Изобретение относится к области физики и может быть использовано для повышения качества нанесения защитных: биозащитных (от грибков, насекомых и др.), огнезащитных (противостоящих высокой температуре, открытому пламени и др.), антикоррозийных и окрасочных, составов (ЗС) в воздушной и в жидкой среде (в том числе под водой) на поверхность субстрата из стали, бетона, полимеров и др.
Известен способ крашения, заключающийся в подаче краски и чистой воды в емкость, разбавлении краски чистой водой в заданной пропорции, добавлении поверхностно-активного вещества (ПАВ) и приготовлении красильного состава (КС), нагреве КС до температуры 95…100°С и подаче его в емкость для крашения, в которую заранее помещен объект крашения, крашении в течение заданного времени, определяемого физико-химическими характеристиками КС и субстрата, сливе отработанного КС в емкость для его временного хранения, промывки объекта крашения водой и его сушки, приобретения объектом крашения заданного цвета, вывоз и утилизация отработанного КС и сточной воды /Сафонов В.В. Современные направления в химической технологии текстильных материалов. /Текстильная промышленность, №5, 2002 г., с.39-42/.
Основными недостатками способа являются:
1. Ограниченная область применения.
2. Низкое качество крашения из-за неполного проникновения КС в субстракт, что приводит к неравномерной покраске поверхности объекта крашения и потере краски через некоторое время.
3. Низкая эффективность крашения, обусловленная длительностью процесса крашения и применением большого количества КС.
4. Необходимость постоянного использования чистой воды для приготовления КС и промывки объекта крашения.
5. Экологическая опасность из-за хранения отработанного КС и сточной воды на предприятии перед их последующим вывозом и др.
Известен способ крашения, заключающийся в подаче краски массой m1 и чистой воды объемом V1 в емкость, разбавлении краски чистой водой в заданной пропорции, их механическом перемешивании и приготовлении КС, предварительном нагреве его в течение 15…20 мин до температуры 35…40°С, подаче предварительно нагретого КС в емкость с ультразвуковым (УЗК) излучателем, воздействии в течение 3…5 мин интенсивными УЗК на КС и изменении его физико-химических свойств, окончательном нагреве, в течение времени t1, КС до температуры 95…100°С, подаче КС в емкость для крашения, в которую заранее помещен объект крашения, крашении в течение заданного времени, определяемого физико-химическими характеристиками КС и субстрата, сливе отработанного КС в емкость для его временного хранения, промывки объекта крашения водой и его сушки, приобретения объектом крашения заданного цвета, вывоз и утилизация отработанного красителя и сточной воды /Рубаник В.В., Аристов А.А. Крашение текстильных материалов с использованием ультразвуковых колебаний. - Материалы международной конференции "Ультразвуковые технологические процессы", Северодвинск, 2000, 56-59 с./.
Основными недостатками способа являются:
1. Ограниченная область применения.
2. Недостаточное качество крашения из-за неполного проникновения КС в субстрат, что приводит к неравномерной покраске поверхности объекта крашения и потере краски через некоторое время.
3. Недостаточная эффективность крашения, обусловленная относительно длительным процессом крашения и применением относительно большого количества КС.
4. Необходимость постоянного использования чистой воды для приготовления КС и промывки объекта крашения.
5. Экологическая опасность из-за хранения отработанного КС и сточной воды на предприятии перед их последующим вывозом и др.
Известен способ крашения полимеров (ПМ) в акустическом поле, заключающийся в подаче КС в емкость для крашения, снабженную первым излучателем УЗК и ПМ, предварительно подвергнутым в этой емкости УЗК воздействию, обеспечивающему сохранение структуры материала, нахождении ПМ в указанном активированном КС в течение заданного интервала времени, промывке окрашенного ПМ водой и дальнейшим его направлением на стадию сушки, а сточных вод - в емкость для очистки воды, снабженную вторым УЗК-излучателем, с последующим возвращением очищенной воды в цикл процесса крашения /Бахарев С.А. Непрерывный способ крашения полимерных материалов с использованием ультразвука.- Патент РФ №2318939 от 30.11.2006 г./.
Основными недостатками данного способа являются:
1. Недостаточная эффективность крашения.
2. Недостаточное качество крашения.
3. Ограниченная область применения.
4. Экологическая опасность крашения и др.
Наиболее близким к заявляемому является способ, выбранный в качестве способа-прототипа, спрей-акустического крашения металла, включающий механическую очистку поверхности металла от примесей, последовательное нанесение с помощью спрей-аппарата на очищенную поверхность металла в секторе спрей-струи Θ1 под давлением спрей-струи P1 защитного покрытия (ЗП) и его последующую сушку, АКП и его последующую сушку, первого КС и его последующую сушку, второго КС и его последующую сушку, при этом нанесение ЗП, АКП, первого КС и второго КС производят одновременно с коллинеарным излучением акустических волн в секторе Θ2, в 1.5-2 раза превышающем сектор Θ1, в диапазоне частот 101-106 Гц под давлением Р2, более чем в 3 раза превышающим давление P1, с помощью малогабаритного направленного акустического излучателя, расположенного на спрей-аппарате и ориентированного в одном направлении с соплом спрей-аппарата, а сушку ЗП, АКП, первого и второго КС производят с помощью не менее четырех крупногабаритных направленных акустических излучателей, установленных слева и справа, сверху и снизу к поверхности металла, не препятствующих технологическому процессу его крашения и излучающих акустические волны по всей поверхности металла в диапазоне частот 101-106 Гц под давлением Р3, более в 2-3 раза превышающим давление P1 /Бахарев С.А. Способ спрей-акустического крашения металла. - Патент РФ №2381839 от 09.07.2008 г./.
Основными недостатками способа-прототипа являются:
1. Ограниченная область применения из-за невозможности нанесения покрытий в неблагоприятных погодно-климатических условиях: влажная поверхность субстрата, а также непосредственно под водой и т.д.
2. Недостаточное качество нанесения покрытий из-за ограниченной адгезии и глубины проникновения покрытий в субстрат и т.д.
3. Недостаточная эффективность нанесения покрытий из-за относительно большой продолжительности технологического процесса, существенных финансовых затратах и т.д.
