Изобретение относится к обувному производству и может быть использовано при изготовлении обуви литьевого метода крепления пористого низа, в частности текстильной обуви.
При прямом литье низа на верх обуви прочность литьевого крепления низа, особенно пористого, к некоторым материалам верха недостаточна. Для повышения прочности литьевого крепления низа к верху обуви разработаны следующие способы.
Известен способ (Пат. ЧССР 146586, А 43 В 13/04, 1975), заключающийся в креплении подошвы заклепками, образующимися за счет продавливания жидких пластичных материалов через отверстия на внутренней поверхности стельки, а по наружному краю образуется жгутик материала, служащий также крепежным элементом и создающим ложе для стопы.
Известен способ изготовления обуви литьевого метода крепления (А.с. СССР 1098540, А 43 В 9/16, А 43 В 10/00, 1984), заключающийся в том, что заготовку верха затягивают на стельку, выполняют по периметру стельки и затяжной кромки отверстия, помещают затянутую заготовку в пресс-форму и образуют подошву со жгутом и ложе для стопы путем подачи в пресс-форму под давлением пластмассы в жидком состоянии с продавливанием этой массы через отверстия для образования стержней, скрепляющих заготовку верха с подошвой. При образовании подошвы осуществляют формирование замкнутого по контуру относительно затяжной кромки крепления за счет соединения стержней и жгута пластмассой.
Недостатком этих способов является необходимость выполнения специальных отверстий по периметру стельки и на затяжной кромке заготовки верха, что усложняет технологический процесс. Кроме того, в процессе эксплуатации обуви возможно отслаивание подошвы от материала верха в местах отсутствия отверстий, а увеличение количества отверстий ослабляет материал заготовки.
Известен способ изготовления обуви литьевого метода крепления низа из кож с лицевым покрытием, не обладающим достаточной адгезией к материалу низа обуви, заключающийся в сборке объемной заготовки, состоящей из заготовки верха и втачной стельки, надевании объемной заготовки на раздвижную колодку, смыкании полуматриц пресс-формы, впрыске литьевой смеси и приливании низа обуви для литьевого крепления низа обуви (А.с. СССР 1662483, А 43 В 10/00, 9/16, 1991). При этом перед сборкой объемной заготовки по периметру заготовки верха пристрачивают профилированную полоску из упругого материала, обладающего повышенной адгезией к материалу низа обуви, что обеспечивает повышение прочности литьевого крепления низа обуви. Недостатком способа является необходимость пристрачивания к заготовке верха профилированной полоски, что усложняет технологический процесс.
Известен способ литья подошв на заготовку верха обуви и машина для его осуществления (Пат. США 4465448, В 29 F 1/14, В 29 F 1/022, 1984), заключающийся в нагреве заготовки верха обуви, имеющей кромку из термопластичного материала до температуры 66-93oС. Затем колодка с заготовкой помещается в пресс-форму для формования подошвы путем впрыска расплава типа ПВХ при температуре 149-193oС. При предварительном подогреве заготовки верха обуви ее кромка становится липкой, благодаря чему осуществляется соединение заготовки с подошвой. Недостатком этого способа является необходимость изготовления нижней кромки заготовки верха из термопластичного материала, который перед приливанием низа обуви должен предварительно подогреваться.
Известен способ изготовления обуви литьевого метода крепления низа из кож с лицевым покрытием, не обладающим достаточной адгезией к материалу низа обуви, заключающийся в сборке объемной заготовки, состоящей из заготовки верха и втачной стельки, надевании объемной заготовки на раздвижную колодку, смыкании полуматриц пресс-формы, впрыске литьевой смеси и приливании низа обуви для литьевого крепления низа обуви (Пат. РФ 2134528, А 43 D 86/00, 1999 - прототип). Перед сборкой объемной заготовки нижний край заготовки верха раздваивают на неполную глубину с образованием внешнего слоя с лицевым покрытием и внутреннего слоя, обрезают излишки внешнего слоя, к внутреннему слою пристрачивают втачную стельку, при этом литьевое крепление низа осуществляют только к бахтармянным поверхностям заготовки верха за счет того, что при приливании низа обуви расплав литьевой смеси затекает в ложе между раздвоенными слоями, обеспечивая прочную адгезию приливаемого низа. Недостатком этого способа является наличие дополнительных операций неполного двоения края заготовки верха и срезание излишков внешнего слоя.
