Настоящее изобретение относится к укупорочному средству герметичной емкости с текучим пищевым продуктом и к способу его изготовления.
Как известно, многие текучие пищевые продукты, такие как фруктовый сок, молоко, томатный соус и напитки, обычно продаются в широком ассортименте емкостей разных типов и размеров, таких как: параллелепипедные упаковки, выполненные из многослойных ламинированных материалов на основе пластика и/или бумаги, или так называемых многослойных картонных материалов; чашеобразные пластиковые упаковки; бутылки, полученные формованием с раздувом; или емкости из стекла, листового металла или алюминия.
На все эти емкости устанавливают укупорочные средства, которые могут быть открыты для доступа потребителя к пищевому продукту, либо для переливания его в сосуд для питья, либо для его потребления непосредственно из емкости.
Резьбовые колпачковые укупорочные устройства широко используются на емкостях типа бутылок, поскольку емкости, выполненные из многослойных картонных материалов, часто просто снабжают метками для отрезания или образуют с выливными отверстиями, закрытыми отрывными язычками.
Также известны емкости из многослойных картонных материалов, снабженные пластиковыми укупорочными средствами, отформованными литьем под давлением непосредственно на емкостях вокруг отверстий, образованных в упаковочном материале, чтобы полностью закрывать и герметизировать отверстия. Укупорочные средства такого типа обычно образуют выливное отверстие емкости, которое может быть снабжено, например, завинчивающимся или защелкивающимся колпачком.
Укупорочные средства, отформованные литьем под давлением, конечно, могут быть разных размеров и даже образовывать всю верхнюю часть емкости, как в случае емкости, общеизвестной под зарегистрированной торговой маркой "Terra Top", верхняя часть которой показана в EP-A-0 965 531.
Хотя верхние части емкостей, отлитые под давлением, позволяют осуществлять точное и качественное формование, они не позволяют интегрировать слой газобарьерного материала в верхнюю часть емкости, как это требуется, например, в случае фруктовых соков с витаминными добавками.
Как описано, например, в ЕР-В-1197438 и в WO 03/061940, также известны пластиковые верхние части емкостей, изготавливаемые посредством формования с раздувом пластиковой трубчатой заготовки, которая может включать в себя слой газо- и светобарьерного материала.
Емкость, общеизвестная под торговой маркой "Tetra Aptiva", представляет собой один пример емкости, изготовленной посредством использования этого способа, то есть имеющей основную нижнюю часть, выполненную из многослойного картонного материала, и верхнюю часть для переливания жидкости или текучего продукта в емкость, выполненную посредством выдувного формования пластиковой трубчатой заготовки.
Этот способ предназначен для высокой степени точности формования, особенно по отношению к выливному отверстию, но имеет недостатком необходимое использование оборудования специального назначения.
Для того чтобы изготовить пластиковые верхние части или укупорочные средства, устанавливаемые на часть емкости из многослойного картонного материала, недавно был разработан способ, содержащий операции высокотемпературного формования и литья материала в форму под давлением методом впрыска, но без выдувного формования.
Один пример этого способа описывается в заявке на патент WO 2005/044538 и включает стадию высокотемпературного формования листового корпуса из многослойного пластикового материала, имеющего слой газобарьерного материала, например ПВС. Корпус образуется как одно целое посредством кольцевой опорной части, которая, в конечном счете, прикрепляется к картонной нижней части емкости, и посредством цилиндрической горловинной части, отходящей от внутреннего края опорной части и образующей, вместе с опорной частью, выливное отверстие, посредством которого разливается пищевой продукт. Так как высокотемпературное формование выполняется, начиная от листа пластикового материала, горловинная часть закрывается на ее стороне, противоположной опорной части. Барьерный внешний слой пластикового материала, с боковой резьбой для отвинчивания на колпачке, изготавливают литьем под давлением на листовом корпусе, чтобы образовать выливной носик для емкости.
После вышеупомянутых операций, и до установки колпачка, материал, закрывающий выливное отверстие, удаляется.
Чтобы обеспечить газонепроницаемое укупоривание выливного носика после заполнения емкости, алюминиевую фольгу приваривают к верхнему краю выливного носика. После этой операции на выливной носик навинчивают колпачок.
Вышеупомянутый способ изготовления пластиковых верхних частей или укупорочных средств для комбинированных картонно-пластиковых емкостей, главным образом, имеет недостатком значительные затраты времени, труда и образование отходов дорогостоящего материала.
В действительности, часть материала, закрывающая выливное отверстие после операции высокотемпературного формования и которая удаляется до установки колпачка, обычно составляет приблизительно 15-20% исходного материала и, кроме того, имеет значительную стоимость, так как, в отличие от обычно используемых пластиковых материалов, таких как полиэтилен или полипропилен, он содержит газобарьерный слой.
Более того, алюминиевая фольга, приваренная к верхнему краю выливного носика, чтобы получить газонепроницаемое укупорочное средство, является дорогостоящим дополнительным элементом, который должен быть изготовлен и прикреплен к выливному носику до установки колпачка на емкость.
Кроме того, полученное укупорочное средство требует от пользователя раздражающей двухшаговой операции первого открывания. Действительно, сначала требуется свинтить колпачок с выливного носика, а затем оторвать алюминиевую фольгу, закрывающую выливной носик, для получения доступа к содержимому.
ЕР-А-1147990 (ближайший аналог изобретения) раскрывает укупорочное средство в соответствии с ограничительной частью п.1 формулы изобретения.
Задача настоящего изобретения состоит в создании укупорочного средства для герметичной емкости с текучим пищевым продуктом, которая предназначена для исключения вышеупомянутых недостатков непосредственным и недорогостоящим образом.
Другой задачей настоящего изобретения является создание укупорочного средства для герметичной емкости с текучим пищевым продуктом, которая способна обеспечить эффективный газовый и/или световой барьер и обеспечить возможность уменьшить отход дорогостоящего материала во время процесса его изготовления, а также получить первое вскрытие надежным и простым образом за одношаговую операцию и с уменьшенным усилием пользователя.
