Настоящее изобретение, в целом, относится к сжимаемым эластомерным пружинам, выполненным с возможностью поглощения энергии и, в частности, это изобретение относится к способу изготовления эластомерной сжимаемой пружины.
Сжимаемые элатомерные пружины, включая многозвенные пакеты эластомерных прокладок, разделенных пластинами, широко применялись для поглощения энергии и для поглощения и смягчения толчковых и тяговых динамических ударных сил, возникающих во время формирования состава и работы железнодорожного транспортного средства. В патентах США №№4198037 и 5351844 описаны способы изготовления сжимаемых эластомерных пружин согласно предшествующему уровню техники.
Патент США №5351844 направлен на способ улучшения металлической пластины с центральным захватом и ее механического сцепления с эластомерной прокладкой для увеличения стабильности в боковом направлении сжимаемой эластомерной пружины.
Тем не менее требуются дальнейшие улучшения способа механического сцепления пластины с эластомерной прокладкой во время процесса холодной штамповки и улучшения осевой прямолинейности и стабильности в боковом направлении сжимаемой эластомерной пружины, в особенности обеспечения возможности пружине поглощать и смягчать толчковые и тяговые динамические ударные силы повышенных уровней.
Согласно первому объекту настоящего изобретения создан способ изготовления сжимаемой эластомерной пружины, включающий этапы:
(a) обеспечения, по меньшей мере, одной сжимаемой эластомерной прокладки, определяющей центральную ось и имеющей пару осевых концов, причем каждый из пары осевых концов имеет по существу плоскую поверхность, расположенную перпендикулярно центральной оси, и центральный выпуклый выступ, образованный на ней;
(b) обеспечения пары пластинчатых элементов, каждый из которых имеет, по меньшей мере, одну по существу плоскую поверхность, либо отверстие, либо углубление, предусмотренные в его, по меньшей мере, одной по существу плоской поверхности, и заданное множество зубцов, расположенных вокруг периферийной кромки, либо отверстия, либо углубления и проходящих под заданным углом относительно, по меньшей мере, одной по существу плоской поверхности каждого пластинчатого элемента;
(c) расположения, по меньшей мере, одной прокладки между парой пластинчатых элементов;
(d) совмещения в осевом направлении заданного множества зубцов каждого пластинчатого элемента с соответствующим центральным выступом; и
(е) образования сжимаемой эластомерной пружины.
Предпочтительно, этап (е) включает этапы приложения заданной силы в осевом направлении к открытой поверхности одного из пары элементов, прокалывания посредством каждого из заданного множества зубцов и приложенной осевой силы внешней поверхности центрального выступа, проникновения посредством каждого из заданного множества зубцов и приложенной осевой силы на заданное расстояние, по меньшей мере, в центральный выступ и снятия приложенной осевой силы.
Предпочтительно, этап (е) включает дополнительный этап предварительного сжатия в осевом направлении, по меньшей мере, одной прокладки до заданной высоты.
Предпочтительно, этап (е) включает дополнительный этап растяжения в осевом направлении центрального выступа в либо отверстие, либо углубление.
Предпочтительно, этап (а) включает этап образования паза в каждой по существу плоской поверхности, по меньшей мере, одной сжимаемой эластомерной прокладки в сцеплении впритык с периферийной боковой поверхностью центрального выступа.
Предпочтительно, способ включает в себя дополнительные этапы расположения заданного множества выступов на по существу плоской поверхности каждой из пары пластинчатых элементов и образования отверстия с помощью каждого из заданного множества выступов и каждого из пластинчатых элементов.
