Область техники, к которой относится изобретение
Настоящее изобретение относится к способам изготовления панели дисплея и, более конкретно, к технологии раскола (разреза) на уплотнителе пары стеклянных подложек, которые формируют панель дисплея.
Уровень техники
Панели жидкокристаллического дисплея (LCD, ЖКД) включают в себя, например, подложку тонкопленочного транзистора (TFT, ТПТ), подложку цветного фильтра (CF, ЦФ), расположенную так, что она обращена к подложке TFT, жидкокристаллический слой, расположенный между подложкой TFT и подложкой CF, и уплотнитель, предусмотренный в форме рамки, который соединяет подложку TFT с подложкой CF и заключает жидкокристаллический слой между подложкой TFT и подложкой CF, и область дисплея, предназначенная для отображения изображения, определена внутри уплотнителя.
В последнее время в панелях LCD для мобильных устройств, таких как мобильные телефоны, мобильные информационные терминалы и мобильные игровые устройства, растет потребность в уменьшении ширины области рамки, которая сформирована вокруг области дисплея. Таким образом, в предложенной технологии изготовления таких панелей LCD для мобильных устройств пару стеклянных подложек, которые формируют панель LCD, раскалывают на уплотнителе для уменьшения ширины, занимаемой уплотнителем, уменьшая, таким образом, ширину рамки.
Например, в патентном документе 1 раскрыт способ изготовления элемента LCD, который включает в себя следующие этапы: наносят уплотнитель на, по меньшей мере, одну из пары стеклянных подложек, складывают пару стеклянных подложек вместе и отверждают уплотнитель для соединения пары стеклянных подложек вместе с зазором между ними, надрезают поверхность пары стеклянных подложек, по существу, вдоль центральной линии охлажденного уплотнителя, и затем нагревают пару стеклянных подложек в печи и ударяют или сжимают надрезанную поверхность пары стеклянных подложек для раскалывания стеклянных подложек так, что уплотнитель располагается так, что он открывается на кромках стекла. В патентном документе 1 описано, что этот способ производства позволяет уменьшить неиспользуемое пространство вокруг уплотнителя.
Список ссылочных документов
Патентный документ
ПАТЕНТНЫЙ ДОКУМЕНТ 1: Публикация № 2008-26416 японского патента
Сущность изобретения
Техническая задача
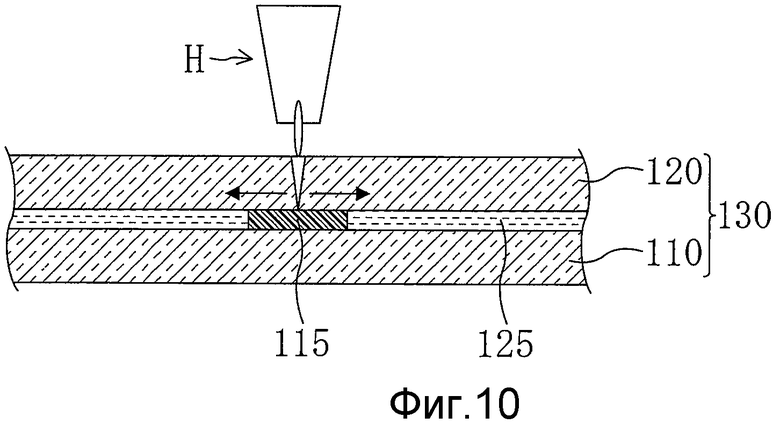
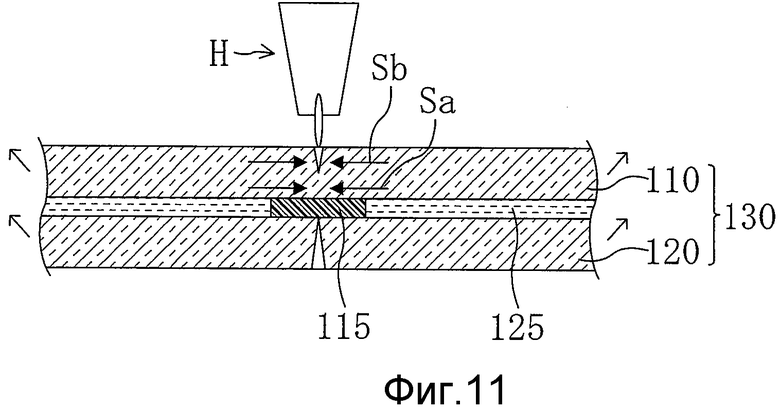
На фиг.10 показан вид в поперечном сечении, представляющий процесс раскола исходной подложки 120 CF в виде связанного блока 130 для одновременного изготовления множества панелей LCD в обычном примере. На фиг.11 показан вид в поперечном сечении, представляющий процесс раскола исходной подложки 110 TFT связанного блока 130.
Как показано на фиг.10-11, связанный блок 130 включает в себя: исходную подложку 110 TFT, которая изготовлена из стекла и в которой сформировано множество областей дисплея, исходную подложку 120 CF, которая изготовлена из стекла, и в которой также сформировано множество областей дисплея, и множество уплотнителей 115 в форме рамки для соединения исходной подложки 110 TFT с исходной подложкой 120 CF в каждой области дисплея, и заключения жидкокристаллического слоя 125, который предусмотрен в каждой области дисплея, между исходной подложкой 110 TFT и исходной подложкой 120 CF.
При расколе связанного блока 130 на секции, включающие в себя области дисплея, как показано на фиг.10, колесо H из твердого сплава (режущее лезвие) вначале прокатывают в направлении, в котором продолжается уплотнитель 115, при этом кончик лезвия колеса H из твердого сплава находится в контакте, например, с поверхностью исходной подложки 120 CF на уплотнителе 115. Таким образом, формируется линейная трещина C и обеспечивается ее развитие (распространение) в направлении толщины подложки, в результате чего происходит раскол исходной подложки 120 CF на секции, включающие в себя области дисплея.
Затем, как показано на фиг.11, связанный блок 130, в котором произошел раскол исходной подложки 120 CF, переворачивают, и колесо H из твердого сплава прокатывают в направлении, в котором продолжается уплотнитель 115, при этом кончик лезвия колеса H из твердого сплава находится в контакте с поверхностью исходной подложки 110 TFT на уплотнителе 115. Таким образом, формируется линейная трещина C, и обеспечивается ее развитие в направлении толщины подложки.
Однако такой способ раскола может привести к расколу исходной подложки 120 CF связанного блока 130, раскол которой произойдет первой, но может не обеспечить возможность раскола исходной подложки 110 TFT, которая должна быть расколота позже.