4. Экологическая опасность нанесения покрытий из-за разбрызгивания и распыления части покрытий в ОПС и др.
Задача, которая решается изобретением, заключается в разработке способа нанесения защитного состава в гидроакустическом поле, свободного от указанных выше недостатков.
Технический результат предложенного способа заключается в повышении качества нанесения защитного состава: в повышении адгезии, увеличении глубины проникновения защитного состава в субстрат, повышении прочности фиксации защитного состава и т.д.; в обеспечении равномерности распределения защитного состава по поверхности субстрата; в сокращении продолжительности технологического процесса нанесения защитного состава на поверхность субстрата; в сокращении финансовых затрат: уменьшение расхода защитного состава, сокращение продолжительности температурной сушки и др., а также в расширении области применения: нанесение защитного состава в неблагоприятных погодно-климатических условиях: ветер, брызги воды и др., а также непосредственно под водой, при обеспечении экологической безопасности для окружающей природной среды (ОПС).
Поставленная цель достигается тем, что в способе нанесения защитного состава на субстрат в гидроакустическом поле, включающем механическое очищение поверхности субстрата от физических и химических примесей и нанесение с помощью красильной установки на очищенную поверхность субстрата в секторе Θ1 защитного состава под давлением Р1, при этом субстрат и красильную установку размещают под водой, в качестве красильной установки используют мускульную красильную установку с встроенным в нее акустическим излучателем с защитным гидроакустическим экраном, до нанесения защитного состава в секторе Θ2, в 1,5-2 раза превышающем сектор Θ1, создают коллинеарное излучение гидроакустических волн звукового или ультразвукового диапазонов частот с амплитудой акустического давления 100-106 Па, которое ориентируют в одном направлении с вектором давления Р1, и осуществляют полное очищение поверхности субстрата от биологических, физических и химических примесей, полную дегазацию объема воды между поверхностью субстрата и рабочей поверхностью мускульной красильной установки и частичную релаксацию поверхности субстрата, а при нанесении защитного состава для исключения излишнего выдавливания защитного состава вне рабочей поверхности мускульной красильной установки дополнительно под давлением Р3, на 10-50% превышающем гидростатическое давление окружающей среды, осуществляют равномерную подачу защитного состава на рабочую поверхность мускульной красильной установки, и одновременно при нажатом спусковом курке на мускульной красильной установки воздействием гидроакустических волн звукового или ультразвукового диапазонов частот с акустическим давлением P2 осуществляют дополнительное вдавливание защитного состава через поры на молекулярном уровне в поверхность субстрата, тепловое воздействие на молекулярном уровне на проникшие в субстрат частицы защитного состава и молекулярную сушку, при этом давление устанавливают Р2 не менее чем на порядок выше давления Р1, которое не менее чем в два раза выше давления Р3 и гидростатического давления окружающей среды Ргсд.
На фиг.1 - фиг.3 представлена структурная схема устройства, реализующего разработанный способ. При этом: на фиг.1 иллюстрируется структурная схема устройства с точки зрения принципа реализации разработанного способа, на фиг.2 - с точки зрения работы мускульной красильной установки. на фиг.3 - с точки зрения формирования и излучения гидроакустических сигналов.
Устройство содержит (фиг.1 - фиг.3): субстрат (1): сталь, бетон, железобетон и др., оператора (2), находящегося под водой (водолаза), при нанесении защитного состава на подводную часть общей конструкции; находящегося на поверхности моря или другого водоема (маляра) в маломерном плавательном средстве (шлюпке и др.) или в специальном приспособлении (корабельная люлька, вывешиваемая за бортом судна) - при нанесении защитного состава на часть конструкции в зоне переменного смачивания - в районе ватерлинии (границе, условно разделяющей подводную и надводные части); мускульную красильную (МКУ) установку (3), находящуюся в руке оператора (2) МКУ или установленную на телеуправляемом необитаемом подводном аппарате, который в процессе своего передвижения (под водой и на поверхности субстрата) управляется оператором (2) МКУ по оптоволоконному кабелю; комплекс (4) вспомогательного оборудования (КВО) для МКУ (3), который может быть размещен как на поверхности воды, так и под водой; шланг (5) подачи ЗС в МКУ и шланг (6) подачи электрического сигнала в МКУ.
При этом МКУ (3), на примере акустического валика, содержит: несущую рамку (7), на конце которой установлена изолированная (для исключения поражения электрическим напряжением оператора МКУ) рукоятка (8), с приспособлением (ремешок и др.) (9) крепления к руке оператора МКУ и к которой параллельно друг другу подключены: шланг (5) подачи ЗС и шланг (6) подачи электрического сигнала, предварительно уложенные во внутренней части несущей рамки (7). На наружной части рукоятки (8) установлены: спусковой курок (10), обеспечивающий периодическую (в момент нажатия и удерживания курка) подачу ЗС на вход щелевого распределителя (11) ЗС, установленного в виде козырька над рабочей поверхностью МКУ (например, акустического валика) и обеспечивающего равномерную подачу ЗС на рабочую поверхность МКУ, соприкасающуюся в данный момент с окрашиваемой частью субстрата (1); первый водяной манометр (12), показывающий давление ЗС на выходе из щелевого распределителя (11); второй водяной манометр (13), показывающий давление окружающей (в приведенном примере) водой среды.
В свою очередь на противоположной, по отношению к рукоятке (8), части несущей рамки (7) размещены: неподвижный (выполняющий роль направляющего стержня для вращающейся вокруг него звукопрозрачной системы: вал-кожух) гидроакустический излучатель (14), закрытый со стороны оператора (2) МКУ гидроакустическим защитным экраном (15) и механически соединенный с одного торца - с вращающимся модулем (16), а с другого торца - со съемным фиксатором (17), обеспечивающих устойчивое вращение в воде подвижного звукопрозрачного съемного цилиндра (18), диаметр которого превышает (для обеспечения свободного вращения и постоянного нахождения воды вокруг гидроакустического излучателя) диаметр гидроакустического излучателя (14), который в данном случае (для акустического валика) изготовлен в виде цилиндра. В свою очередь на подвижном звукопрозрачном съемном цилиндре (18) размещен съемный (удаляемый после окончания процесса нанесения ЗС), эластичный (обеспечивающий плотное прилегание к поверхности субстрата в процессе перемещения по нему) звукопрозрачный кожух (19).