Согласно второму объекту изобретения создан способ изготовления многозвенного сжимаемого пружинного узла, включающего в себя заданное множество расположенных в осевом направлении сжимаемых эластомерных прокладок, первую концевую пластину на одном конце узла, вторую концевую пластину на противоположном конце узла и разделительную пластину между каждой парой смежных сжимаемых эластомерных прокладок, причем способ включает этапы:
(a) образования каждой из пластин с осевым отверстием;
(b) образования заданного множества зубцов вокруг периферийной кромки осевого отверстия;
(c) растяжения заданного множества зубцов под заданным углом относительно поверхности пластин, которые расположены бок о бок с одной из заданного множества сжимаемых эластомерных прокладок;
(d) расположения пластин и заданного множества сжимаемых эластомерных прокладок для образования многозвенного сжимаемого пружинного узла;
(e) приложения заданной осевой силы к многозвенному сжимаемому пружинному узлу;
(f) прокалывания посредством заданного множества зубцов и приложенной силы осевого конца соответственно расположенной бок о бок сжимаемой эластомерной прокладки;
(g) проникновения посредством заданного множества зубцов и приложенной силы на заданное расстояние в соответственно расположенную бок о бок сжимаемую эластомерную прокладку;
(h) механического сцепления посредством проникновения зубцов заданного множества сжимаемых эластомерных прокладок с пластинами; и
(i) снятия осевой силы с многозвенного сжимаемого пружинного узла.
Предпочтительно, способ включает дополнительный этап предварительного укорочения многозвенного сжимаемого пружинного узла перед снятием осевой силы на этапе (i).
Согласно третьему объекту изобретения создан способ обеспечения, по меньшей мере, либо осевой прямолинейности, либо стабильности в боковом направлении, в многозвенном сжимаемом пружинном узле во время многократного смягчения осевых динамических ударных нагрузок, превышающих 7500 фунтов на квадратный дюйм и при отсутствии центрального стержня или периферийной направляющей, причем пружинный узел включает в себя заданное множество расположенных в осевом направлении сжимаемых эластомерных прокладок, образованных из заданного сополиэфирного полимера, причем заданное множество расположенных в осевом направлении сжимаемых эластомерных прокладок имеет разделительную пластину между каждой парой смежных сжимаемых эластомерных прокладок, причем способ включает этапы:
(a) образования каждого осевого конца каждой из заданного множества прокладок с осевым выступом;
(b) образования каждого осевого конца с пазом впритык к периферийной боковой поверхности осевого выступа;
(c) образования каждой разделительной пластины с осевым отверстием;
(d) образования каждой разделительной пластины с заданным множеством зубцов, расположенных вокруг периферийной кромки осевого отверстия и растяжения под заданным углом относительно поверхности каждой разделительной пластины, которая расположена бок о бок с одной из сжимаемых эластомерных прокладок;
(е) расположения разделительных пластин и заданного множества сжимаемых эластомерных прокладок для образования многозвенного сжимаемого пружинного узла;
(f) совмещения заданного множества зубцов с каждым из соответствующего осевого выступа и паза;
(g) приложения заданной осевой силы к одному концу многозвенного сжимаемого пружинного узла;
(h) прокалывания посредством заданного множества зубцов и приложенной силы каждой из внешней поверхности осевого выступа и поверхности паза соответственно расположенной бок о бок сжимаемой эластомерной прокладки;
(i) проникновения посредством заданного множества зубцов и приложенной силы на заданное расстояние в соответственно расположенную бок о бок сжимаемую эластомерную прокладку;
(j) механического сцепления посредством проникновения зубцов заданного множества сжимаемых эластомерных прокладок с пластинами; и
(k) снятия осевой силы с многозвенного сжимаемого пружинного узла.
Следовательно, одной из главных целей настоящего изобретения является разработка способа изготовления сжимаемой эластомерной пружины, включающей в себя эластомерную прокладку, расположенную между парой пластин.
Другой целью настоящего изобретения является разработка изготовления сжимаемого эластомерного пружинного пакета из эластомерных прокладок, разделенных посредством пластин, который улучшает механическое сцепление металлических пластин со сжимаемой эластомерной прокладкой.
Еще одной целью настоящего изобретения является разработка изготовления сжимаемого эластомерного пружинного пакета из эластомерных прокладок, разделенных посредством пластин, который улучшает осевую прямолинейность пакета во время использования.
Дополнительной целью настоящего изобретения является разработка изготовления сжимаемого эластомерного пружинного пакета из эластомерных прокладок, разделенных посредством пластин, который улучшает стабильность пакета в боковом направлении во время использования.
Еще одной дополнительной целью настоящего изобретения является разработка изготовления сжимаемого эластомерного пружинного пакета из эластомерных прокладок, разделенных посредством пластин, который не требует использования центрального стержня или осевого направления во время использования.
