Настоящее изобретение относится к технологиям краевого уплотнения для вакуумных изолирующих стеклопакетов (VIG). Более конкретно, некоторые примерные варианты осуществления относятся к технологиям для обеспечения локального нагревания для краевых уплотнений устройств и/или унифицированным печам для осуществления такового. В некоторых примерных вариантах осуществления устройство предварительно нагревается до одной или более промежуточной температуры(ур), обеспечивается локальное нагревание (например, от одного или более по существу линейных сфокусированных инфракрасных (IR) источников тепла) проксимально к периферийным краям устройства с возможностью расплавления стеклоприпоя(ев), размещенного на них, и устройство охлаждается. В некоторых примерных вариантах осуществления предварительное нагревание и/или охлаждение может быть обеспечено в одном или более этапах. Печь для выполнения такового может включать в себя множество зон для осуществления вышеупомянутых этапов, при этом каждая зона, если требуется, включает в себя одну или более камер.
Вакуумные изолирующие стеклопакеты являются известными в данной области техники. Например, см. патент США № 5664395, 5657607 и 5902652, все описания которых, таким образом, включены в данный документ согласно ссылке.
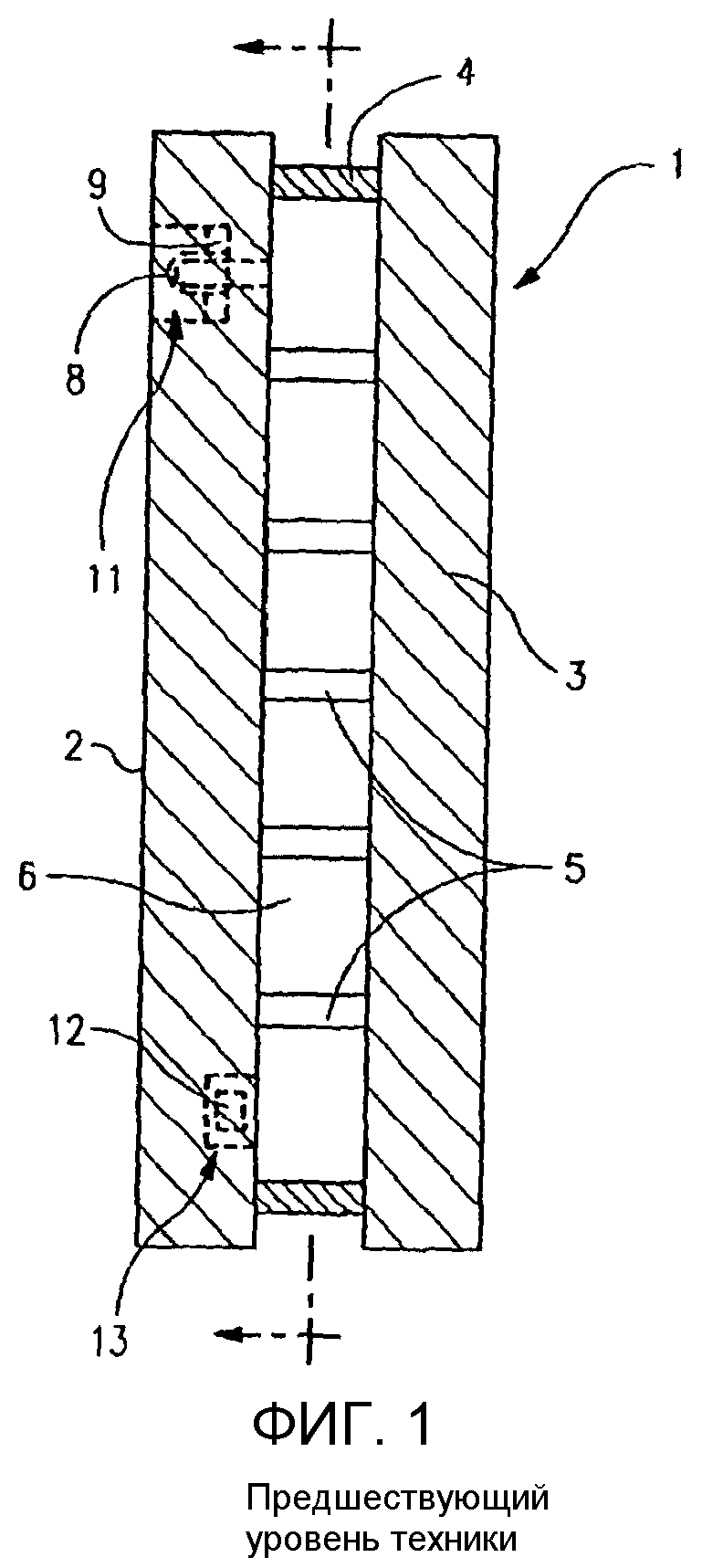
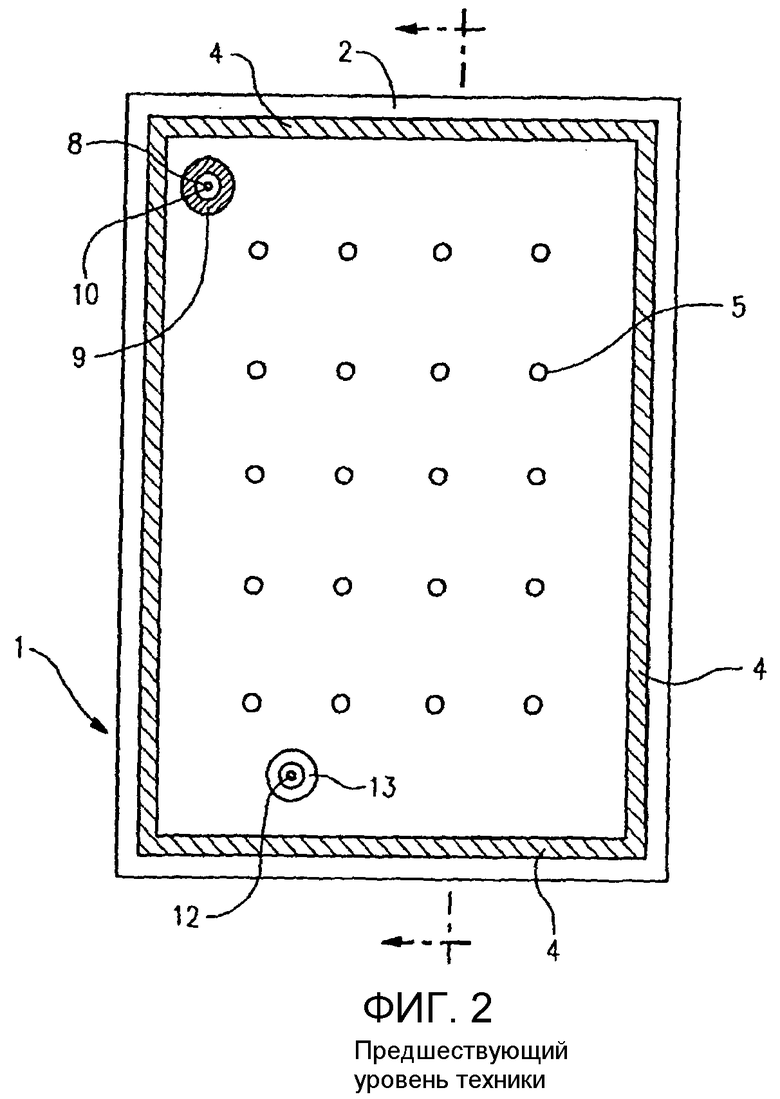
На фиг.1-2 изображен обычный вакуумный изолирующий стеклопакет (вакуумный IG узел или VIG узел) (далее - вакуумный изолирующий стеклопакет - прим. переводчика). Вакуумный изолирующий стеклопакет 1 включает в себя две разнесенные на расстоянии друг от друга стеклянные подложки 2 и 3, которые содержат в себе откачанное или при низком давлении пространство 6 между ними. Стеклянные листы/подложки 2 и 3 соединены посредством периферийных или краевых уплотнений из плавленного стеклоприпоя 4 и множества опор или разделителей 5.
