ОБЛАСТЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
[0001] Конкретные примерные варианты осуществления данного изобретения относятся к технологии локализованного нагрева стеклопакетов (VIG) с вакуумной изоляцией. В частности, конкретные примерные варианты осуществления относятся к технологии создания локализованного нагрева краевых уплотнений пакетов и/или секционным печам для ее осуществления. В конкретных примерных вариантах осуществления множество инфракрасных (ИК) нагревательных элементов управляется для создания ИК излучения на пиковой длине волны в ближнем инфракрасном (БИК) и/или коротковолновом инфракрасном (КВИК) диапазоне(ах), и пиковая длина волны может меняться путем регулирования напряжения, приложенного к ИК элементам. Пиковая длина волны может выбираться так, чтобы предпочтительно осуществлять нагрев материала стеклоприпоя, используемого для создания краевого уплотнения стеклопакета с вакуумной изоляцией, и при этом обеспечивать уменьшенное количество тепла, подаваемого к подложкам стеклопакета с вакуумной изоляцией.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ И КРАТКОЕ ОПИСАНИЕ ПРИМЕРНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0002] Стеклопакеты с вакуумной изоляцией известны в данной области. См., например, патенты США №№ 5664395, 5657607 и 5902652, описания которых приведены в данном документе в качестве ссылки.
[0003] На фиг.1-2 приведен стандартный стеклопакет с вакуумной изоляцией (вакуумный IG пакет или VIG стеклопакет). Стеклопакет 1 с вакуумной изоляцией включает в себя две разнесенных стеклянных подложки 2 и 3, содержащих между собой вакуумированное пространство или пространство 6 низкого давления. Стеклянные подложки 2 и 3 соединены между собой с помощью периферийного или краевого уплотнения из расплавленного стеклоприпоя 4 и решетки поддерживающих опор или распорок 5.
[0004] Откачивающая трубка 8 герметически уплотнена с помощью стеклоприпоя 9 в вырезе или отверстии 10, которое проходит от внутренней поверхности стеклянной подложки 2 до дна углубления 11 в наружной поверхности листа 2. Вакуум подсоединен к откачивающей трубке 8, так что внутренняя полость между подложками 2 и 3 может быть вакуумирована для создания области или пространства 6 низкого давления. После вакуумирования трубка 8 вплавляется для герметизации вакуума. Углубление 11 удерживает уплотненную трубку 8. Как вариант, внутри углубления 13 может содержаться химический газопоглотитель 12.
[0005] Стандартные стеклопакеты с вакуумной изоляцией с краевыми уплотнениями 4 из наплавленного стеклоприпоя выполняются следующим образом. Стеклоприпой в растворе (в конечном итоге, для создания краевого уплотнения 4 стеклоприпоя) первоначально размещается по периметру подложки 2. Другая подложка 3 располагается поверх подложки 2 так, чтобы распорки 5 пакета и стеклоприпой/раствор располагались между ними. Весь пакет, включающий в себя листы 2, 3, распорки и материал уплотнения, затем нагревается до температуры приблизительно 500°C, при которой стеклоприпой плавится, смачивает поверхности стеклянных листов 2, 3 и, в конечном итоге, создает герметичное периферийное или краевое уплотнение 4. Данная температура приблизительно 500°C поддерживается в течение от около одного до восьми часов. После создания периферийного/краевого уплотнения 4 и уплотнения вокруг трубки 8 пакет охлаждается до комнатной температуры. Следует отметить, что в столбце 2 патента США № 5664395 утверждается, что стандартная температура обработки стеклопакета с вакуумной изоляцией составляет приблизительно 500°C в течение одного часа. Изобретатель патента ′395 Коллинз утверждает в "Thermal Outgassing of Vacuum Glazing", авторы Lenzen, Turner и Collins, что "процесс краевого уплотнения в настоящее время довольно медленный: обычно температура образца увеличивается на 200°С в час и поддерживается в течение одного часа при постоянном значении в диапазоне от 430°С до 530°С в зависимости от состава стеклоприпоя". После создания краевого уплотнения 4 с помощью трубки создается вакуум для создания пространства 6 низкого давления.