Указанные способы повышают прочность литьевого крепления низа к материалам верха обуви, однако прочность литьевого крепления пористого низа остается значительно ниже, чем монолитного (см. кн. Альтзицер B.C., Красовский В. Н., Меерсон В.Д. Производство обуви из полимерных материалов /Под ред. В. А. Берестнова. - Л. : Химия, 1987, 232 с., с. 134). При этом установлено (Москалец Т.А., Карабанов П.С. Влияние типа и структуры материалов литьевых соединений на прочность их скрепления //Новые технологии (образование и наука). Сборник научных трудов. - М.: МГУДТ, 2000, 139 с., с. 97-101), что основной причиной пониженной прочности литьевого крепления пористого низа к материалам верха обуви является менее плотный контакт скрепляемых материалов из-за выделения из литьевой смеси порообразующих газов. Эти газы, не имея выхода из полости пресс-формы, препятствуют проникновению литьевой смеси в структуру материала верха и образованию плотного адгезионного контакта скрепляемых материалов.
Для удаления из полости пресс-форм воздуха и сопутствующих переработке полимеров газов известны следующие устройства.
В большинстве пресс-форм воздух и газы из формующей полости удаляются через зазоры в плоскости разъема полуформ или через специально выполняемые каналы (Лапшин В.В. Основы переработки термопластов литьем под давлением. М. : Химия, 1974, 270 с., с. 117).
Известен способ химического удаления воздуха и газов из полости пресс-форм (А.с. СССР 1186508 , В 29 С 33/56, 1985), заключающийся в обработке формующей поверхности пресс-формы специальной реакционной смесью, которая при впрыске расплава вступает в реакцию с находящимися в полости пресс-формы воздухом и газами и поглощает их. Недостатком этого способа является необходимость обработки формующей полости пресс-форм реакционной смесью и последующей очистки полости от продуктов реакции после удаления изделия.
Известны устройства для принудительного удаления воздуха и газов из полости пресс-форм через специальные каналы, соединенные с эжекторной камерой на одной из полуформ (Пат. Великобритании 1253539, В 5 А) и с помощью герметизирующего узла и камеры с вентиляционным каналом, соединенным с вакуум-насосом (А.с. СССР 1323402, В 29 С 33/10, 1987).
Известно устройство для регулируемого отвода газов из полости пресс-формы при изготовлении изделий из вспенивающихся материалов (А. с. СССР 1256974, В 29 С 33/10, 1986).
Известно устройство для отвода газов из пресс-форм давлением формуемого материала через сквозные каналы, соединяющие полость пресс-формы с атмосферой (А.с. СССР 1235747, В 29 С 35/02, 1986).
Известно устройство для удаления газов из пресс-формы давлением формуемого материала через газоотводящую систему, имеющую центральный канал большего сечения и соединенный с ним участок меньшего сечения (А.с. СССР 1288088 , В 29 С 33/10, 1987 - прототип).
Недостатком вышеназванных устройств является то, что они не обеспечивают удаление газов, выделяющихся из формуемого материала после полного заполнения полости пресс-формы. Кроме того, в этих устройствах удаление газов из пресс-форм осуществляется через локальные участки на формующих поверхностях, поэтому они не обеспечивают удаление газов из всех областей оформляющей поверхности пресс-форм.
Целью изобретения является повышение прочности литьевого крепления пористого низа к материалам верха обуви.
Сущность способа повышения прочности литьевого крепления пористого низа к материалам верха обуви заключается в том, что впрыскивают литьевую смесь в замкнутую полость пресс-формы и приливают низ обуви для литьевого крепления низа обуви. При формовании пористого низа обуви в пресс-форме давлением литьевой смеси вытесняют из зоны контакта литьевой смеси с материалами верха обуви выделяющиеся из смеси порообразующие газы. При этом газы удаляют в атмосферу через материалы верха обуви, к которым приливается низ, и таким путем обеспечивают проникновение литьевой смеси в поверхностную структуру материалов верха обуви и образуют плотный адгезионный контакт по всей поверхности раздела соединяемых материалов верха и низа обуви независимо от выделения газов из литьевой смеси.
