Изобретение относится к общему машиностроению и может быть использовано при разборке резьбовых соединений с большим моментом затяжки.
Известен способ разборки резьбового соединения, заключающийся в накладывании на (или в) многогранник головки болта или на многогранник гайки ключа с ответной многогранной поверхностью с последующим проворачиванием многогранника ключа в направлении, противоположном направлению витков резьбы болта или гайки (см. кн. Боровских Ю.И., Бурылев Ю.В., Морозов К.А., Никифоров В.М., Фещенко А.И. Устройство, техническое обслуживание и ремонт автомобилей. М.: Высшая школа; Издательский центр «Академия», 1997. - 528 с., стр.384, рис.27.2, стр.393, рис.28.3, стр.400, рис.29.3).
Известен также способ разборки резьбового соединения, заключающийся в накладывании на (или в) многогранник головки болта или на многогранник гайки ключа с ответной многогранной поверхностью с последующим проворачиванием многогранника ключа в направлении, противоположном направлению витков резьбы болта или гайки, причем проворачивание производят с увеличенным усилием (см. кн. Сарбаев В.И., Селиванов С.С., Коноплев В.И. Механизация производственных процессов технического обслуживания и ремонта автомобилей. М.: Изд-во МГИУ, 2006. - 284 с. Стр. 210, рис.9.7).
Недостатком известных способов является невозможность разборки резьбовых соединений, в которых произошла взаимная адгезия материалов болта и гайки, приржавевших резьбовых соединений, а также в том случае, когда углы пересечения