Причина этого будет подробно описана ниже. Как показано на фиг.11, остаточное напряжение Sa сжатия генерируется на внутренней поверхности исходной подложки 110 TFT уплотнителем 115, расположенным между исходной подложкой 110 TFT и исходной подложкой 120 CF. Кроме того, после раскола исходной подложки 120 CF, раскол которой должен быть выполнен первым, исходная подложка 120 CF и исходная подложка 110 TFT могут быть немного изогнуты из-за смещения между смежными полученными в результате поверхностями (поверхностями раскола) исходной подложки 120 CF, которое вызвано неоднородностями полученных в результате поверхностей исходной подложки 120 CF, попаданием постороннего вещества между ними и т.д. Таким образом, напряжение Sb сжатия генерируется на внешней поверхности исходной подложки 110 TFT. Трещина C, которая формируется на поверхности исходной подложки 110 TFT, которая будет расколота позже, может не развиться в направлении толщины подложки из-за остаточного напряжения Sa сжатия и напряжения Sb сжатия. На свойство раскола подложки, которая будет расколота позже, в большей степени влияют остаточное напряжение Sa сжатия, чем остаточное напряжение Sb сжатия.
Настоящее изобретение было разработано с учетом описанных выше задач, и цель настоящего изобретения состоит в том, чтобы обеспечить разрез по уплотнителю обеих из пары стеклянных подложек, которые формируют панель дисплея.
Решение задачи
Для достижения описанной выше цели, в соответствии с настоящим изобретением, вторую исходную подложку связанного блока разрезают после снижения остаточного напряжения уплотнителя в связанном блоке, в котором была разрезана первая исходная подложка.
В частности, способ изготовления панели дисплея в соответствии с настоящим изобретением включает в себя: этап изготовления связанного блока, состоящий в изготовлении связанного блока, имеющего первую исходную подложку, которая изготовлена из стекла и в которой сформировано множество областей дисплея, вторую исходную подложку, которая изготовлена из стекла и которая расположена так, что она обращена к первой исходной подложке и в которой множество областей дисплея сформированы так, что они накладываются на области дисплея первой исходной подложки, и уплотнитель, который предусмотрен в форме рамки между первой исходной подложкой и второй исходной подложкой так, что он окружает каждую из областей дисплея, и который связывает первую исходную подложку со второй исходной подложкой, и этап разрезания, состоящий в формировании трещины над, по меньшей мере, одной стороной уплотнителя, окружающего каждую из областей дисплея на каждой из внешних поверхностей первой исходной подложки и второй исходной подложки связанного блока, и разрезания связанного блока на секции, включающие в себя области дисплея. Этап разрезания включает в себя этап разрезания первой исходной подложки, состоящий в формировании трещины, над, по меньшей мере, одной стороной уплотнителя, окружающего каждую из областей дисплея, на внешней поверхности первой исходной подложки связанного блока, и затем в обеспечении развития трещины в направлении толщины подложки для разрезания первой исходной подложки на секции, включающие в себя области дисплея, этап уменьшения остаточного напряжения, состоящий в уменьшении остаточного напряжения уплотнителя в связанном блоке, в котором была разрезана первая исходная подложка, и этап разрезания второй исходной подложки, состоящий в формировании трещины над, по меньшей мере, одной стороной уплотнителя, окружающего каждую из областей дисплея на внешней поверхности второй исходной подложки связанного блока, в которой было уменьшено остаточное напряжение уплотнителя, с последующим обеспечением развития трещины в направлении толщины подложки, для разрезания второй исходной подложки на секции, включающие в себя области дисплея.
В соответствии с описанным выше способом этап уменьшения остаточного напряжения, состоящий в уменьшении остаточного напряжения уплотнителя в связанном блоке, включен между этапом разреза первой исходной подложки, состоящим в разрезе первой исходной подложки связанного блока, которая должна быть разрезана первой, и вторым этапом разреза исходной подложки, состоящим в разрезе второй исходной подложки связанного блока, которая должна быть разрезана позже. Это уменьшает остаточное напряжение сжатия, вызванное уплотнителем на внутренней поверхности второй исходной подложки связанного блока, в котором была разрезана первая исходная подложка. Таким образом, на втором этапе разреза исходной подложки может быть обеспечено развитие трещины в направлении толщины подложки после ее формирования поверх, по меньшей мере, одной стороны уплотнителя, окружающего каждую область дисплея на внешней поверхности второй исходной подложки связанного блока. В соответствии с этим вторая исходная подложка может быть разрезана на секции, включающие в себя области дисплея. Поскольку как первую исходную подложку, которая должна быть разрезана первой в связанном блоке, так и вторую исходную подложку, которая должна быть разрезана позже, разрезают таким образом, обе из пары стеклянных подложек, которые формируют панель дисплея, могут быть разрезаны на уплотнителе.
На этапе уменьшения остаточного напряжения связанный блок, в котором была разрезана первая исходная подложка, может быть нагрет до точки стеклования уплотнителя.
В соответствии с описанным выше способом связанный блок, в котором была разрезана первая исходная подложка, нагревают до точки стеклования уплотнителя на этапе уменьшения остаточного напряжения. Это, в частности, уменьшает остаточное напряжение сжатия, которое было вызвано уплотнителем, на внутренней поверхности второй исходной подложки связанного блока, в котором была разрезана первая исходная подложка. Первая исходная подложка и вторая исходная подложка могут иметь одинаковую толщину.
В соответствии с описанным выше способом, поскольку первая исходная подложка и вторая исходная подложка имеют одинаковую толщину, трудно изогнуть связанный блок так, чтобы первая исходная подложка была обращена внутрь, после формирования трещины на внешней поверхности второй исходной подложки, которая должна быть разрезана позже в связанном блоке. В соответствии с этим трудно обеспечить развитие трещины на второй исходной подложке в направлении толщины подложки. Однако остаточное напряжение уплотнителя в связанном блоке уменьшают на этапе уменьшения остаточного напряжения, и это уменьшает остаточное напряжение сжатия, вызванное уплотнителем на внутренней поверхности второй исходной подложки связанного блока. Таким образом, можно обеспечить развитие трещины на второй исходной подложке, по существу, в направлении толщины подложки.
На этапе разреза второй исходной подложки трещина может быть сформирована после охлаждения связанного блока, нагретого на этапе уменьшения остаточного напряжения.
В соответствии с описанным выше способом нагретый связанный блок охлаждают перед формированием трещины на внешней поверхности второй исходной подложки связанного блока. Это способствует процессу обеспечения развития трещины в направлении толщины подложки после формирования трещины на внешней поверхности второй исходной подложки связанного блока.
На этапе изготовления связанного блока слой жидких кристаллов может быть заключен в области, расположенной внутри уплотнителя, окружающего каждую из областей дисплея.
В соответствии с описанным выше способом в связанном блоке, изготовленном на этапе изготовления связанного блока, слой жидких кристаллов заключают с помощью уплотнителя, окружающего каждую из областей отображения. Таким образом, в частности, может быть сформирован способ изготовления панели LCD, используя способ заполнения с одним разливом (ODF).