Сущность устройства для повышения прочности литьевого крепления пористого низа к материалам верха обуви, содержащего газоотводящую систему для удаления газов из пресс-формы, заключается в том, что газоотводящие каналы выполнены на следе и части боковой поверхности литьевой колодки в области адгезионного контакта материалов верха и низа обуви. При этом газоотводящие каналы выполнены сообщающимися друг с другом с выходом в атмосферу через дренажные отверстия в теле литьевой колодки. Кроме того, дренажные отверстия могут быть выполнены в виде щелевых каналов на плоскости сопряжения носочно-геленочной и пяточной частей литьевой колодки.
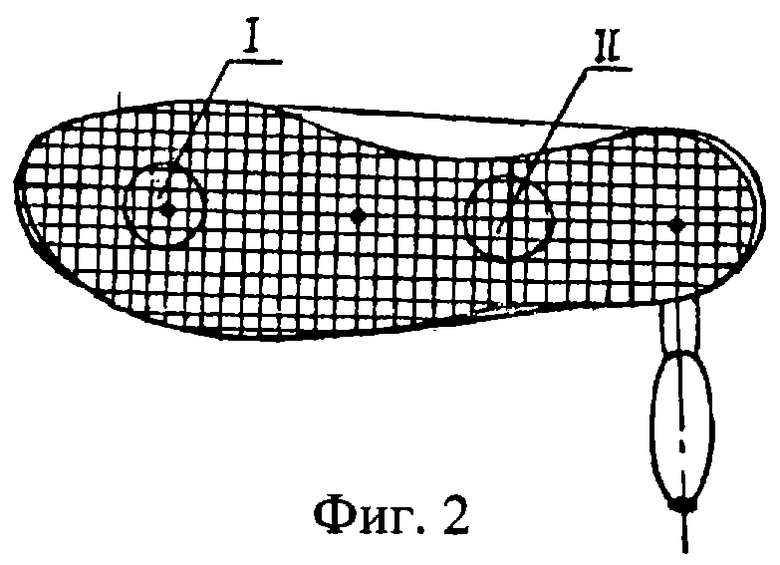
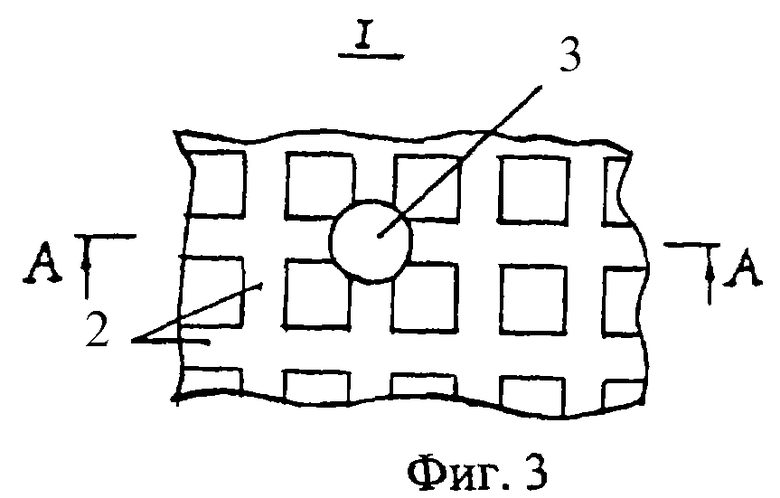
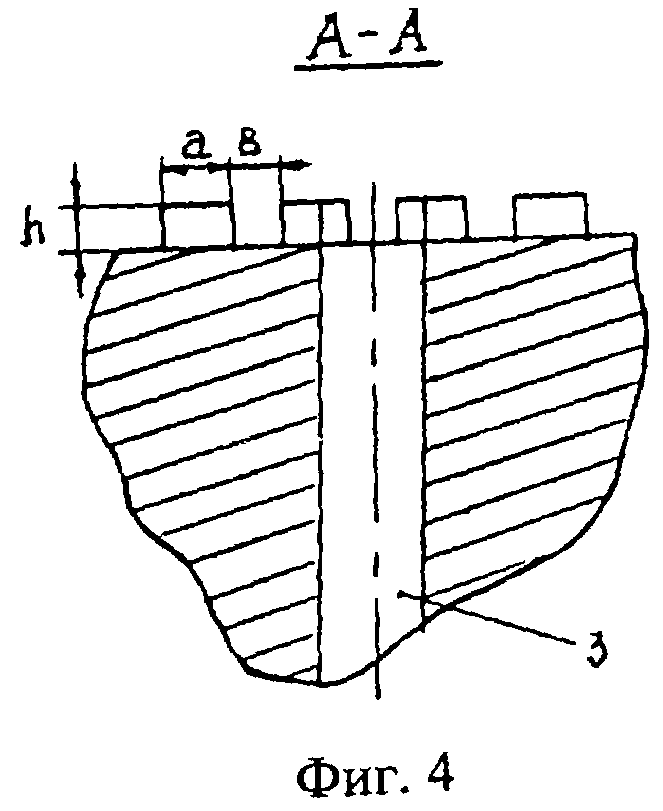
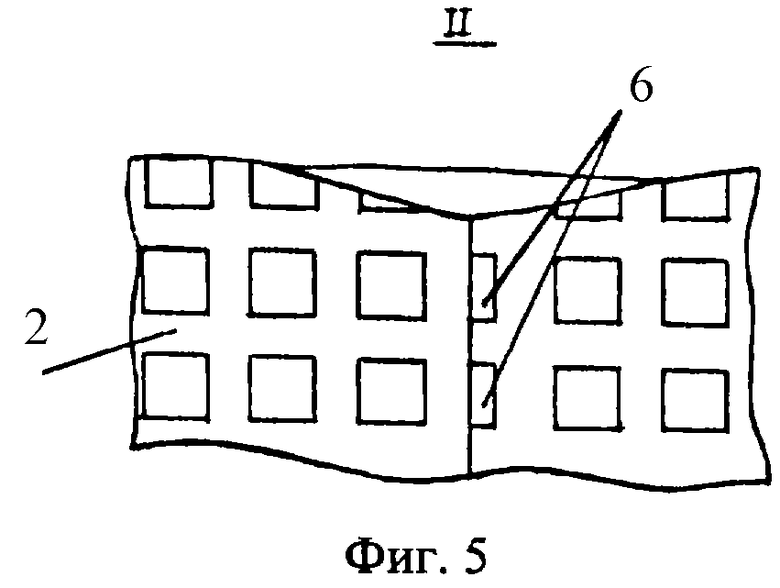
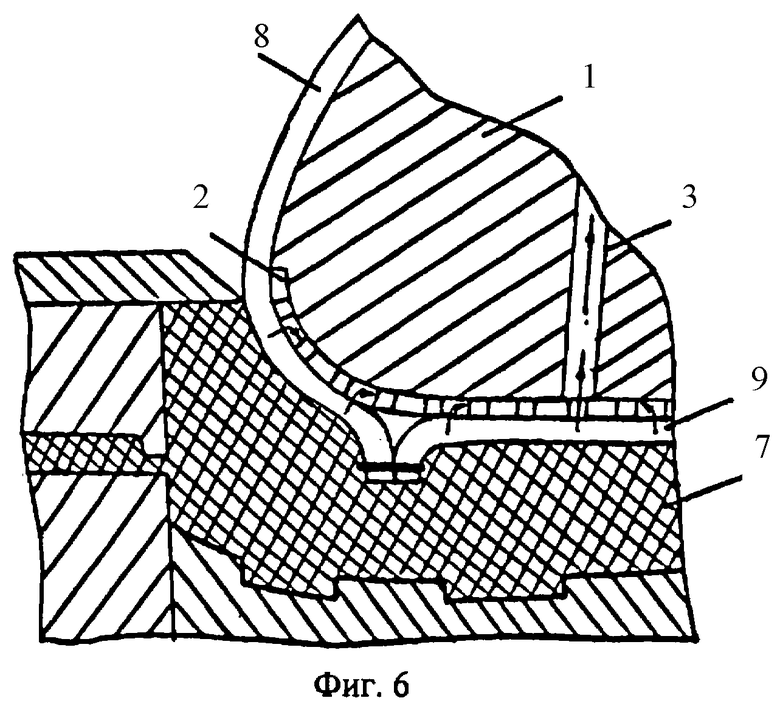
На фиг.1 изображена литьевая колодка с выполненными на ее следе и части боковой поверхности газоотводящими каналами; на фиг.2 - след литьевой колодки; на фиг.3 - узел I на фиг.2 в увеличенном масштабе; на фиг.4 - разрез А-А на фиг. 3; на фиг.5 - узел II на фиг.2 в увеличенном масштабе; на фиг.6 - схема удаления газов из зоны контакта материалов верха и низа обуви.
