Область техники
Настоящее изобретение, в целом, относится к сжимаемым эластомерным пружинам, и, в частности, это изобретение относится к сжимаемой эластомерной прокладке, используемой в сжимаемой эластомерной пружине для поглощения энергии, и, еще более конкретно, настоящее изобретение относится к способу изготовления такой эластомерной прокладки.
Уровень техники
Сополиэфирные полимеры широко использовались в эластомерных пружинах, или прокладках, установленных между парой металлических пластин, для поглощения энергии. Один такой полимер изготавливается E.I. DuPont de Nemours & Co, Wilmington, Delaware под торговой маркой HYTREL. Как хорошо известно, распространенный способ изготовления пружины вначале содержит этап обработки такого полимера для получения того, что обычно называют блоком или заготовкой, представляющей собой по существу твердое тело, и, затем, этап предварительного сжатия блока или заготовки в по существу дисковую пружину или прокладку под действием осевых сил, приложенных к ней, на величину, превышающую на тридцать процентов ее начальную осевую высоту. После осевого предварительного сжатия сила снимается, пружина обретает ее нормальную рабочую высоту (толщину), которая меньше, чем начальная высота заготовки, но больше, чем высота предварительного сжатия. Высота предварительного сжатия также обычно называется "высотой в сжатом состоянии". В патенте США №4198037 проиллюстрирован один тип такого способа, в котором заготовка отливается в форме цилиндрического блока, имеющего центральный выступ, образованный на одном осевом конце, и центральное гнездо, образованное на противоположном конце. В частности, патентообладатель патента США №4198037 озабочен работоспособностью такого сополиэфирного материала в сжатом режиме и обнаруживает, что оптимальная степень предварительного сжатия начального блока или заготовки составляет, приблизительно, пятьдесят процентов. Затем пружина располагается между парой металлических пластин и предварительно сжимается снова для сцепления гнезда и выступа с соответствующими элементами, предусмотренными в металлических пластинах для образования окончательной пружины, обладающей возможностью поглощения энергии. В патенте США №5351844 описана заготовка, которая отлита из эластомера с выпуклым выступом на каждом осевом конце.
Тем не менее, поскольку существует непрекращающаяся потребность в увеличении энергии, которая может быть поглощена пружиной, особенно, когда пружина используется на железнодорожном транспортном средстве, существует потребность в дополнительных улучшениях способа изготовления сжимаемых эластомерных пружин.
Краткое описание изобретения
Согласно настоящему изобретению создан способ изготовления сжимаемой эластомерной прокладки из заданного полимерного материала. Способ включает в себя этап обеспечения заготовки, включающей в себя по существу твердое тело, имеющее заданную форму поперечного сечения, расположенное перпендикулярно центральной оси заготовки, и пару осевых концов, причем каждый из пары осевых концов имеет как по существу плоскую поверхность, расположенную перпендикулярно к центральной оси, так и центральное гнездо, образованное в, по меньшей мере, одной по существу плоской поверхности. Далее, обеспечивают пару формовочных пластин, причем, по меньшей мере, одна из пары формовочных пластин имеет средство смещения материала, по меньшей мере, либо образованное как единое целое, либо прикрепленное к одной ее поверхности. Далее осуществляют расположение заготовки между парой формовочных пластин и выполняют совмещение в осевом направлении каждого средства смещения материала с соответствующим центральным гнездом. Затем выполняется формовка прокладки. Наконец, осуществляют извлечение прокладки из сцепления с парой формовочных пластин.
Цели изобретения
Следовательно, одной из главных целей настоящего изобретения является разработка способа изготовления сжимаемой эластомерной прокладки из сополиэфирного полимерного материала, которая может быть использована в сжимаемой эластомерной пружине.
Другой целью настоящего изобретения является разработка способа изготовления сжимаемой эластомерной прокладки для буферного устройства железнодорожного транспортного средства, которая может поглощать более высокую энергию, чем прокладки, используемые в настоящее время.
Еще одной целью настоящего изобретения является разработка способа изготовления сжимаемой эластомерной прокладки, которая обеспечивает легкость прикрепления к металлическим пластинам.
Дополнительной целью настоящего изобретения является разработка способа изготовления сжимаемой эластомерной прокладки, которая плавно распределяет нагрузки по всей поверхности осевого конца такой прокладки.
Дополнительной целью настоящего изобретения является разработка способа изготовления сжимаемой эластомерной прокладки посредством процесса холодной формовки.
В дополнение к нескольким целям и преимуществам настоящего изобретения, которые были описаны выше с некоторой подробностью, различные другие цели и преимущества изобретения станут легко понятны специалистам в соответствующей области техники, особенно, когда такое описание используется совместно с
прилагаемыми чертежами и с прилагаемой формулой изобретения.