При этом КВО (4) содержит последовательно электрически соединенные: перестраиваемый (в зависимости от структуры субстрата, типа ЗС и т.д.) генератор (20) сигналов на частоте fra, регулируемый (в зависимости от структуры субстрата, типа ЗС, окружающего гидростатического давления и т.д.) усилитель мощности (21) и согласующее (для обеспечения максимального коэффициента полезного действия системы: усилитель мощности-гидроакустический излучатель в заданном диапазоне частот) устройство (22), выход которого посредством шланга (6) подачи электрического сигнала герметически соединен с гидроакустическим излучателем (14) МКУ (3). При этом электрическое питание генератора (20) и усилителя мощности (21) осуществляют через коммутатор-преобразователь (23) от электрической сети или от высокоемкостного малогабаритного аккумулятора (24). КВО (4) также содержит: резервуар (25) для ЗС и последовательно функционально соединенные: компрессор (26), электрическое питание которого осуществляют через коммутатор-преобразователь (23) от электрической сети или от высокоемкостного малогабаритного аккумулятора (24), первый воздуховод (27), защитный клапан (28), обеспечивающий безопасное пополнение (набивку) воздухом баллона (29) высокого давления, второй воздуховод (30) с первым воздушным манометром (31), понижающий редуктор (32), третий воздуховод (33) со вторым воздушным манометром (34), выход которого соединен с входом резервуара (25) для ЗС, а выход резервуара, в свою очередь, посредством шланга (5) для ЗС соединен с МКУ (3).
Устройство функционирует следующим образом (фиг.1 - фиг.3).
На первом этапе осуществляется очищение поверхности субстрата (1): в приведенном примере - стали, являющегося частью общей подводной конструкции судна, от физических и химических примесей в соответствии с принятым стандартом /например, Стандарт ASTM по покраске морских судов, раздел D609 - подготовка стальных листов, 1995/.
На втором этапе, как минимум до полного отстаивания воды (для нормальной работы под водой оператора МКУ), подготавливают КВО (4), ЗС (например, Bannoh 500 R.Brown), МКУ (3) и оператора (2) МКУ. При этом резервуар (25) для ЗС заполняют готовым к немедленному применению ЗС; запускают, путем подачи электрического питания через коммутатор-преобразователь (23) от электрической сети или от высокоемкостного малогабаритного аккумулятора (24), компрессор (26), С выхода компрессора (26) воздух по первому воздуховоду (27) и через защитный клапан (28), обеспечивающий безопасное пополнение (одностороннее движение воздуха), подают в баллон (29) высокого давления. Затем, после окончания полной набивки воздухом баллона (29) высокого давления, воздух по второму воздуховоду (30), контролируя при этом его давление с помощью первого воздушного манометра (31), через понижающий редуктор (32), обеспечивающий требуемое работой на данной глубине давление воздуха по третьему воздуховоду (33), контролируя при этом его давление с помощью второго воздушного манометра (34), подают в резервуар (25) для ЗС. Таким образом, шланг (5) для ЗС, соединенный с МКУ (3), полностью (до входа в МКУ) заполняют под давлением Р3, которое по амплитуде (в зависимости от вязкости ЗС и др.) на 10-50% превышает гидростатическое давление Ргсд окружающей среды (в данном случае - столба воды).
На третьем этапе, как минимум после полного отстаивания воды и установления благоприятных погодных условий: отсутствие развитого волнения моря и др., оператора (2) МКУ спускают под воду. При этом в транспортном положении МКУ (3) с помощью приспособления (9) крепят к ремню оператора. Одновременно с оператором (2) МКУ под воду синхронно спускают шланг (5) подачи ЗС, заполненный под соответствующие условия выполнения работы давлением Р3, ЗС в МКУ и шланг (6) подачи электрического сигнала в МКУ (3), исключая их взаимное перехлестывание и (или) запутывание.
Затем оператор (2) МКУ фиксирует свое положение в водном пространстве около субстрата (I): пристегивается карабином (ремнем со специальным замком) к соответствующему подводному креплению: фалу с мусингами (веревка со специальными узлами) и т.д., или свободной (без МКУ) рукой держится за соответствующее подводное крепление, а во вторую (рабочую) руку берет МКУ (3), предварительно сняв ее со своего пояса, и надежно (исключая случайную потерю в результате разжимания кисти руки) фиксирует МКУ в своей руке с помощью приспособления (9).
Затем по команде оператора (2) МКУ из-под воды, в зависимости от структуры субстрата, типа ЗС и т.д., на перестраиваемом генераторе (20) устанавливают сигнал на требуемой частоте fга, на регулируемом (в зависимости от структуры субстрата, типа ЗС, окружающего гидростатического давления Ргсд и т.д.) усилителе мощности (21) устанавливают соответствующую электрическую мощность, а на согласующем (для обеспечения максимального коэффициента полезного действия системы: усилитель мощности-гидроакустический излучатель на данной частоте fга) устройстве (22) устанавливают соответствующее сопротивление. После чего электрический сигнал на частоте fга посредством шланга (6) подачи электрического сигнала (морского сигнального кабеля) подают на вход гидроакустического излучателя (14) МКУ (3). При этом электрическое питание генератора (20) и усилителя мощности (21) осуществляют через коммутатор-преобразователь (23) от электрической сети или от высокоемкостного малогабаритного аккумулятора (24). В результате пьезокерамического (магнитострикционного или др.) эффекта электрический сигнал на частоте fга преобразуют в акустическую волну (упругое колебание) на частоте fга с помощью гидроакустического излучателя (14), являющегося, по своей сути, электроакустическим преобразователем. При этом для полного, даже на эмоционально-психологическом уровне (потенциальная боязнь под водой и др.) исключения негативного воздействия акустической волны с данными параметрами: частота fга в ЗД и УЗД частот, амплитуда (уровнем) звукового давления P2 на оператора (2), ВБО: рыбы, морское млекопитающее и ОПС в целом (фиг.1), гидроакустический излучатель (14) со стороны оператора (2) МКУ закрывают гидроакустическим защитным экраном (15).