[0006] К сожалению, упомянутые ранее высокие температуры и длительный срок нагрева всего пакета в сборке, использующиеся при создании краевого уплотнения 4, являются нежелательными, особенно если требуется использовать термоупрочненные или закаленные стеклянные подложки 2, 3 в стеклопакете с вакуумной изоляцией. Как показано на фиг.3-4, в результате выдержки при высоких температурах закаленное стекло теряет прочность закалки в виде функции времени нагрева. Более того, такие высокие температуры термообработки могут оказывать неблагоприятное воздействие на конкретное низкоэмиссионное покрытие(я), которое может быть нанесено на одну или обе поверхности стеклянной подложки в конкретных случаях.
[0007] На фиг.3 показано, как полностью термически закаленное стекло теряет исходную прочность закалки в результате выдержки при различающихся температурах в течение различающихся периодов времени, где исходное среднее значение напряжения на растяжение составляет 3,200 MU на дюйм. На оси x на фиг.3 в логарифмическом масштабе представлено время в часах (от 1 до 1000 часов), а на оси y представлен процент первоначальной прочности закалки, оставшейся после теплового воздействия. На фиг.4 приведен график, аналогичный фиг.3, за тем исключением, что ось x на фиг.4 имеет диапазон от нуля до одного часа в логарифмическом масштабе.
[0008] Семь различающихся кривых изображены на фиг.3, причем каждая указывает на выдержку при отличающейся температуре в градусах Фаренгейта (°F). Различающиеся кривые/линии - это 400°F (в верхней части графика на фиг.3), 500°F, 600°F, 700°F, 800°F, 900°F и 950°F (нижняя кривая графика на фиг.3). Температура 900°F эквивалентна приблизительно 482°С, которая находится в пределах диапазона, используемого для создания вышеупомянутого стандартного краевого уплотнения 4 стеклоприпоя на фиг.1-2. Таким образом, внимание обращается на кривую для 900°F на фиг.3, обозначенную ссылочной позицией 18. Как показано, после одного часа выдержки при этой температуре (900°F или 482°C) остается только 20% первоначальной прочности закалки. Такая значительная потеря (т.е. 80%-я потеря) прочности закалки, конечно, нежелательна.
[0009] На фиг.3-4 отмечено, что значительно большая прочность закалки сохраняется в термически закаленном листе, когда он нагревается до температуры 800°F (около 428°C) в течение одного часа, по сравнению с 900°F в течение одного часа. Такой стеклянный лист сохраняет около 70% своей первоначальной прочности закалки после выдержки при 800°F в течение одного часа, что существенно лучше, чем менее 20% после выдержки при 900°F в течение такого же периода времени.
[0010] Еще одним преимуществом, связанным с ненагреванием всего пакета в течение слишком длительного времени, является то, что в этом случае могут использоваться более низкотемпературные материалы опор. Это может быть или не быть требуемым в некоторых случаях.
[0011] Даже когда используются незакаленные стеклянные подложки, высокие температуры, примененные ко всему стеклопакету с вакуумной изоляцией в сборке, могут расплавлять стекло или вносить напряжения. Данные напряжения могут увеличивать вероятность деформации и/или повреждения стекла.
[0012] Таким образом, следует иметь в виду, что в этой области техники существует потребность в стеклопакете с вакуумной изоляцией и соответствующем способе его изготовления, при котором может быть обеспечено структурно прочное краевое уплотнение между противоположными стеклянными листами. Также в этой области техники существует потребность в стеклопакете с вакуумной изоляцией, включающем в свой состав закаленные стеклянные листы, в котором периферийное уплотнение формируется таким образом, что стеклянные листы сохраняют больше своей первоначальной прочности закалки, чем при стандартной технологии изготовления стеклопакета с вакуумной изоляцией, когда для создания краевого уплотнения стеклоприпоя нагревается весь пакет.
[0013] Аспект конкретных примерных вариантов осуществления данного изобретения относится к применению локализованного нагрева на периферии пакета для создания краевых уплотнений, чтобы снизить нагрев непериферийных областей пакета и, таким образом, снизить возможность повреждения подложек.
[0014] Аспект конкретных примерных вариантов осуществления относится к обеспечению поэтапного нагрева, локализованного нагрева и поэтапного охлаждения пакета в секционной печи, при этом локализованный нагрев обеспечивается практически линейно сфокусированным инфракрасным (ИК) источником нагрева, содержащим решетку или матрицу линейных источников нагрева.
[0015] Другой аспект конкретных примерных вариантов осуществления относится к обеспечению стеклопакета с вакуумной изоляцией, имеющего периферийное или краевое уплотнение, которое сформировано так, чтобы, по меньшей мере, конкретные части термически закаленных стеклянных подложек/листов стеклопакета с вакуумной изоляцией сохраняли большую часть своей первоначальной прочности закалки, чем если бы использовались стандартные технологии создания краевого уплотнения из материала краевого уплотнения стеклоприпоя.