По меньшей мере, одна из этих целей достигается с помощью укупорочного средства для герметичной емкости с текучим пищевым продуктом согласно п.1 или п.26 формулы изобретения.
Настоящее изобретение также относится к способу изготовления укупорочного средства для герметичной емкости с текучим пищевым продуктом согласно п.11 или п.23 формулы изобретения.
Несколько предпочтительных, неограничивающих вариантов осуществления настоящего изобретения будут описаны в качестве примера со ссылкой на прилагаемые чертежи, на которых:
Фиг.1 - вертикальное сечение укупорочного средства, в соответствии с настоящим изобретением, для герметичной емкости с текучим пищевым продуктом;
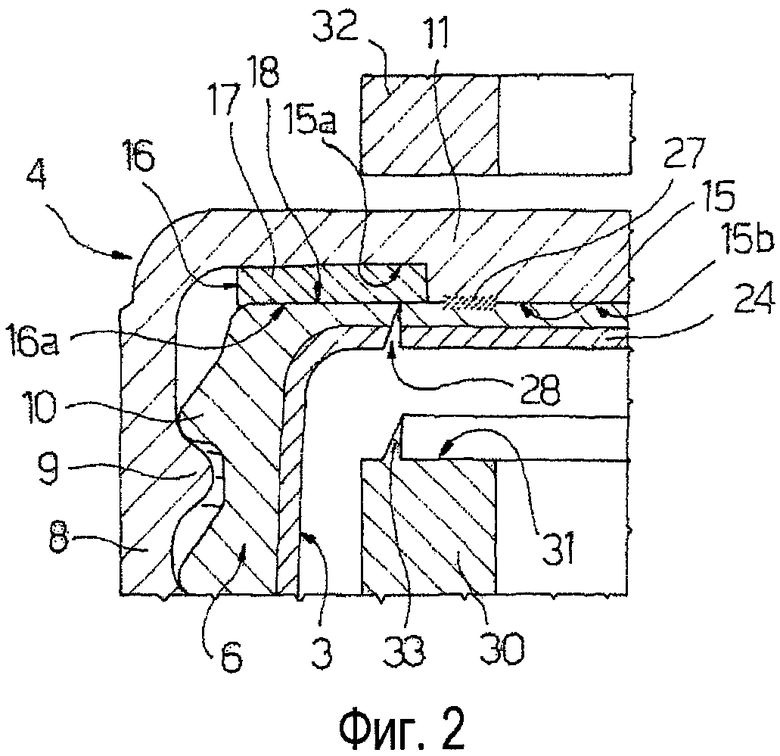
Фиг.2 - вертикальное сечение в увеличенном масштабе детали на Фиг.1;
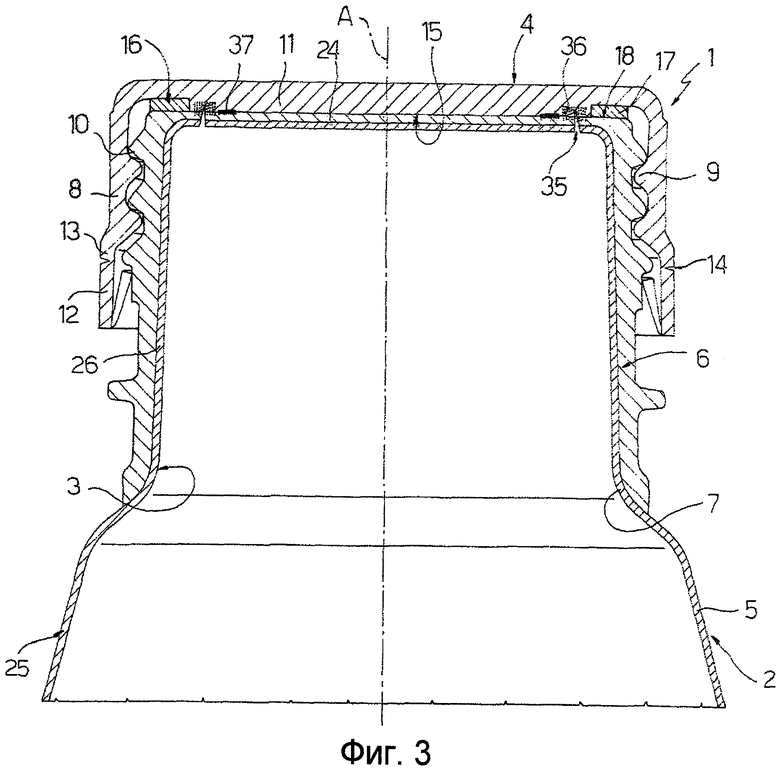
Фиг.3 - другой вариант осуществления укупорочного средства на Фиг.1 в соответствии с настоящим изобретением;
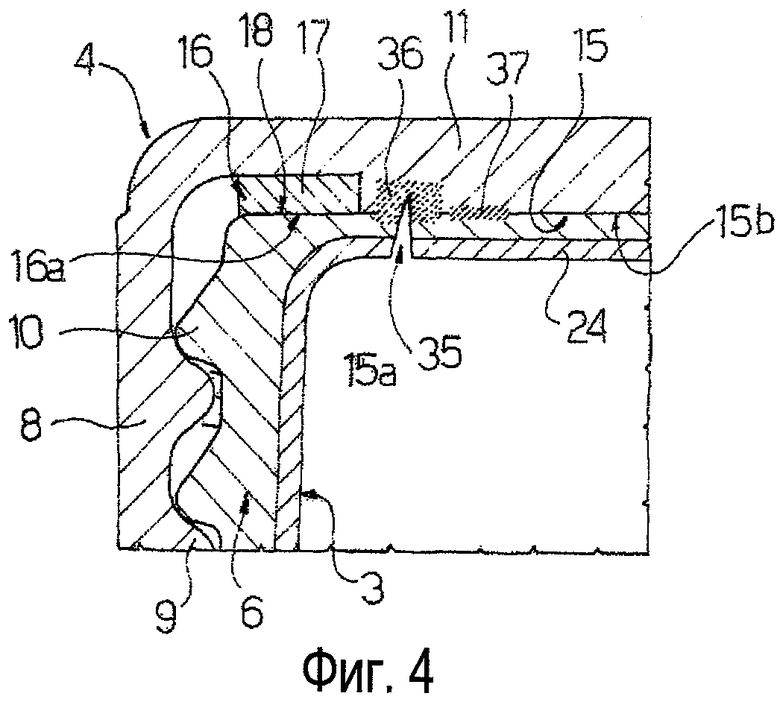
Фиг.4 - вертикальное сечение в увеличенном масштабе детали на Фиг.3;
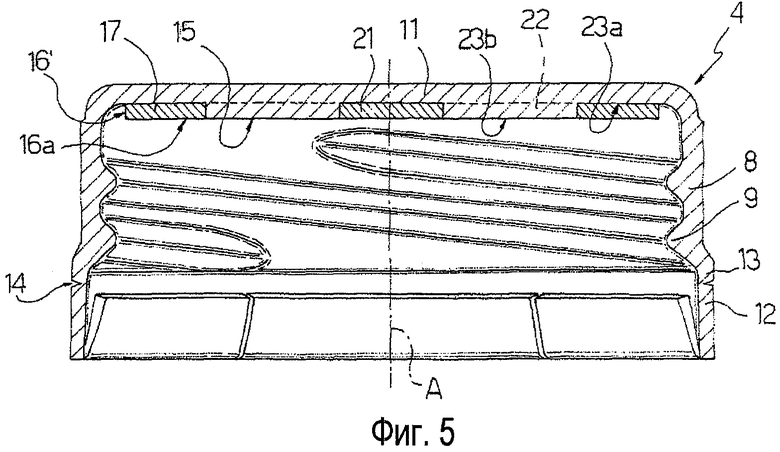
Фиг.5 - вертикальное сечение в увеличенном масштабе возможного варианта колпачка на Фиг.1 и 3; и
Фиг.6 - вид снизу колпачка на Фиг.1.
Позицией 1 на Фиг.1 обозначено в целом укупорочное устройство для емкости (не показана) с жидким или текучим пищевым продуктом, такое как пластиковое укупорочное средство для комбинированной картонно-пластиковой емкости, на которую нижеследующее описание ссылается только в качестве примера.
Укупорочное средство 1 имеет продольную ось А и содержит по существу выливной носик 2, имеющий, по меньшей мере, слой газо- и/или светобарьерного материала, например ПВС, и образующий выливное отверстие 3, посредствам которого пищевой продукт выливается из емкости, и цилиндрический колпачок 4, прикрепленный к выливному носику 2 с возможностью снятия.
Более конкретно, выливной носик 2 содержит кольцевую опорную часть 5, которая, в показанном примере, является вогнутой внутрь емкости, и, по существу, цилиндрическую трубчатую горловинную часть 6, которая отходит от внутреннего радиального края 7 опорной части 5, и образует, вместе с опорной частью 5, выливное отверстие 3.
В соответствии с возможной непоказанной альтернативой, опорная часть выливного носика 2 также может быть предназначена для образования завершающей верхней части или торцевой стенки емкости.