При движении МКУ (3) вблизи поверхности субстрата (1), при отжатом курке (10) и до начала нанесения ЗС на поверхность субстрата (1), с помощью акустической волны ЗД и УЗД частот fга с амплитудой акустического давления 100-106 Па в секторе Θ2, в 1,5-2 раза превышающем сектор Θ1 нанесения ЗС, осуществляют:
- полное очищение поверхности субстрата от биологических: ракушки и др., физических: ржавчина и др., а также химических: нефтепродукты и др., примесей - за счет акустической энергии и энергии (типа удар), высвобождающейся при схлопывании пузырьков газа;
- полную дегазацию (избавление от растворенных и не растворенных в воде пузырьков газа) объема воды dV между поверхностью субстрата (1) и рабочей поверхностью МКУ (3) - за счет совпадения собственной резонансной частоты f0 пузырьков газа, сформированных в среде путем ветрового воздействия: проникновение воздуха в верхние слои воды и т.д., турбулентности: перемешивание слоев воды и освобождение растворенных в ней газов и т.д., в процессе жизнедеятельности: питание и др., ВБО, а также самого оператора (2) с частотой гидроакустической волны fга;
- частичное разогревание поверхности субстрата на молекулярном уровне за счет выделения тепла при схлопывании пузырьков газа, а также превращения части акустической энергии в тепло;
- частичную релаксацию (снятие напряженности) поверхности субстрата на фоне постоянного гидростатического давления внешней среды.
Таким образом, более качественно осуществляют подготовку самой поверхности субстрата (1), на которую через короткое время будет нанесен ЗС.
При движении МКУ (3) вблизи поверхности субстрата (1), при нажатом курке (10) - моменте нанесения ЗС на поверхность субстрата (1) в сектор Θ1, с помощью акустической волны ЗД и УЗД частот fга с амплитудой акустического давления 100-106 Па в секторе Θ2, в 1,5-2 раза превышающем сектор Θ1 нанесения ЗС, осуществляют:
- частичное диспергирование (измельчение) частиц ЗС;
- механическое, периодическое (с частотой fга) вдавливание ЗС в поверхность субстрата через его поры (бетон, полимеры и др.) и на молекулярном уровне его кристаллической решетки (сталь);
- тепловое воздействие, приводящее к ускорению процесса фиксации (схватывания) ЗС на проникшие (естественным - при любом крашении путем и искусственным - под дополнительным воздействием гидроакустических волн) в субстрат частицы ЗС на молекулярном уровне - за счет превращение части акустической энергии в тепловую энергию.
Таким образом, более качественно подготавливают ЗС перед непосредственным его нанесением, а также более качественно осуществляют сам процесс нанесения ЗС на поверхность субстрата (1).
При движении МКУ (3) вблизи поверхности субстрата (1) при отжатом курке (10) - после нанесения ЗС (при разглаживании ЗС) на его поверхность с помощью акустической волны ЗД и УЗД частот fга с амплитудой акустического давления 100-106 Па осуществляют:
- механическое, периодическое вдавливание ЗС, находящегося на поверхности субстрата, в приповерхностную (более внутреннюю) его часть через его поры (бетон) и на молекулярном уровне (сталь);
- нагревание находящихся в поверхности субстрата частиц ЗС - за счет выделения тепла при схлопывании пузырьков газа;
- акустическую сушку частиц ЗС на молекулярном уровне-за счет превращения части акустической энергии в тепловую энергию.
Таким образом, продолжают процесс более глубокого нанесения ЗС не только в поверхностный, но и приповерхностный (более глубокий) слой субстрата без его дополнительной подачи из резервуара (25), ускоряют процесс фиксации ЗС, предотвращая тем самым частичную его потерю, а также обеспечивают требуемую однородность (равномерность) распределения ЗС по поверхности субстрата и более высокую прочность его фиксации в целом.
На четвертом этапе, после окончания работы по нанесению ЗС на поверхность субстрата (1), оператора (2) МКУ, по его команде, поднимают из-под воды на поверхность. При этом оператор заранее с помощью приспособления (9) крепит к поясному ремню (переводит его в транспортное положение) МКУ (3), тем самым освобождая себе обе руки. Одновременно с оператором (2) МКУ на поверхность моря синхронно поднимают шланг (5) подачи ЗС в МКУ и шланг (6) подачи электрического сигнала в МКУ (3), исключая их взаимное перехлестывание и (или) запутывание, а также отключают электрическое питание от потребителей: генератора (20), усилителя мощности (21) и компрессора (26).
Затем производят подготовку МКУ (3) - снимают подвижный звукопрозрачный съемный цилиндр (18), промывают его и заменяют съемный эластичный звукопрозрачный кожух (19), а также производят подготовку резервуара (25) для ЗС - сливают остатки ЗС, осуществляют его промывку и т.д. При этом:
1. Повышение качества нанесения ЗС достигают за счет того, что:
- под воздействием гидроакустических волн fга с акустическим давлением Р2 осуществляют полное очищение поверхности субстрата от биологических, физических, химических и других примесей;
- под воздействием гидроакустических волн fга с акустическим давлением Р2 дополнительно осуществляют частичную релаксацию поверхности субстрата на фоне гидростатического давления внешней среды;
- под давлением Р3, по амплитуде на 10-50% превышающем гидростатическое давление Ргсд окружающей среды, обеспечивают равномерную подачу ЗС на рабочую поверхность МКУ;
- под воздействием гидроакустических волн fга с акустическим давлением Р2 осуществляют полную дегазацию объема воды dV между окрашиваемой поверхностью субстрата и поверхностью МКУ;
- в качестве давления Р1 используют мускульную силу оператора МКУ, а в качестве самой красильной установки используют МКУ: валик и др.;
- под воздействием гидроакустических волн fга с акустическим давлением Р2 дополнительно осуществляют вдавливание через поры и на молекулярном уровне ЗС в поверхность субстрата;
- под воздействием гидроакустических волн fга с акустическим давлением Р2 дополнительно осуществляют тепловое воздействие на проникшие в субстрат частицы ЗС на молекулярном уровне;
- под воздействием гидроакустических волн fга с акустическим давлением Р2 дополнительно осуществляют акустическую сушку и др.