На этапе изготовления связанного блока уплотнитель может быть предусмотрен так, чтобы он совместно использовался примыкающими областями дисплеев.
В соответствии с описанным выше способом, поскольку уплотнитель совместно используется примыкающими областями дисплея связанного блока, неиспользуемое пространство в связанном блоке уменьшается, и количество панелей дисплея, которые могут быть изготовлены из связанного блока, может быть увеличено.
На этапе уменьшения остаточного напряжения связанный блок, в котором была разрезана первая исходная подложка, может быть нагрет в печи.
В соответствии с описанным выше способом, поскольку связанный блок нагревают в печи, связанный блок может быть надежно прогрет до точки стеклования уплотнителя.
На этапе разреза связанный блок может быть разрезан, используя режущее лезвие в форме диска.
В соответствии с описанным выше способом, поскольку связанный блок разрезают путем использования режущего лезвия в форме диска на этапе разреза, связанный блок, в частности, разрезают путем прокатки режущего лезвия вдоль поверхности подложки, помещая внешнюю кромку режущего лезвия на внешние поверхности первой исходной подложки и второй исходной подложки на уплотнителе.
На этапе уменьшения остаточного напряжения связанный блок, в котором была разрезана первая исходная подложка, может быть оставлен до тех пор, пока не будет уменьшено остаточное напряжение на уплотнителе.
В соответствии с описанным выше способом на этапе уменьшения остаточного напряжения связанный блок, в котором была разрезана первая исходная подложка, оставляют до тех пор, пока остаточное напряжение уплотнителя не будет уменьшено. Это, в частности, уменьшает остаточное напряжение сжатия, вызванное уплотнителем на внутренней поверхности второй исходной подложки связанного блока, в котором была разрезана первая исходная подложка.
ПРЕИМУЩЕСТВА ИЗОБРЕТЕНИЯ
В соответствии с настоящим изобретением вторую исходную подложку связанного блока разрезают после уменьшения остаточного напряжения уплотнителя в связанном блоке, в котором была разрезана первая исходная подложка. Таким образом, обе пары стеклянных подложек, которые формируют панель дисплея, могут быть разрезаны по уплотнителю.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
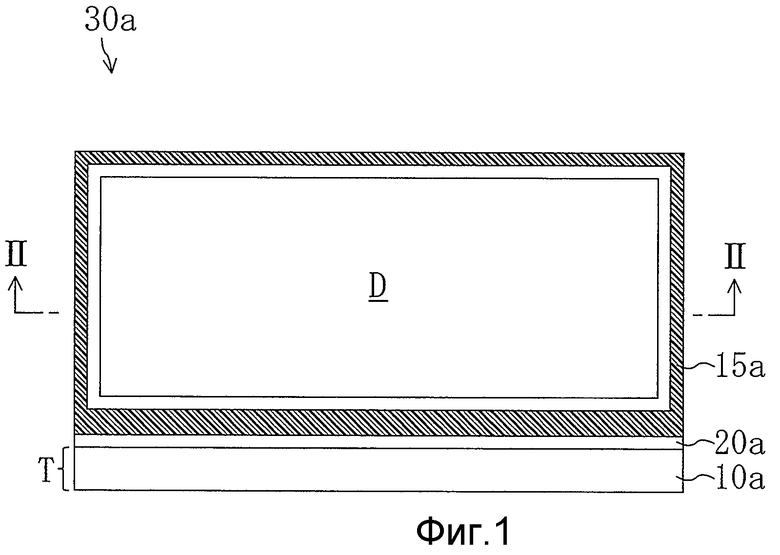
На фиг.1 показан вид сверху панели 30a LCD в соответствии с вариантом осуществления настоящего изобретения.
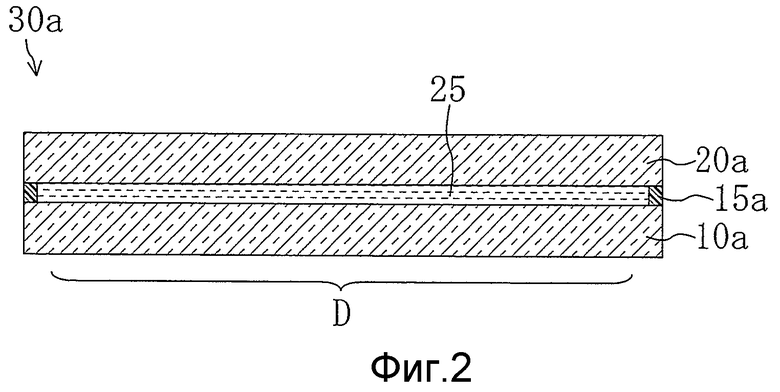
На фиг.2 показан вид в поперечном сечении панели 30a LCD вдоль линии II-II, обозначенной на фиг.1.
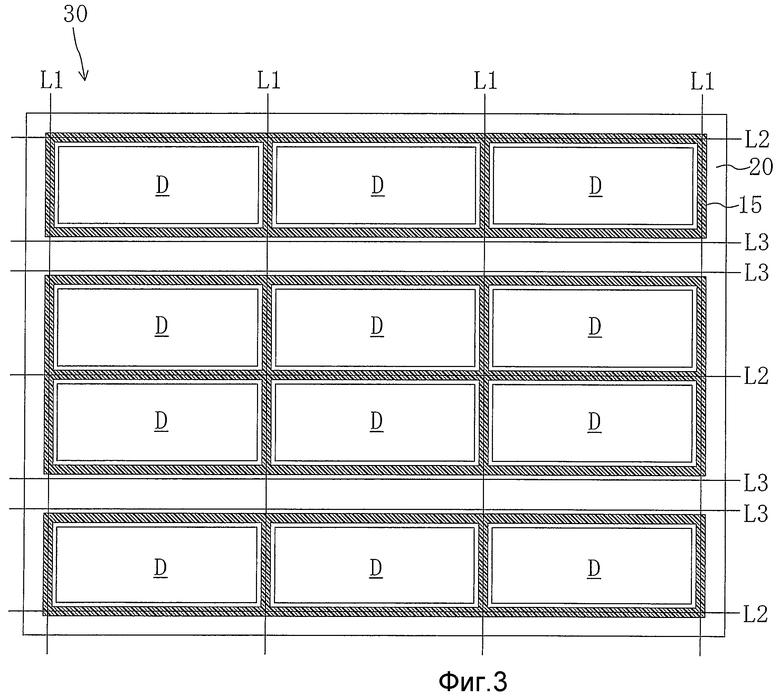
На фиг.3 показан вид в плане связанного блока 30 для изготовления множества панелей 30a LCD, в виде со стороны исходной подложки 20 CF.
