмет обуви по п.1, в котором упомянутая мембрана (203) имеет на верхней стороне множество вогнутых пространств (232), сообщающихся друг с другом и с упомянутыми отверстиями (11) в стельке.
7. Предмет обуви по п.1, в котором упомянутая выпускная или впускная трубка (21) является маленькой трубкой, отрезанной заподлицо с внешней поверхностью подошвы (9).
8. Предмет обуви по п.1, содержащий пластину (I), стойкую к прокалыванию, изготовленную из металла, или стельку фусбет, заформованную в подошву (9) под упомянутой системой проветривания.
9. Пресс-форма (S), используемая для формования подошвы (9) предмета обуви по п.1, содержащая:
поршень (Р), имеющий верхнюю поверхность (Р1), форма которой соответствует форме ходовой поверхности подошвы;
две полуформы (6, 6'), имеющие внутренние боковые поверхности (60), форма которых соответствует форме боковой поверхности подошвы;
при этом с помощью упомянутых полуформ (6, 6') образуется отверстие (61) для прохода трубки (21), служащей в качестве трубки для впуска или выпуска воздуха из системы проветривания (2), или для прохода стержня (66) для образования в подошве (9) канала для впуска или выпуска воздуха.
10. Пресс-форма (S) по п.9, в которой упомянутые полуформы (6, 6') содержат направляющие пластины (7, 7'), имеющие V-образные выемки (71), оканчивающиеся полукруглыми выемками (72) таким образом, чтобы в закрытом состоянии пресс-формы полукруглые выемки (72) образовали отверстие (О), которое направляет и принимает упомянутую трубку (21) для впуска или выпуска воздуха.
| СБОР ЛЕКАРСТВЕННЫХ РАСТЕНИЙ ДЛЯ ПРОФИЛАКТИКИ И ЛЕЧЕНИЯ ВОСПАЛИТЕЛЬНЫХ ЗАБОЛЕВАНИЙ МОЧЕВЫХ ПУТЕЙ | 2006 |
|
RU2317096C1 |
| WO 9926504 A1, 03.06.1999 | |||
| WO 2008125524 A1, 23.10.2008 | |||
| US 4120477 A, 17.10.1978 | |||
| US 2002170650 A1, 21.11.2002 | |||
| Способ газовой плавки чугуна в вагранке | 1943 |
|
SU63649A1 |