Дополнительной целью настоящего изобретения является разработка изготовления сжимаемого эластомерного пружинного пакета из эластомерных прокладок, разделенных посредством пластин, который позволяет пружине поглощать и смягчать толчковые и тяговые динамические ударные силы, возникающие во время формирования состава и работы железнодорожного транспортного средства.
Другой целью настоящего изобретения является разработка способа предварительного укорочения сжимаемого эластомерного пружинного пакета из эластомерных прокладок, разделенных посредством пластин, перед установкой пружины в обычный тяговый хомут железнодорожного транспортного средства.
В дополнение к нескольким целям и преимуществам настоящего изобретения, которые были описаны выше с некоторой подробностью, различные другие цели и преимущества изобретения станут легко понятны специалистам в соответствующей области техники, особенно когда такое описание используется совместно с прилагаемыми чертежами и с прилагаемой формулой изобретения.
Далее изобретение будет описано более подробно со ссылкой на прилагаемые чертежи, на которых:
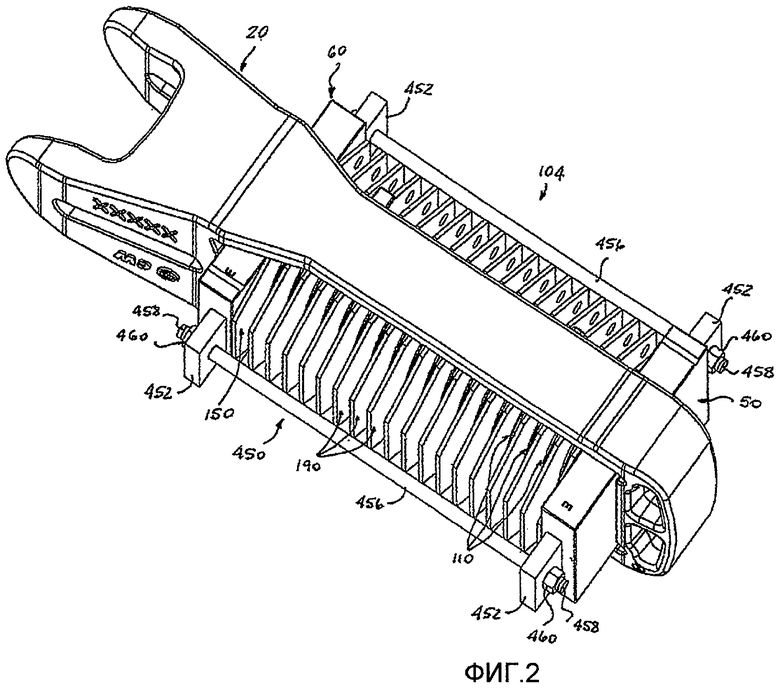
Фиг.1 - вид в изометрии сжимаемой эластомерной пружины согласно настоящему изобретению, а именно иллюстрация способа предварительного укорочения пружины перед ее установкой в тяговый хомут железнодорожного транспортного средства; и
Фиг.2 - вид в изометрии сжимаемой эластомерной пружины с фиг.1, а именно иллюстрация пружины, установленной в тяговый хомут в предварительно укороченном состоянии.
Перед продолжением более подробного описания настоящего изобретения следует заметить, что в целях ясности и понятности одинаковые компоненты, которые имеют одинаковые функции, были обозначены одинаковыми ссылочными позициями на нескольких видах, изображенных на чертежах.
Следует понимать, что определение железнодорожного транспортного средства не ограничивается пассажирским железнодорожным вагоном, грузовым железнодорожным вагоном, локомотивом и подобным железнодорожным транспортным средством.
В настоящем изобретении разработаны несколько способов изготовления сжимаемой эластомерной пружины. Обычные способы изготовления сжимаемой эластомерной пружины описаны в патентах США №№4198037 и 5351844, содержание которых включено в настоящий документ посредством ссылки.