граней многогранника головки болта или гайки нарушены в связи с длительной или неаккуратной эксплуатацией. В этих случаях передаваемого ключом усилия недостаточно для разборки резьбового соединения.
Задачей изобретения является повышение возможного усилия поворота ключа при разборке резьбового соединения.
Указанная задача решается тем, что перед наложением ключа на (или в) многогранник головки болта или гайки сначала на гранях головки болта или гайки изготавливают впадины, после чего накладывают ключ, имеющий ответные впадинам выступы. Кроме того, указанные впадины могут быть изготовлены путем неполного сверления граней головки болта или гайки.
Суть изобретения поясняется чертежами.
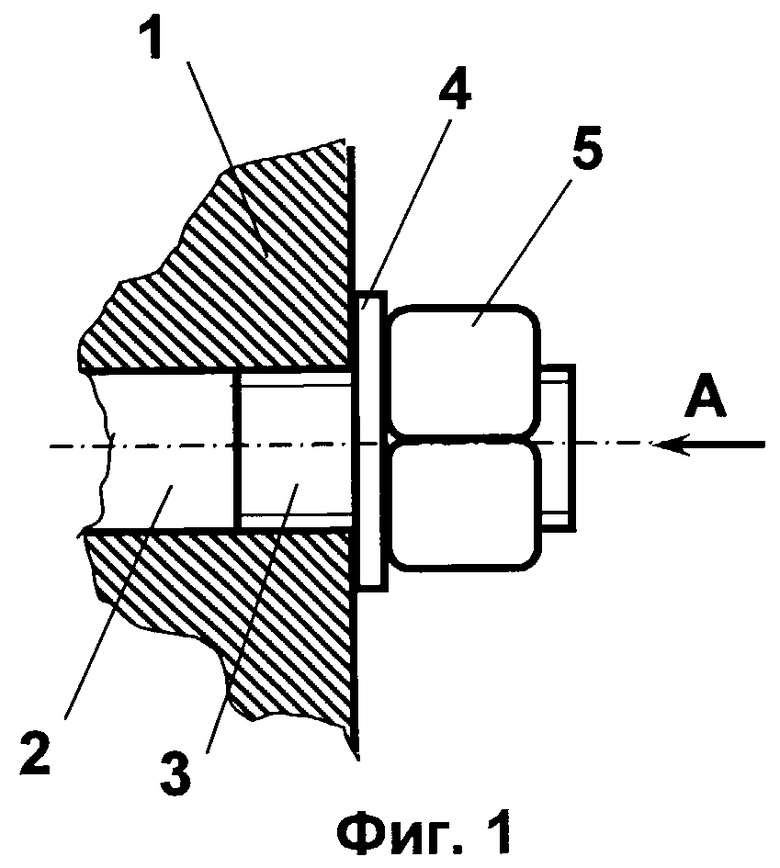