[0016] Другой аспект конкретных примерных вариантов осуществления относится к созданию стеклопакета с вакуумной изоляцией и способу его изготовления, для которых, по меньшей мере, часть полученной термически закаленной стеклянной подложки(ек) сохраняет(ют), по меньшей мере, около 50% первоначальной прочности закалки после создания краевого уплотнения (например, краевого уплотнения стеклоприпоя).
[0017] Другой аспект конкретных примерных вариантов осуществления относится к снижению количества времени послезакалочного нагрева, необходимого для создания периферийного/краевого уплотнения в стеклопакете с вакуумной изоляцией.
[0018] В конкретных примерных вариантах осуществления данного изобретения обеспечивается устройство для создания краевого уплотнения в стеклопакете (VIG) с вакуумной изоляцией. Множество инфракрасных (ИК) нагревательных элементов являются управляемыми для создания ИК излучения на пиковой длине волны в ближнем инфракрасном (БИК) и/или коротковолновом инфракрасном (КВИК) диапазоне(ах). ИК нагревательные элементы разнесены друг от друга так, что расстояние между центрами составляет 2-6 дюймов. ИК нагревательные элементы размещены вертикально на расстоянии 1-36 дюймов (более предпочтительно 2-10 дюймов) над верхней поверхностью и/или под нижней поверхностью стеклопакета с вакуумной изоляцией в сборе, вставляемого между ними. Контроллер выполнен с возможностью регулировать величину напряжения, подаваемого на множество ИК нагревательных элементов, для изменения пиковой длины волны, создаваемой множеством ИК нагревательных элементов. Внутренние стенки устройства содержат материал, характеристики которого позволяют вызывать уменьшение количества ИК излучения от ИК нагревательных элементов, отражающегося от стенок, причем отраженное ИК излучение в целом имеет рассеянный или ненаправленный характер отражения. Вокруг внутренних стенок обеспечивается изоляция.
[0019] В конкретных примерных вариантах осуществления данного изобретения обеспечивается способ изготовления стеклопакета (VIG) с вакуумной изоляцией, содержащего краевое уплотнение. Стеклопакет с вакуумной изоляцией в сборе вставляется в устройство, включающее в себя множество инфракрасных (ИК) нагревательных элементов, которые управляются для создания ИК излучения на пиковой длине волны в ближнем инфракрасном (БИК) и/или коротковолновом инфракрасном (КВИК) диапазоне(ах), с множеством ИК нагревательных элементов, разнесенных друг от друга так, чтобы расстояние между центрами составляло 2-6 дюймов и они размещались вертикально на расстоянии 2-10 дюймов над верхней поверхностью и/или под нижней поверхностью предварительно собранного стеклопакета с вакуумной изоляцией. Внутренние стенки устройства содержат материал, характеристики которого позволяют вызывать уменьшение количества ИК излучения от ИК нагревательных элементов, отражающегося от стенок, причем отраженное ИК излучение в целом имеет рассеянный или ненаправленный характер отражения. Вокруг внутренних стенок обеспечивается изоляция. Материал стеклоприпоя, обеспеченный по периферии предварительно собранного стеклопакета с вакуумной изоляцией, нагревается с помощью множества ИК нагревательных элементов, создавая краевое уплотнение, а величина напряжения, подающегося на множество ИК нагревательных элементов, регулируется для изменения пиковой длины волны, создаваемой множеством ИК нагревательных элементов так, чтобы предпочтительно осуществлять нагрев материала стеклоприпоя, а не подложки предварительно собранного стеклопакета с вакуумной изоляцией.
[0020] В конкретных примерных вариантах осуществления данного изобретения обеспечивается устройство для создания краевого уплотнения в стеклопакете (VIG) с вакуумной изоляцией. Множество инфракрасных (ИК) нагревательных элементов управляется для создания ИК излучения на пиковой длине волны в ближнем инфракрасном (БИК) и/или коротковолновом инфракрасном (КВИК) диапазоне(ах). Контроллер выполнен с возможностью работы в первом и втором режимах, причем первый режим является режимом предварительного нагрева, в котором ИК нагревательные элементы работают примерно на половине плотности мощности и при 25-75%-ом (более предпочтительно 45-55%) напряжении, а второй режим является режимом уплотнения стеклоприпоя спекаемым уплотнением, при котором ИК нагревательные элементы работают на половине плотности мощности и при 50-100%-ом (более предпочтительно 75-85%) напряжении.