Устройство для повышения прочности литьевого крепления пористого низа к верху обуви содержит выполненные на следе и части боковой поверхности литьевой колодки 1 газоотводящие каналы 2 высотой h, шириной а, с расстоянием между каналами в. При этом все каналы 2 сообщаются друг с другом, для чего они выполнены вдоль оси следа литьевой колодки 1 и в поперечном направлении. Для удаления газов в атмосферу в теле носочной и геленочной части литьевой колодки 1 выполнены дренажные отверстия 3, сообщающиеся с атмосферой через отверстия 5 для нагревателей литьевой колодки, и дренажное отверстие 4 в теле пяточной части литьевой колодки, выходящее непосредственно в атмосферу. Для отвода газов в атмосферу могут служить дренажные щели 6, выполненные на плоскости сопряжения носочно-геленочной и пяточной частей литьевой колодки 1.
Устройство работает следующим образом.
После заполнения полости пресс-формы литьевой смесью выделяющиеся из смеси газы, проходя через материал верха обуви, попадают в сообщающиеся газоотводящие каналы 2, откуда удаляются в атмосферу через дренажные отверстия 3 и 4 или дренажные щели 6. При этом ширина а и высота h газоотводящих каналов, а также расстояние в между соседними каналами, выбраны таким образом, чтобы давлением литьевой смеси материал верха не вдавливался в каналы 2 и не перекрывал их проходное сечение, обеспечивая свободное удаление газов в атмосферу.
Способ осуществляется следующим образом.
При формовании пористого низа 7 давлением литьевой смеси вытесняют из зоны контакта литьевой смеси с материалом верха обуви выделяющиеся из смеси порообразующие газы. При этом газы удаляют через материалы верха 8 и втачной стельки 9, к которым приливается низ обуви 7. Таким путем обеспечивают проникновение смеси в поверхностную структуру материала верха 8, а также втачной стельки 9, и образуют плотный адгезионный контакт по всей поверхности раздела соединяемых материалов верха и низа обуви независимо от выделения газов из литьевой смеси в течение всего периода формования низа в замкнутой пресс-форме.
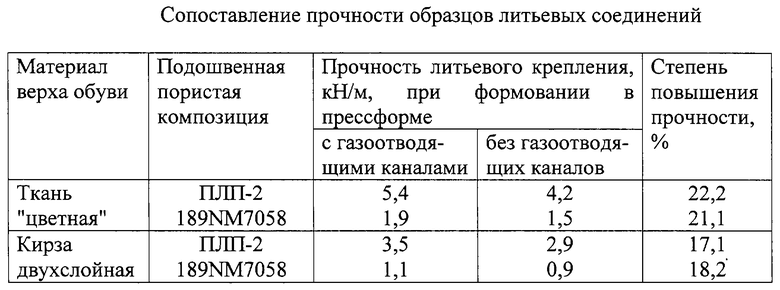
Пример 1. Отливали образцы литьевых соединений в опытных пресс-формах с размерами оформляющей полости 100•12•5 мм на литьевой машине К 1220. Образцы отливали в пресс-формах с газоотводящими каналами и без них. При этом изготовление образцов в пресс-формах двух типов осуществлялось при одинаковых режимах и условиях. Газоотводящие каналы изготавливали путем фрезерования на поверхности матрицы в продольном и поперечном направлениях сквозных каналов глубиной h=1,0 мм, шириной а=1,0 мм и с расстоянием между каналами в=2,0 мм. После фрезерования каналов на поверхность матрицы крепили пластину толщиной 5 мм с окном 100•12 мм в соответствии с размерами оформляющей полости. При изготовлении образцов литьевых соединений материал верха укладывали на поверхность матрицы с газоотводящими каналами.