Колпачок 4 выполнен в виде одного целого и, по существу, образуется с помощью цилиндрической боковой стенки 8, которая имеет внутреннюю резьбу 9 с одним или более заходами для зацепления с соответствующей резьбой 10, обеспеченной на внешней боковой поверхности горловинной части 6, и с помощью дискообразной верхней стенки 11 для закрывания, при использовании, верхней части выливного носика 2.
В непоказанном альтернативном варианте осуществления, боковая стенка 8 колпачка 4 может быть изнутри выполнена с множеством искривленных выступов, применяющихся для зацепления с соответствующими выступами на горловинной части 6.
Колпачок 4 формируется, обычным способом, нераздельно с соответствующим определяющим факт открывания кольцом 12, соединенным соосно с нижним краем 13 боковой стенки 8 посредством разрушающихся соединительных средств 14, таких как одна кольцевая разрушающаяся перемычка или несколько радиальных разрушающихся перемычек.
Колпачок 4 сначала прикрепляется к выливному носику 2 в полностью закрытом или герметичном положении (Фиг. 1), в котором колпачок полностью завинчен на горловинной части 6, при этом нижний край 13 и определяющее факт открывания кольцо 12 по-прежнему соединены друг с другом и опираются на противоположные стороны нижней части резьбы 10 горловинной части 6 или на кольцевое ребро, проходящее по горловинной части в более низком положении, чем резьба 10, по отношению к оси А.
Однажды вскрытый, колпачок 4 является подвижным между открытым положением, в котором он свинчен с выливного носика 2, и снова закрытым положением, в котором он снова полностью завинчен на выливном носике и снова герметизирует выливное отверстие 3.
Чтобы обеспечить герметизацию в обоих закрытых положениях колпачка 4, как это объяснено подробнее ниже, нижняя поверхность 15 верхней стенки 11 колпачка, то есть поверхность, обращенная, при использовании, к выливному носику 2, обеспечивается с герметиком 16 из полимерного или эластомерного материала, для взаимодействия с верхним краем 18 горловинной части 6.
В частности, как показано на Фиг.1 и 2, герметик 16 содержит по существу кольцевую часть 17, приклеенную к внешней кольцевой области верхней стенки 11 колпачка 4; более конкретно, кольцевая часть 17 герметика 16 размещена в пределах кольцевого периферийного углубления 15а поверхности 15 верхней стенки 11 таким образом, что нижняя поверхность 16а такой части герметика находится на одном уровне с оставшейся внутренней частью 15b поверхности 15.