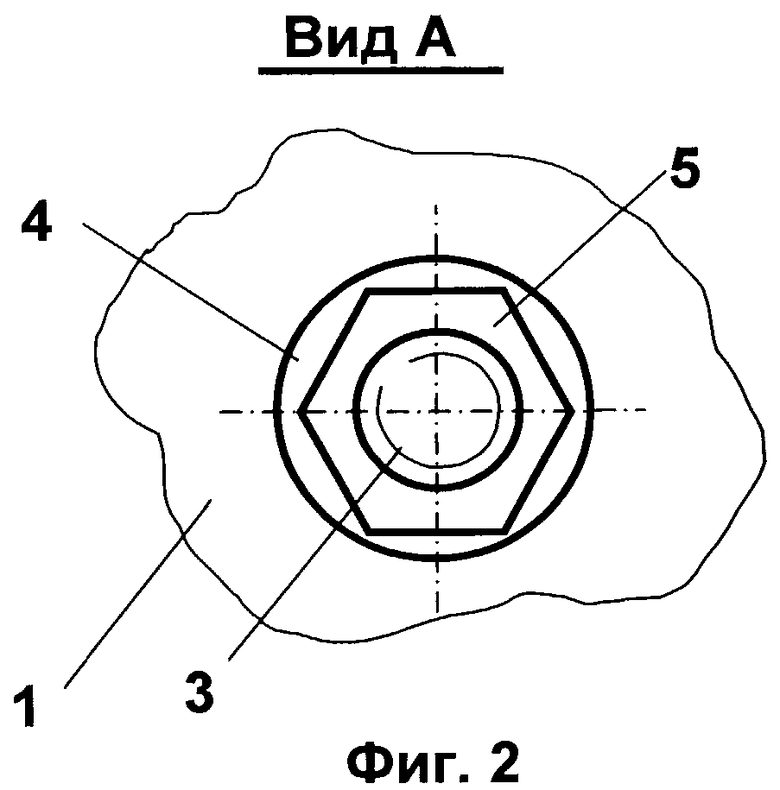
На фиг.1 и 2 изображено резьбовое соединение в виде резьбового стержня с гайкой до подготовки к разборке.
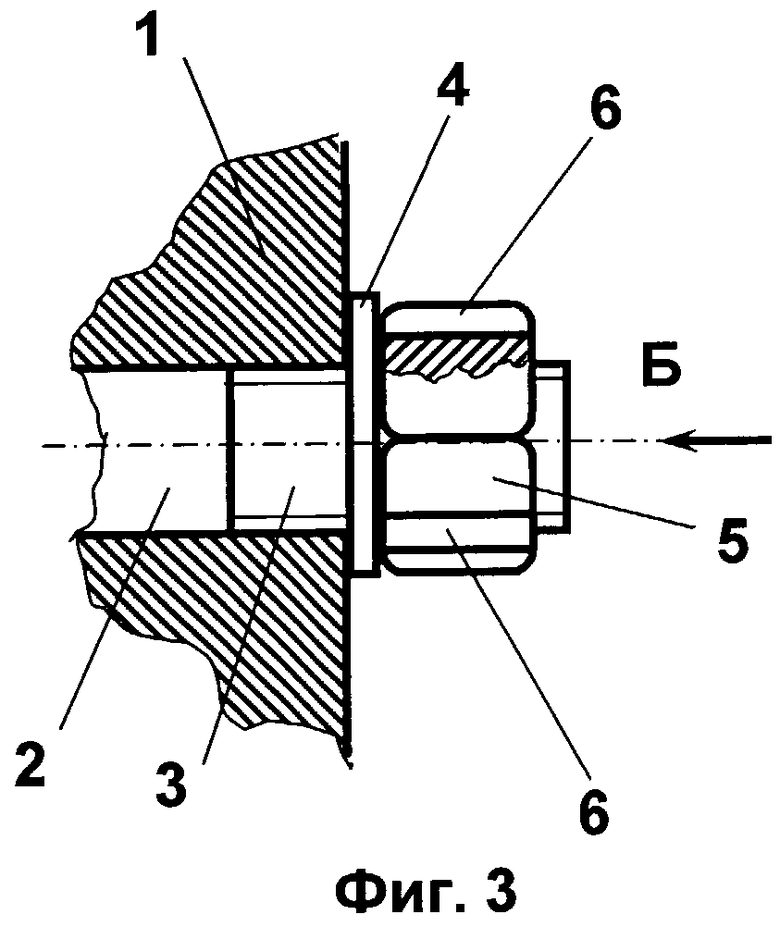
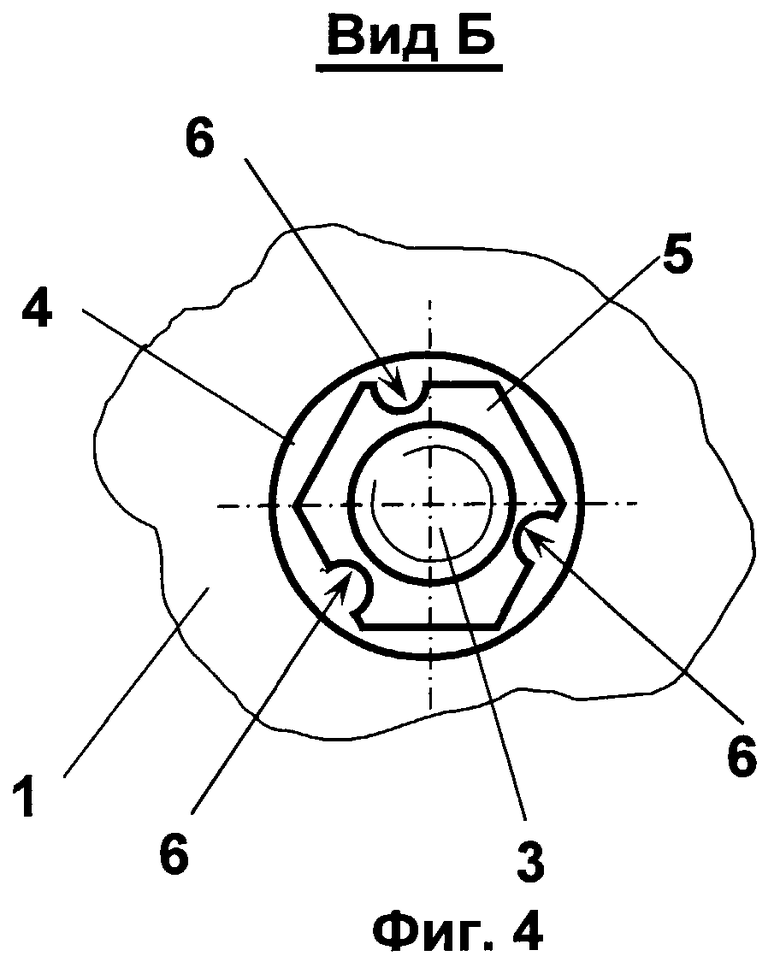
На фиг.3 и 4 изображено это же резьбовое соединение с изготовленными на гранях гайки впадинами.
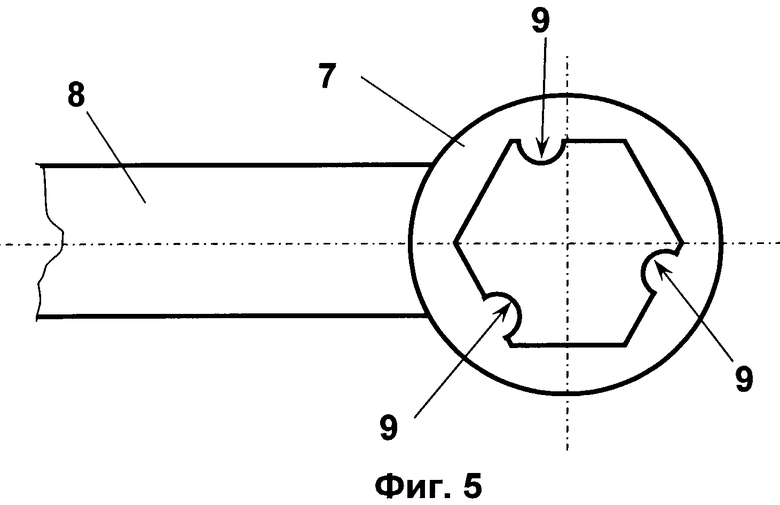
На фиг.5 изображен гаечный ключ с ответными выступами по отношению к впадинам гайки.
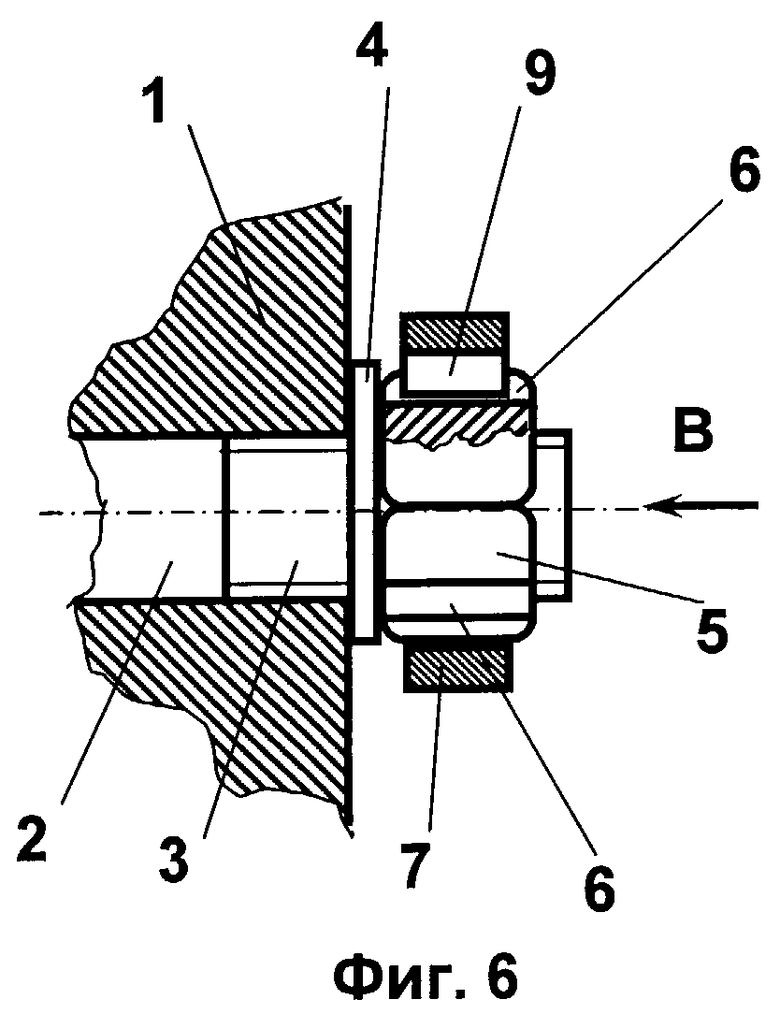
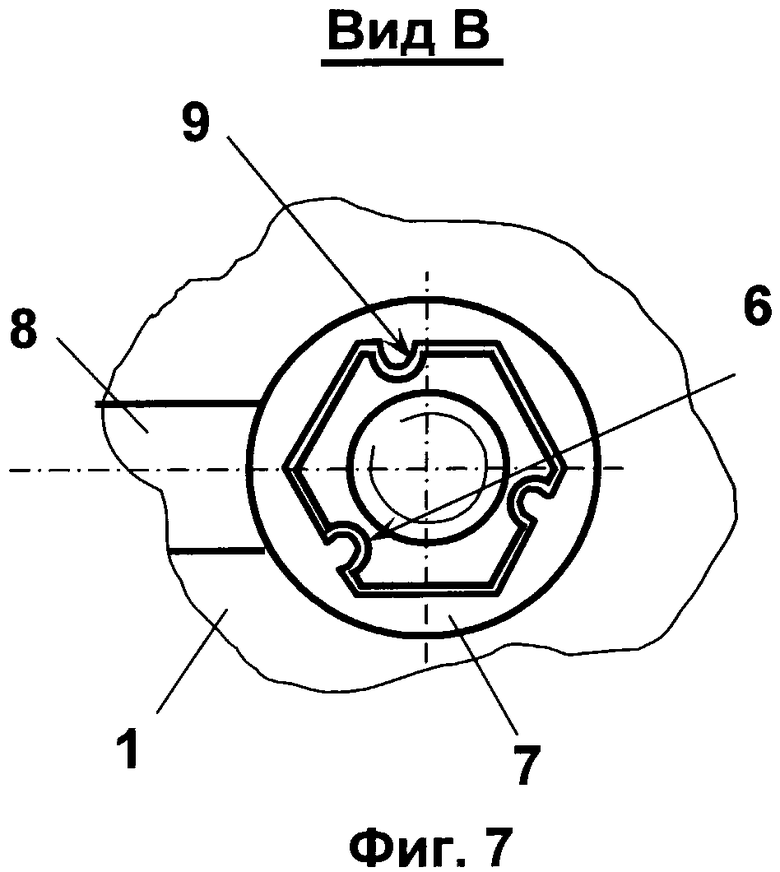
На фиг.6 и 7 показано наложение гаечного ключа с выступами на гайку с впадинами.
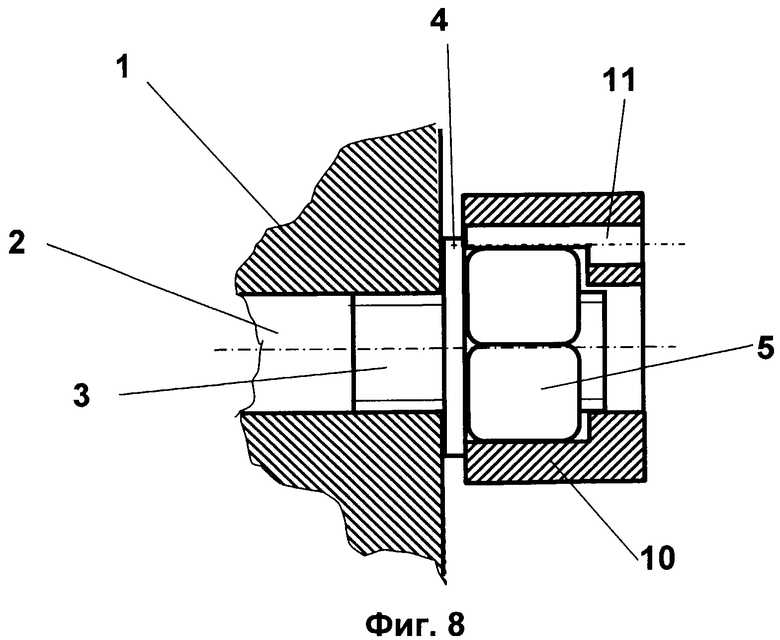
На фиг.8 показана гайка с надетым на нее кондуктором для неполного сверления впадин на гранях гайки.