Изготавливали образцы литьевых соединений ПВХ-пластиката марки ПЛП-2 и термоэластопласта Sofprene 189 NM 7058 с тканью для верха обуви "цветная" и двухслойной кирзой. Для этого из текстильных материалов вырезали полоски в соответствии с размерами полости пресс-форм, промазывали их полиуретановым клеем ("Десмоколл - 530", 20%), сушили в течение 5 мин, укладывали в полость пресс-формы и приливали пористые подошвенные композиции. Прочность образцов литьевых соединений определяли по результатам расслаивания образцов в соответствии с РД-17-06-157-89. Результаты определения прочности образцов литьевых соединений, полученных в пресс-формах двух видов, представлены в таблице.
Таким образом, при изготовлении образцов литьевых соединений по предлагаемому способу прочность литьевого крепления возрастает на 17-22% в зависимости от вида материала верха и типа подошвенной композиции.
Пример 2. Изготавливали мужские полуботинки с верхом из текстильного материала строчечно-литьевого метода крепления низа на литьевом агрегате BS 20418 фирмы "Ottogalli". Для этого на следе литьевой колодки (размер 42) и части ее боковой поверхности вдоль оси следа и в поперечном направлении фрезеровали каналы шириной а=1 мм на глубину h=1 мм с расстоянием между каналами в=2 мм. Для свободного удаления газов из полости пресс-формы на следе литьевой колодки в носочной, геленочной и пяточной частях выполняли дренажные отверстия диаметром 2 мм с выходом отверстий в атмосферу.
Объемную заготовку надевали на литьевую колодку, край заготовки верха промазывали полиуретановым клеем ("Десмоколл - 530", 20%), смыкали пресс-форму и приливали пористый низ из ПВХ-пластиката ПЛП-2 при температуре 180oС. Для оценки эффективности предлагаемого способа изготавливали контрольные образцы полуботинок того же размера и модели в пресс-формах без газоотводящих каналов при тех же условиях и технологических режимах.
Прочность крепления подошв определяли по ГОСТ 21463-87. При литьевом креплении низа по предлагаемому способу и устройству прочность крепления подошв составляла 122,7 кН/м, а прочность крепления подошв контрольных образцов обуви - 103,2 кН/м. Более высокий показатель прочности крепления пористого низа по предлагаемому способу обусловлен лучшим проникновением литьевой смеси в структуру текстильного материала и образованием плотного адгезионного контакта между материалами верха и низа обуви за счет удаления из зоны контакта газов, препятствующих этому процессу.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2001 |
|
RU2223020C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 1998 |
|
RU2134528C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2001 |