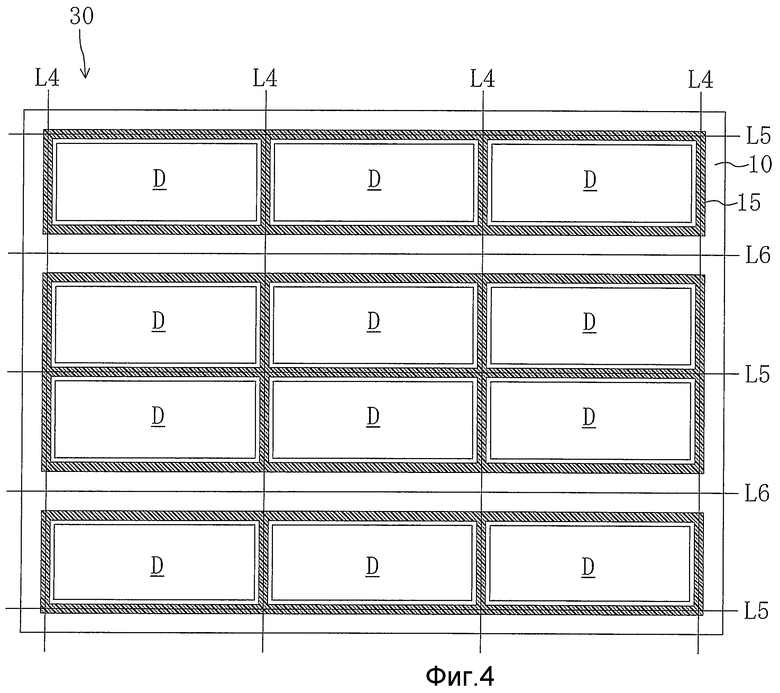
На фиг.4 показан вид в плане связанного блока 30 для изготовления множества панелей 30a LCD, в виде со стороны исходной подложки 10 TFT.
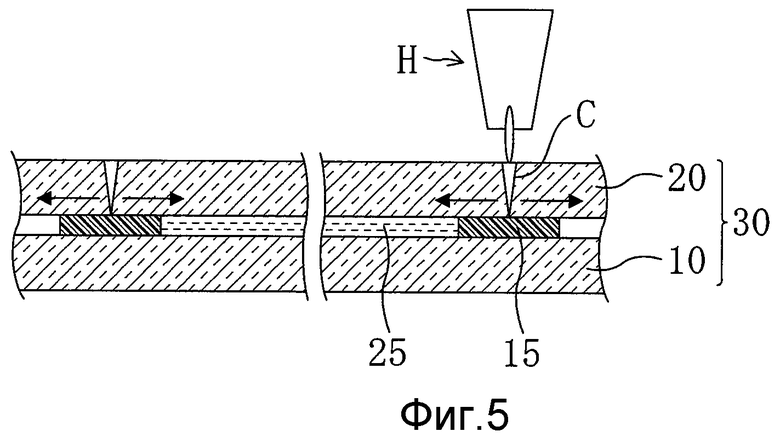
На фиг.5 показан вид в поперечном сечении связанного блока 30 на этапе раскола исходной подложки CF.
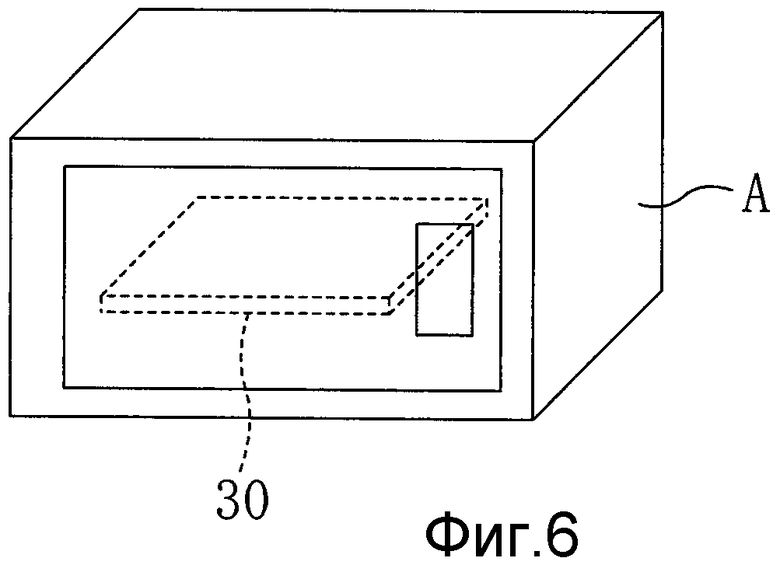
На фиг.6 показан вид в перспективе печи А, которую используют на этапе уменьшения остаточного напряжения.
На фиг.7 показан вид в поперечном сечении связанного блока 30 на этапе раскола исходной подложки TFT.
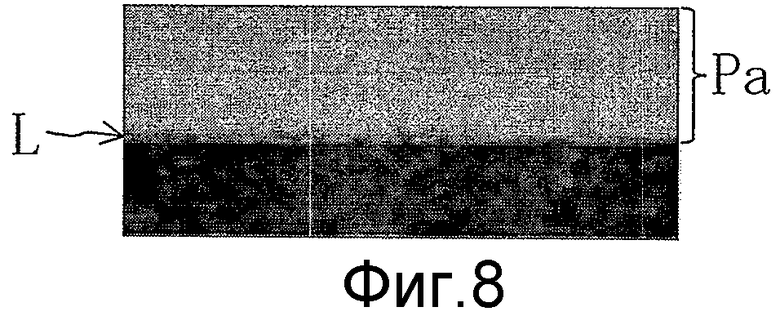
На фиг.8 показано увеличенное изображение торца панели Pa LCD.
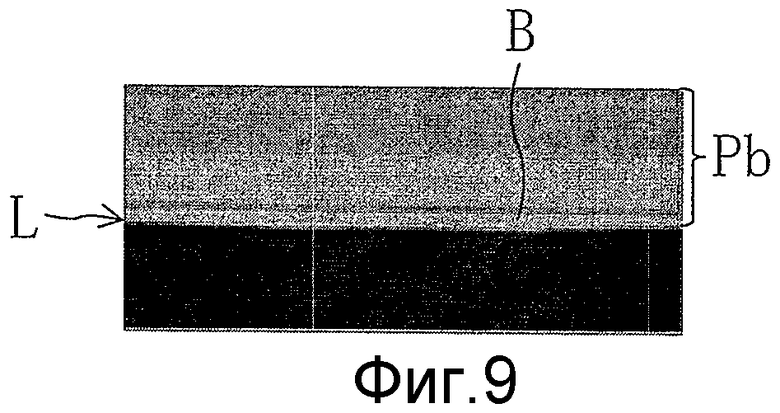
На фиг.9 показано увеличенное изображение торца панели Pb LCD.
На фиг.10 показан вид в поперечном сечении, представляющий процесс раскола исходной подложки 120 CF связанного блока 130 для одновременного изготовления множества LCD панелей в обычном примере.