Согласно одному варианту осуществления настоящего изобретения, способ включает в себя этап обеспечения, по меньшей мере, одной сжимаемой эластомерной прокладки, в целом обозначенной ссылочной позицией 110, определяющей центральную ось и имеющей пару осевых концов. Каждый из пары осевых концов имеет каждую из по существу плоских поверхностей, расположенных перпендикулярно центральной оси, и центральный выпуклый выступ, образованный на ней. Далее, способ включает в себя этап обеспечения пары элементов, ограждающих или заключающих между собой сжимаемую эластомерную прокладку 110. Предпочтительно, каждый из пары элементов представляет собой пластинчатый элемент, в целом обозначенный ссылочной позицией 150, имеющий, по меньшей мере, одну, по существу, плоскую поверхность, отверстие, предусмотренное в его, по меньшей мере, одной плоской поверхности, и заданное множество зубцов, расположенных вокруг периферийной кромки отверстия и проходящих под заданным углом относительно, по меньшей мере, одной по существу плоской поверхности каждого пластинчатого элемента 150.
Далее, сжимаемая эластомерная прокладка 110 располагается между парой пластинчатых элементов 150, с последующим совмещением заданного множества зубцов каждого пластинчатого элемента 150 с соответствующим центральным выступом сжимаемой эластомерной прокладки 110. После того как сжимаемая эластомерная прокладка 110 и пластинчатые элементы 150 совмещены в осевом направлении, может быть образована сжимаемая эластомерная пружина.
Для образования сжимаемой эластомерной пружины согласно настоящему изобретению, заданная сила прилагается в осевом направлении к открытой поверхности одного из пары пластинчатых элементов 150. Когда осевая сила приложена, каждый из заданного множества зубцов прокалывает внешнюю поверхность центрального выступа и проникает на заданное расстояние, по меньшей мере, в центральный выступ, обеспечивая сцепление силами трения между зубцами и центральным выступом и устанавливая механическое сцепление между сжимаемой эластомерной прокладкой 110 и расположенным впритык пластинчатым элементом 150. Приложенная осевая сила снимается, когда такое сцепление достигнуто.
Было обнаружено, что для достижения описанного выше механического сцепления сжимаемая эластомерная прокладка 110 должна быть снова предварительно сжата до высоты, которая, в целом, равна высоте такой сжимаемой эластомерной прокладки 110 в сжатом состоянии. Также было обнаружено, что величина осевой силы, требуемой для предварительного сжатия сжимаемой эластомерной прокладки 110 и достижения механического сцепления с расположенными впритык пластинчатыми элементами 150, находится в диапазоне между примерно 700000 фунтов и примерно 800000 фунтов. Предпочтительно, во время процесса образования приложенная осевая сила и конструкция зубцов позволяют каждому осевому выступу проходить в осевом направлении в отверстие, предусмотренное в соответствующем пластинчатом элементе 150.
Способ также включает в себя этапы образования паза в каждой, по существу, плоской поверхности сжимаемой эластомерной прокладки 110 в сцеплении впритык с периферийной боковой поверхностью центрального выступа, совмещения зубцов с пазом, прокалывания поверхности паза и проникновения в сжимаемую эластомерную прокладку 110. Для того чтобы позволить зубцам прокалывать как центральный выступ, так и паз, диаметр центрального выступа выполнен с размером, основанным на толщине зубцов, с тем результатом, что, когда каждый зубец прокалывает внешнюю поверхность центрального выступа, часть зубца становится открытой для прокалывания поверхности паза. Способ дополнительно включает в себя этап размерной обработки ширины паза с целью совмещения внешней периферийной кромки паза с внешней поверхностью зубцов.
Способ также включает в себя альтернативные этапы образования множества отверстий в сцеплении впритык с периферийной боковой поверхностью центрального выступа, совмещения зубцов с отверстиями и расположения каждого зубца внутри соответствующего отверстия во время приложения осевой образующей силы.
Способ включает в себя дополнительные этапы расположения заданного множества выступов на, по существу, плоской поверхности каждого из пары пластинчатых элементов 150, образования отверстия сквозь каждый из заданного множества выступов и каждый пластинчатый элемент 150 и обеспечения возможности материалу сжимаемой эластомерной прокладки 110 течь в каждое отверстие во время процесса холодной формовки сжимаемой эластомерной пружины.
Несмотря на то, что упомянутый выше способ был описан как ограждение сжимаемой эластомерной прокладки 110 между парой пластинчатых элементов 150, в настоящем изобретении предполагается, что, по меньшей мере, один из таких пластинчатых элементов 150 может быть заменен на блок 50, 60 плиты или на центральную пластину.