Краткое описание чертежей
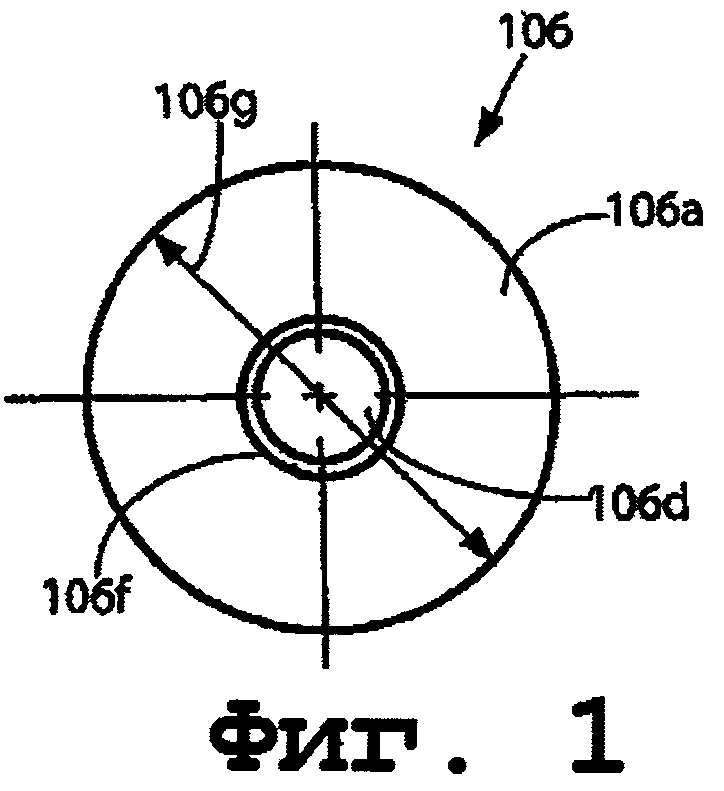
Фиг.1 - вид в плане заготовки, сконструированной согласно предпочтительному варианту осуществления изобретения;
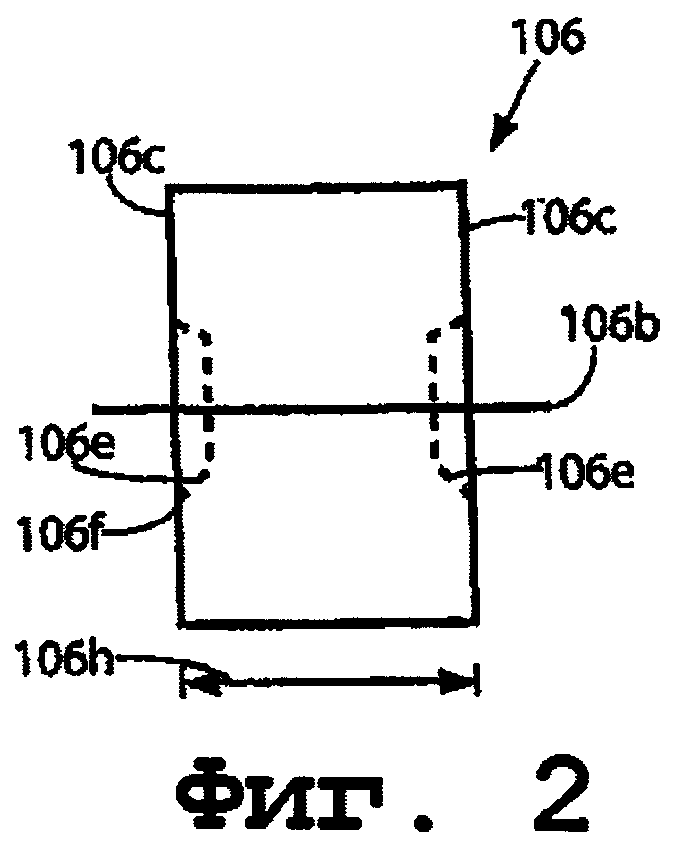
фиг.2 - вид сбоку в вертикальной проекции заготовки с фиг.1;
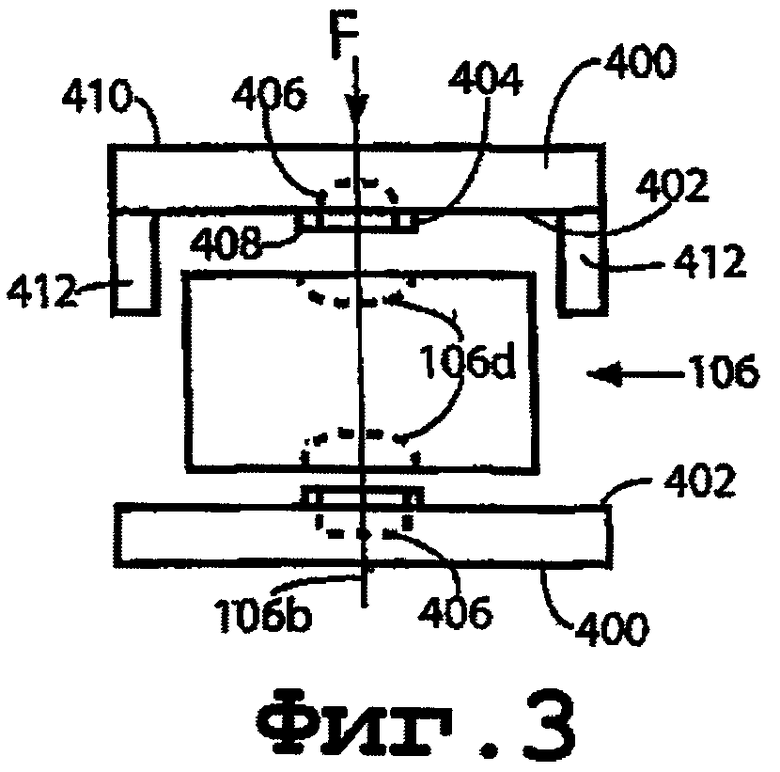
фиг.3 - вид в вертикальной проекции заготовки с фиг.1 и формовочных пластин, выполненный для иллюстрирования производственного этапа предварительного сжатия заготовки, изображенной на фиг.1;
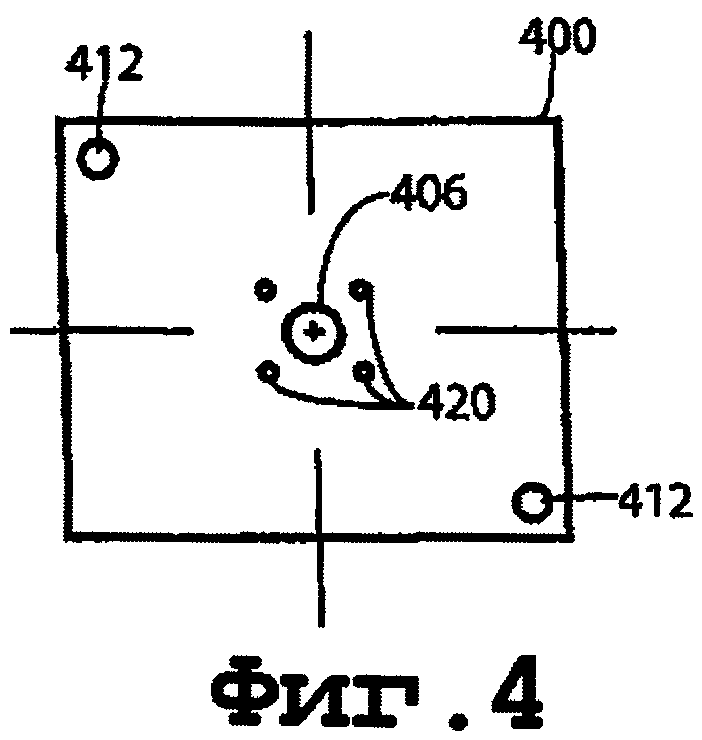
фиг.4 - вид в плане формовочной пластины, сконструированной согласно другому варианту осуществления настоящего изобретения;
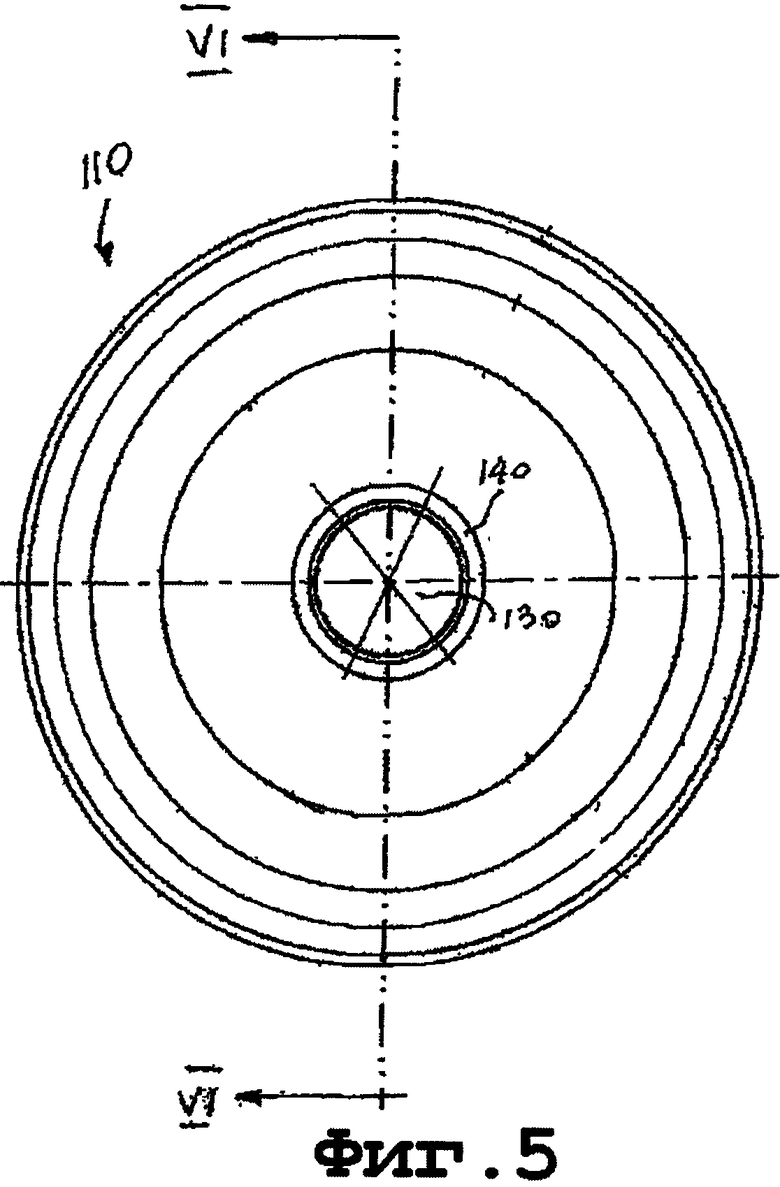
фиг.5 - вид в плане сжимаемой эластомерной прокладки, полученной на этапе производства, проиллюстрированном на фиг.3;
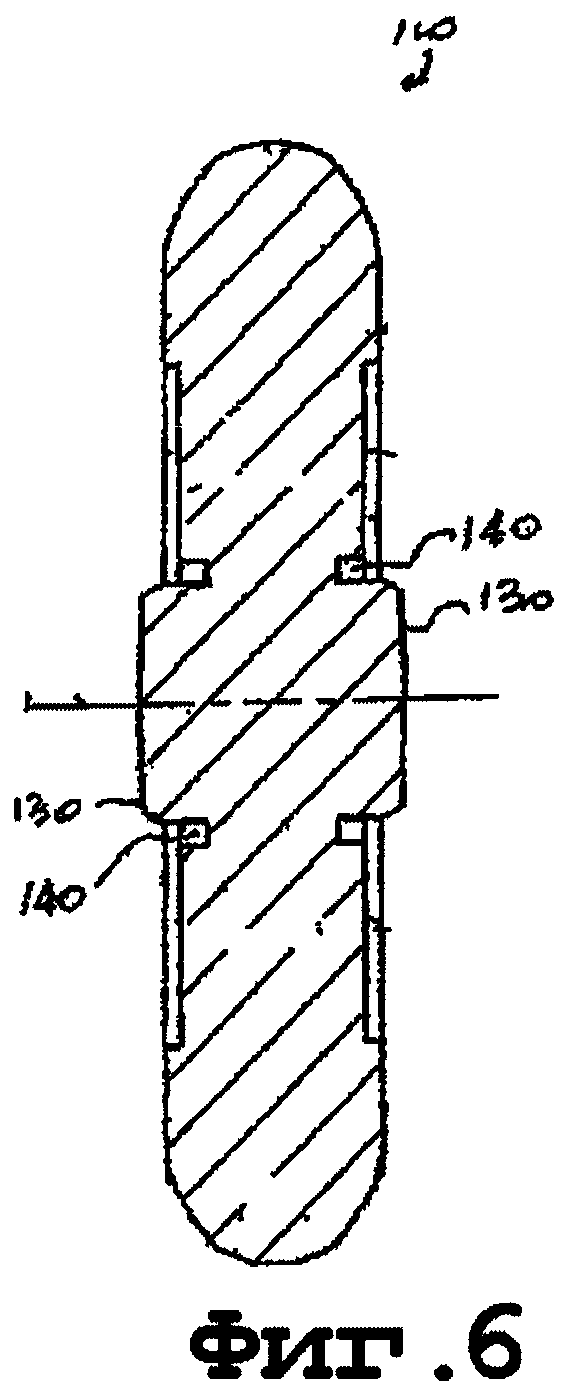
фиг.6 - вид в поперечном сечении сжимаемой эластомерной прокладки с фиг.5; и