Трубка для вакуумирования 8 герметично уплотняется стеклоприпоем 9 к апертуре или отверстию 10, которое проходит от внутренней поверхности стеклянного листа 2 к днищу углубления 11 во внешней поверхности листа 2. Вакуум подсоединяется к трубке для вакуумирования 8 так, что внутренняя полость между подложками 2 и 3 может быть откачана для создания области низкого давления или пространства 6. После откачивания трубка 8 расплавляется для уплотнения вакуума. Углубление 11 поддерживает уплотненную трубку 8. Если требуется, химический газопоглотитель 12 может быть помещен в выемку 13.
Обычные вакуумные изолирующие стеклопакеты со своими периферийными уплотнениями 4 из расплавленного стеклоприпоя изготавливаются следующим образом. Стеклоприпой в растворе (в конечном итоге для образования краевого уплотнения 4 стеклоприпоем) сначала размещается по периферии подложки 2. Другая подложка 3 опускается относительно вершины подложки 2 для того, чтобы вставить разделители 5 и стеклоприпой/раствор между ними. Затем весь узел, включающий в себя листы 2, 3, разделители и материал уплотнения, нагревается до температуры приблизительно 500°С в точке, при которой стеклоприпой плавится, смачивает поверхность стеклянных листов 2, 3 и, в конечном итоге, образует герметичное периферийное или краевое уплотнение 4. Эта температура приблизительно в 500°С выдерживается около от одного до восьми часов. После образования периферийного/краевого уплотнения 4 и уплотнения вокруг трубки 8 узел охлаждается до комнатной температуры. Отмечается, что в разделе 2 патента США №5,664,395 утверждается, что обычная температура обработки вакуумного изолирующего стеклопакета составляет приблизительно 500°С в течение одного часа. Изобретатель Collins 395-го патента утверждает в патенте "Термическое дегазирование вакуумной системы стекол", зарегистрированном на Lenzen, Turner и Collins, что "процесс краевого уплотнения является достаточно медленным в настоящий момент: обычно температура образца увеличивается на 200°С в час и удерживается в течение одного часа при постоянной величине, изменяющейся от 430°С до 530°С в зависимости от композиции стеклоприпоя." После образования краевого уплотнения 4 вакуум создается через посредство трубки для образования пространства 6 низкого давления.
К сожалению, вышеуказанные высокие температуры и длительные времена нагревания всего используемого узла при разработке краевого уплотнения 4 являются нежелательными, особенно когда желательно использовать термически упрочненную или закаленную стеклянную подложку(и) 2, 3 в вакуумном изолирующем стеклопакете. Как показано на фиг.3-4, закаленное стекло теряет прочность закалки под действием высоких температур в зависимости от времени нагревания. Кроме того, такие высокие температуры обработки могут негативно влиять на некоторое низкоэмиссионное покрытие(я), которое в некоторых случаях может применяться к одной или обеим стеклянным подложкам.
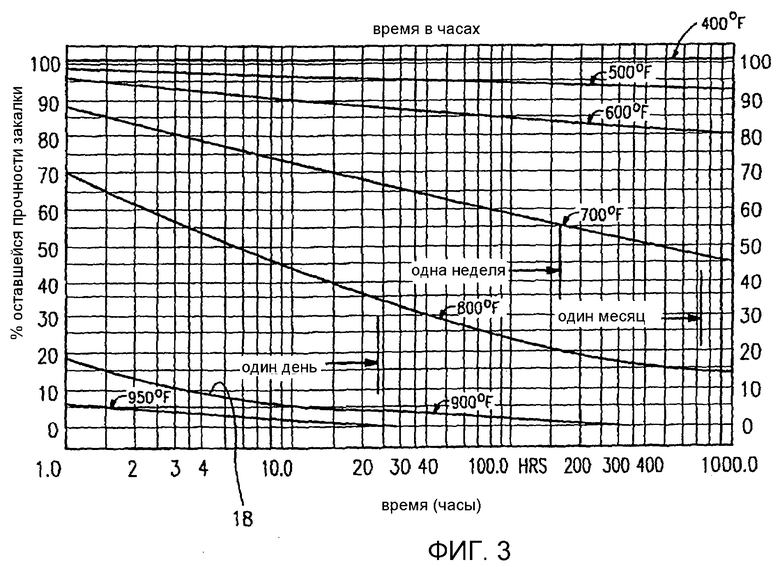
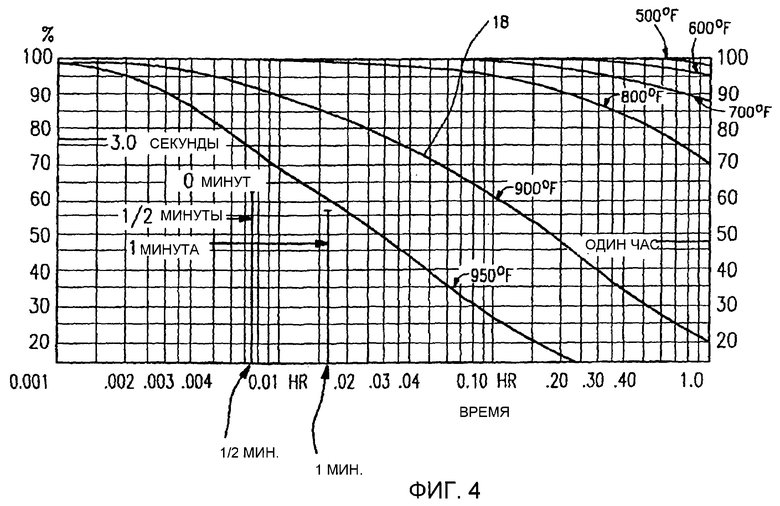
Фиг.3 представляет собой график, иллюстрирующий как полностью термически закаленное листовое стекло теряет первоначальную закалку под действием различных температур в течение различных периодов времени, причем первоначальное центральное растягивающее напряжение составляет 3,200 ед.массы на 2,54 см (дюйм). На фиг.3 ось x экспоненциально представляет время в часах (от 1 до 1,000 часов), при этом ось y указывает долю в процентах от первоначальной остаточной прочности закалки после подвергания тепловому воздействию. Фиг.4 представляет собой график, подобный изображенному на фиг.3, за исключением того, что ось х на фиг.4 экспоненциально продолжается от нуля до одного часа.
На фиг.3 изображены семь различных кривых, каждая указывает воздействие различных температур в градусах по шкале Фаренгейта (°F). Различные кривые/линии соответствуют 400°F (204,4°С) (вдоль вершины графика фиг.3), 500°F (260°С), 600°F (315,6°С), 700°F (371,1°С), 800°F (426,7°С), 900°F (482,2°С) и 950°F (510°С) (нижняя кривая графика фиг.3). Температура 900°F приблизительно соответствует 482°С, что находится в пределах диапазона, используемого для образования вышеупомянутого обычного периферийного уплотнения 4 стеклоприпоем на фиг.1-2. Таким образом, обращается внимание на кривую 900°F на фиг.3, отмеченную ссылочной позицией 18. Как показано, только 20% от первоначальной прочности закалки остается спустя один час при температуре (900°F или 482°С). Такая значительная потеря (т.е., потеря в 80%) прочности закалки, конечно, является нежелательной.
На фиг.3-4 отмечено, что прочность закалки сохраняется гораздо лучше в термически закаленном листе, когда он нагревается до температуры 800°F (около 428°С) в течение одного часа по сравнению с 900°F в течение одного часа. Такой стеклянный лист сохраняет около 70% своей первоначальной прочности закалки спустя один час при температуре 800°F, что значительно лучше, чем менее 20%, при 900°F для того же самого периода времени.
Другое преимущество, связанное с ненагреванием всего устройства слишком долго, состоит в том, что, кроме того, могут быть использованы опорные материалы для низкотемпературных применений. Это может быть желательно или нежелательно в некоторых случаях.
Даже при использовании незакаленных стеклянных подложек, из-за высоких температур, применяемых ко всему вакуумному изолирующему стеклопакету, стекло может расплавиться или возникнут напряжения. Эти напряжения могут увеличивать вероятность деформации стекла и/или повреждения.