На фиг.11 показан вид в разрезе процесса раскола исходной подложки 110 TFT связанного блока 130 для одновременного изготовления множества панелей LCD в обычном примере.
Подробное описание предпочтительного варианта осуществления
Вариант осуществления настоящего изобретение будет подробно описан ниже со ссылкой на приложенные чертежи. Следует отметить, что настоящее изобретение не ограничено следующим вариантом осуществления.
На фиг.1 показан вид в плане панели 30a LCD в соответствии с настоящим вариантом осуществления, и на фиг.2 показан вид в поперечном сечении панели 30a LCD вдоль линии II-II, обозначенной на фиг.1.
Как показано на фиг.1-2, панель 30a LCD включает в себя: подложку 10a TFT и подложку 20a CF, которые расположены так, что они обращены друг к другу; жидкокристаллический слой 25, предусмотренный между подложкой 10a TFT и подложкой 20a CF; и уплотнитель (уплотнительный материал) 15a, предусмотренный в форме рамки так, что он соединяет подложку 10a TFT с подложкой 20a CF и заключает жидкокристаллический слой 25 между ними.
Подложка 10a TFT включает в себя: множество линий затвора (не показаны), предусмотренных так, что они продолжаются параллельно друг другу на стеклянной подложке; пленку изоляции затвора (не показана), предусмотренную так, что она закрывает линии затвора; множество линий истока (не показаны), предусмотренных на пленке изоляции затвора, так что они продолжаются параллельно друг другу в направлении, перпендикулярном линиям затвора; множество TFT (не показаны), предусмотренных в каждой точке пересечения линий затвора и линий истока; изолирующую пленку промежуточного слоя, предусмотренную так, что она закрывает линии истока и TFT; и множество электродов пикселя (не показаны), предусмотренных в виде матрицы на изолирующей пленке промежуточного слоя и соединенных с TFT. На подложке 10a TFT электроды пикселей расположены в виде матрицы так, что они формируют область D дисплея. Как показано на фиг.1, участок нижней стороны подложки 10a TFT выступает за пределы подложки 20a CF, формируя область T выводов, и множество входных выводов, которые соединены с внутренними соединениями дисплея, такими как линии затвора и линии истока, и т.д., предусмотрено в области T вывода.
Подложка 20a CF включает в себя: черную матрицу (не показана), которая предусмотрена в форме рамки на стеклянной подложке и в виде сетки внутри рамки; цветной фильтр (не показан), включающий в себя красные, зеленые и синие слои, предусмотренные между линиями сетки черной матрицы; и общий электрод (не показан), предусмотренный так, что он закрывает черную матрицу и цветной фильтр. Следует отметить, что на подложке 20a CF красные, зеленые и синие слои цветного фильтра расположены в виде структуры матрицы, формируя область D дисплея.
Толщина подложки 10a TFT, по существу, является такой же, как и у подложки 20a CF. "Подложка имеет, по существу, одинаковую толщину" означает, что толщина одной подложки находится в диапазоне от 0,9 до 1,1 толщины другой подложки.
Жидкокристаллический слой 25 изготовлен из жидкокристаллического материала, содержащего нематический жидкий кристалл, имеющий электрооптические характеристики.
Как показано на фиг.1, уплотнитель 15a формируют так, что участки, продолжающиеся вдоль верхней, левой и правой сторон подложки 20a CF, выполнены относительно узкими (например, 0,6 мм), и участок, продолжающийся вдоль нижней стороны подложки 20a CF, выполнен относительно широким (например, 1,2 мм). Как показано на фиг.1, эти участки внешних оконечных поверхностей уплотнителя 15a, которые продолжаются вдоль верхней, левой и правой сторон подложки 20a CF, соответствуют торцевым поверхностям (верхней, левой и правой сторон) как подложки 10a TFT, так и подложки 20a CF.
В панели 30a LCD, имеющей описанную выше структуру, один пиксель формируется в каждом электроде пикселя. При приложении напряжения заданной величины к жидкокристаллическому слою 25 в каждом пикселе состояние выравнивания жидкокристаллического слоя 25 изменяется, что позволяет регулировать степень пропускания света, который падает, например, от света задней подсветки, таким образом, что отображается изображение.
Способ изготовления панели 30a LCD, имеющей описанную выше структуру, будет описан ниже со ссылкой на фиг.3-7. На фиг.3 показан вид в плане связанного блока 30 для изготовления множества панелей 30a LCD на виде со стороны исходной подложки 20 CF. На фиг.4 показан вид в плане связанного блока 30 на виде со стороны исходной подложки 10 TFT. На фиг.5 показан вид в поперечном сечении связанного блока 30 на этапе раскола (разреза) исходной подложки CF, который будет описан ниже. На фиг.6 показан вид в перспективе печи А, которую используют в на этапе уменьшения остаточного напряжения, который будет описан ниже. На фиг.7 показан вид в поперечном сечении связанного блока 30 на этапе раскола (разреза) исходной подложки TFT, который будет описан ниже. Следует отметить, что способ изготовления в соответствии с настоящим вариантом осуществления включает в себя этап изготовления связанного блока, и этап раскола (разреза), включающий в себя этап раскола (разреза) исходной подложки CF, этап уменьшения остаточного напряжения и этап раскола (разреза) исходной подложки TFT.
Этап производства связанного блока
Вначале формируют структуры TFT, электродов пикселей и т.д., например, на стеклянной подложке, имеющей толщину 0,4 мм, формируя, таким образом, множество слоев активного компонента, каждый из которых выполняет функцию области D дисплея. Затем формируют пленку выравнивания поверх поверхности подложки таким образом, что изготавливают исходную подложку 10 TFT (вторая исходная подложка), имеющую множество областей D дисплея, сформированную в виде структуры матрицы (см. исходную подложку 10 TFT на фиг.4).
Кроме того, формируют структуру цветного фильтра, общего электрода и т.д., например, на стеклянной подложке, имеющей толщину 0,4 мм, формируя, таким образом, множество элементарных слоев CF, каждый из которых выполняет функцию области D дисплея. Затем формируют пленку выравнивания поверх поверхности подложки таким образом, что получают исходную подложку 20 CF (первую исходную подложку), имеющую множество областей D дисплея, сформированных в виде структуры матрицы (см. исходную подложку 20 CF на фиг.3).
Затем, например, наносят отверждаемую ультрафиолетовым (UV, УФ) излучением, термореактивную акрило/эпоксидную смолу (способом письма или окрашивания) вокруг каждой области D дисплея исходной подложки 20 CF с помощью распределителя уплотнителя для формирования уплотнителя 15 (см. фиг.3-4). В настоящем варианте осуществления, как показано на фиг.3-4, акрило/эпоксидную смолу наносят таким образом, что уплотнитель 15 совместно используется с соседними областями D дисплея.
После этого область внутри каждой области D дисплея исходной подложки 10 TFT заполняют жидкокристаллическим материалом.