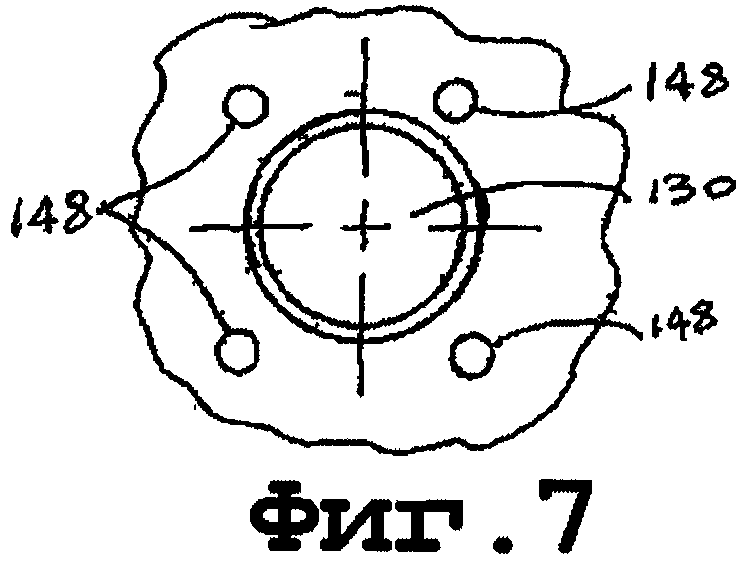
фиг.7 - частичный вид сжимаемой эластомерной прокладки, полученной на этапе производства, проиллюстрированном на фиг.4.
Краткое описание различных вариантов осуществления изобретения
Перед продолжением более подробного описания настоящего изобретения следует отметить, что ради ясности и понятности одинаковые компоненты, которые имеют одинаковые функции, были обозначены одинаковыми ссылочными позициями везде на нескольких видах, изображенных на чертежах.
Согласно настоящему изобретению разработан способ изготовления сжимаемой эластомерной прокладки, в целом обозначенной ссылочной позицией 110 на фиг.5. Различные конструкции прокладки 110 подробно описаны в совместно находящейся на рассмотрении заявке на патент США №12/150,928, озаглавленной "Эластомерная прокладка для сжимаемой эластомерной пружины". Предпочтительная конструкция прокладки 110 изображена на фиг.7-8 этой совместно находящейся на рассмотрении заявки на патент США №12/150,928.