Таким образом, следует понимать, что существует потребность в данной области техники для вакуумного изолирующего стеклопакета и соответствующего способа изготовления данного стеклопакета, в котором конструктивно может быть обеспечено звукогерметичное краевое уплотнение между противоположными стеклянными листами. Также существует потребность в данной области техники для вакуумного изолирующего стеклопакета, включающего в себя закаленные стеклянные листы, в которых периферийное уплотнение образовано так, что стеклянные листы сохраняют больше своей первоначальной прочности закалки, чем для обычной технологии изготовления вакуумного изолирующего стеклопакета, где все устройство нагревается для образования краевого уплотнения стеклоприпоем.
Аспект некоторых примерных вариантов осуществления настоящего изобретения относится к применению локального нагревания к периферии устройства для образования краевых уплотнений для уменьшения нагревания непериферийных областей устройства и тем самым уменьшения шансов значительного повреждения.
Аспект некоторых примерных вариантов осуществления относится к обеспечению поэтапного нагревания, локального нагревания и поэтапному охлаждению устройства через посредство унифицированной печи, при этом локальное нагревание обеспечивается посредством по существу линейного сфокусированного инфракрасного (IR) источника тепла.
Другой аспект некоторых примерных вариантов осуществления относится к обеспечению вакуумного изолирующего стеклопакета, имеющего периферийное или краевое уплотнение, образованное так, что, по меньшей мере, некоторый участок(ки) термически закаленных стеклянных подложек/листов вакуумного изолирующего стеклопакета сохраняет больше своей первоначальной прочности закалки, чем если бы были использованы обычные технологии для образования краевого уплотнения со стеклоприпойным материалом для краевого уплотнения.
Другой аспект некоторых примерных вариантов осуществления относится к обеспечению вакуумного изолирующего стеклопакета и способу изготовления данного стеклопакета, в котором, по меньшей мере, участок получаемой термически закаленной стеклянной подложки(ек) сохраняет(ют), по меньшей мере, около 50% от первоначальной прочности закалки после образования краевого уплотнения (например, краевое уплотнение стеклоприпоем).
Другой аспект некоторых примерных вариантов осуществления относится к уменьшению периода времени для последующего закаливания, необходимого для образования периферийного/краевого уплотнения в вакуумном изолирующем стеклопакете.
В некоторых примерных вариантах осуществления этого изобретения обеспечивается способ изготовления оконного вакуумного изолирующего стеклопакета (VIG), способ, содержащий: обеспечение первой и второй по существу параллельных разнесенных на расстоянии друг от друга стеклянных подложек и стеклоприпоя, размещенного, по меньшей мере, частично между первой и второй стеклянными подложками для уплотнения края оконного вакуумного изолирующего стеклопакета; предварительное нагревание стеклянных подложек и стеклоприпоя, по меньшей мере, до одной температуры ниже точки плавления первой и второй подложек и ниже точки плавления стеклоприпоя; обеспечение локального тепла, включающего в себя излучение ближнего инфракрасного (IR) диапазона близко к краю, который должен быть уплотнен, с возможностью, по меньшей мере, частичного расплавления стеклоприпоя; охлаждение устройства и обеспечение затвердевания стеклоприпоя при изготовлении оконного вакуумного изолирующего стеклопакета (VIG).
В некоторых примерных вариантах осуществления этого изобретения предусматривается способ изготовления вакуумного изолирующего стеклопакета, включающего в себя его краевое уплотнение. Обеспечивается устройство, содержащее первую и вторую по существу параллельные разнесенные на расстоянии друг от друга стеклянные подложки, один или более краев между первой и второй подложками, которые должны быть уплотнены, и стеклоприпой для уплотнения каждого упомянутого края, который должен быть уплотнен. Устройство предварительно нагревается полностью, по меньшей мере, до одной промежуточной температуры, при этом каждая упомянутая температура является ниже точки плавления первой и второй подложек и ниже точки плавления стеклоприпоя. Через посредство излучения ближнего инфракрасного диапазона, генерируемого посредством по существу линейного сфокусированного инфракрасного источника тепла, локальное тепло обеспечивается для устройства близко к краям, подлежащим уплотнению, при температуре плавления стеклоприпоя, при этом температура плавления стеклоприпоя является достаточно высокой для расплавления стеклоприпоя, причем локальное тепло обеспечивается для устройства так, что области устройства, удаленные от краев, подлежащих уплотнению, поддерживаются при температуре, близкой к промежуточной температуре. Устройство охлаждается целиком, по меньшей мере, до одной уменьшенной температуры, и обеспечивается затвердевание стеклоприпоя.
В некоторых примерных вариантах осуществления обеспечивается способ изготовления краевого уплотнения для вакуумного изолирующего стеклопакета. Обеспечивается печь, включающая в себя входную зону, зону краевого уплотнения и выходную зону. Устройство, содержащее первую и вторую по существу параллельные разнесенные на расстоянии друг от друга стеклянные подложки, один или более краев между первой и второй подложками, подлежащими уплотнению, и стеклоприпой для уплотнения каждого упомянутого края, подлежащего уплотнению, вводится в печь. Во входной зоне печи устройство предварительно нагревается целиком, по меньшей мере, до одной промежуточной температуры, при этом каждая упомянутая промежуточная температура является ниже точки плавления первой и второй подложек и ниже точки плавления стеклоприпоя. В зоне краевого уплотнения печи, через посредство локальных источников тепла, локальное тепло обеспечивается для устройства близко к краям, подлежащим уплотнению при температуре плавления стеклоприпоя, при этом температура плавления стеклоприпоя является довольно высокой, достаточной для расплавления стеклоприпоя, причем локальное тепло обеспечивается для устройства так, что области устройства, удаленные от краев, подлежащих уплотнению, поддерживаются при температуре, близкой к промежуточной температуре. В выходной зоне печи устройство охлаждается целиком, по меньшей мере, до одной уменьшенной температуры, и обеспечивается затвердевание стеклоприпоя.
В некоторых примерных вариантах осуществления предусматривается устройство для образования краевых уплотнений для вакуумного изолирующего стеклопакета. Входная зона обеспечивается для приема устройства, содержащего первую и вторую по существу параллельные разнесенные на расстоянии друг о друга стеклянные подложки, один или более краев между первой и второй подложками, подлежащими уплотнению, и стеклоприпой для уплотнения каждого упомянутого края, подлежащего уплотнению, и для предварительного нагревания устройства целиком, по меньшей мере, до одной промежуточной температуры, при этом каждая упомянутая промежуточная температура является ниже точки плавления первой и второй подложек и ниже точки плавления стеклоприпоя. Зона краевого уплотнения, включающая в себя источник локального тепла, предусматривается для обеспечения локального тепла для устройства вблизи краев, подлежащих уплотнению при температуре плавления стеклоприпоя, при этом температура плавления стеклоприпоя является достаточно высокой для расплавления стеклоприпоя, причем локальный нагрев обеспечивается для устройства так, что области устройства, удаленные от краев, подлежащих уплотнению, поддерживаются при температуре, близкой к промежуточной температуре. Выходная зона печи обеспечивается для охлаждения устройства целиком, по меньшей мере, до одной уменьшенной температуры, и обеспечивается затвердевание стеклоприпоя.
Признаки, аспекты, преимущества и примерные варианты осуществления, описанные в данном документе, могут быть комбинированы для реализации дополнительных вариантов осуществления.