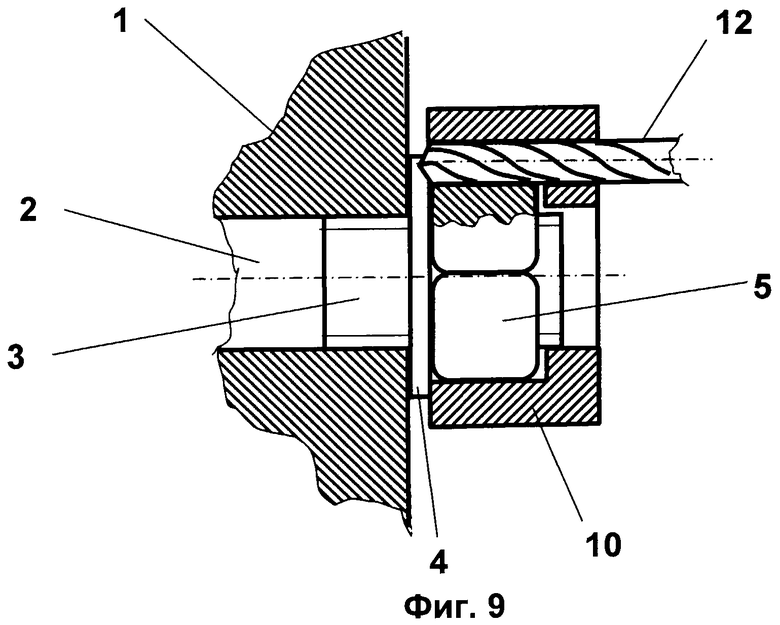
На фиг.9 изображен процесс сверления впадин в гайке сверлом.
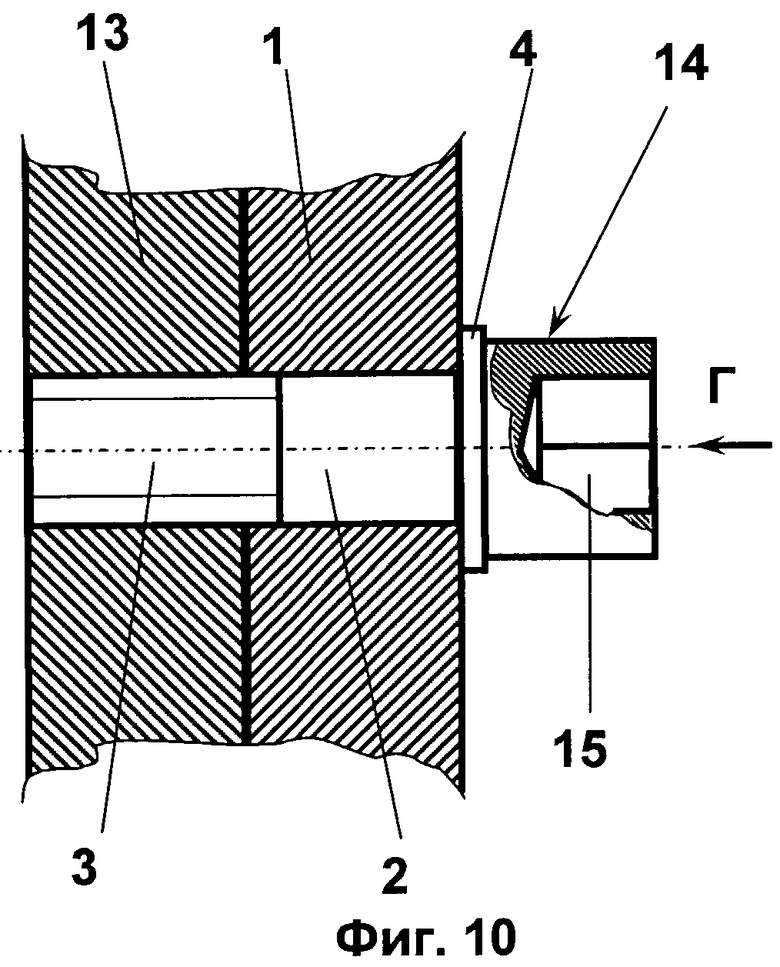
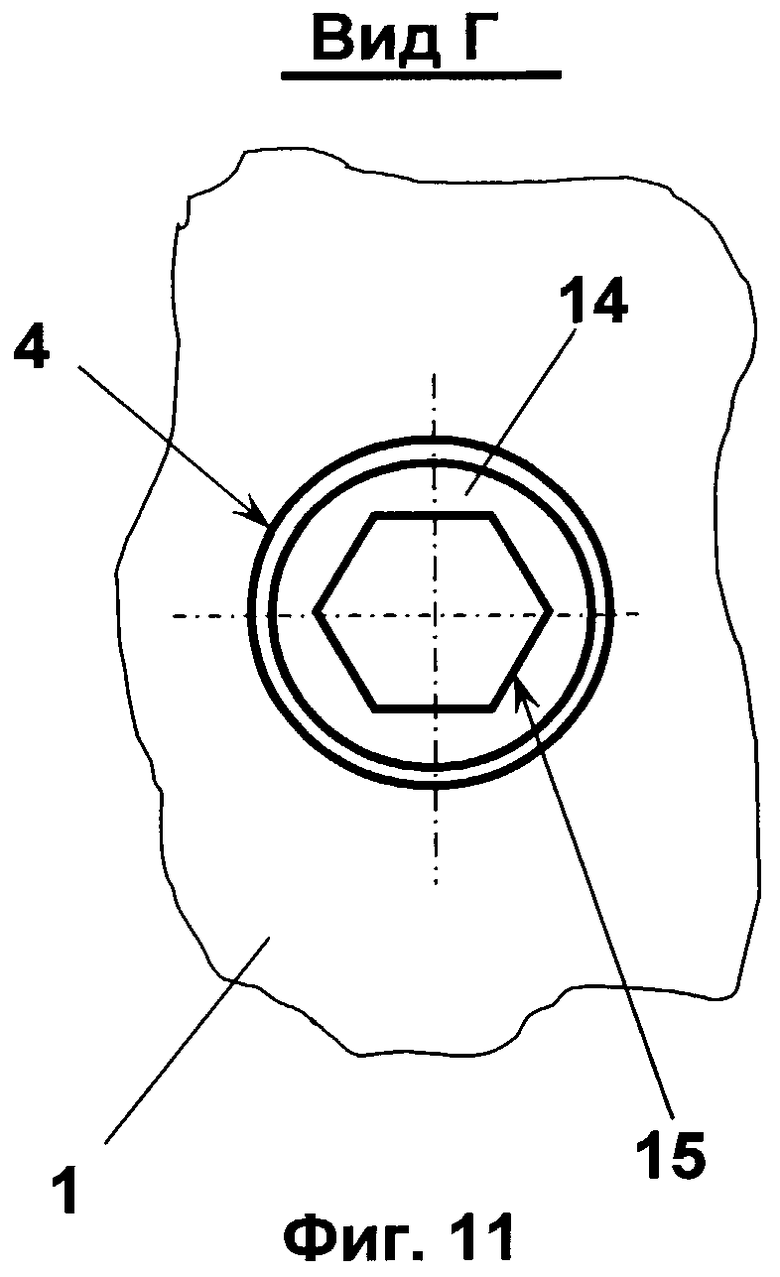
На фиг.10 и 11 показано резьбовое соединение, в котором