Согласно другому варианту осуществления изобретения разработан способ изготовления многозвенного сжимаемого пружинного узла. Многозвенный сжимаемый пружинный узел включает в себя заданное множество расположенных в осевом направлении сжимаемых эластомерных прокладок 110, первую концевую пластину 150 на одном конце узла, вторую концевую пластину 150 на противоположном конце узла и разделительную пластину 190 между каждой парой смежных сжимаемых эластомерных прокладок 110. Заметным отличием образования многозвенного сжимаемого пружинного узла по сравнению с образованием сжимаемой эластомерной пружины является то, что множество зубцов образуют на каждой поверхности пластин 190, которые расположены бок о бок с одной из сжимаемых эластомерных прокладок 110.
Было обнаружено, что изготовление многозвенного сжимаемого пружинного узла согласно описанному выше способу, включающему в себя этапы обеспечения зубцов, образованных на пластинах 150, 190, соответственно, предоставления выступа и паза, образованных на сжимаемой эластомерной прокладке 110, а также изготовления сжимаемой эластомерной прокладки 110 из заданного сополиэфирного полимера, имеющего модифицированную молекулярную структуру, и предоставления сжимаемой эластомерной прокладки 110 с заданным коэффициентом формы, обеспечивает, по меньшей мере, либо осевую прямолинейность, либо стабильность в боковом направлении, позволяя такому многозвенному сжимаемому пружинному узлу многократно смягчать и поглощать осевые динамические ударные нагрузки, превышающие 7500 фунтов на квадратный дюйм, и, более того, в диапазоне между примерно 9500 фунтов на квадратный дюйм и примерно 11000 фунтов на квадратный дюйм при отсутствии центрального стержня или периферийного направления.
Согласно настоящему изобретению дополнительно разработан способ предварительного укорочения многозвенного сжимаемого пружинного узла перед его установкой в обычный тяговый хомут, в целом обозначенный ссылочной позицией 20. На фиг.1 изображен многозвенный сжимаемый пружинный узел, в целом обозначенный ссылочной позицией 104, который включает в себя заданное множество сжимаемых эластомерных прокладок 110 и пластин 150, 190, сцепленных друг с другом согласно описанным выше вариантам осуществления. Способ предварительного укорочения многозвенного сжимаемого пружинного узла 110 также включает в себя этап выполнения каждого блока 50 задней плиты и блока 60 передней плиты автосцепки со средством, в целом обозначенным ссылочной позицией 450, для фиксирования собранной многозвенной сжимаемой пружины 104 с заданной высотой. В являющемся в данном случае предпочтительным варианте изобретения такое средство 450 включает в себя фланец 452, жестко соединенный или выполненный за единое целое с каждой боковой кромкой каждого блока 50, 60 плиты и имеющий отверстие 454, образованное сквозь него. Фланцы 452 расположены на соответствующем блоке 50, 60 плиты с совмещением противоположных отверстий 454 в одинаковой плоскости, которая изображена как вертикальная плоскость на фиг.1-2, когда многозвенный сжимаемый пружинный узел 104 установлен в тяговом хомуте 20. Каждый блок 50, 60 плиты быстро располагается у соответствующего конца многозвенного сжимаемого пружинного узла 104 перед приложением осевой образующей силы. Таким образом, во время образования сжимаемые эластомерные прокладки 110, пластины 150, 190 и блоки 50 и 60 плиты предварительно сжимаются вместе. Затем приложенная осевая сила частично снимается, позволяя многозвенному сжимаемому пружинному узлу 104 вернуться к предварительно укороченной высоте, которая меньше, чем нормальная расширенная высота многозвенного сжимаемого пружинного узла 104, и что позволяет установку многозвенного сжимаемого пружинного узла 104 с блоками 50, 60 плиты в тяговый хомут 20 обычным образом. Далее, пара стержней 456, имеющих резьбовые концы 458, вставляется сквозь совмещенные отверстия 454. Крепежи, такие как обычные резьбовые гайки 460, быстро накручиваются на каждый резьбовой конец 458, таким образом фиксируя многозвенный сжимаемый пружинный узел 104 с заданной предварительно укороченной высотой. Когда заданная предварительно укороченная высота многозвенного сжимаемого пружинного узла 104 зафиксирована, приложенная осевая образующая сила снимается полностью. После того как многозвенный сжимаемый пружинный узел 104 установлен в тяговом хомуте 20, как наилучшим образом изображено на фиг.2, гайки 460 откручиваются, предпочтительно, постепенно у каждой стороны многозвенного сжимаемого пружинного узла 104, с каждого резьбового конца 458, стержни 456 вынимаются, и обеспечивается возможность расширения многозвенного сжимаемого пружинного узла 104 до его нормальной рабочей высоты и сохранения в обычном предварительно нагруженном состоянии, в целом определенном силой предварительной нагрузки, находящейся в диапазоне от примерно 20000 фунтов до примерно 50000 фунтов. Следует понимать, что предварительно нагруженное состояние будет применено к различным вариантам осуществления сжимаемых эластомерных пружин.