Эти и другие признаки и преимущества могут быть лучше и полнее изучены посредством ссылки на следующее подробное описание иллюстративных вариантов осуществления, приведенных в качестве примера, в сочетании с чертежами, на которых:
фиг.1 представляет собой вид в разрезе обычного вакуумного изоляционного стеклопакета предшествующего уровня техники;
фиг.2 представляет собой вид сверху нижней подложки, краевого уплотнения и пространств согласно фиг.1 вакуумного изоляционного стеклопакета предшествующего уровня техники, выполненного по линии разреза, изображенной на фиг.1;
фиг.3 представляет собой график зависимости остаточной прочности закаливания в процентах от времени (часы), иллюстрирующий потерю первоначальной прочности закалки для термически закаленного листа стекла после подвергания различным температурам в течение различных периодов времени;
фиг.4 представляет собой график зависимости остаточной прочности закаливания в процентах от времени, подобный изображенному на фиг.3, за исключением того, что по оси х обеспечен более короткий период времени;
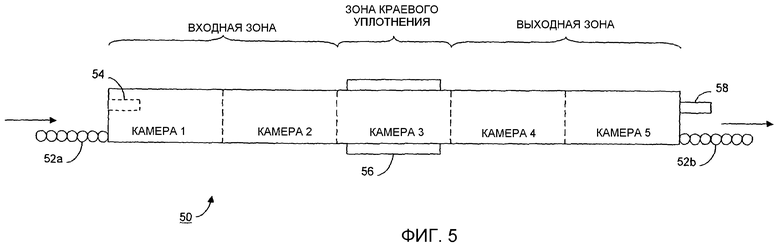
фиг.5 представляет собой упрощенный вид сбоку, иллюстрирующий примерное размещение пяти камер печи в соответствии с примерным вариантом осуществления;
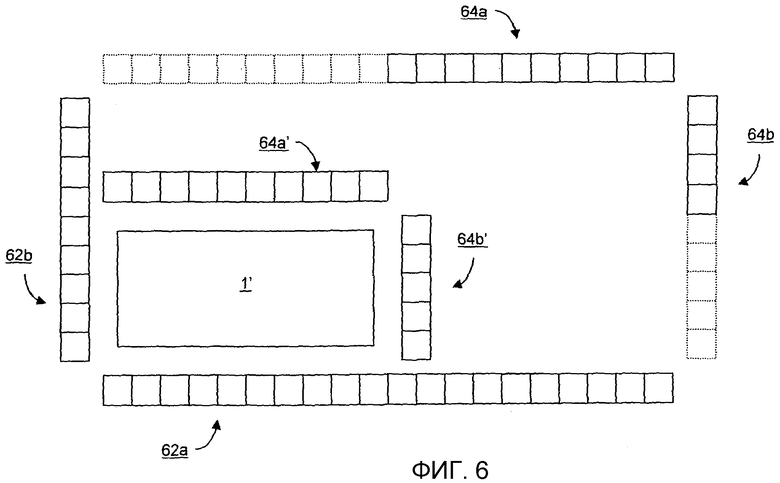
фиг.6 представляет собой вид сверху подвижной концентрации источников ИК тепла в зоне краевого уплотнения унифицированной печи в соответствии с примерным вариантом осуществления;
фиг.7 представляет собой вид сбоку концентрирующего и/или фокусирующего зеркала, расположенного близко к элементу ИК нагрева в соответствии с примерным вариантом осуществления; и
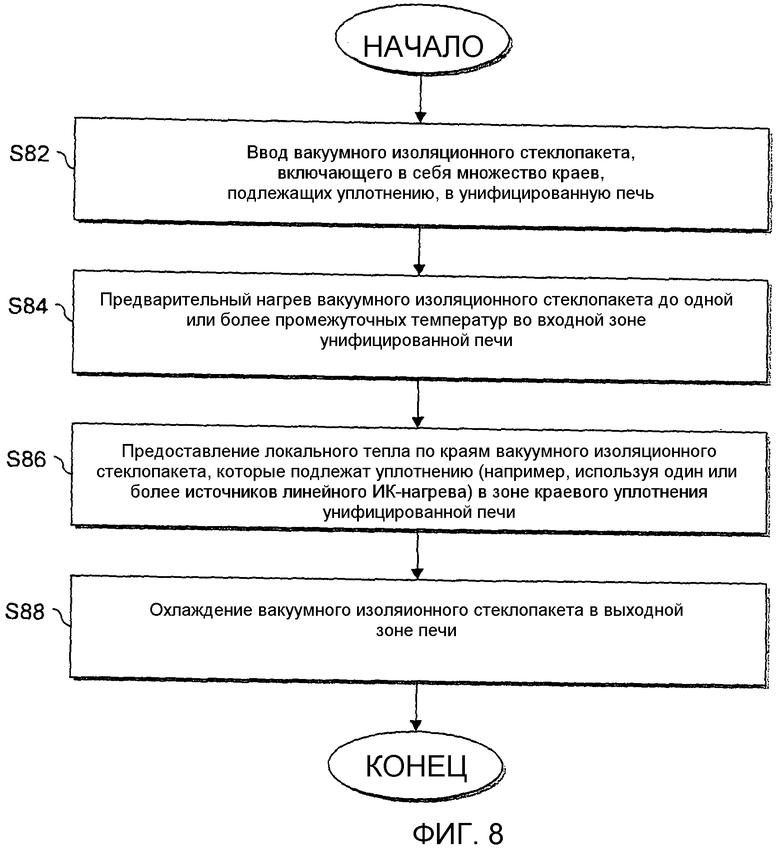
фиг.8 представляет собой иллюстративную блок-схему алгоритма, изображающую процесс для обеспечения локального нагревания для краевых уплотнений стеклоприпоем вакуумного изолирующего стеклопакета через посредство унифицированной печи в соответствии с примерным вариантом осуществления.
Некоторые варианты осуществления настоящего изобретения относятся к усовершенствованной периферии или краевому уплотнению в оконном вакуумном изолирующем стеклопакете, и/или способу изготовления такового. "Периферийные" или "краевые" уплотнения в этом документе не означают, что уплотнения размещены на абсолютной периферии или крае устройства, но вместо этого обозначают, что уплотнение, по меньшей мере, частично размещено на или возле (например, приблизительно в двух дюймах) края, по меньшей мере, одной подложки устройства. Подобным образом, "край" в том смысле, в каком он употребляется в данном документе, не ограничивается абсолютным краем стеклянной подложки, но также может включать в себя область на или возле (например, приблизительно в двух дюймах) абсолютного края подложки(ек). Также следует понимать, что термин "VIG узел" (далее - вакуумный изолирующий стеклопакет) в том смысле, в каком он употребляется в данном документе, относится к промежуточному продукту до того, как края вакуумного изоляционного стеклопакета были уплотнены, и создан вакуум в полости, включающей в себя, например, две параллельно разнесенные на расстоянии друг от друга подложки и стеклоприпой. Также, хотя стеклоприпой может упоминаться в данном документе "на" или "поддерживаемый" одной или более подложек, это не означает, что стеклоприпой может непосредственно контактировать с подложкой(ами). Иначе говоря, слово "на" охватывает значения как непосредственно на, так и опосредовано на для того, чтобы стеклоприпой мог считаться "на" подложке, даже если другой материал (например, покрытие и/или тонкая пленка) размещен между подложкой и стеклоприпоем.
В некоторых примерных вариантах осуществления настоящего изобретения предусмотрен способ предпочтительного нагревания для краевого уплотнения со стеклоприпоем вакуумных изоляционных стеклопакетов, использующий унифицированную зонированную печь. Предварительно собранное устройство сначала нагревается до промежуточной температуры, которая ниже температуры, требуемой для плавления стеклоприпойного уплотнения (например, температура около 200-300°С). Затем край устройства дополнительно нагревается при помощи локального тепла от по существу линейного сфокусированного источника инфракрасного (IR) тепла, который выполнен для генерации ИК излучения на длине волны ближнего инфракрасного диапазона (например, длина волны около 0,7-5,0 мкм) и, более предпочтительно, около 1,1-1,4 мкм для того, чтобы обеспечивать локальную температуру от около 350-500°С до тех пор, пока стеклоприпой не расплавится. Вместе с этим при использовании закаленного или термически упрочненного стекла, по меньшей мере, определенные участки термоупрочненного листа(ов)/подложки(жек) стекла вакуумного изоляционного стеклопакета теряют не более около 50% первоначальной прочности закалки, поскольку большая часть области остается под воздействием промежуточной температуры. В основном из-за низких температур технологии некоторых примерных вариантов осуществления предпочтительно затрачивают меньше энергии и экономят время при охлаждении образцов. Следует понимать, что локальная температура может быть определена, частично основываясь на материале(ах), содержащем стеклоприпой. Например, стеклоприпои, содержащие свинец, имеют тенденцию требовать более низкие температуры, чем стеклоприпои, содержащие серебро.