головка болта имеет внутренний многогранник (в данном случае - шестигранник).
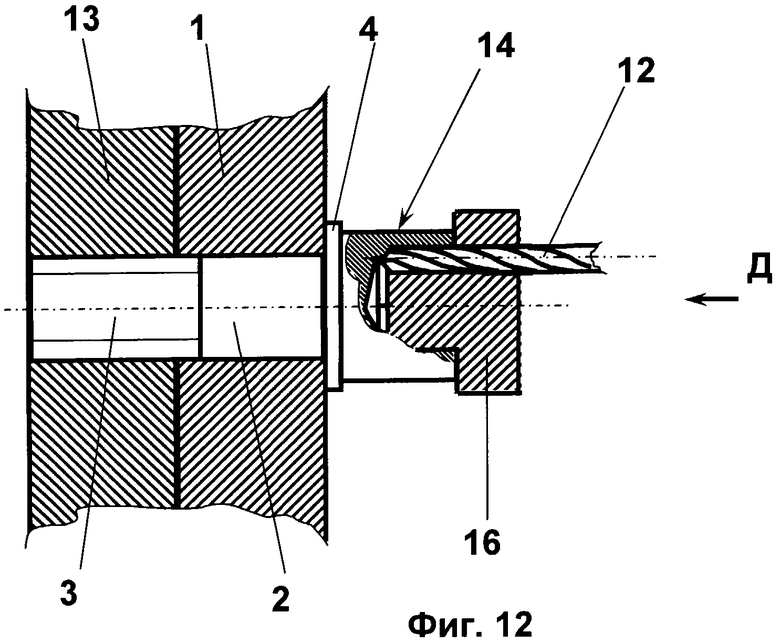
На фиг.12 показан процесс изготовления впадины во внутреннем шестиграннике головки болта путем сверления через кондуктор.