Таким образом, настоящее изобретение было описано настолько полно, ясно, лаконично и точно, чтобы позволить любому специалисту в данной области техники сделать и использовать то же самое. Следует понимать, что изменения, модификации, эквиваленты и замены компонентов конкретно описанных вариантов осуществления изобретения могут быть сделаны специалистами в данной области техники, не выходя за рамки сущности и объема изобретения, определяемых прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СЖИМАЕМАЯ ЭЛАСТОМЕРНАЯ ПРУЖИНА (ВАРИАНТЫ) | 2008 |
|
RU2491197C2 |
| СЖИМАЕМАЯ ЭЛАСТОМЕРНАЯ ПРУЖИНА (ВАРИАНТЫ) | 2012 |
|
RU2622433C2 |
| СЖИМАЕМАЯ УПРУГАЯ ПРУЖИНА | 2016 |
|
RU2630366C1 |
| УЗЕЛ ПОГЛОЩАЮЩЕГО АППАРАТА ДЛЯ ЖЕЛЕЗНОДОРОЖНЫХ ТРАНСПОРТНЫХ СРЕДСТВ (ВАРИАНТЫ) | 2008 |
|
RU2470812C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ПРОКЛАДКИ ДЛЯ СЖИМАЕМОЙ ЭЛАСТОМЕРНОЙ ПРУЖИНЫ | 2008 |
|
RU2467874C2 |
| СЖИМАЕМАЯ УПРУГАЯ ЭЛАСТОМЕРНАЯ ПРОКЛАДКА (ВАРИАНТЫ) | 2008 |
|
RU2490527C2 |
| УЗЕЛ ПОГЛОЩАЮЩЕГО АППАРАТА, СОДЕРЖАЩИЙ КОРПУС, СЖИМАЕМЫЙ ЭЛАСТОМЕРНЫЙ ПРУЖИННЫЙ ЭЛЕМЕНТ И ФРИКЦИОННЫЙ ДЕМПФИРУЮЩИЙ МЕХАНИЗМ | 2008 |
|
RU2489289C2 |
| УЗЕЛ ПОГЛОЩАЮЩЕГО АППАРАТА ДЛЯ ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА (ВАРИАНТЫ), КОРПУС ДЛЯ УЗЛА ПОГЛОЩАЮЩЕГО АППАРАТА И СПОСОБ СБОРКИ УЗЛА ПОГЛОЩАЮЩЕГО АППАРАТА (ВАРИАНТЫ) | 2012 |
|
RU2593732C2 |
| Сжимаемый упругий элемент | 2016 |
|
RU2651789C2 |
| ЭЛАСТОМЕРНАЯ ПРУЖИНА ДЛЯ ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА | 2009 |
|
RU2510702C2 |
Изобретения относятся к машиностроению. Способ изготовления пружины включает расположение одной сжимаемой эластомерной прокладки с центральным выступом между парой металлических пластин с центральным отверстием и множеством зубцов вокруг его кромки, а также совмещение зубцов с соответствующим центральным выступом. Способ изготовления пружинного узла предусматривает изготовление многозвенного пакета прокладок, разделенных пластинами, приложение осевой силы к пружинному узлу, прокалывание зубцами прокладки, проникновение зубцов на заданное расстояние в прокладку и механическое сцепление прокладки с пластинами, а затем снятие осевой нагрузки с пружинного узла. В способе обеспечения осевой прямолинейности во время многократного смягчения осевых динамических ударных нагрузок, превышающих 7500 фунтов на квадратный дюйм, применяется множество сжимаемых эластомерных прокладок из сополиэфирного полимера, имеющих паз впритык к осевому выступу. Достигается улучшение осевой прямолинейности и стабильности в боковом направлении многозвенного сжимаемого пружинного узла. 3 н. и 6 з.