Способ начинается с этапа обеспечения заготовки, в целом обозначенной ссылочной позицией 106, как изображено на фиг.1-2. Заготовка 106 имеет по существу твердое тело 106а, имеющее заданную форму поперечного сечения, расположенную перпендикулярно центральной оси 106b заготовки, и пару осевых концов 106с. Каждый из пары осевых концов 106с имеет по существу плоскую поверхность, расположенную перпендикулярно центральной оси 106b. Способ включает в себя этап выбора материала, такого как, по меньшей мере, либо сополиэфирный полимерный, либо сополиамидный материал, и литья или литья под давлением заготовки 106 из такого материала. В настоящее время предпочтительно отливать заготовку 106 из сополиэфирного эластомера. Таким сополиэфирным эластомером предпочтительно является тип, изготавливаемый E.I.DuPont de Nemours & Co., Wilmington, Delaware под общей торговой маркой HYTREL и, более конкретно, под маркой Hytrel 5556. Такой свежий материал Hytrel 5556 отличается пределом прочности на разрыв, равным, приблизительно, 5800 фунтов на квадратный дюйм. Свежий материал Hytrel 5556 модифицируется во время процесса экструзии для улучшения его стабильности.
В предпочтительном варианте осуществления изобретения для изготовления прокладки 110, изображенной на фиг.5-7, имеющей выступы 130 и пазы 140, заготовка 106 предусмотрена с центральным гнездом 106d, которое образовано в каждом из пары осевых концов 106с. Способ также включает в себя этап обработки на конус периферийной поверхности 106е гнезда 106d вовнутрь под определенным углом относительно центральной оси 106b для улучшения концентричности итогового выступа 130 прокладки 110. Способ включает в себя дополнительный этап образования тела 106а с круглым поперечным сечением, расположенным перпендикулярно оси 106b для равного распределения поперечных механических напряжений формовки.