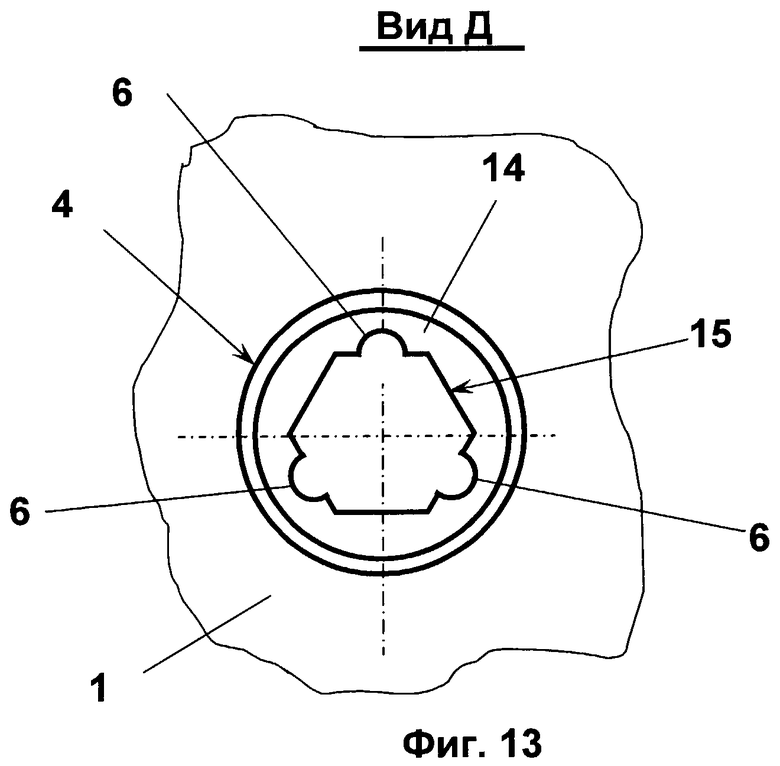
На фиг.13 изображен внутренний шестигранник головки болта после сверловки.
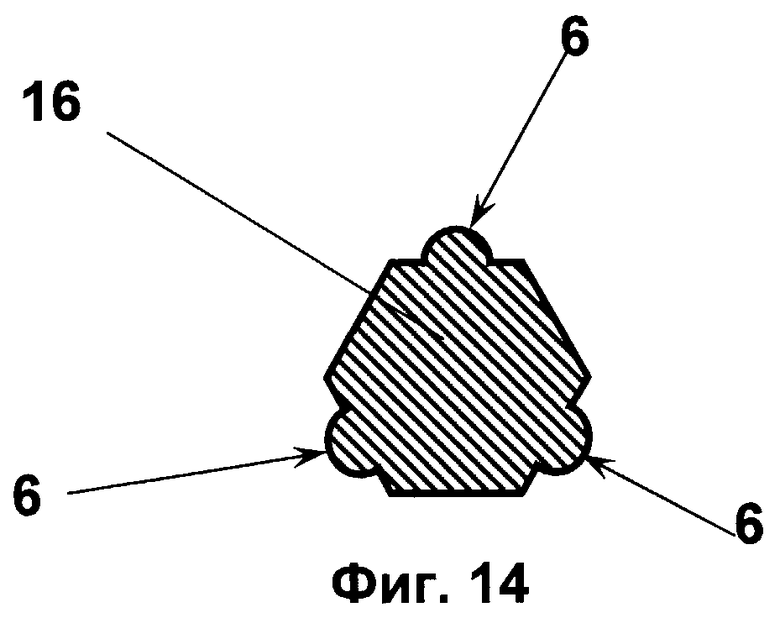
На фиг.14 изображено сечение гаечного ключа, используемого при разборке резьбового соединения болтом с внутренним шестигранником.
Резьбовое соединение (фиг.1 и 2) состоит из детали 1, тела болта или шпильки 2, резьбовой части 3, шайбы 4 и гайки 5.
В процессе проведения работ на гайке (фиг.3 и 4) образуются впадины 6.
Для проворачивания гайки 5 используется гаечный ключ 7 с рукояткой 8 и ответными впадинам 6 выступами 9 (фиг.5).
Для изготовления впадин 6 используется накладной кондуктор 10 (фиг.8) с направляющими отверстиями 11, через которые производится сверление сверлом 12 (фиг.9).
Если болт 2 крепит деталь 13 (фиг.10 и 11) к детали 1 и имеет головку 14 с внутренним многогранником 15, то кондуктор 16 устанавливается вовнутрь (фиг.12) многогранника 15. В этом случае поперечное сечение гаечного ключа 7 показано на фиг.14.
Способ разборки резьбового соединения осуществляется следующим образом.