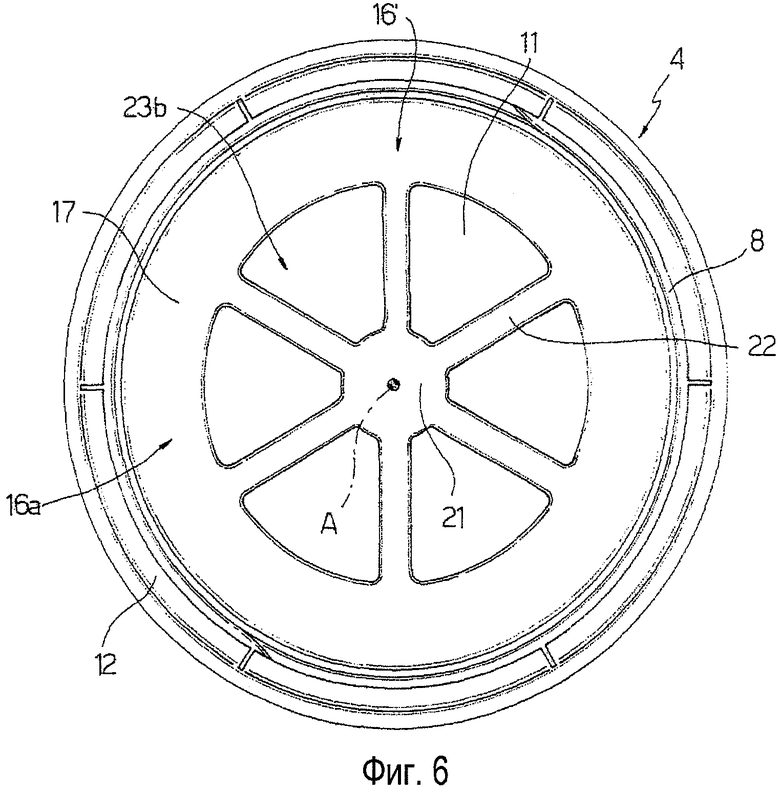
Вариант на Фиг.5 и 6 имеет отношение к возможной другой конфигурации герметика, выполненного по изобретению и обозначенного в дальнейшем с помощью 16'; герметик 16' описывается ниже, только насколько он отличается от герметика 16, и посредством использования одинаковых позиций для составляющих частей, соответствующих или эквивалентных уже описанным частям.
В частности, герметик 16' содержит внешнюю кольцевую часть 17 для взаимодействия при использовании с верхним краем 18 горловинной части 6, внутреннюю, по существу, кругообразную часть 21, которая является концентрической по отношению к внешней кольцевой части 17, и несколько перемычек 22, соединяющих две части 17, 21.
В показанном примере, перемычки 22 представлены в количестве шести и разнесены на одинаковые углы, то есть расположены на угловом расстоянии 60° друг от друга.
Также в этом случае, герметик 16' размещается в пределах дополняющего периферийного углубления 23а поверхности 15 верхней стенки 11 таким образом, что нижняя поверхность 16а герметика находится на одном уровне с остальной частью 23b поверхности 15.
Герметик 16, 16' может быть образован посредством формования под давлением порции полимерного или эластомерного материала в текучем или полутекучем состоянии, который наносится непосредственно на внутреннюю часть колпачка 4, известным образом.
Укупорочное средство 1 изготавливается в соответствии со способом, описанным ниже.
Сначала выливной носик 2 выполняется в замкнутой конфигурации, в которой дискообразная закрывающая часть 24, составляющая одно целое с горловинной частью 6, закрывает выливное отверстие 3 со стороны горловинной части 6, противоположной стороне, обращенной, при использовании, к емкости.
Более конкретно, выливной носик 2 выполняется посредством последовательностей операций, начиная с формообразующей операции, предпочтительно высокотемпературного формования или операции горячей штамповки, выполняющейся на многослойном пластиковом листовом материале, содержащем слой газо- и/или светобарьерного материала, например ПВС.
Формообразующая операция обеспечивает полый, по существу, шляпкообразный корпус 25, который открыт на стороне, обращенной к емкости, к которой он, в конечном счете, прикрепляется, и закрыт на противоположной стороне.
Более конкретно, корпус 25 содержит кольцевую нижнюю часть, полностью образующую опорную часть 5, и перевернутую цилиндрическую чашеобразную верхнюю часть 26, отходящую в осевом направлении от внутреннего радиального края нижней части. Верхняя часть 26 имеет боковую стенку, образующую внутреннюю сторону горловинной части 6, и, следовательно, ограничивающую сбоку выливное отверстие 3, и дискообразную верхнюю стенку, закрывающую выливное отверстие 3.
В качестве альтернативы, корпус 25 может быть выполнен с помощью других подходящих формообразующих способов, таких как прессование или литье материала в форму под давлением методом впрыска.
Корпус 25 также может быть выполнен из пластикового материала, не имеющего газо- и/или светобарьерного свойства, и слой газо- и/или светобарьерного материала может быть обеспечен посредством барьерного покрытия.
Далее, пластиковый материал, такой как полиэтилен или полипропилен, дополнительно формуется посредством прессования на внешней стороне верхней части 26 корпуса 25 для формования резьбы 10 и других горловинных элементов таким образом, чтобы придать этим частям достаточную толщину и жесткость.
Все эти операции позволяют получить выливной носик 2 в форме, показанной на Фиг. 1.
Когда формование выливного носика 2 выполняется с помощью прессования или литья материала в форму под давлением методом впрыска, стадия дополнительного формования не требуется; в действительности, прессование или литье материала в форму под давлением методом впрыска обеспечивает возможность формования корпуса 25 и всех горловинных элементов, таких как резьба 10, в одну стадию.
В результате описанных операций, горловинная часть 6 и закрывающая часть 24 образуют выполненные за одно целое части выливного носика 2, поскольку их получают только формованием без необходимости их соединения с помощью сварки или приклеивания.
В это же время образуется колпачок 4, и герметик 16, 16' наносится на верхнюю стенку 11 колпачка 4 посредством известных способов.