2. Обеспечение равномерности распределения ЗС по поверхности субстрата достигают за счет того, что:
- под давлением Р3, по амплитуде на 10-50% превышающем гидростатическое давление Ргсд окружающей среды, обеспечивают равномерную подачу ЗС на рабочую поверхность МКУ;
- в качестве давления Р1 используют мускульную силу оператора МКУ, а в качестве самой красильной установки используют МКУ: валик и др.;
- под воздействием гидроакустических волн fга с акустическим давлением Р2 дополнительно осуществляют вдавливание через поры и на молекулярном уровне ЗС в поверхность субстрата и др.
3. Сокращение продолжительности технологического процесса нанесения ЗС на поверхность субстрата достигают за счет того, что:
- под воздействием гидроакустических волн fга с акустическим давлением Р2 дополнительно осуществляют вдавливание через поры и на молекулярном уровне ЗС в поверхность субстрата;
- под воздействием гидроакустических волн fга с акустическим давлением Р2 дополнительно осуществляют тепловое воздействие на проникшие в субстрат частицы ЗС на молекулярном уровне;
- под воздействием гидроакустических волн fга с акустическим давлением Р2 дополнительно осуществляют акустическую сушку и др.
4. Сокращение финансовых затрат достигают за счет того, что:
- под воздействием гидроакустических волн fга с акустическим давлением Р2 осуществляют полное очищение поверхности субстрата от биологических, физических, химических и других примесей;
- под воздействием гидроакустических волн fга с акустическим давлением Р2 дополнительно осуществляют вдавливание через поры и на молекулярном уровне ЗС в поверхность субстрата;
- под давлением Р3, по амплитуде на 10-50% превышающем гидростатическое давление Ргсд окружающей среды и исключающем излишнее выдавливание ЗС вне рабочей поверхности МКУ, обеспечивают равномерную подачу ЗС на рабочую поверхность МКУ;
- под воздействием гидроакустических волн fга с акустическим давлением Р2 дополнительно осуществляют акустическую сушку и др.
5. Расширение области применения достигают за счет того, что:
- под воздействием гидроакустических волн fга с акустическим давлением Р2 осуществляют полное очищение поверхности субстрата от биологических, физических, химических и других примесей;
- под давлением Р3, по амплитуде на 10-50% превышающем гидростатическое давление Ргсд окружающей среды, обеспечивают равномерную подачу ЗС на рабочую поверхность МКУ;
- под воздействием гидроакустических волн fга с акустическим давлением Р2 осуществляют полную дегазацию объема воды dV между окрашиваемой поверхностью субстрата и поверхностью МКУ;
- под воздействием гидроакустических волн fга с акустическим давлением Р2 дополнительно осуществляют вдавливание через поры и на молекулярном уровне ЗС в поверхность субстрата;
- под воздействием гидроакустических волн fга с акустическим давлением Р2 дополнительно осуществляют тепловое воздействие на проникшие в субстрат частицы ЗС на молекулярном уровне;
- под воздействием гидроакустических волн fга с акустическим давлением Р2 дополнительно осуществляют акустическую сушку и др.
6. Обеспечение экологической безопасности для оператора установки, ВБО и ОПС в целом достигают за счет того, что:
- в качестве акустического давления Р2 используют гидроакустическое давление ЗД и УЗД частот с амплитудой 100-106 Па, исключающего негативное воздействие на ЗС, оператора МКУ и ОПС в целом;
- дополнительно исключают негативное воздействие акустического давления Р2 на оператора МКУ путем установки на гидроакустическом излучателе, со стороны оператора, защитного гидроакустического экрана;
- под давлением Р3, по амплитуде на 10-50% превышающем гидростатическое давление Ргсд окружающей среды и исключающем излишнее выдавливание ЗС вне рабочей поверхности МКУ, обеспечивают равномерную подачу ЗС на рабочую поверхность МКУ и др.
Отличительными признаками заявляемого способа являются:
1. В качестве давления P1 используют мускульную силу оператора МКУ, а в качестве самой красильной установки используют МКУ: валик и др.
2. В качестве акустического давления Р2 используют гидроакустическое давление ЗД и УЗД частот с амплитудой 100-106 Па, исключающее негативное воздействие на ЗС, оператора МКУ и ОПС в целом.
3. Дополнительно исключают негативное воздействие акустического давления Р2 на оператора МКУ путем установки на гидроакустическом излучателе, со стороны оператора, защитного гидроакустического экрана.
4. Дополнительно под давлением Р3, по амплитуде на 10-50% превышающем гидростатическое давление Ргсд окружающей среды и исключающем излишнее выдавливание ЗС вне рабочей поверхности МКУ, обеспечивают равномерную подачу ЗС на рабочую поверхность МКУ.
5. Дополнительно, под воздействием гидроакустических волн ЗД и УЗД частот fга с акустическим давлением Р2, осуществляют полное очищение поверхности субстрата от биологических, физических, химических и других примесей.
6. Дополнительно осуществляют полную дегазацию объема воды dV между окрашиваемой поверхностью субстрата и поверхностью МКУ.
7. Дополнительно осуществляют частичную релаксацию поверхности субстрата на фоне гидростатического давления внешней среды.
8. Дополнительно осуществляют вдавливание через поры и на молекулярном уровне ЗС в поверхность субстрата.
9. Дополнительно осуществляют тепловое воздействие на проникшие в субстрат частицы ЗС на молекулярном уровне.
10. Дополнительно осуществляют акустическую (холодную) сушку на молекулярном уровне.
Наличие отличительных от прототипа признаков позволяет сделать вывод о соответствии заявляемого способа критерию "новизна".
Анализ известных технических решений с целью обнаружения в них указанных отличительных признаков показал следующее.