[0021] В конкретных примерных вариантах осуществления данного изобретения обеспечивается способ изготовления предварительно собранного стеклопакета с вакуумной изоляцией. Предварительно собранный стеклопакет с вакуумной изоляцией подается в нагреватель, при этом предварительно собранный стеклопакет с вакуумной изоляцией содержит первую и вторую практически параллельно разнесенные стеклянные подложки, множество удерживающих опор между первой и второй стеклянными подложками и материал стеклоприпоя для создания краевого уплотнения между ними. Инфракрасная (ИК) энергия излучается, по меньшей мере, одной лампой, работающей приблизительно на половине плотности мощности для предварительного подогрева предварительно собранного стеклопакета с вакуумной изоляцией. ИК энергия излучается, по меньшей мере, одной лампой, работающей приблизительно на половине плотности мощности и на заранее выбранной пиковой ИК длине волны, при которой первая и вторая стеклянные подложки поглощают менее 30% и при которой материал стеклоприпоя поглощает более чем 50% (более предпочтительно, более чем 70% или 80%) при создании стеклопакета с вакуумной изоляцией.
[0022] Признаки, аспекты, предпочтения и примерные варианты осуществления, описанные в данном документе, могут комбинироваться для создания еще дополнительных вариантов осуществления.
КРАТКОЕ ОПИСАНИЕ ФИГУР
[0023] Данные и другие признаки и преимущества могут быть лучше и более полно поняты со ссылкой на следующее подробное описание примерных вариантов осуществления в сочетании с чертежами, на которых:
[0024] на фиг.1 показан поперечный разрез стандартного стеклопакета с вакуумной изоляцией в соответствии с предшествующим уровнем техники;
[0025] на фиг.2 показан вид сверху нижней подложки, краевого уплотнения и распорок по фиг.1 стеклопакета с вакуумной изоляцией по линии сечения, показанной на фиг.1, в соответствии с предшествующим уровнем техники;
[0026] на фиг.3 приведен график зависимости времени (часы) от процента остаточной прочности закалки, иллюстрирующий потерю первоначальной прочности закалки термически закаленного стеклянного листа после выдержки до различающихся температур для различающихся периодов времени;
[0027] на фиг.4 приведен график зависимости времени от процента остаточной прочности закалки, похожий на фиг.3, за исключением того, что по оси х дается меньший период времени;
[0028] на фиг.5 показан упрощенный вид сбоку, иллюстрирующий примерную схему размещения пяти камер печи в соответствии с примерным вариантом осуществления;
[0029] на фиг.6 показан вид сверху перемещаемого скопления источников ИК нагрева в зоне уплотнения краев секционной печи в соответствии с примерным вариантом осуществления;
[0030] на фиг.7 показан вид сбоку концентрирующего и/или фокусирующего зеркала, расположенного вблизи ИК нагревательного элемента, в соответствии с примерным вариантом осуществления;
[0031] на фиг.8 приведена иллюстративная блок-схема, показывающая процесс создания локализованного нагрева краевых уплотнений стеклоприпоя в стеклопакете с вакуумной изоляцией в сборе с помощью секционной печи в соответствии с примерным вариантом осуществления; и
[0032] на фиг.9a показан вид сверху стеклопакета с вакуумной изоляцией в сборе на ленте в печи до его перемещения под решетку источников ИК излучения в соответствии с примерным вариантом осуществления;
[0033] на фиг.9b показан вид сверху стеклопакета с вакуумной изоляцией в сборе на ленте в печи, поступающего в решетку источников ИК излучения, в соответствии с примерным вариантом осуществления;
[0034] на фиг.9c показан вид сверху стеклопакета с вакуумной изоляцией в сборе, дополнительно поступающего в решетку источников ИК излучения так, что и краевое уплотнение по малой оси стеклопакета с вакуумной изоляцией в сборе, и части краевого уплотнения по большой оси стеклопакета с вакуумной изоляцией в сборе подвергаются инфракрасному излучению от решетки источников ИК излучения, в соответствии с примерным вариантом осуществления;
[0035] на фиг.9d показан общий вид стеклопакета с вакуумной изоляцией в сборе, дополнительно поступающего в решетку источников ИК излучения так, что только краевые уплотнения, примыкающие к большой оси стеклопакета с вакуумной изоляцией в сборе, подвергаются инфракрасному излучению от решетки источников ИК излучения, в соответствии с примерным вариантом осуществления;