На этой стадии колпачок 4 прикрепляется к выливному носику 2 таким образом, что резьбы 9 и 10 совместно входят в контакт, и верхняя стенка 11 колпачка 4, обеспеченная герметиком 16, 16', располагается рядом с, или предпочтительнее накладывается на, закрывающую часть 24 выливного носика.
В частности, в таком положении поверхность 16а герметика 16, 16' и часть 15b поверхности 15 верхней стенки 11 колпачка 4 прилегают к верхней поверхности выливного носика 2, то есть к верхней поверхности закрывающей части 24 и к верхнему краю 18 горловинной части 6.
После этой сборочной операции, верхняя стенка 11 колпачка 4, на части 15b ее нижней поверхности 15, и закрывающая часть 24, на ее периферийной области, соединяются, например, посредством сварки. В частности, в показанном примере верхняя стенка 11 и закрывающая часть 24 термосвариваются для образования кольцевого сварного шва 27.
Дополнительно, также выполняется кольцевой разрез 28 вдоль периферии закрывающей части 24 и на ее стороне, обращенной к выливному отверстию 3 или обращенной от верхней стенки 11 колпачка 4, с целью простоты удаления закрывающей части с горловинной части 6 во время первого открывания укупорочного средства 1, как это будет описано более подробно ниже.
В примере, показанном на Фиг. 1 и 2, операция разрезания выполняется через всю закрывающую часть 24 и на кольцевой части 17 герметика 16, 16', чтобы обеспечить герметизацию укупорочного средства 1.
На практике операция соединения выполняется в области, радиально расположенной, между кольцевой частью 17 герметика 16, 16' и осью А, чтобы соединить закрывающую часть 24 с частью 15b поверхности 15 верхней стенки 11; другими словами, операция соединения выполняется в области закрывающей части 24, которая внутри соединена с разрезом 28 касательно оси А и выливного отверстия 3.
Операция разрезания может осуществляться, например, посредством холодного или горячего режущего элемента или посредством ультразвуковых или лазерных устройств.
В примере, показанном на Фиг. 1 и 2, операции сварки и разрезания выполняются одновременно посредством ультразвукового устройства 29; оно содержит, по существу, цилиндрический трубчатый сжимающий элемент 30, обеспеченный кольцевой рабочей поверхностью 31, взаимодействующей с верхней стенкой корпуса 25, и ультразвуковую энергетическую установку (не показана); опорный элемент 32, взаимодействующий с верхней стенкой 11 колпачка 4 на противоположной стороне сжимающего элемента 30, и направляющие средства (не показаны) для перемещения сжимающего элемента 30 к и от опорного элемента 32 для получения требуемого сжимающего усилия во время выработки ультразвука.
Периферия сжимающего элемента 30 может быть оснащена кольцевым режущим элементом 33, который оказывает действие на закрывающую часть 24 для создания разреза 28.
В соответствии с вариантом, показанным на Фиг. 3 и 4, операция разрезания выполняется:
- в горячем состоянии, например, посредством использования ультразвуковых или лазерных устройств, накаленных инструментов и т.д.;
- через всю периферию закрывающей части 24; и
- на части 15b поверхности 15 верхней стенки 11 колпачка 4 или частично через такую верхнюю стенку 11, то есть в области, радиально расположенной, между кольцевой частью 17 герметика 16, 16' и осью А.
Таким образом, является возможным получить полный разрез 35 материала под верхней стенкой 11 колпачка 4 и сварочным швом 36 вокруг зоны резания и между закрывающей частью 24 и верхней стенкой колпачка (кратко обозначено в дальнейшем как операция «разрезания и сварки»). На практике вследствие эффекта плавления на материале вокруг зоны резания ослабляющая операция одновременно выполняет соединение совмещающихся частей в такой зоне.
Дополнительная операция сварки между закрывающей частью 24 и верхней стенкой 11 колпачка 4 также может быть выполнена в области, радиально расположенной, между сварным швом 36 и осью А для образования дополнительного кольцевого сварного шва 37, который позволяет повысить прочность прикрепления, чтобы закрывающая часть 24 оставалась прикрепленной к колпачку 4 даже после первого открывания укупорочного средства 1.
Вариант осуществления, показанный на Фиг. 3 и 4, также может обеспечивать герметизацию укупорочного средства 1 до первого использования, даже в случае, когда колпачок 4 не содержит герметик 16, 16'; в этом случае, герметик 16, 16' служит для обеспечения повторной герметизации укупорочного средства 1 после первого открывания и своего рода «дополнительной надежности».
В конце вышеописанных операций, закрывающая часть 24 образует слой газо- и/или светобарьерного материала колпачка 4, то есть «прокладку», так как этот слой, обычно относится к упаковке текучих пищевых продуктов.
Следует отметить, что операция разрезания и сварки также может быть выполнена на выливном носике, нуждающемся в слое газо- и/или светобарьерного материала и/или нуждающемся в закрывающей части, закрывающей выливное отверстие 3; в этом последнем случае, операция разрезания и сварки может выполнять сварной шов между верхней областью горловинной части и колпачком 4.
Первое вскрытие емкости получается в одну стадию с помощью отвинчивания колпачка 4 с выливного носика 2.
Так как колпачок 4 поворачивается вокруг оси А против часовой стрелки на Фиг. 1 и 3, соединение резьб 9 и 10 одновременно перемещает колпачок 4 в осевом направлении от выливного носика 2, чтобы разрушить соединительные средства 14 и начиная удаление закрывающей части 24 с выливного отверстия 3; в качестве результата этого поворачивающего действия, определяющее факт открывания, кольцо 12 удерживается опирающимся в осевом направлении на нижнюю часть резьбы 10 горловинной части 6, и колпачок 4 и закрывающая часть 24 полностью отделяются от выливного носика 2, таким образом освобождая выливное отверстие 3; благодаря сварному шву 27 или сварным швам 36 и 37, закрывающая часть 24 остается соединенной с колпачком 4, в отличие от его выбрасывания.