Унифицированная печь некоторых примерных вариантов осуществления включает в себя множество камер. В общем, камеры будут соответствовать входной зоне, зоне краевого уплотнения и выходной зоне. Следует понимать, что иллюстративная унифицированная печь может включать в себя множество камер для выполнения функции одной зоны (например, две входные камеры могут быть предусмотрены для выполнения функции входной зоны, две выходные камеры могут быть предусмотрены для выполнения функции выходной зоны, и т.д.), и/или что одна камера может быть обеспечена для выполнения функции, связанной с множеством зон (например, одна камера может обеспечивать функцию входной и выходной зоны и т.д.).
В качестве примера и без ограничения, фиг.5 представляет собой упрощенный вид сбоку, иллюстрирующий примерное размещение пяти камер печи 50 в соответствии с примерным вариантом осуществления. Однако, как упоминалось выше, следует понимать, что может быть использовано больше или меньше камер. В некоторых неограничивающих осуществлениях, смежные камеры могут быть отделены уплотняющими дверцами (представлены пунктирными линиями между смежными камерами), размещенными между ними. Соединение, шкивы и /или другие средства могут быть предусмотрены для открывания и закрывания этих дверец.
Унифицированная печь 50 некоторых примерных вариантов осуществления является полунепрерывной по производственному циклу. Роликовый конвейер 52 или другая транспортная технология может быть использована для физического перемещения данного узла вакуумного изоляционного стеклопакета из одной зоны и/или камеры в следующую так, что вакуумный изоляционный стеклопакет и/или его составляющие не смещаются или не изменяют положение друг относительно друга. В начальной точке 52а роликовый конвейер 52 подает вакуумные изоляционные стеклопакеты в печь 50, например, через первую дверцу 54. Вакуумные изоляционные стеклопакеты могут быть перемещены на место или остановлены, когда они достигают соответствующего положения в пределах камеры или зоны. Положение вакуумного изоляционного стеклопакета может быть определено, например, фотоэлементом или другими средствами обнаружения. В качестве примера и без ограничения, данное положение может быть центром конкретной камеры, выровненное в пределах конкретных горизонтальных и вертикальных положений (например, как описано более подробно ниже в отношении фиг.6) и т.д. В некоторых примерных вариантах осуществления было бы предпочтительно временно останавливать вакуумный изоляционный стеклопакет в конкретном местоположении, например, чтобы позволить вакуумному изоляционному стеклопакету достаточно нагреться, чтобы обеспечить расплавление стеклоприпоя и т.д.
В некоторых примерных вариантах осуществления множество вакуумных изоляционных стеклопакетов может подаваться в печь 50 одновременно так, что они обрабатываются отдельными порциями. Например, в пятикамерной печи, подобной показанной на фиг.5, может быть обработано до пяти вакуумных изоляционных стеклопакетов посредством печи одновременно, причем процесс начинается и прекращается в зависимости от хода выполнения процесса каждой камеры. Например, зона краевого уплотнения может потребовать больше времени, чем охлаждение, осуществляемое в камерах выходной зоны. Таким образом, может быть введено некоторое запаздывание в процесс для учета различных длительностей процессов различных зон и/или камер.
Входная зона (например, камеры 1 и 2 в примерном варианте осуществления на фиг.5) оснащена по существу равномерными источниками тепла так, что вакуумный изоляционный стеклопакет может нагреваться отдельными этапами. То есть, по существу равномерный нагрев может быть применен к вакуумному изоляционному стеклопакету для того, чтобы по существу равномерно нагревать весь вакуумный изоляционный стеклопакет. Нагревание может быть выполнено через посредство ИК излучения от источника ИК нагрева или других средств для того, чтобы уменьшить смещение вакуумного изоляционного стеклопакета или его составляющих.
В зоне краевого уплотнения (например, камера 3 на фиг.5) источники по существу равномерного нагревания введены для поддержания вакуумного изоляционного стеклопакета как целого при определенной фоновой температуре. Это может быть осуществлено путем поддержания всего вакуумного изоляционного стеклопакета при промежуточной температуре от входной зоны и/или незначительного увеличения температуры от входной зоны. В то же время источники 56 по существу линейного сфокусированного ИК тепла обеспечивают локальное нагревание по периметру вакуумного изоляционного стеклопакета для того, чтобы расплавить керамический стеклоприпой, примененный к краям. ИК тепло может быть сфокусировано на периферийные края, например, посредством параболического зеркала на краю, противоположном вакуумному изоляционному стеклопакету. Дополнительные подробности примерного устройства фокусировки приведены ниже со ссылкой на фиг.7. Хотя эта конкретная зона названа зоной краевого уплотнения, следует понимать, что некоторое уплотнение края может иметь место в других зонах. Например, наибольшее расплавление будет происходить в пределах зоны краевого уплотнения, и некоторое уплотнение края будет иметь место после того, как источники ИК излучения выключаются, хотя края могут продолжать уплотняться (например, стеклоприпой может начать или продолжить отвердевать) при нахождении в выходной зоне.
Фиг.6 представляет собой вид сверху подвижной концентрации источников ИК тепла 62 и 64 в зоне краевого уплотнения унифицированной печи в соответствии с примерным вариантом осуществления. Как показано на фиг.6, печь для расплавления стеклоприпоя выполнена так, что могут быть уплотнены вакуумные изоляционные стеклопакеты, имеющие различные размеры. В некоторых примерных вариантах осуществления один угол сфокусированного ИК ряда фиксирован на месте (например, угол, ближний к ряду 62a-b). На примере фиг.6, ряды 62a-b фиксированы на месте. В таких примерных размещениях только две опоры фокусируемого ИК ряда могут нуждаться в перестановке для обеспечения соответствующего расплавления стеклоприпоя. Источники ИК излучения также могут быть сегментированы на секции так, что часть или все секции могут быть включены в любое время для регулирования длины нагревания относительно той, которая соответствует размеру вакуумного изоляционного стеклопакета. Части этих рядов 64а-b источников ИК излучения могут быть перемещены в различные положения по периметру вакуумного изоляционного стеклопакета с помощью механических средств таких, как рычаги, ролики на направляющей и/или других соединений. На фиг.6 показано как ряды 64a-b были сегментированы и рядные сегменты 64а'-b' были перемещены из начальных положений (обозначенных пунктирными линиями в рядах 64a-b) в положения, проксимальные к вакуумному изоляционному стеклопакету 1' (обозначены сплошными линиями), край которого подлежит уплотнению. В варианте осуществления согласно фиг.6 могут быть включены только источники ИК излучения, соответствующие рядам 64a'-b', и части 62a-b; остальные источники ИК излучения в рядах 64a-b и удаленные источники ИК излучения в рядах 62a-b не обязательно должны быть включены (например, они могут оставаться выключенными).
Таким образом, как показано на фиг.6, локальный источник тепла содержит первый, второй, третий и четвертый ряды элементов источника инфракрасного тепла, при этом ряды размещаются так, что источник инфракрасного тепла имеет по существу прямоугольную форму в пределах зоны расплавления края. Первый и второй ряды фиксированы на месте и составляют две по существу перпендикулярных опоры источника инфракрасного тепла, имеющего по существу прямоугольную форму, и третий, и четвертый ряды составляют две других по существу перпендикулярных опоры источника инфракрасного тепла, имеющего по существу прямоугольную форму. Элементы источника(ов) инфракрасного нагрева второго и третьего рядов выполнены с возможностью перемещения в зависимости от размера устройства для того, чтобы переместиться ближе к краям, которые должны быть уплотнены.