Сначала работник производит попытку разобрать резьбовое соединение обычным способом с применение рожкового, накидного или торцового гаечного ключа вручную, или с увеличенным усилием за счет применения, например, удлиняющих рукоятку ключа рычагов, или с применением ударного гайковерта.
В том случае, если гайка или болт не проворачиваются, или происходит смятие углов многогранника головки болта или гайки, работник изготавливает на плоских гранях головки болта или гайки 5 (последнее показано на фиг.3 и 4) впадины 6, затем накладывает на головку болта или гайки 5 (см. фиг.5-7) гаечный ключ 7 с ответными впадинам 6 выступами 9 и проворачивает гайку 5 или болт. При этом работник может приложить максимально возможные усилия, т.к. конструкция соединения гаечного ключа 7 и гайки 5 предполагает полное использование прочности материала гайки.
Изготовление впадин 6 удобно производить путем неполного сверления (образуется не отверстие, а впадина), процесс которого для гайки 5 показан на фиг.8 и 9.
На гайку 5 накладывают кондуктор 10, имеющий направляющие отверстия 11 (фиг.8). Затем сверлом 12 (фиг.9) производят сверловку нескольких граней гайки 5, после чего кондуктор 10 снимают, а на гайке 5 оказываются углубления, как это показано на фиг.3 и 4.
При изготовлении впадин 6 во внутреннем многограннике головки болта (фиг.12) кондуктор 16 с направляющими отверстиями вставляют вовнутрь многогранника, после чего производят сверление сверлом 12. При этом получаются впадины 6, показанные на фиг.13, в которые своими выступами 9 входит гаечный ключ 7, сечение которого показано на фиг.14.
Количество изготавливаемых впадин 6 может быть равно или меньше количества граней гайки или головки болта.
Предложенный способ разборки резьбовых соединений позволяет полностью использовать прочность материала головки болта или гайки и прикладывать максимально возможные усилия отворачивания без опасения срыва гаечного ключа, что дает возможность существенно повысить усилия поворота гаечного ключа при разборке резьбового соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ, ИМЕЮЩИХ МНОГОГРАННОЕ СЕЧЕНИЕ | 2001 |
|
RU2200642C2 |
| РЕЗЬБОЗАВЕРТЫВАЮЩЕЕ УСТРОЙСТВО | 1991 |
|
RU2117570C1 |
| ФИКСАТОР СОЛОВЬЕВА В.А. ДЛЯ КОМПРЕССИОННОГО ОСТЕОСИНТЕЗА ОТЛОМКОВ ПРОКСИМАЛЬНОЙ ЧАСТИ БЕДРЕННОЙ КОСТИ | 1997 |
|
RU2141273C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ КРУТЯЩЕГО МОМЕНТА | 2000 |
|
RU2160396C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ФИГУРНЫМ ПРОФИЛЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2271893C2 |
| ГИДРАВЛИЧЕСКИЙ ГАЙКОВЕРТ | 2014 |
|
RU2572918C1 |
| Трубно-гаечный ключ | 1952 |
|
SU95338A1 |
| САМОСТОПОРЯЩЕЕСЯ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 2009 |
|
RU2501993C2 |
| Рабочая головка торцового ключа | 1977 |
|
SU747708A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ | 2001 |
|
RU2203157C2 |
Изобретение относится к общему машиностроению и может быть использовано при разборке резьбовых соединений с большим моментом затяжки и направлено на повышение возможного усилия поворота ключа. Способ разборки резьбового соединения заключается в накладывании на или в многогранник головки болта или на многогранник гайки ключа с ответной многогранной поверхностью с последующим проворачиванием многогранника ключа в направлении, противоположном направлению витков резьбы болта или гайки. Проворачивание производят с увеличенным усилием. Сначала на или в гранях головки болта или гайки изготавливают впадины, после чего накладывают ключ, имеющий ответные впадинам выступы. 1 з.п. ф-лы, 14 ил.
1. Способ разборки резьбового соединения, заключающийся в накладывании на или в многогранник головки болта или на многогранник гайки ключа с ответной многогранной поверхностью с последующим проворачиванием многогранника ключа в направлении, противоположном направлению витков резьбы болта или гайки, причем проворачивание производят с увеличенным усилием, отличающийся тем, что сначала на или в гранях головки болта или гайки изготавливают впадины, после чего накладывают ключ, имеющий ответные впадинам выступы.
2. Способ разборки резьбового соединения по п.1, отличающийся тем, что впадины изготавливают путем неполного сверления граней головки болта или гайки.
| US 1941565 А, 02.01.1934 | |||
| US 7677143 B1, 16.03.2010 | |||
| US 4253353 A, 03.03.1981 | |||
| US 20050132850 A1, 23.06.2005 | |||
| УСТРОЙСТВО ДЛЯ РАЗБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2003 |
|
RU2254226C2 |