Емкость может быть снова закрыта с помощью простого прикрепления колпачка 4 обратно на выливной носик 2. В этом положении герметизация укупорочного средства 1 обеспечивается с помощью взаимодействия кольцевой части 17 герметика 16, 16' с верхним краем 18 горловинной части 6 под давлением, оказываемым колпачком 4 на выливной носик 2 в снова закрытом положении.
Преимущества укупорочного средства 1 и способа ее изготовления станут понятными из вышеизложенного описания.
В частности, благодаря тому факту, что газо- и/или светобарьерный материал, герметизирующий выливной носик 2, образуется посредством закрывающей части 24, которая просто получается с помощью формообразующей операции для изготовления носика, потери дорогостоящего материала исключаются. В действительности, в этом случае, закрывающая часть 24 просто приваривается к верхней стенке 11 колпачка 4, чтобы затем удаляться с носика во время первого открывания емкости, вместо того, чтобы сначала удаляться в конце формообразующей операции выливного носика и затем заменяется дополнительным дорогостоящим газо- и/или светобарьерным элементом, приваренным к носику, и который требует удаления при первом использовании.
Более того, первое вскрытие укупорочного средства 1 может быть получено пользователем с помощью одношаговой операции, то есть с помощью простого отвинчивания колпачка 4 с выливного носика 2.
Кроме того, благодаря тому факту, что разрезы 28, 35 проходят, по меньшей мере, через всю закрывающую часть 24, удаление такой части с выливного носика 2 во время первого открывания укупорочного средства 1 требует действительно низкого усилия поворота пользователя на колпачок 4.
В варианте осуществления на Фиг. 1 и 2, герметизация укупорочного средства, пока емкость не достигает конечного пользователя, и повторная герметизация такого укупорочного средства после первого открывания - обе обеспечиваются посредством герметика 16, 16'.
В решении на Фиг. 3 и 4, термосваривание между закрывающей частью 24 и верхней стенкой 11 колпачка 4 получается вокруг всей зоны резания, таким образом, нанесение герметика 16, 16' излишне для обеспечения герметизации укупорочного средства 1 до тех пор, пока емкость не достигнет конечного пользователя; в этом случае, герметик 16, 16' работает только для обеспечения повторной герметизации укупорочного средства и «дополнительной надежности».
Очевидно, что изменения могут быть выполнены относительно укупорочного средства 1 и относительно способа, как описанные и проиллюстрированные здесь, однако, не выходя за пределы, как определенные в прилагаемой формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УКУПОРОЧНОЕ СРЕДСТВО ДЛЯ ЕМКОСТИ | 2011 |
|
RU2555677C2 |
| УКУПОРОЧНОЕ СРЕДСТВО ЕМКОСТИ ДЛЯ ТЕКУЧЕГО ПРОДУКТА | 2013 |
|
RU2621656C2 |
| ОТКРЫВНОЕ УСТРОЙСТВО ДЛЯ ЕМКОСТИ И СПОСОБ ИЗГОТОВЛЕНИЯ ПОДОБНОГО ОТКРЫВНОГО УСТРОЙСТВА | 2014 |
|
RU2658270C2 |
| ВЕНТИЛИРУЕМЫЕ УКУПОРОЧНЫЕ СРЕДСТВА ДЛЯ КОНТЕЙНЕРОВ | 2003 |
|
RU2332199C2 |
| СПОСОБ ПРОИЗВОДСТВА УПАКОВОЧНОЙ ЕМКОСТИ, ВЫЛИВНАЯ КРЫШКА И УПАКОВОЧНАЯ ЕМКОСТЬ | 2010 |
|
RU2555453C2 |
| КОЛПАЧОК С РЕЖУЩИМ ЭЛЕМЕНТОМ | 2014 |
|
RU2654186C2 |
| ВЫЛИВНОЕ УСТРОЙСТВО И УКУПОРОЧНЫЙ КОЛПАЧОК СО ВСТРОЕННЫМ ВЫЛИВНЫМ УСТРОЙСТВОМ | 2000 |
|
RU2254275C2 |
| ПОДВИЖНОЕ ПОВТОРНО-ЗАКРЫВАЕМОЕ ОТКРЫВАЮЩЕЕ УСТРОЙСТВО ДЛЯ УПАКОВОК ДЛЯ ТЕКУЧИХ ПИЩЕВЫХ ПРОДУКТОВ | 2003 |
|
RU2267451C2 |
| УПАКОВКА | 1999 |
|
RU2184059C2 |
| УКУПОРОЧНОЕ УСТРОЙСТВО С КРЫШКОЙ, УМЕНЬШАЮЩЕЙ УТЕЧКУ | 2009 |
|
RU2493075C2 |
Изобретение относится к укупорочному средству для герметичной емкости с текучим пищевым продуктом и к способу его изготовления. Укупорочное средство (1) содержит выливной носик (2), имеющий по меньшей мере один слой газо- и/или светобарьерного материала и закрытый закрывающей частью (24) со стороны, противоположной стороне, обращенной, при использовании, к емкости, и колпачок (4), выполненный с возможностью прикрепления к выливному носику (2) и удаления с него. Закрывающая часть (24) имеет сквозной разрез (28, 35) на ее периферии и соединена с верхней стенкой (11) колпачка (4), покрывающего закрывающую часть (24), так что закрывающая часть (24) образует слой газо- и/или светобарьерного материала колпачка (4) и может быть удалена вместе с колпачком (4) с выливного носика (2) во время первого открывания укупорочного средства (1). При этом на заданной области верхней стенки (11) колпачка (4) обеспечен герметик (16, 16') для взаимодействия с областью (18) выливного носика (2) вокруг закрывающей части (24) для герметизации укупорочного средства (1). По другому варианту выполнения разрез (35) выполняется в горячем состоянии, так что укупорочное средство содержит сварной шов (36) закрывающей части до покрывающей ее верхней стенки (11) колпачка (4) вокруг разреза. Изобретение позволяет обеспечить эффективный газовый и/или световой барьер и уменьшить отход дорогостоящего материала при изготовлении укупорочного средства, а также получить первое вскрытие надежным и простым образом за одношаговую операцию с небольшим усилием пользователя. 4 н. и 24 з.п. ф-лы, 6 ил.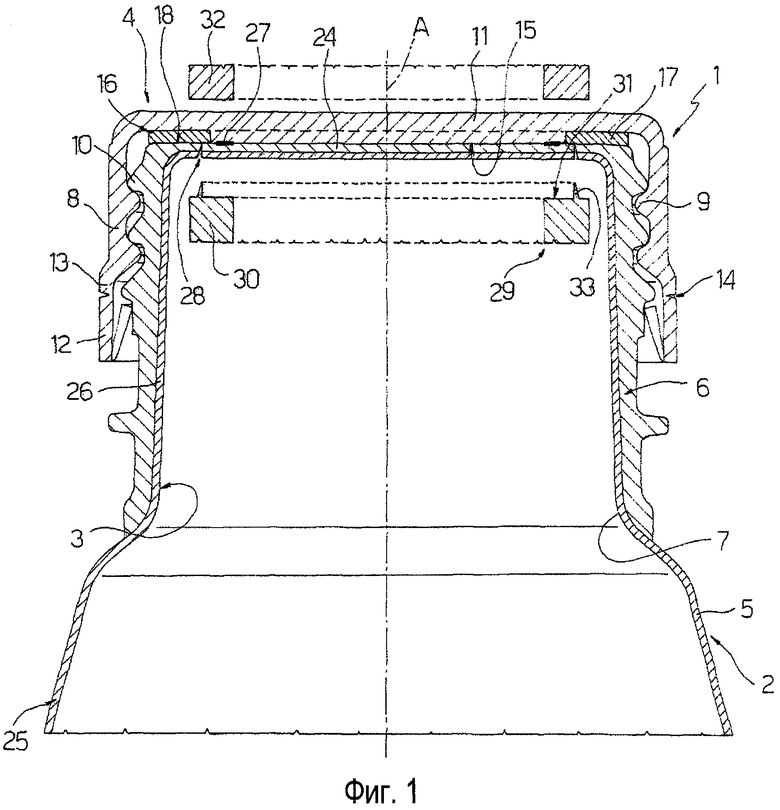