п. ф-лы, 2 ил.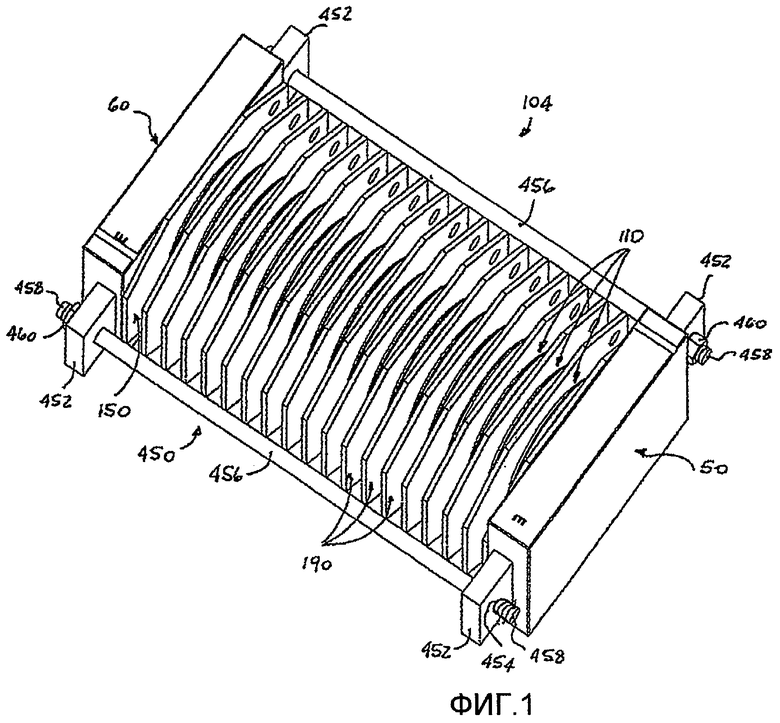
1. Способ изготовления сжимаемой эластомерной пружины, включающий этапы:
(a) обеспечения, по меньшей мере, одной сжимаемой эластомерной прокладки, определяющей центральную ось и имеющей пару осевых концов, причем каждый из пары осевых концов имеет по существу плоскую поверхность, расположенную перпендикулярно центральной оси, и центральный выпуклый выступ, образованный на ней;
(b) обеспечения пары пластинчатых элементов, каждый из которых имеет, по меньшей мере, одну по существу плоскую поверхность, либо отверстие, либо углубление, предусмотренные в его, по меньшей мере, одной по существу плоской поверхности, и заданное множество зубцов, расположенных вокруг периферийной кромки, либо отверстия, либо углубления и проходящих под заданным углом относительно, по меньшей мере, одной по существу плоской поверхности каждого пластинчатого элемента;
(c) расположения, по меньшей мере, одной прокладки между парой пластинчатых элементов;
(d) совмещения в осевом направлении заданного множества зубцов каждого пластинчатого элемента с соответствующим центральным выступом; и
(e) образования сжимаемой эластомерной пружины.
2. Способ по п.1, при котором этап (е) включает этапы приложения заданной силы в осевом направлении к открытой поверхности одного из пары элементов, прокалывания посредством каждого из заданного множества зубцов и приложенной осевой силы внешней поверхности центрального выступа, проникновения посредством каждого из заданного множества зубцов и приложенной осевой силы на заданное расстояние, по меньшей мере, в центральный выступ и снятия приложенной осевой силы.
3. Способ по п.2, при котором этап (е) включает дополнительный этап предварительного сжатия в осевом направлении, по меньшей мере, одной прокладки до заданной высоты.
4. Способ по п.2, при котором этап (е) включает дополнительный этап растяжения в осевом направлении центрального выступа в либо отверстие, либо углубление.