В дополнение, в некоторых примерных вариантах осуществления угол фокусирующего зеркала может быть приспосабливаемый для позволения фокусировки тепла более точно по периметрам вакуумных изоляционных стеклопакетов (как описано более подробно ниже со ссылкой на фиг.7). В некоторых примерных вариантах осуществления перемещение сегментированного источника ИК излучения и/или фокусировка может быть управляемой компьютером для регулирования результатов индивидуальных устройств. Кроме того, вакуумный изоляционный стеклопакет 1' для уплотнения края может быть приподнят так, что он размещается ближе к источникам ИК излучения. Это может быть выполнено за счет перемещения его в соответствующее положение X-Y относительно рядов 62a-b ИК излучения, перемещения участков подвижных рядов 64a-b и подъема вакуумного изоляционного стеклопакета 1' в соответствующее положение.
В качестве примера и без ограничений, источники ИК излучения в пределах рядов могут быть трубками ИК излучения. Трубки ИК излучения могут находиться достаточно близко друг к другу для обеспечения нагревания поперек краев вакуумного изоляционного стеклопакета (например, без оставления "зазоров", или ненагретых, или по существу неодинаково нагретых областей около краев), но также могут находиться достаточно далеко друг от друга для позволения перемещения таких трубок. Таким образом, в качестве примера и без ограничений, трубки ИК излучения могут быть разнесены приблизительно на расстоянии 5 мм друг от друга в некоторых примерных вариантах осуществления. Размеры рядов могут изменяться в зависимости от требований процесса изготовления вакуумного изоляционного стеклопакета. Также в качестве примера и без ограничений, ряды около 2-3 м должны соответствовать требованиям изготовления наиболее стандартного вакуумного изоляционного стеклопакета.
Ссылаясь вновь на фиг.5, вакуумный изоляционный стеклопакет может быть охлажден в выходной зоне, содержащей одну или более камер, например, поэтапным способом через посредство камер 4 и 5 согласно фиг.5. Когда реализовано поэтапное размещение выходных зон, каждая последующая камера выходной зоны может поддерживаться при более низкой температуре, чем предыдущая камера выходной зоны. Это размещение может быть возможно за счет использования принудительного конвективного воздушного охлаждения, трубопровода охлаждающей воды и/или других охлаждающих средств, подходящих для удаления тепла от конкретной камеры выходной зоны. В конечном итоге, вакуумный изоляционный стеклопакет может выкатываться из печи 50 через выходную дверцу 58 посредством роликов 52b.
Фиг.7 представляет собой вид сбоку концентрирующего и/или фокусирующего зеркала, расположенного близко к элементу ИК нагрева в соответствии с примерным вариантом осуществления. Следует понимать, что любой тип концентрирующего и/или фокусирующего устройства может быть использован применительно к некоторым примерным вариантам осуществления. ИК излучение от элемента 74 ИК нагрева фокусируется и/или концентрируется параболическим зеркалом 72 на или близко к стеклоприпою 4. Зеркало 72 может быть перемещено и/или переустановлено, чтобы приводить в той или иной степени к нагреву периферийных краев вакуумного изоляционного стеклопакета 1', к фокусировке ИК излучения к или от подложек 2 и 3 и т.д.
Далее будет приведено более подробное описание процесса уплотнения края вакуумного изоляционного стеклопакета. Предварительно собранный вакуумный изоляционный стеклопакет, который может включать в себя предварительно нанесенную и обожженную по периметру стеклоприпойную краску, входит в печь. Во входной зоне вакуумный изоляционный стеклопакет нагревается до определенной температуры около 200-300°С. Это может быть выполнено с использованием поэтапного нагревания в одной или более камерах так, что весь вакуумный изоляционный стеклопакет предварительно нагревается до одной или более промежуточных температур. Обычно вакуумный изоляционный стеклопакет будет входить в печь при комнатной температуре (например, которая обычно составляет около 23°С, хотя следует понимать, что другая производственная среда и/или условия могут обеспечивать другую "комнатную температуру"). Весь вакуумный изоляционный стеклопакет может быть нагрет до около 75°С в первой камере входной зоны и затем до около 150°С во второй камере входной зоны. Следует понимать, что температуры предварительного нагрева могут изменяться на около ±50°С.
В зоне краевого уплотнения весь вакуумный изоляционный стеклопакет нагревается до около 200°С и источник ИК тепла (например, источник по существу линейного ИК тепла, управляемый компьютером) перемещается в соответствующее положение и фокусируется по периметру вакуумного изоляционного стеклопакета. Источник ИК нагрева активируется на определенном расстоянии (например, от около 0,5-10 см) от края вакуумного изоляционного стеклопакета, частично, в зависимости от фокусирующего/концентрирующего зеркала, предназначено ли ИК излучение "контактировать" с верхней и/или нижней подложками или только с опорами, близкими к стеклоприпою и т.д. Как отмечалось выше, источник ИК излучения фокусируется, например, посредством параболического зеркала, размещенного со стороны источника ИК излучения противоположно вакуумному изоляционному стеклопакету. Температура стеклоприпоя по периметру вакуумного изоляционного стеклопакета регулируется до около 350-500°С, которая соответствует расплавлению стеклоприпоя, но остается ниже точки плавления стеклянных подложек, которая изменяется от около 600-800°С, основываясь на композициях стекла. Во время процесса локального нагревания в зоне краевого уплотнения температура стекла остается на уровне фоновой температуры. Следовательно, термически упрочненное или закаленное стекло, если используется, не отпускается или позволяет уменьшенное количество отпуска во время нагревания стеклоприпоя и/или процессов плавления.
После расплавления стеклоприпоя в зоне краевого уплотнения вакуумный изоляционный стеклопакет перемещается в выходную зону. Выходная зона может включать в себя области (или камеры) постепенно снижающихся одной или более температур. Температура уменьшается так, что вакуумный изоляционный стеклопакет находится при температуре, меньшей чем около 100°С, когда он выходит из печи. В некоторых примерных вариантах осуществления в первой выходной камере температура всего вакуумного изоляционного стеклопакета будет уменьшена до около 150°С и затем до около 75°С во второй выходной камере. Как упоминалось выше, постепенно снижающиеся температуры могут изменяться от этих величин на величины вплоть до около ±50°С.
Фиг.8 представляет собой иллюстративную блок-схему алгоритма, изображающую процесс для обеспечения локального нагревания для краевых уплотнений стеклоприпоем вакуумного изолирующего стеклопакета через посредство унифицированной печи в соответствии с примерным вариантом осуществления. На этапе S82 вакуумный изоляционный стеклопакет, включающий в себя множество краев, подлежащих уплотнению, вводится в унифицированную печь. Роликовый конвейер может перемещать вакуумный изоляционный стеклопакет в печь, например, через дверцу. На этапе S84 вакуумный изоляционный стеклопакет предварительно нагревается до одной или более промежуточных температур во входной зоне унифицированной печи. Промежуточная температура(ы) является(ются) ниже точек расплавления стекла и стеклоприпоя по краю, который должен быть уплотнен.
Локальное тепло обеспечивается по краям вакуумного изоляционного стеклопакета, которые подлежат уплотнению (например, используя один или более источников по существу линейного ИК нагрева, производящего ИК излучение, имеющего длину волны ближнего инфракрасного диапазона (например, длина волны около 0,7-5,0 мкм и, более предпочтительно, около 1,1-1,4 мкм) в зоне краевого уплотнения унифицированной печи на этапе S86. Локальный нагрев происходит при температуре выше промежуточной температуры(ур) и является достаточным для того, чтобы вызывать расплавление стеклоприпоя вокруг краев. Температуры могут быть выбраны в зависимости от композиции стеклоприпойного материала. Вакуумный изоляционный стеклопакет, кроме областей, близких к периферийным краям, которые должны быть уплотнены, поддерживается при температуре, близкой к величине промежуточной температуры (например, при температуре достаточно низкой для того, чтобы избежать расплавления стекла, но изменяющейся более на около ±50°С от промежуточной температуры).