Затем способ включает в себя этап обеспечения пары формовочных пластин, причем, по меньшей мере, одна из пары формовочных пластин 400 имеет средство смещения материала, по меньшей мере, либо образованное как единое целое, либо прикрепленное к одной своей поверхности 402. Опять-таки, для изготовления прокладки 110, изображенной на фиг.5-7, средство смещения материала предусмотрено в форме выпуклого кольца 404 и полости 406, совмещенной в осевом направлении с выпуклым кольцом 404. Выпуклое кольцо 404 и полость 406 выполнены с таким размером, что объем итогового выступа 130, по существу, равен объему итогового паза 140 прокладки 110. Было обнаружено, что эта конструкция является преимущественной для образования выступа 130 способом нейтрального смещения посредством выравнивания давления формовки по всей поверхности осевого конца 106с. Перед использованием выпуклого кольца 404 и полости 406 было обнаружено, что центральный выступ 130 подвергался более сильным нагрузкам формовки, чем периферийные части прокладки 110.
Далее, способ включает в себя этап расположения заготовки 106 между парой формовочных пластин 400 посредством противоположного расположения каждого из пары осевых концов 106с около первой поверхности 402 соответствующей одной из пары формовочных пластин 400.
Способ также включает в себя этап совмещения в осевом направлении каждого выпуклого кольца 404 с соответствующим центральным гнездом 106d и, более конкретно, совмещения внешней периферийной кромки 408 выпуклого кольца 404с периферийной кромкой 106f соответствующего гнезда 106d.
После осевого совмещения заготовки 106 и пластин 400 способ включает в себя этап холодной формовки прокладки 110 до заданной ориентации молекулярных цепей модифицированного сополиэфирного полимера. Этап холодной формовки включает в себя этап приложения обычным способом заданной силы F вдоль оси 106b ко второй противоположной поверхности 410 одной из пары формовочных пластин 400. Такая сила предварительно сжимает заготовку 106, по меньшей мере, как до заданной высоты в сжатом состоянии, так и до заданного коэффициента формы. После предварительного сжатия прокладки 110 приложенная сила снимается.
Высота в сжатом состоянии и коэффициент формы-прокладки 110 определяются, основываясь на требованиях поглощения энергии и пространственных ограничениях конкретного применения. Далее, будет описана прокладка 110, используемая в узле поглощающего аппарата железнодорожного транспортного средства для поглощения толчковых и тяговых ударных сил и, более конкретно, в узле поглощающего аппарата, раскрытого в совместно находящейся на рассмотрении заявке на патент США №12/150,777. Такой узел поглощающего аппарата установлен в стандартное углубление поглощающего аппарата Американской ассоциации железных дорог (AAR), составляющее приблизительно 9,0 дюймов в высоту, и ограничен разрешенным в настоящее время AAR перемещением составляющим приблизительно 3,25 дюймов во время смягчения толчковых динамических ударных сил. Для улучшения способности поглощения энергии узла 70 поглощающего аппарата, в то же время, отвечая требованиям AAR, заготовка 106 имеет диаметр 106g, равный приблизительно 4,9 дюйма, и несжатую высоту 106h, равную приблизительно 2,45 дюйма. Степень предварительного сжатия, на которую предварительно сжимается заготовка 106 и при которой молекулярные цепи модифицированного сополиэфирного материала ориентируются, превышает пятьдесят процентов. Оптимальная степень предварительного сжатия превышает приблизительно семьдесят процентов, и была обнаружена равной приблизительно семидесяти трем процентам. Ныне предпочтительный коэффициент формы прокладки 110 равен приблизительно 3,33. С таким коэффициентом формы и степенью предварительного сжатия диаметр прокладки 110 при ее высоте в сжатом состоянии равен приблизительно 8,9 дюйма, что отвечает разрешенной высоте углубления поглощающего аппарата. Также было обнаружено, что такое предварительное сжатие заготовки 106 требует приложения осевой силы F, находящейся в диапазоне от приблизительно 750000 фунтов до приблизительно 800000 фунтов.
Согласно другому варианту осуществления изобретения формовочные пластины 400 могут быть предусмотрены с множеством продолговатых штифтов 420, выполненных с возможностью образования углублений 148 прокладки 110, изображенной на фиг.3-4, а также с комбинацией штифтов 420 и полости 406 для образования комбинации выступа 130 и углублений 148.
Способ также включает в себя необязательный этап предоставления, по меньшей мере, одного упора 412 и сцепления противоположных концов упора с соответствующей одной из пары формовочных пластин 400 для контроля сжатия заготовки 106.