Признаки 2, 7-9 являются новыми и неизвестно их использование для нанесения ЗС в гидроакустическом поле.
Признаки 3, 5, 6, 10 являются новыми и неизвестно их использование для нанесения ЗС в гидроакустическом поле. В то же время из прикладной гидроакустики известно: использование защитного гидроакустического экрана (признак 3); использования гидроакустических волн для очистки поверхности субстрата (признак 5); использование гидроакустических волн для дегазации жидкости (признак 6).
Признаки 1 и 4 являются хорошо известными при нанесении ЗС.
Таким образом, наличие новых существенных признаков в совокупности с известными обеспечивает появление у заявляемого решения нового свойства, не совпадающего со свойствами известных технических решений - качественно и равномерно наносить ЗС на поверхность субстрата, обеспечивая высокую прочность его фиксации, сокращая продолжительность технологического процесса и финансовые затраты, а также расширяя область применения при обеспечении экологической безопасности для оператора МКУ, ВБО и ОПС в целом.
В данном случае мы имеем новую совокупность признаков и их новую взаимосвязь, причем не простое объединение новых признаков и уже известных, а именно выполнение операций в предложенной последовательности и приводит к качественно новому эффекту. Данное обстоятельство позволяет сделать вывод о соответствии разработанного способа критерию "существенные отличия".
Пример реализации способа.
Промышленные испытания разработанного способа производились в 2007 г. - Республика Корея (г.Сеул), в 2008 г. - Республика Корея (г.Пусан), Социалистическая Республика Вьетнам (г.Хошимин), в 2009-2011 гг. - Социалистическая Республика Вьетнам (г.Хошимин и г.Вунгтау). При этом в качестве субстрата (объекта крашения) использовались: сталь St.3, бетон и различные полимеры (пластмасса, дерево и др.), также различные виды ЗС, наносимые в воздушной и водной средах.
На фиг.4-фиг.9 иллюстрируются результаты испытаний разработанного способа нанесения ЗС в гидроакустическом поле. При этом: на фиг.4 в виде соответствующих гистограмм приведены среднеарифметические значения (Р*, %) диаметров (D, мкм) частиц ЗС при использовании способа-прототипа (пунктирная линия) и разработанного способа (сплошная линия); на фиг.5 в виде соответствующих гистограмм представлены зависимости условной эффективности (Е*, %) нанесения ЗС на полимер (пластмасса), определяемой временной продолжительностью по основным 4 технологическим этапам (1 этап - первичное нанесение ЗС; 2 этап - предварительная термическая сушка; 3 этап - вторичное нанесение ЗС; 4 этап - окончательная термическая сушка) при использовании способа-прототипа (пунктирная линия) и разработанного способа (сплошная линия); на фиг.6 в виде соответствующих графиков приведены зависимости прочности фиксации ЗС (по количеству (N, шт.) его механических стираний до поверхности субстрата) на поверхности полимера от толщин (S, мкм) сухой пленки ЗС; на фиг.7 в виде соответствующих графиков приведены зависимости прочности фиксации ЗС на поверхности стали - адгезии (А, мПа) от толщин (S, мкм) сухой пленки ЗС на ее поверхности; на фиг.8, для примера, представлен внешний вид используемых в МКУ гидроакустических излучателей; на фиг.9, для примера, представлен внешний генераторов и усилителей мощностей, способных работать как от сети 220 В, 50 Гц, так и от аккумуляторов.
Известно, что качество нанесения ЗС зависит от трех главных факторов: качество подготовки поверхности субстрата (отсутствие физических, химических и биологических включений), качество ЗС (дисперсность частиц, их однородность, а также их способность на молекулярном уровне равномерно проникать в субстрат) и качество нанесения ЗС (равномерно, при глубоком проникновении и т.д.) на поверхность субстрата: /Степанов Б.И. Введение в химию и технологию органических красителей. - М.: Химия, 1977 г., 488 с./.
На фиг.4 представлены гистограммы среднеарифметических значений (Р*, %) диаметров (D, мкм) частиц ЗС при использовании способа-прототипа (пунктирная линия) и разработанного способа (сплошная линия), соответственно. Как видно из фиг.4 у способа-прототипа частицы ЗС по диаметру существенно (практически на порядок) отличаются друг от друга, а размерный ряд их значений занимает диапазон ~ до 30 мкм. При этом всего ~42% частиц имеют диаметр, не превышающий ~6,5 мкм (некоторая пороговая величина). Данное обстоятельство является причиной недостаточного качества нанесения ЗС (разная глубина проникновения частиц ЗС в приповерхностный слой субстрата, неравномерность распределения ЗС по поверхности субстрата и др.) и др. В то время как при реализации разработанного способа (сплошная линия) частицы ЗС по диаметру лишь незначительно отличаются друг от друга, а размерный ряд занимает диапазон значений, который ~ в 2 раза меньше, чем у способа-прототипа (пунктирная линия). При этом ~92% частиц ЗС имеют диаметр менее ~6,5 мкм. Такие значительные различия в диаметрах частиц одного и того же ЗС обусловлены тем, что в процессе совместного распространения, учитывая существенные различия; в скоростях распространения ЗС и акустической волны, а также в соответствующих давлениях P1 и Р2, крупные и средние частицы ЗС разбиваются акустической волной как при их нахождении на съемном звукопрозрачном кожухе (19 на фиг.2), так и в процессе своего соприкосновения с поверхностью субстрата (1 на фиг.3).