Впоследствии в атмосфере вакуума исходную подложку 10 TFT, залитую жидкокристаллическим материалом, связывают с исходной подложкой 20 CF, на которой сформирован уплотнитель 15, таким образом, что области D дисплея исходной подложки 10 TFT накладываются на области D дисплея исходной подложки 20 CF. Затем восстанавливают атмосферу до атмосферного давления для сжатия внешних поверхностей исходной подложки 10 TFT и исходной подложки 20 CF. Затем уплотнитель 15 отверждают под действием UV-излучения и тепловой обработки (например, при температуре 180°C) таким образом, что получают связанный блок 30, имеющий жидкокристаллический слой 25, заключенный в каждой из областей D дисплея.
Этап раскола исходной подложки CF
В связанном блоке 30, изготовленном на этапе изготовления связанного блока, формируют трещину C на поверхности исходной подложки 20 CF путем прокатки колеса H из твердого сплава вдоль линий L1, L2 и L3 разреза. Как показано на фиг.5, по линиям L1, L2 разреза, показанным на фиг.3, прокатывают колесо H из твердого сплава так, что кончик его лезвия находится в контакте с внешней поверхностью исходной подложки 20 CF связанного блока 30 в положении, расположенном в середине уплотнителя 15 в направлении его ширины. По линии L3 разреза, показанной на фиг.3, прокатывают колесо H из твердого сплава так, что кончик его лезвия находится в контакте с внешней поверхностью исходной подложки 20 CF в положении, расположенном снаружи от уплотнителя 15. Затем обеспечивают развитие трещины C в направлении толщины подложки для раскалывания исходной подложки 20 CF связанного блока 30.
Колесо H из твердого сплава представляет собой режущее лезвие в форме диска, изготовленное, например, из сверхпрочного сплава, такого как карбид вольфрама, и сформировано так, что боковые поверхности диска клиновидно выступают к центру в направлении толщины. На клиновидном кончике лезвия колеса H из твердого сплава может быть сформирован выступ.
Этап уменьшения остаточного напряжения
Как показано на фиг.6, связанный блок 30, в котором произошел раскол исходной подложки 20 CF на этапе раскола исходной подложки CF, помещают в печь А, в которой циркулирует горячий воздух, нагретый до, например, 130°C, и нагревают до точки стеклования уплотнителя 15.
Этап раскола исходной подложки TFT
После того как связанный блок 30, нагретый на этапе уменьшения остаточного напряжения, будет охлажден до приблизительно комнатной температуры, формируют трещину C на поверхности исходной подложки 10 TFT связанного блока 30 путем прокатки колеса H из твердого сплава вдоль линий L4, L5 и L6 разреза. Как показано на фиг.7, в линиях L4, L5 разреза, показанных на фиг.4, колесо H из твердого сплава прокатывают так, что кончик его лезвия находится в контакте с внешней поверхностью исходной подложки 10 TFT связанного блока 30 в положении, расположенном в середине уплотнителя 15 в направлении его ширины. По линии L6 разреза, показанной на фиг.4, колесо H из твердого сплава прокатывают так, что кончик его лезвия находится в контакте с внешней поверхностью исходной подложки 10 TFT в положении, расположенном снаружи уплотнителя 15. Затем обеспечивают развитие трещины C в направлении толщины подложки для раскола исходной подложки 10 TFT связанного блока 30.
Затем связанный блок 30, в котором произошел раскол исходной подложки 10 TFT и исходной подложки 20 CF, изгибают таким образом, что исходная подложка 10 TFT или исходная подложка 20 CF обращаются внутрь, в результате чего происходит разрыв уплотнителя 15 на уплотнители 15a, и, таким образом, происходит раскалывание связанного блока 30 на секции, включающие в себя области D дисплея.
Таким образом может быть изготовлена панель 30a LCD.
Конкретные проведенные эксперименты будут описаны ниже.
В качестве примера настоящего варианта осуществления связанные блоки 30 изготовили, используя тот же способ, как и в описанном выше варианте осуществления, и панели LCD были изготовлены путем осуществления процесса раскола связанных блоков в условиях раскола (и в условиях нагрева), показанных в таблице 1, приведенной ниже. В этом примере исходная подложка 10 TFT и исходная подложка 20 CF имели толщину 0,4 мм, и точка стеклования уплотнителя 15 составляла 130°C.
TFT
В частности, в Эксперименте 1 в таблице 1 раскол исходной подложки 10 TFT выполнили непосредственно после раскола исходной подложки 20 CF.
В Экспериментах 2, 3 и 4 вначале выполнили раскол исходной подложки 20 CF, и связанный блок 30 нагревали при температуре 130°C в течение 20, 30 и 60 минут, соответственно. Затем выполняли раскол исходной подложки 10 TFT после охлаждения связанного блока 30 до комнатной температуры.
В Эксперименте 5 выполняли раскол исходной подложки 20 CF и исходной подложки 10 TFT последовательно в указанном порядке, и затем связанный блок 30 нагревали при температуре 130°C в течение 60 минут. Эксперимент 5 соответствует изобретению, описанному в патентном документе 1.
В Эксперименте 6 вначале выполнили раскол исходной подложки 20 CF. Затем выполнили раскол исходной подложки 10 TFT после выдержки связанного блока 30 при комнатной температуре в течение 60 минут.
Результаты показаны в правых колонках в таблице 1. В Экспериментах 3 и 4, в которых связанный блок 30 нагревали при температуре 130°C в течение 30 и 60 минут, соответственно, после раскола исходной подложки 20 CF, трещина C, сформированная в исходной подложке 10 TFT, развивалась в направлении толщины подложки, и связанный блок 30 можно было удовлетворительно расколоть на отдельные панели. Таким образом, как показано на изображении на фиг.8, сформировался прямой торец панели Pa LCD вдоль линии L разреза. Поскольку непредвиденная трещина не образовалась на полученных в результате торцевых поверхностях (торцевые поверхности раскола) изготовленной панели LCD в направлении, перпендикулярном торцевым поверхностям, можно было обеспечить прочность торцевой поверхности. Кроме того, поскольку обеспечивалась возможность изготовления панели 30a LCD в результате удовлетворительного раскола связанного блока 30 на отдельные панели, способы производства в соответствии с этими экспериментами оказались удовлетворительными для массового производства.
В Экспериментах 1, 5 и 6 трещина C, сформированная на исходной подложке 10 TFT, не развивалась в направлении толщины подложки, и связанный блок 30 невозможно было расколоть на отдельные панели.
В Эксперименте 2, в котором связанный блок 30 нагревали при температуре 130°C в течение 20 минут после раскола исходной подложки 20 CF, связанный блок 30 оказалось возможным расколоть на отдельные панели, но, как показано на изображении на фиг.9, формировались неровности B на торце панели Pb LCD вдоль линии L разреза, и внешний вид и внешние размеры не удовлетворяли спецификациям продукта.