|
RU2219814C2 |
| Способ изготовления обуви литьевого метода крепления | 1987 |
|
SU1567163A1 |
| СПОСОБ ПОВЫШЕНИЯ ПРОЧНОСТИ ЛИТЬЕВОГО КРЕПЛЕНИЯ НИЗА К МАТЕРИАЛАМ ВЕРХА ОБУВИ | 2005 |
|
RU2290852C1 |
| Способ изготовления обуви литьевого метода крепления с профилированным следом, соответствующим анатомическому строению стопы | 1987 |
|
SU1574199A1 |
| Способ затяжки обуви литьевого метода крепления | 1986 |
|
SU1412717A1 |
| Способ изготовления обуви литьевого метода крепления | 1989 |
|
SU1662483A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ ПОДОШВЫ ИЗ ПОЛИУРЕТАНА С НАКЛАДКОЙ ИЗ РЕЗИНЫ | 2002 |
|
RU2210298C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ШНУРОВОЙ ЗАТЯЖКИ ЗАГОТОВКИ ВЕРХА ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2003 |
|
RU2246886C2 |
Изобретение относится к обувному производству и может быть использовано при изготовлении обуви литьевым методом крепления пористого низа. Техническим результатом данного технического решения является повышение прочности литьевого крепления. Способ повышения прочности литьевого крепления пористого низа обуви заключается в впрыскивании литьевой смеси в замкнутую полость пресс-формы и приливании низа обуви для литьевого крепления низа обуви. При формовании пористого низа обуви в пресс-форме давлением литьевой смеси вытесняют из зоны контакта литьевой смеси с материалами верха обуви выделяющиеся из смеси порообразующие газы. При этом газы удаляют в атмосферу через материалы верха обуви, к которым приливается низ. Таким путем обеспечивают проникновение литьевой смеси в поверхностную структуру материалов верха и образуют плотный адгезионный контакт по всей поверхности раздела скрепляемых материалов верха и низа обуви независимо от выделения газов из литьевой смеси. Устройство для повышения прочности литьевого крепления пористого низа обуви содержит газоотводящую систему для удаления газов из пресс-формы. Газоотводящие каналы выполнены на следе и части боковой поверхности литьевой колодки в области адгезионного контакта материалов верха и низа обуви. Газоотводящие каналы выполнены сообщающимися друг с другом с выходом в атмосферу через дренажные отверстия в теле литьевой колодки. 2 с. и 1 з.п. ф-лы, 6 ил. , 1 табл.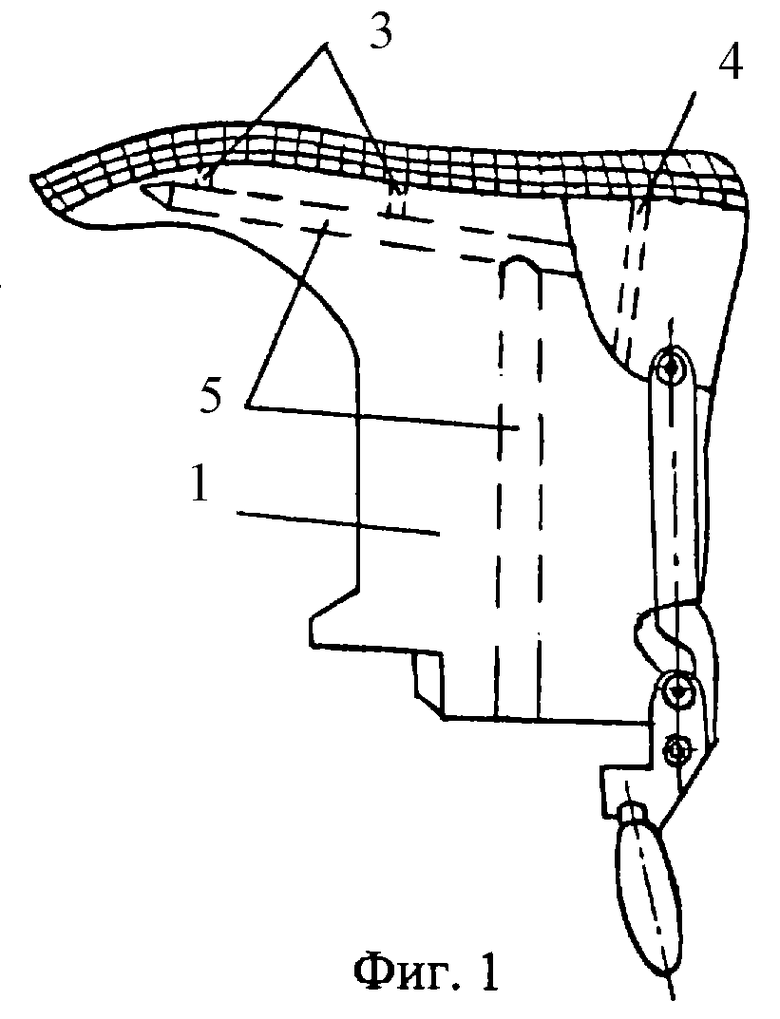
| РАЯЦКАС В.Л | |||
| и др | |||
| Технология изделий из кожи, ч | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| - М.: Легпромбытиздат, 1988, с.170-173 | |||
| СН 532912 А, 31.01.1973 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 1998 |
|
RU2134528C1 |
| Устройство для удаления газов из пресс-формы | 1984 |
|
SU1288088A1 |
| US 4465448 А, 14.08.1984. | |||