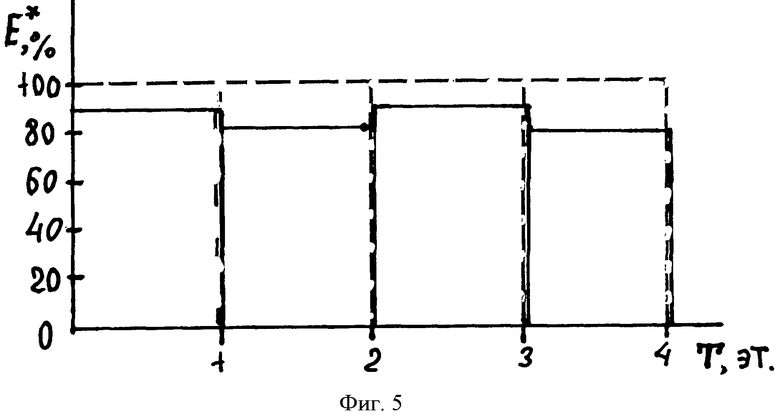
На фиг.5 в виде соответствующих гистограмм представлены зависимости условной эффективности (Е*, %) нанесения ЗС на полимер (пластмасса), определяемой временной продолжительностью по основным 4 технологическим этапам (1 этап - первичное нанесение ЗС; 2 этап - предварительная термическая сушка; 3 этап - вторичное нанесение ЗС; 4 этап - окончательная термическая сушка) при использовании способа-прототипа (пунктирная линия) и разработанного способа (сплошная линия). Как видно из фиг.5 при реализации разработанного способа:
- на первом этапе время уменьшено ~на 10% (за счет более равномерной подачи ЗС, воздействия гидроакустических волн fга и т.д.);
- на втором этапе время уменьшено ~на 15% (за счет предварительной акустической сушки и т.д.);
- на третьем этапе время уменьшено ~на 10% (за счет более равномерной подачи ЗС, воздействия гидроакустических волн fга и т.д.);
- на четвертом этапе время уменьшено ~на 20% (за счет предварительной акустической сушки, более качественного нанесения ЗС на первом технологическом этапе и т.д.).
Таким образом, преимущество у разработанного способа по выбранному частному показателю эффективности перед способом-прототипом совершенно очевидно.
На фиг.6 в виде соответствующих графиков приведены зависимости прочности фиксации ЗС (по количеству (N, шт.) его механических стираний до поверхности субстрата) на поверхности полимера от толщин (S, мкм) сухой пленки ЗС для способа-прототипа (сплошная линия) и разработанного способа (пунктирная линия). Испытания выполнялись в соответствии с методикой (ASTM D4060-95) проверки истираемой прочности красочной пленки (например, прибором «TABER ABRAS» и др.). Как видно из фиг.6, при толщине сухой пленки 4 мкм ЗС стирается с поверхности полимера (пластмасса) через 60 циклов стирания - для способа-прототипа и через 160 циклов стирания - для разработанного способа (выигрыш ~2,5 раза). С другой стороны, для обеспечения требуемой прочности фиксации ЗС, например 150 (на фиг.6 - Nкр), при реализации разработанного способа достаточно иметь толщину сухой пленки ЗС всего ~4 мкм, в то время как у способа-прототипа ~12 мкм (выигрыш ~3 раза). При этом очевиден и совершенно другой характер зависимости (градиент) прочности фиксации ЗС от толщины сухой пленки: у способа-прототипа - градиент ~12,5 стираний на 1 мкм; у разработанного способа ~45 стираний на 1 мкм (выигрыш ~3,5 раза).
На фиг.7 в виде соответствующих графиков приведены зависимости прочности фиксации ЗС (Bannoh 500R BROWN) на поверхности стали - адгезии (А, кг/см2), от толщин (S, мкм) сухой пленки ЗС на поверхности стали для способа-прототипа (сплошная линия) и разработанного способа (пунктирная линия). Испытания выполнялись в соответствии с методикой проверки адгезии методом «PULL OFF» (ISO 4624-1978 - Е) с использованием прибора создания силы растяжения. Как видно из фиг.7, при толщине сухой пленки ЗС Bannoh 500R BROWN ~60 мкм адгезия у способа-прототипа составляет ~22,5 кг/см, в то время как у разработанного способа ~47,5 кг/см2 (выигрыш ~ в 2 раза). При этом очевиден и совершенно другой характер зависимости (градиент) адгезии от толщины сухой пленки (в данном диапазоне анализа): у способа-прототипа - градиент ~0,31 кг/см2 на 1 мкм, в то время как у разработанного способа ~0,15 кг/см2 на 1 мкм (выигрыш ~2 раза).
На фиг.8, для примера, представлен внешний вид используемых в МКУ гидроакустических излучателей. Как видно из фиг.8, подбором соответствующего гидроакустического излучателя можно в МКУ изменять рабочий сектор нанесения ЗС. При этом для нанесения ЗС на большую ровную поверхность целесообразно применять гидроакустические излучатели с длиной цилиндра до 800 мм
На фиг.9, для примера, представлен внешний вид генераторов и усилителей мощности, способных работать как от сети 220 В, 50 Гц, так и от аккумуляторов. Как видно из фиг.9, данное электронное оборудование характеризуется незначительными весо-габаритными характеристиками.
Таким образом:
1. Повышение качества нанесения ЗС было достигнуто за счет того, что:
- под воздействием гидроакустических волн осуществляли полное очищение поверхности субстрата от примесей;
- под воздействием гидроакустических волн осуществляли частичную релаксацию поверхности субстрата на фоне давления внешней среды;
- под давлением Р3 обеспечивали равномерную подачу ЗС на рабочую поверхность МКУ;
- под воздействием гидроакустических волн осуществляли полную дегазацию объема воды dV между поверхностью субстрата и МКУ;
- под воздействием гидроакустических волн дополнительно осуществляли вдавливание через поры и на молекулярном уровне ЗС в субстрат;
- под воздействием гидроакустических волн fга осуществляли на молекулярном уровне воздействие на проникшие в субстрат частицы ЗС;
- под воздействием гидроакустических волн fга на молекулярном уровне осуществляли акустическую сушку ЗС и др.
2. Обеспечение равномерности распределения ЗС по поверхности субстрата было достигнуто за счет того, что:
- под давлением Р3 обеспечивали равномерную подачу ЗС на рабочую поверхность МКУ;
- в качестве давления P1 использовали мускульную силу оператора МКУ, а в качестве самой красильной установки использовали МКУ: валик и др.;
- под воздействием гидроакустических волн fга осуществляли вдавливание через поры и на молекулярном уровне ЗС в поверхность субстрата и др.