Следует отметить, что, в частности, в Экспериментах 3 и 4 связанный блок 30 можно было расколоть при давлении прорезания от 0,03 до 0,18 МПа и скорости прорезания 100-400 мм/секунд, используя, например, режущее колесо с глубоким проникновением, такое как Penett (зарегистрированный товарный знак) производства Mitsuboshi Diamond Industrial Co., Ltd.
Как описано выше, в соответствии со способом производства панели 30a LCD в соответствии с настоящим вариантом осуществления, этап уменьшения остаточного напряжения, состоящий в нагреве связанного блока 30 до точки стеклования уплотнителя 15, включен между этапом раскола исходной подложки CF, состоящим в расколе исходной подложки 20 CF связанного блока 30, которая должна быть расколота первой, и этапом раскола исходной подложки TFT, состоящим в расколе исходной подложки 10 TFT связанного блока 30, которая должна быть расколота позже. Это уменьшает остаточное напряжение сжатия, которое было вызвано уплотнителем 15 на внутренней поверхности исходной подложки 10 TFT связанного блока 30, на которой был выполнен раскол исходной подложки 20 CF. Таким образом, на этапе раскола исходной подложки TFT может быть обеспечено развитие трещины C в направлении толщины подложки после ее формирования поверх, по меньшей мере, одной стороны уплотнителя 15, окружающего каждую область D дисплея на внешней поверхности исходной подложки 10 TFT связанного блока 30. В соответствии с этим исходная подложка 10 TFT может быть расколота на секции, включающие в себя области D дисплея. Поскольку как исходная подложка 20 CF, раскол которой выполняют первым в связанном блоке 30, так и исходная подложка 10 TFT, раскол которой выполняют позже, может быть расколота таким образом, как исходная подложка 10 TFT, так и исходная подложка 20 CF, которые изготовлены из стекла и формируют панель 30a LCD, могут быть расколоты на уплотнителе 15. Поскольку как исходная подложка 10 TFT, так и исходная подложка 20 CF могут быть расколоты на уплотнителе 15, ширина рамки панели 30a LCD может быть уменьшена. Кроме того, поскольку как исходная 10 подложка TFT, так и исходная подложка 20 CF могут быть стабильно расколоты на уплотнителе 15, точность внешних размеров, прочность торцевой поверхности и выход готовых изделий при производстве панели 30a LCD могут быть повышены.
В соответствии со способом изготовления панели 30a LCD в соответствии с настоящим вариантом осуществления исходная подложка 10 TFT и исходная подложка 20 CF могут иметь одинаковую толщину. Таким образом, трудно изогнуть связанный блок 30 так, чтобы исходная подложка 20 CF была обращена внутрь, после формирования трещины C на внешней поверхности исходной подложки 10 TFT, раскол которой должен быть выполнен позже в связанном блоке 30. В соответствии с этим трудно обеспечить развитие трещины C на исходной подложке 10 TFT в направлении толщины подложки. Однако нагрев связанного блока 30 на этапе уменьшения остаточного напряжения уменьшает остаточное напряжение сжатия, вызванное уплотнителем 15 на внутренней поверхности исходной подложки 10 TFT связанного блока 30. Таким образом, может быть обеспечено развитие трещины C на исходной подложке 10 TFT в направлении толщины подложки.
В соответствии со способом изготовления панели 30a LCD в соответствии с настоящим вариантом осуществления нагретый связанный блок 30 охлаждают перед формированием трещины C на внешней поверхности исходной подложки 10 TFT связанного блока 30. Это может способствовать процессу формирования трещины C на внешней поверхности исходной подложки 10 TFT связанного блока 30 и обеспечить развитие трещины C в направлении толщины подложки.
В соответствии со способом изготовления панели 30a LCD в соответствии с настоящим вариантом осуществления, поскольку уплотнитель 15 совместно используется примыкающими областями D дисплея связанного блока 30, неиспользуемое пространство в связанном блоке 30 уменьшается, и количество панелей 30a LCD, которые могут быть изготовлены из связанного блока 30, может быть увеличено.
В соответствии со способом изготовления панели 30a LCD в соответствии с настоящим вариантом осуществления, поскольку связанный блок 30 нагревают в печи A, связанный блок 30 может быть надежно нагрет до точки стеклования уплотнителя 15.
Настоящий вариант осуществления описан со ссылкой на способ, в котором вначале выполняют раскол исходной подложки 20 CF, как первой исходной подложки, и затем связанный блок 30 нагревают и выполняют раскол исходной подложки 10 TFT, как второй исходной подложки. Однако в настоящем изобретении также возможно вначале выполнить раскол исходной подложки (10) TFT, как первой исходной подложки, и затем нагрев связанного блока (30) и раскол исходной подложки (20) CF, как второй исходной подложки.
Настоящий вариант осуществления описан в отношении примера, в котором толщина подложки 10a TFT (исходная подложка 10 TFT), по существу, равна толщине подложки 20a CF (исходной подложки 20 CF). Однако в настоящем изобретении исходная подложка, которая должна быть расколота позже, может быть стабильно расколота, даже если толщина подложки (10a) TFT будет асимметричной относительно подложки (20a) CF. Таким образом, точность внешних размеров, прочность торцевой поверхности и выход готовых изделий панели LCD могут быть увеличены.
Настоящий вариант осуществления описан со ссылкой на способ, в котором после раскола исходной подложки 20 CF связанный блок 30 нагревают в печи А до точки стеклования уплотнителя 15 для уменьшения остаточного напряжения уплотнителя 15 в связанном блоке 30, и затем исходную подложку 10 TFT связанного блока 30 раскалывают. Однако также возможно использовать способ, в котором после раскола исходной подложки 20 CF связанный блок 30 оставляют приблизительно на 100 часов или больше для уменьшения остаточного напряжения уплотнителя 15 в связанном блоке 30 и затем выполняют раскол исходной подложки 10 TFT связанного блока 30. С помощью такого способа также как исходную подложку 10 TFT, так и исходную подложку 20 CF, которые изготовлены из стекла и формируют панель 30a LCD, можно раскалывать на уплотнителе 15, аналогично описанному выше.
Настоящий вариант осуществления был описан со ссылкой на способ изготовления множества панелей LCD. Однако настоящее изобретение также применимо к способу изготовления одной панели LCD.
Настоящий вариант осуществления был описан в отношении способа изготовления панели LCD с применением способа ODF. Однако настоящее изобретение также применимо к способу изготовления панели LCD, в котором используется способ впрыска с погружением, при котором формируется уплотнитель, имеющий порт впрыска жидкого кристалла.