Наконец, способ включает в себя этап извлечения прокладки 110 из сцепления с парой формовочных пластин 400.
Таким образом, настоящее изобретение было описано настолько полно, ясно, лаконично и точно, чтобы позволить любому специалисту в данной области техники сделать и использовать то же самое. Следует понимать, что изменения, модификации, эквиваленты и замены компонентов конкретно описанных вариантов осуществления изобретения могут быть сделаны специалистами в данной области техники, не выходя за рамки сущности и объема изобретения, определенных в прилагаемой формуле изобретения.
Настоящее изобретение относится к сжимаемой эластомерной прокладке, используемой в сжимаемой эластомерной пружине для поглощения энергии, а именно к способу изготовления такой эластомерной прокладки. Техническим результатом заявленного изобретения является увеличение энергии поглащаемой заявленной прокладкой, повышение легкости прикрепления прокладки к металлическим пластинам и увеличение плавности распределения нагрузки по всей поверхности осевого конца прокладки. Технический результат достигается способом изготовления сжимаемой эластомерной прокладки из полимерного материала, который включает этап обеспечения заготовки, представляющей твердое тело, имеющее заданную форму поперечного сечения, и пару осевых концов. Причем каждый из осевых концов имеет плоскую поверхность, расположенную перпендикулярно центральной оси, и центральное гнездо, образованное в плоской поверхности. Далее обеспечивается пара формовочных пластин. Причем формовочная пластина имеет выпуклое кольцо, образованное как единое целое или прикрепленное к одной ее поверхности. Затем располагают заготовку между парой формовочных пластин и совмещают в осевом направлении выпуклое кольцо с соответствующим центральным гнездом. Формуют прокладку, имеющую осевые выступы, проходящие наружу из плоской поверхности заготовки, имеющей гнездо, выполненное в ней. Затем извлекают прокладку из сцепления с парой формовочных пластин. 3 н. и 15 з.п. ф-лы, 7 ил.
1. Способ изготовления сжимаемой эластомерной прокладки из заданного полимерного материала, отличающийся тем, что он включает этапы:
(a) обеспечения заготовки, включающей в себя, по существу, твердое тело, имеющее заданную форму поперечного сечения, расположенную перпендикулярно центральной оси заготовки, и пару осевых концов, причем каждый из пары осевых концов имеет, по существу, плоскую поверхность, расположенную перпендикулярно центральной оси, и центральное гнездо, выполненное в, по меньшей мере, одной, по существу, плоской поверхности;
(b) обеспечения пары формовочных пластин, причем, по меньшей мере, одна из пары формовочных пластин имеет выпуклое кольцо, образованное как единое целое или прикрепленное к одной ее поверхности;
(c) расположения заготовки между парой формовочных пластин;
(d) совмещения в осевом направлении выпуклого кольца с соответствующим центральным гнездом;
(e) формовки прокладки, имеющей осевые выступы, проходящие наружу из, по меньшей мере, одной, по существу, плоской поверхности заготовки, имеющей гнездо, выполненное в ней; и
(f) извлечения прокладки из сцепления с парой формовочных пластин.
2. Способ по п.1, отличающийся тем, что он включает дополнительный этап литья заготовки с круглым поперечным сечением, расположенным перпендикулярно упомянутой оси.
3. Способ по п.1, отличающийся тем, что он включает дополнительный этап обработки на конус периферийной поверхности гнезда внутрь под заданным углом относительно центральной оси заготовки.
4. Способ по п.1, отличающийся тем, что этап (b) включает в себя этап обеспечения каждой из пары формовочных пластин выпуклым кольцом и полостью, совмещенной в осевом направлении с выпуклым кольцом.
5. Способ по п.4, отличающийся тем, что этап (d) включает в себя этап совмещения внешней периферийной кромки выпуклого кольца с периферийной кромкой соответствующего гнезда.
6. Способ по п.1, отличающийся тем, что он включает этап выбора полимерного материала для литья.
7. Способ по п.6, отличающийся тем, что он включает этап выбора полимерного материала из сополиэфирного полимерного и/или сополиамидного материала.
8. Способ по п.7, отличающийся тем, что этап (е) включает в себя этапы приложения заданной силы в осевом направлении к свободной поверхности одной из пары формовочных пластин, осевого предварительного сжатия заготовки до заданной высоты в сжатом состоянии прокладки, осевого смещения материала заготовки в отверстие кольца и снятия приложенной силы.
9. Способ по п.8, отличающийся тем, что этап (е) включает в себя этап предварительного сжатия заготовки до заданной ориентации длинных молекулярных цепей сополиэфирного полимерного и/или сополиамидного материала.