В этапе, который не показан, для обеспечения локального нагревания предусматривается множество источников тепла (например, источники по существу линейного ИК тепла), например, в пределах ряда. По меньшей мере, некоторые из рядов могут быть фиксированы на месте. Вакуумный изоляционный стеклопакет может быть размещен близко к неподвижным рядам так, что, по меньшей мере, некоторые края, которые должны быть уплотнены, являются смежными с неподвижными рядами. Дополнительные ряды, включающие в себя подвижные источники нагрева, могут быть размещены с возможностью обеспечивать нагрев близко к краям вакуумного изоляционного стеклопакета, которые не являются смежными с неподвижными рядам. Области, которые должны быть нагреты, могут быть более тонко отрегулированы путем обеспечения концентрирующего и/или фокусирующего зеркала.
На фиг.8 показано, что на этапе S88 вакуумный изоляционный стеклопакет охлаждается в выходной зоне унифицированной печи. Предварительное нагревание и/или охлаждение вакуумного изоляционного стеклопакета может быть поэтапным для того, чтобы уменьшить шансы повреждения вакуумного изоляционного стеклопакета и/или отпуска подложек, содержащих вакуумный изоляционный стеклопакет. В некоторых примерных вариантах осуществления может быть обеспечено множество камер для одной или более зон. В связи с такими вариантами осуществления, может быть обеспечено множество камер для постепенного снижения температур и/или процессов охлаждения, например, когда процессы нагревания и/или охлаждения являются поэтапными. В некоторых других вариантах осуществления одна камера может быть выполнена для осуществления функции множества зон (например, одна камера может предварительно нагревать и/или охлаждать подложку, одна камера может предварительно нагревать подложку и/или обеспечивать локальный нагрев для краев, одна камера может обеспечивать локальный нагрев для краев и/или охлаждать подложку и т.д.).
Таким образом, некоторые примерные варианты осуществления преимущественно быстро нагревают, расплавляют и охлаждают стеклоприпой. Это помогает создавать перепад температуры близко к краям вакуумного изоляционного стеклопакета. Перепад температуры, в свою очередь, помогает уменьшить отпускание и/или шансы повреждения стекла. В некоторых примерных вариантах осуществления, по меньшей мере, некоторые участки листа(ов)/подложки(жек) закаленного стекла вакуумного изолирующего стеклопакета теряют не более около 50% от первоначальной прочности закалки.
Следует понимать, что примерные варианты осуществления, описанные в данном документе, могут быть использованы применительно к множеству различных вакуумных изоляционных стеклопакетов и/или другим устройствам, или компонентам. Например, подложки могут быть стеклянными подложками, термически упрочненными подложками, закаленными подложками и т.д.
Хотя настоящее изобретение было описано применительно к тому, что рассматривается в настоящий момент как наиболее практичный и предпочтительный вариант осуществления, следует понимать, что настоящее изобретение не ограничивается раскрытым вариантом осуществления, но, наоборот, предназначено охватывать различные модификации и эквивалентные конфигурации, не выходящие за рамки сущности и объема приложенной формулы изобретения.
Изобретение относится к способам и устройствам для краевого уплотнения вакуумных изоляционных стеклопакетов (VIG). Изобретение позволит обеспечить звукогерметичное краевое уплотнение между противоположными стеклянными листами. Способ изготовления оконного вакуумного изоляционного стеклопакета (VIG) включает краевое уплотнение первой и второй по существу параллельно разнесенных стеклянных подложек стеклоприпоем, размещенным, по меньшей мере, частично между первой и второй стеклянными подложками. Осуществляют предварительное нагревание подложек и стеклоприпоя, по меньшей мере, до одной промежуточной температуры, при этом каждая промежуточная температура при предварительном нагревании ниже точки плавления первой и второй подложек и ниже точки плавления стеклоприпоя. Обеспечивают локальное инфракрасное (IR) излучение ближнего ИК диапазона на длине волны ближнего инфракрасного диапазона около 1,1-1,4 мкм вблизи к краевым участкам, подлежащим уплотнению, для обеспечения локальной температуры около 350-500°С для частичного расплавления стеклоприпоя так, что, по меньшей мере, некоторые области, не ближние к краевым участкам, уплотняются и поддерживаются при температуре ниже температуры плавления стеклоприпоя, далее охлаждают и обеспечивают затвердевание стеклоприпоя при изготовлении оконного вакуумного изоляционного стеклопакета (VIG). 4 н. и 21 з.п. ф-лы, 8 ил.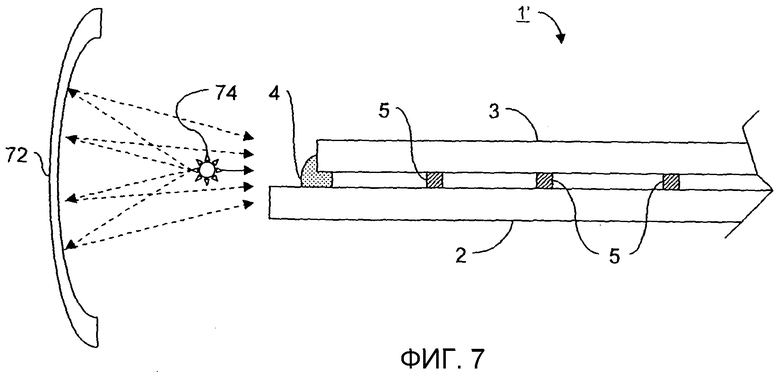
1. Способ изготовления оконного вакуумного изоляционного стеклопакета (VIG), включающий в себя его краевое уплотнение, в котором:
обеспечивают устройство, содержащее первую и вторую, по существу, параллельные разнесенные друг от друга стеклянные подложки, один или более краевых участков первой и второй подложек, которые должны быть уплотнены, и стеклоприпой, размещенный, по меньшей мере, частично между первой и второй стеклянными подложками для уплотнения одного или более краевых участков, которые должны быть уплотнены;
осуществляют предварительное нагревание устройства, по существу, целиком, по меньшей мере, до одной промежуточной температуры, при этом каждая промежуточная температура при предварительном нагревании является ниже точки плавления первой и второй подложек и ниже точки плавления стеклоприпоя;
обеспечивают локальное инфракрасное (IR) излучение ближнего ИК-диапазона на длине волны ближнего инфракрасного диапазона около 1,1-1,4 мкм для устройства вблизи к краевым участкам, подлежащим уплотнению, для того, чтобы обеспечивать локальную температуру от около 350-500°С для того, чтобы, по меньшей мере, частично расплавить стеклоприпой, при этом локальное излучение ближнего инфракрасного диапазона обеспечивают для устройства так, что, по меньшей мере, некоторые области устройства, не ближние к краевым участкам, которые должны быть уплотнены, поддерживаются при температуре(ах) ниже температуры плавления стеклоприпоя; и
охлаждают устройство и обеспечивают затвердевание стеклоприпоя при изготовлении оконного вакуумного изоляционного стеклопакета (VIG).
2. Способ по п.1, в котором дополнительно обеспечивают концентрирование и/или фокусирование излучения ближнего инфракрасного диапазона на или вблизи стеклоприпоя с помощью, по меньшей мере, одного параболического зеркала.
3. Способ по п.1, в котором дополнительно осуществляют:
начальное обеспечение устройства при комнатной температуре и во время предварительного нагревания обеспечение первой и второй промежуточных температур в данном порядке, при этом первая промежуточная температура составляет около 75°С и вторая промежуточная температура составляет около 150°С.
4. Способ по п.1, в котором дополнительно обеспечивают во время охлаждения первую и вторую уменьшенные температуры в данном порядке, при этом первая уменьшенная температура составляет около 150°С и вторая уменьшенная температура составляет менее около 100°С.
5. Способ по п.1, в котором локальный нагрев, включающий излучение ближнего инфракрасного диапазона, генерируют с использованием, по меньшей мере, одного, по существу, линейного инфракрасного источника тепла.
6. Способ по п.1, в котором температура плавления стеклоприпоя составляет от около 350-500°С.
7. Способ по п.1, в котором дополнительно увеличивают поднятие устройства во время локального нагревания с возможностью перемещения устройства ближе к инфракрасному источнику тепла.
8. Способ по п.1, в котором, по меньшей мере, некоторые участки первой и второй подложек теряют не более около 50% от своей соответствующей изначальной прочности закалки при упомянутом способе.