1. Укупорочное средство (1) для герметичной емкости с текучим пищевым продуктом, содержащее:
- выливной носик (2), имеющий по меньшей мере один слой газо- и/или светобарьерного материала и содержащий: горловинную часть (6) для образования выливного отверстия (3) и закрывающую часть (24), покрывающую выливное отверстие (3) со стороны указанной горловинной части (6), противоположной стороне, обращенной при использовании к емкости; и
- колпачок (4) выполненный с возможностью прикрепления к выливному носику (2) и удаления с него;
при этом указанная закрывающая часть (24) имеет разрез (28, 35) на своей периферии и соединена с верхней стенкой (11) колпачка (4), расположенного поверх закрывающей части (24);
отличающееся тем, что указанный разрез (28, 35) является сквозным, так что указанная закрывающая часть (24) образует газо- и/или светобарьерный слой колпачка (4) и может быть удалена вместе с указанным колпачком (4), с выливного носика (2) во время первого открывания укупорочного средства (1); при этом на заданной области верхней стенки (11) колпачка (4) обеспечен герметик (16, 16') для взаимодействия с областью (18) выливного носика (2) вокруг закрывающей части (24) для герметизации укупорочного средства (1).
2. Укупорочное средство по п.1, в котором герметик (16, 16') содержит, по меньшей мере, одну кольцевую часть (17), нанесенную на периферию верхней стенки (11) колпачка (4).
3. Укупорочное средство по п.2, в котором герметик (16') содержит центральную часть (21), которая является концентрической и внутренней по отношению к кольцевой части (17) и несколько перемычек (22), соединяющих указанные кольцевые и центральные части (17, 21).
4. Укупорочное средство по п.2, в котором указанный разрез (35) расположен между кольцевой частью (17) герметика (16, 16') и осью (А) указанной кольцевой части (17).
5. Укупорочное средство по п.4, в котором указанный разрез (35) частично продолжается через верхнюю стенку (11) колпачка (4).
6. Укупорочное средство по п.4, в котором соединение между закрывающей частью (24) и верхней стенкой (11) колпачка (4) расположено вокруг разреза (35).
7. Укупорочное средство по п.4, в котором закрывающая часть (24) и верхняя стенка (11) колпачка (4) соединены в дополнительной области (37), расположенной между указанным разрезом (35) и осью (А) кольцевой части (17).
8. Укупорочное средство по п.2, в котором указанный разрез (28) продолжается к указанной кольцевой части (17) герметика (16, 16').
9. Укупорочное средство по п.8, в котором соединение между закрывающей частью (24) и верхней стенкой (11) колпачка (4) расположено между кольцевой частью (17) герметика (16, 16') и осью (А) указанной кольцевой части (17).
10. Укупорочное средство по п.1, в котором горловинная часть (6) выливного носика (2) имеет резьбу (10) для зацепления с соответствующей резьбой (9) колпачка (4).
11. Способ изготовления укупорочного средства (1) для герметичной емкости с текучим пищевым продуктом, включающий стадии:
- формования выливного носика (2), имеющего по меньшей мере один слой газо- и/или светобарьерного материала и содержащего: горловинную часть (6) для образования выливного отверстия (3) и закрывающую часть (24), покрывающую выливное отверстие (3) со стороны указанной горловинной части (6), противоположной стороне, обращенной при использовании к емкости;
- формования колпачка (4), прикрепляемого к выливному носику (2) с возможностью удаления;
- выполнения разреза (28, 35) на периферии закрывающей части (24);
- соединения закрывающей части (24) с верхней стенкой (11) колпачка (4), расположенного поверх закрывающей части (24);
отличающийся тем, что указанная стадия выполнения разреза включает выполнение сквозного разреза (28, 35) в указанной закрывающей части (24), так что указанная закрывающая часть (24) образует газо- и/или светобарьерный слой колпачка (4) и может быть удалена вместе с указанным колпачком (4) с выливного носика (2) во время первого открывания укупорочного средства (1); и
- нанесения герметика (16, 16') на заданную область верхней стенки (11) колпачка (4) для взаимодействия с областью (18) выливного носика (2) вокруг закрывающей части (24) для герметизации укупорочного средства (1).