Настоящий вариант осуществления описан в отношении панели LCD с активным управлением матрицей в качестве панели дисплея. Однако настоящее изобретение также применимо к панели LCD с пассивным управлением матрицей и ко всем панелям дисплея, которые изготовляют путем связывания пары стеклянных подложек вместе с помощью уплотнителя.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
Как описано выше, в соответствии с настоящим изобретением, обе из пары стеклянных подложек, которые формируют панель дисплея, могут быть расколоты на уплотнителе. Таким образом, настоящее изобретение полезно для панелей дисплея для мобильных устройств, в которых требуется обеспечить более узкую рамку, таких как панели LCD для мобильных телефонов.
ОПИСАНИЕ ССЫЛОЧНЫХ ПОЗИЦИЙ
А - Печь
C - Трещина
D - Область дисплея
H - Колесо из твердого сплава (режущее лезвие)
10 - Исходная подложка TFT (вторая исходная подложка)
15, 15a - Уплотнитель
20 - Исходная подложка CF (первая исходная подложка)
25 - Жидкокристаллический слой
30 - Связанный блок
30a - Панель LCD
Изобретение относится к производству панели дисплея. Способ содержит этап разрезания первой исходной подложки, состоящий в формировании трещины (С) над уплотнителем (15) на внешней поверхности первой исходной подложки (20), и в обеспечении развития трещины (С) в направлении толщины подложки для разрезания первой исходной подложки (20) на секции, включающие в себя области (D) дисплея. Способ также содержит этап уменьшения остаточного напряжения, состоящий в уменьшении остаточного напряжения уплотнителя (15) в связанном блоке (30), в котором была разрезана первая исходная подложка (20); и этап осуществления разрезания второй исходной подложки, состоящий в формировании трещины (С), расположенной над уплотнителем (15), на внешней поверхности второй исходной подложки (10) с последующим обеспечением развития трещины (С) в направлении толщины подложки для разрезания второй исходной подложки (10) на секции, включающие в себя области (D) дисплея. 8 з.п. ф-лы, 11 ил., 1 табл.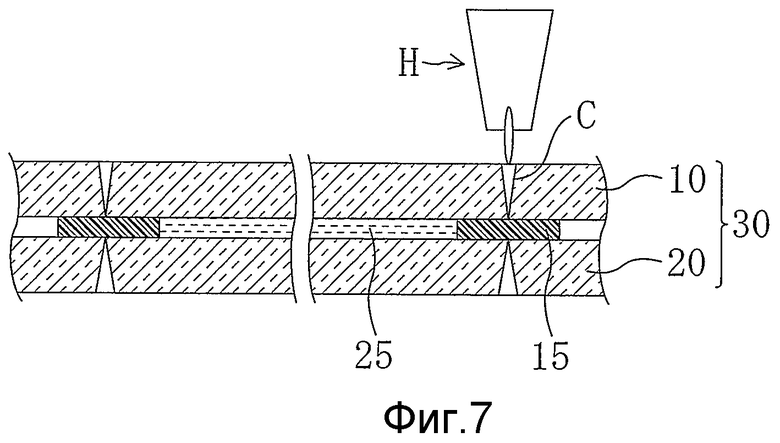
1. Способ производства панели дисплея, содержащий: этап изготовления связанного блока, состоящий в изготовлении связанного блока, имеющего первую исходную подложку, которая изготовлена из стекла и в которой сформировано множество областей дисплея, вторую исходную подложку, которая изготовлена из стекла и расположена так, что она обращена к первой исходной подложке, и в которой множество областей дисплея сформированы так, что они накладываются на области дисплея первой исходной подложки, и уплотнитель, который предусмотрен в форме рамки между первой исходной подложкой и второй исходной подложкой так, что он окружает каждую из областей дисплея, и который связывает первую исходную подложку со второй исходной подложкой; и
этап разрезания, состоящий в формировании трещины над, по меньшей мере, одной стороной уплотнителя, окружающего каждую из областей дисплея, на каждой из внешних поверхностей первой исходной подложки и второй исходной подложки связанного блока, и разрезания связанного блока на секции, включающие в себя области дисплея, при этом этап разрезания включает в себя этап разрезания первой исходной подложки, состоящий в формировании трещины над, по меньшей мере, одной стороной уплотнителя, окружающего каждую из областей дисплея, на внешней поверхности первой исходной подложки связанного блока, и затем в обеспечении развития трещины в направлении толщины подложки для разрезания первой исходной подложки на секции, включающие в себя области дисплея, этап уменьшения остаточного напряжения, состоящий в уменьшении остаточного напряжения уплотнителя в связанном блоке, в котором была разрезана первая исходная подложка, и этап разрезания второй исходной подложки, состоящий в формировании трещины над, по меньшей мере, одной стороной уплотнителя, окружающего каждую из областей дисплея, на внешней поверхности второй исходной подложки связанного блока, в котором было уменьшено остаточное напряжение уплотнителя, с последующим обеспечением развития в направлении толщины подложки для разрезания второй исходной подложки на секции, включающие в себя области дисплея.
2. Способ по п.1, в котором
на этапе уменьшения остаточного напряжения связанный блок, в котором была разрезана первая исходная подложка, нагревают до точки стеклования уплотнителя.
3. Способ по п.1 или 2, в котором
первая исходная подложка и вторая исходная подложка имеют одинаковую толщину.
4. Способ по п.2, в котором
на этапе разрезания второй исходной подложки формируют трещину после охлаждения связанного блока, нагретого на этапе уменьшения остаточного напряжения.
5. Способ по любому из пп.1, 2 и 4, в котором
на этапе изготовления связанного блока жидкокристаллический слой заключают в области, расположенной внутри уплотнителя, окружающего каждую из областей дисплея.
6. Способ по любому из пп.1, 2 и 4, в котором
на этапе изготовления связанного блока уплотнитель предусмотрен так, что он совместно используется соседними областями дисплея.
7. Способ по п.2, в котором
на этапе уменьшения остаточного напряжения связанный блок, в котором была разрезана первая исходная подложка, нагревают в печи.
8. Способ по любому из пп.1, 2, 4 и 7, в котором
на этапе разрезания связанный блок разрезают, используя режущее лезвие в форме диска.
9. Способ по п.1, в котором
на этапе уменьшения остаточного напряжения связанный блок, в котором была разрезана первая исходная подложка, оставляют до тех пор, пока остаточное напряжение уплотнителя не уменьшится.
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОВОКУПНОСТИ ПЛОСКОПАНЕЛЬНЫХ ЦВЕТНЫХ ПИКСЕЛЕЙ, СПОСОБ ИЗГОТОВЛЕНИЯ ЦВЕТНОГО ФИЛЬТРА ДЛЯ МНОГОКОМПОНЕНТНОГО ЦВЕТНОГО ПИКСЕЛЯ, ЦВЕТНОЙ ФИЛЬТР ДЛЯ ПЛОСКОГО ПАНЕЛЬНОГО ДИСПЛЕЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ЦВЕТНЫХ ФИЛЬТРОВ ДЛЯ ПЛОСКИХ ПАНЕЛЬНЫХ ДИСПЛЕЕВ | 1999 |
|
RU2208240C2 |