3. Сокращение продолжительности технологического процесса нанесения ЗС на поверхность субстрата было достигнуто за счет того, что:
- под воздействием гидроакустических волн fга дополнительно осуществляли вдавливание через поры и на молекулярном уровне ЗС в субстрат;
- под воздействием гидроакустических волн fга на молекулярном уровне осуществляли тепловое воздействие на проникшие в субстрат частицы ЗС;
- под воздействием гидроакустических волн fга на молекулярном уровне осуществляли акустическую сушку и др.
4. Сокращение финансовых затрат было достигнуто за счет того, что:
- под воздействием гидроакустических волн fга осуществляли полное очищение поверхности субстрата от примесей;
- под воздействием гидроакустических волн fга осуществляли вдавливание через поры и на молекулярном уровне ЗС в субстрат;
- под давлением Р3 обеспечивали равномерную подачу ЗС на рабочую поверхность МКУ;
- под воздействием гидроакустических волн fга на молекулярном уровне осуществляли акустическую сушку и др.
5. Расширение области применения было достигнуто за счет того, что:
- под воздействием гидроакустических волн осуществляли полное очищение поверхности субстрата от примесей;
- под давлением Р3 обеспечивали равномерную подачу ЗС на рабочую поверхность МКУ;
- под воздействием гидроакустических волн осуществляли полную дегазацию объема воды dV между поверхностью субстрата и МКУ;
- под воздействием гидроакустических волн дополнительно осуществляли вдавливание через поры и на молекулярном уровне ЗС в субстрат;
- под воздействием гидроакустических волн fга осуществляли на молекулярном уровне воздействие на проникшие в субстрат частицы ЗС;
- под воздействием гидроакустических волн fга на молекулярном уровне осуществляли акустическую сушку ЗС и др.
6. Обеспечение экологической безопасности для оператора установки, ВБО и ОПС в целом было достигнуто за счет того, что:
- в качестве акустического давления Р2 использовали гидроакустическое давление ЗД и УЗД частот с амплитудой 100-106 Па, исключающего негативное воздействие на ЗС, оператора МКУ и ОПС в целом;
- дополнительно использовали защитный гидроакустический экран, установленный на гидроакустическом излучателе со стороны оператора;
- под давлением Р3 обеспечивали равномерную подачу ЗС, исключая излишнее его выдавливание вне рабочей поверхности МКУ, и др.







Изобретение может быть использовано для повышения качества нанесения защитных, антикоррозийных и окрасочных защитных составов в жидкой среде на поверхность субстрата из стали, бетона, полимеров. Способ включает размещение субстрата и мускульной красильной установки под водой. Мускульная красильная установка содержит акустический излучатель с гидроакустическим экраном. Предварительно осуществляют очищение поверхности субстрата от примесей. На поверхность субстрата воздействуют излучением годироакустических волн с определенным диапазоном частот с амплитудой акустического давления. При этом осуществляют дегазацию воды между поверхностью субстрата и рабочей поверхностью мускульной красильной установки, релаксацию поверхности субстрата. Далее осуществляют нанесение защитного состава под давлением с помощью мускульной красильной установки. При этом осуществляют равномерную подачу защитного состава на рабочую поверхность мускульной красильной установки под давлением. Осуществляют дополнительное вдавливание защитного состава в поверхность субстрата при воздействии гидроакустических волн с определенным диапазоном частот с акустическим давлением. Далее осуществляют тепловое воздействие и молекулярную сушку под давлением. Техническим результатом изобретения является повышение качества нанесения защитного состава, обеспечение равномерности распределения защитного состава по поверхности субстрата, сокращение продолжительности технологического процесса нанесения защитного состава, повышение экологической безопасности для окружающей природной среды и человека. 9 ил.
Способ нанесения защитного состава на субстрат в гидроакустическом поле, включающий механическое очищение поверхности субстрата от физических и химических примесей и нанесение с помощью красильной установки на очищенную поверхность субстрата в секторе Θ1 защитного состава под давлением Р1, при этом субстрат и красильную установку размещают под водой, в качестве красильной установки используют мускульную красильную установку с встроенным в нее акустическим излучателем с защитным гидроакустическим экраном, до нанесения защитного состава в секторе Θ2, в 1,5-2 раза превышающем сектор Θ1, создают коллинеарное излучение гидроакустических волн звукового или ультразвукового диапазонов частот с амплитудой акустического давления Р2=100-106 Па, которое ориентируют в одном направлении с вектором давления Р1, и осуществляют полное очищение поверхности субстрата от биологических, физических и химических примесей, полную дегазацию объема воды между поверхностью субстрата и рабочей поверхностью мускульной красильной установки и частичную релаксацию поверхности субстрата, а при нанесении защитного состава для исключения излишнего выдавливания защитного состава вне рабочей поверхности мускульной красильной установки дополнительно под давлением Р3, на 10-50% превышающим гидростатическое давление окружающей среды, осуществляют равномерную подачу защитного состава на рабочую поверхность мускульной красильной установки, и одновременно при нажатом спусковом курке на мускульной красильной установке воздействием гидроакустических волн звукового и ультразвукового диапазонов частот с акустическим давлением Р2 осуществляют дополнительное вдавливание защитного состава через поры на молекулярном уровне в поверхность субстрата, тепловое воздействие на молекулярном уровне на проникшие в субстрат частицы защитного состава и молекулярную сушку, при этом давление Р2 устанавливают не менее чем на порядок выше давления Р1, которое не менее чем в два раза выше давления Р3 и гидростатического давления окружающей среды Ргсд.
| СПОСОБ СПРЕЙ-АКУСТИЧЕСКОГО КРАШЕНИЯ МЕТАЛЛА | 2008 |
|
RU2381839C1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ МАЛОГАБАРИТНЫХ ИЗДЕЛИЙ ОТ ТЕХНОЛОГИЧЕСКИХ И ЭКСПЛУАТАЦИОННЫХ ЗАГРЯЗНЕНИЙ | 2008 |
|
RU2375127C1 |
| ГИДРОАКУСТИЧЕСКОЕ БУРОВОЕ ДОЛОТО | 2000 |
|
RU2186929C2 |
| US 2010221447 A1, 02.09.2010 | |||
| US 2010285329 A1, 11.11.2010. | |||