12. Способ по п.11, в котором указанную стадия нанесения герметика (16, 16') осуществляют до того, как указанный колпачок (4) устанавливают на выливном носике (2); а указанные стадии выполнения разреза (28, 35) и соединения осуществляют после прикрепления указанного колпачка (4) к указанному выливному носику (2) и на стороне закрывающей части (24), обращенной от колпачка (4).
13. Способ по п.11, в котором герметик (16, 16') включает по меньшей мере одну кольцевую часть (17), нанесенную на периферию верхней стенки (11) колпачка (4).
14. Способ по п.11, в котором указанные стадии выполнения разреза (28, 35) и соединения осуществляют одновременно.
15. Способ по п.11, в котором указанная стадия соединения является результатом указанной стадии выполнения разреза (35), осуществляемой в горячем состоянии, так чтобы создать сварной шов (36) вокруг зоны резания.
16. Способ по п.15, в котором указанная стадия выполнения разреза (35) в горячем состоянии выполняется в области указанной закрывающей части (24), расположенной между кольцевой частью (17) герметика (16, 16'), нанесенного на верхнюю стенку колпачка (4), и осью (А) указанной кольцевой части (17).
17. Способ по п.15, в котором указанную стадию выполнения разреза (35) в горячем состоянии осуществляют через всю указанную закрывающую часть (24) и частично через верхнюю стенку (11) колпачка (4).
18. Способ по п.15, в котором осуществляют дополнительную стадию соединения между закрывающей частью (24) и верхней стенкой (11) колпачка (4) в области (37), расположенной между указанным сварным швом (36) и осью (А) кольцевой части (17).
19. Способ по п.11, в котором указанный разрез (28) продолжается к указанной кольцевой части (17) герметика (16, 16'), нанесенного на верхнюю стенку колпачка (4).
20. Способ по п.19, в котором указанную стадию соединения осуществляют в области, расположенной между кольцевой частью (17) герметика (16, 16') и осью (А) указанной кольцевой части (17).
21. Способ по п.11, в котором указанная стадия соединения является стадией сварки.
22. Способ по п.11, в котором стадия формования выливного носика (2) включает стадию формования резьбы (10) на указанном выливном носике (2) для зацепления с соответствующей резьбой (9) колпачка (4).
23. Способ изготовления укупорочного средства (1) для герметичной емкости с текучим пищевым продуктом, включающий стадии:
- формования выливного носика (2), имеющего горловинную часть (6) для образования выливного отверстия (3) и закрывающую часть (24), покрывающую выливное отверстие (3) со стороны указанной горловинной части (6), противоположной стороне, обращенной при использовании к емкости;
- прикрепления съемного колпачка (4) к выливному носику (2) и
- затем выполнения кольцевого разреза (35) вдоль периферии закрывающей части (24) и на стороне, обращенной от колпачка (4);
отличающийся тем, что указанную стадию выполнения разреза осуществляют в горячем состоянии с получением полного разреза (35), по меньшей мере, закрывающей части (24) и сварного шва (36) указанной закрывающей части (24) к покрывающей ее верхней стенки (11) колпачка (4) вокруг зоны резания, так что указанная закрывающая часть (24) может быть удалена с выливного носика (2) вместе с указанным колпачком (4) во время первого открывания укупорочного средства (1).
24. Способ по п.23, в котором выливной носик (2) содержит по меньшей мере один слой газо- и/или светобарьерного материала.
25. Способ по п.23, в котором указанную стадию выполнения разреза (35) осуществляют частично также через верхнюю стенку (11) колпачка (4).
26. Укупорочное средство (1) для герметичной емкости с текучим пищевым продуктом, содержащее:
- выливной носик (2), имеющий горловинную часть (6) для образования выливного отверстия (3) и закрывающую часть (24), покрывающую выливное отверстие (3) со стороны указанной горловинной части (6), противоположной стороне, обращенной при использовании к емкости:
- колпачок (4), выполненный с возможностью прикрепления к выливному носику (2) и удаления с него; и
- кольцевой разрез (35), выполненный вдоль периферии закрывающей части (24) и на стороне, обращенной от колпачка (4);
отличающееся тем, что указанный разрез (35) является полным, продолжается по меньшей мере через всю закрывающую часть (24) и выполняется в горячем состоянии;
при этом указанное укупорочное средство (1) дополнительно содержит сварной шов (36) указанной закрывающей части (24) до покрывающей ее верхней стенки (11) колпачка (4) вокруг разреза, так что указанная закрывающая часть (24) может быть удалена с выливного носика (2) вместе с указанным колпачком (4) во время первого открывания укупорочного средства (1);
при этом указанный сварной шов (36) получают при выполнении указанного кольцевого разреза (35).
27. Укупорочное средство по п.26, в котором выливной носик (2) содержит по меньшей мере один слой газо- и/или светобарьерного материала.
28. Укупорочное средство по п.26, в котором указанный разрез (35) продолжается также частично через верхнюю стенку (11) колпачка (4).
| Способ измерения аналоговых сигналов | 1983 |
|
SU1147990A1 |
| ЕР 0648679 A1, 19.04.1995 | |||
| DE 4432718 A1, 21.03.1996 | |||
| US 4913307 A, 03.04.1990 | |||
| ЕР 0915027 A1, 12.05.1995 | |||
| CH 475137 A, 15.07.1969. | |||