10. Способ по п.8, отличающийся тем, что этап (е) включает в себя этап предварительного сжатия прокладки до коэффициента формы, равного приблизительно 3,33.
11. Способ по п.8, отличающийся тем, что этап (е) включает в себя этап приложения осевой силы, находящейся в диапазоне от, приблизительно, 750000 фунтов до, приблизительно, 800000 фунтов.
12. Способ по п.8, отличающийся тем, что этап (е) включает в себя дополнительные этапы обеспечения, по меньшей мере, одного упора и сцепления противоположных концов упора с соответствующей одной из пары формовочных пластин для контроля предварительного сжатия заготовки.
13. Способ по п.6, отличающийся тем, что в качестве полимерного материала выбирают сополиамидный материал.
14. Способ изготовления сжимаемой эластомерной прокладки из заданного полимерного материала, отличающийся тем, что он включает этапы:
(a) обеспечения заготовки, включающей в себя, по существу, твердое тело, имеющее заданную форму поперечного сечения, расположенную перпендикулярно центральной оси заготовки, и пару осевых концов, причем каждый из пары осевых концов имеет, по существу, плоскую поверхность, расположенную перпендикулярно центральной оси, и центральное гнездо, образованное в, по существу, плоской поверхности;
(b) обеспечения пары формовочных пластин, причем каждая из пары формовочных пластин имеет выпуклое кольцо, расположенное на и проходящее наружу от одной ее поверхности, и полость, образованную в одной поверхности с осевым выравниванием с выпуклым кольцом;
(c) расположения заготовки между парой формовочных пластин, так чтобы каждый из пары осевых концов располагался напротив поверхности соответствующей формовочной пластины;
(d) совмещения в осевом направлении каждого выпуклого кольца с соответствующим центральным гнездом;
(e) формовки прокладки, имеющей пару осевых выступов, каждый из которых проходит наружу из соответствующей поверхности заготовки, имеющей гнездо, выполненное в ней; и
(f) извлечения прокладки из сцепления с парой формовочных пластин.
15. Способ по п.14, отличающийся тем, что этап (е) включает в себя этап формирования пары кольцевых пазов, каждый из которых окружает соответствующий выпуклый кольцевой выступ.
16. Способ по п.15, отличающийся тем, что он включает этап, по существу, уравнивания объема выпуклого кольцевого выступа с объемом кольцевого паза.
17. Способ изготовления сжимаемой эластомерной прокладки из заданного полимерного материала, отличающийся тем, что он включает этапы:
(a) обеспечения заготовки, включающей в себя, по существу, твердое тело, имеющее заданную форму поперечного сечения, расположенную перпендикулярно центральной оси заготовки, и пару осевых концов, причем каждый из пары осевых концов имеет, по существу, плоскую поверхность, расположенную перпендикулярно центральной оси, и центральное гнездо, образованное в, по меньшей мере, одной, по существу, плоской поверхности;
(b) обеспечения пары формовочных пластин, причем, по меньшей мере, одна из пары формовочных пластин имеет выпуклое кольцо, выполненное за одно целое с или прикрепленное к одной ее поверхности, и полость, образованную в одной поверхности с осевым выравниванием с выпуклым кольцом;
(c) расположения заготовки между парой формовочных пластин, так чтобы каждый из пары осевых концов располагался напротив соответствующей одной из пары формовочных пластин;
(d) совмещения в осевом направлении выпуклого кольца с центральным гнездом;
(e) формовки прокладки, имеющей осевой выступ, проходящий наружу из поверхности заготовки, имеющей гнездо, выполненное в ней; и
(f) извлечения прокладки из сцепления с парой формовочных пластин.
18. Способ по п.17, отличающийся тем, что этап (b) включает в себя этапы обеспечения каждой из пары формовочных пластин заданным множеством штифтов, расположения заданного множества удлиненных штифтов в заданной конфигурации и с прохождением наружу из поверхности каждой формовочной пластины.
| US 5351844 А, 04.10.1994 | |||
| US 4198037 А, 15.04.1980 | |||
| Электроннозондовый регистратор | 1978 |
|
SU758577A1 |
| US 5335403 A, 09.08.1994 | |||
| Ударопоглащающее устройство автосцепки | 1977 |
|
SU751688A1 |
| ПОГЛОЩАЮЩИЙ АППАРАТ ДЛЯ АВТОСЦЕПКИ ЖЕСТКОГО ТИПА | 0 |
|
SU407775A1 |
| Навесной измельчитель стеблей к комбайну для уборки высокостебельных культур | 1979 |
|
SU743632A1 |