9. Способ по п.1, в котором дополнительно откачивают область между первой и второй подложками до давления менее атмосферного при изготовлении оконного вакуумного изолирующего стеклопакета, при этом откачивание выполняют после и/или вовремя этапа охлаждения.
10. Способ изготовления краевого уплотнения для вакуумного изоляционного стеклопакета, в котором:
обеспечивают печь, включающую в себя зону предварительного нагревания, зону краевого уплотнения и зону охлаждения;
вводят в печь устройство, содержащее первую и вторую, по существу, параллельные, разнесенные на расстоянии друг от друга стеклянные подложки, один или более краевых участков подложек, подлежащих уплотнению, и стеклоприпой для уплотнения краевых участков, которые должны быть уплотнены;
осуществляют в зоне предварительного нагревания печи предварительное нагревание устройства, по меньшей мере, до одной промежуточной температуры, при этом каждая промежуточная температура является ниже точки плавления первой и второй подложек и ниже точки плавления стеклоприпоя;
обеспечивают в зоне краевого уплотнения печи посредством локального источника тепла локальное тепло для устройства вблизи краевых участков, подлежащих уплотнению, по меньшей мере, при температуре плавления стеклоприпоя, при этом температура плавления стеклоприпоя является довольно высокой и достаточной, по меньшей мере, для расплавления стеклоприпоя, причем локальный нагрев обеспечивают для устройства так, что области устройства не близкие к краевым участкам, подлежащим уплотнению, поддерживаются при температуре, близкой к промежуточной температуре(ам); и
осуществляют в зоне охлаждения печи охлаждение устройства полностью, по меньшей мере, до уменьшенной температуры и обеспечивают затвердевание стеклоприпоя при изготовлении вакуумного изоляционного стеклопакета.
11. Способ по п.10, в котором дополнительно осуществляют:
начальное обеспечение устройства при комнатной температуре; в котором зона предварительного нагревания является входной зоной и зона охлаждения является выходной зоной; и
во время предварительного нагревания соответствующее обеспечение первой и второй промежуточных температур в данном порядке в первой и второй камерах входной зоны, при этом первая промежуточная температура составляет около 75°С и вторая промежуточная температура составляет около 150°С.
12. Способ по п.10, в котором дополнительно обеспечивают во время охлаждения соответственно первую и вторую уменьшенные температуры в данном порядке в первой и второй камерах выходной зоны, при этом первая уменьшенная температура составляет около 150°С и вторая уменьшенная температура составляет менее около 100°С.
13. Способ по п.11, в котором дополнительно обеспечивают во время охлаждения первую и вторую уменьшенные температуры по порядку в первой и второй камерах входной зоны, при этом первая уменьшенная температура составляет около 150°С и вторая уменьшенная температура составляет менее около 100°С.
14. Способ по п.10, в котором температура плавления стеклоприпоя составляет от около 350-500°С.
15. Способ по п.10, в котором локальным источником тепла является источник, по существу, линейного инфракрасного тепла, выполненный для генерации излучения ближнего инфракрасного диапазона.
16. Способ по п.15, в котором дополнительно обеспечивают концентрирование и/или фокусирование излучения ближнего инфракрасного диапазона на или вблизи стеклоприпоя посредством по меньшей мере одного параболического зеркала.
17. Способ по п.15, в котором дополнительно обеспечивают излучение ближнего инфракрасного диапазона на длине/длинах волны около 1,1-1,4 мкм.
18. Способ по п.10, в котором краевые участки, подлежащие уплотнению, продолжаются по всей периферии стеклянных подложек так, что уплотнение продолжается по всей периферии вакуумного изоляционного стеклопакета.
19. Устройство для образования краевых уплотнений для вакуумных изоляционных стеклопакетов, содержащее:
зону предварительного нагревания для приема устройства, содержащего первую и вторую, по существу, параллельные разнесенные на расстоянии друг от друга стеклянные подложки, один или более краевых участков между первой и второй подложками, подлежащими уплотнению, и стеклоприпой для уплотнения периферии подложек, при этом зона предварительного нагревания предназначена для предварительного нагревания устройства целиком, по меньшей мере, до одной промежуточной температуры, причем каждая промежуточная температура является ниже точки плавления первой и второй подложек и ниже точки плавления стеклоприпоя;
зону краевого уплотнения, включающую в себя локальный источник тепла для обеспечения локализованного тепла для устройства вблизи к краевым участкам, подлежащим уплотнению при температуре плавления стеклоприпоя, при этом температура плавления стеклоприпоя является вполне высокой, достаточной для плавления стеклоприпоя, причем локальный нагрев обеспечивается для устройства так, что области устройства, не близкие к краевым участкам, подлежащим уплотнению, поддерживаются при температуре, близкой к промежуточной температуре;
и
зону охлаждения печи для охлаждения устройства полностью, по меньшей мере, до одной уменьшенной температуры и обеспечения затвердевания стеклоприпоя.
20. Устройство по п.19, дополнительно содержащее параболическое зеркало для концентрирования и /или фокусирования локального тепла на стеклоприпое или вблизи него.
21. Устройство по п.19, в котором зона предварительного нагревания является входной зоной, причем устройство дополнительно содержит первую и вторую камеры входной зоны для соответствующего обеспечения первой и второй промежуточных температур в данном порядке, при этом первая промежуточная температура составляет около 65-85°С и вторая промежуточная температура составляет от около 140-160°С.
22. Устройство по п.19, в котором зона охлаждения является выходной зоной, при этом устройство дополнительно содержит первую и вторую камеры выходной зоны для соответствующего обеспечения первой и второй уменьшенных температур в данном порядке, при этом первая уменьшенная температура составляет от около 140-160°С и вторая уменьшенная температура составляет менее около 100°С.
23. Устройство по п.19, в котором локальным источником тепла является, по существу, линейный источник инфракрасного тепла, выполненный для генерации излучения ближнего инфракрасного диапазона.
24. Устройство по п.23, в котором локальный источник тепла содержит первый, второй, третий и четвертый ряды элементов инфракрасного источника тепла, при этом ряды расположены так, что инфракрасный источник тепла имеет, по существу, прямоугольную форму в пределах зоны плавления края, в котором первый и второй ряды фиксированы на месте и составляют две, по существу, перпендикулярные опоры инфракрасного источника тепла, имеющего, по существу, прямоугольную форму,
в котором третий и четвертый ряды составляют две другие, по существу, перпендикулярные опоры инфракрасного источника тепла, имеющего, по существу, прямоугольную форму и
в котором элементы инфракрасного источника тепла второго и третьего рядов являются подвижными в зависимости от размера устройства с возможностью перемещения ближе к краям, которые должны быть уплотнены.
25. Способ изготовления оконного вакуумного изоляционного стеклопакета (VIG), в котором:
обеспечивают первую и вторую, по существу, параллельные, разнесенные на расстоянии друг от друга стеклянные подложки и стеклоприпой, размещенный, по меньшей мере, частично между первой и второй стеклянными подложками для уплотнения края оконного вакуумного изолирующего стеклопакета;
осуществляют предварительное нагревание стеклянных подложек и стеклоприпоя, по меньшей мере, до одной температуры ниже точки плавления первой и второй подложек и ниже точки плавления стеклоприпоя;
обеспечивают локальное тепло, включающее в себя излучение ближнего инфракрасного (IR) диапазона близко к краю, который должен быть уплотнен, с возможностью, по меньшей мере, частичного расплавления стеклоприпоя; и
охлаждают устройство и обеспечивают затвердевание стеклоприпоя при изготовлении оконного вакуумного изоляционного стеклопакета (VIG).
| Способ определения прочности грунта в скважине | 1988 |
|
SU1571134A1 |
| US 4683154 А, 28.07.1987 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОВОДИМОСТИ ИЗОЛИРУЮЩИХ ПОКРЫТИЙ ПРОЛОЖЕННЫХ В ЗЕМЛЕ ТРУБОПРОВОДОВ | 1940 |
|
SU61183A1 |
| СТЕКЛОБЛОК ДЛЯ ОКОН | 1999 |
|
RU2150564C1 |