5. Способ по п.2, при котором этап (а) включает этап образования паза в каждой по существу плоской поверхности, по меньшей мере, одной сжимаемой эластомерной прокладки в сцеплении впритык с периферийной боковой поверхностью центрального выступа.
6. Способ по п.1, включающий в себя дополнительные этапы расположения заданного множества выступов на по существу плоской поверхности каждой из пары пластинчатых элементов и образования отверстия с помощью каждого из заданного множества выступов и каждого из пластинчатых элементов.
7. Способ изготовления многозвенного сжимаемого пружинного узла, включающего в себя заданное множество расположенных в осевом направлении сжимаемых эластомерных прокладок, первую концевую пластину на одном конце узла, вторую концевую пластину на противоположном конце узла и разделительную пластину между каждой парой смежных сжимаемых эластомерных прокладок, причем способ включает этапы:
(а) образования каждой из пластин с осевым отверстием;
(b) образования заданного множества зубцов вокруг периферийной кромки осевого отверстия;
(c) растяжения заданного множества зубцов под заданным углом относительно поверхности пластин, которые расположены бок о бок с одной из заданного множества сжимаемых эластомерных прокладок;
(d) расположения пластин и заданного множества сжимаемых эластомерных прокладок для образования многозвенного сжимаемого пружинного узла;
(e) приложения заданной осевой силы к многозвенному сжимаемому пружинному узлу;
(f) прокалывания посредством заданного множества зубцов и приложенной силы осевого конца соответственно расположенной бок о бок сжимаемой эластомерной прокладки;
(g) проникновения посредством заданного множества зубцов и приложенной силы на заданное расстояние в соответственно расположенную бок о бок сжимаемую эластомерную прокладку;
(h) механического сцепления посредством проникновения зубцов заданного множества сжимаемых эластомерных прокладок с пластинами; и
(i) снятия осевой силы с многозвенного сжимаемого пружинного узла.
8. Способ по п.7, включающий дополнительный этап предварительного укорочения многозвенного сжимаемого пружинного узла перед снятием осевой силы на этапе (i).
9. Способ обеспечения, по меньшей мере, либо осевой прямолинейности, либо стабильности в боковом направлении в многозвенном сжимаемом пружинном узле во время многократного смягчения осевых динамических ударных нагрузок, превышающих 7500 фунтов на квадратный дюйм, и при отсутствии центрального стержня или периферийной направляющей, причем пружинный узел включает в себя заданное множество расположенных в осевом направлении сжимаемых эластомерных прокладок, образованных из заданного сополиэфирного полимера, причем заданное множество расположенных в осевом направлении сжимаемых эластомерных прокладок имеет разделительную пластину между каждой парой смежных сжимаемых эластомерных прокладок, причем способ включает этапы:
(a) образования каждого осевого конца каждой из заданного множества прокладок с осевым выступом;
(b) образования каждого осевого конца с пазом впритык к периферийной боковой поверхности осевого выступа;
(c) образования каждой разделительной пластины с осевым отверстием;
(d) образования каждой разделительной пластины с заданным множеством зубцов, расположенных вокруг периферийной кромки осевого отверстия, и растяжения под заданным углом относительно поверхности каждой разделительной пластины, которая расположена бок о бок с одной из сжимаемых эластомерных прокладок;
(e) расположения разделительных пластин и заданного множества сжимаемых эластомерных прокладок для образования многозвенного сжимаемого пружинного узла;
(f) совмещения заданного множества зубцов с каждым из соответствующего осевого выступа и паза;
(g) приложения заданной осевой силы к одному концу многозвенного сжимаемого пружинного узла;
(h) прокалывания посредством заданного множества зубцов и приложенной силы каждой из внешней поверхности осевого выступа и поверхности паза соответственно расположенной бок о бок сжимаемой эластомерной прокладки;
(i) проникновения посредством заданного множества зубцов и приложенной силы на заданное расстояние в соответственно расположенную бок о бок сжимаемую эластомерную прокладку;
(j) механического сцепления посредством проникновения зубцов заданного множества сжимаемых эластомерных прокладок с пластинами; и
(k) снятия осевой силы с многозвенного сжимаемого пружинного узла.
| US 4198037 А, 15.04.1980 | |||
| US 5351844 А, 04.10.1994 | |||
| Виброизолятор | 1989 |
|
SU1709141A1 |