[0036] на фиг.9e показан вид сверху стеклопакета с вакуумной изоляцией в сборе, выходящего из решетки источников ИК излучения, в соответствии с примерным вариантом осуществления;
[0037] на фиг.9f показан вид сверху второго стеклопакета с вакуумной изоляцией в сборе, поступающего в решетку источников ИК излучения, в то время как первый стеклопакет с вакуумной изоляцией выходит из решетки источников ИК излучения, в соответствии с примерным вариантом осуществления;
[0038] на фиг.10 показан вид сверху решетки источников ИК излучения, включающей в себя шахматную структуру источника ИК нагрева, в соответствии с примерным вариантом осуществления;
[0039] на фиг.11a показан вид сбоку ленточной печи поточного типа, выполненной с решеткой источников инфракрасного излучения, в соответствии с примерным вариантом осуществления;
[0040] на фиг.11b показан вид сбоку ленточной печи поточного типа, выполненной с двумя решетками источников инфракрасного излучения, в соответствии с примерным вариантом осуществления;
[0041] на фиг.12 приведен график, на котором приведены зависимости передачи, отражения и поглощения от длины волны для примерного стеклоприпоя;
[0042] на фиг.13 приведен график зависимости поглощения стекла от длины волны для прозрачного флоат-стекла толщиной 3,2 мм;
[0043] на фиг.14 приведена зависимость напряжения и температуры для примерных ИК нагревательных элементов;
[0044] на фиг.15 показан график характеристик поглощения материала стеклоприпоя в соответствии с конкретными иллюстративными вариантами осуществления;
[0045] на фиг.16a-b показаны графики зависимости температуры от времени для верхнего и нижнего местоположений, соответственно, при испытании всех ламп (100% использования ламп) на 40% напряжения;
[0046] на фиг.17a-b показаны графики зависимости температуры от времени для верхнего и нижнего местоположений, соответственно, при испытании всех ламп (100% использования ламп) на 50% напряжения;
[0047] на фиг.18a-b показаны графики зависимости температуры от времени для верхнего и нижнего местоположений, соответственно, при испытании всех ламп (100% использования ламп) на 60% напряжения;
[0048] на фиг.19a-b показаны графики зависимости температуры от времени для верхнего и нижнего местоположений, соответственно, при испытании половины ламп (50% использования ламп) на 50% напряжения;
[0049] на фиг.20a-b показаны графики зависимости температуры от времени для верхнего и нижнего местоположений, соответственно, при испытании половины ламп (50% использования ламп) на 60% напряжения;
[0050] на фиг.21a-b показаны графики зависимости температуры от времени для верхнего и нижнего местоположений, соответственно, при испытании половины ламп (50% использования ламп) на 70% напряжения;
[0051] на фиг.22a-b показаны графики зависимости температуры от времени для верхнего и нижнего местоположений, соответственно, при испытании половины ламп (50% использования ламп) на 80% напряжения; и
[0052] на фиг.23a-b показаны графики зависимости температуры от времени для верхнего и нижнего местоположений, соответственно, при испытании половины ламп (50% использования ламп) на 90% напряжения.
ПОДРОБНОЕ ОПИСАНИЕ ПРИМЕРНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0053] Конкретные варианты осуществления данного изобретения относятся к усовершенствованному периферийному или краевому уплотнению в оконном стеклопакете с вакуумной изоляцией и/или способу его изготовления. Термины "периферийные" и "краевые" уплотнения в данном документе не означают, что уплотнения располагаются абсолютно по периферии или краю пакета, а вместо этого означают, что уплотнение, по меньшей мере, частично расположено на или вблизи (например, в пределах около двух дюймов) краев, по меньшей мере, одной подложки пакета. Аналогично, слово "краевой", так как оно используется в данном документе, не ограничено абсолютным краем стеклянной подложки, но также может включать в себя область на или вблизи (например, в пределах около двух дюймов) от абсолютного края подложки(ек). Также следует понимать, что фраза "стеклопакет с вакуумной изоляцией в сборе", как она используется в данном документе, относится к промежуточному продукту, до того как края стеклопакета уплотнены и углубление также вакуумировано, например, включающему две параллельно-разнесенных подложки и стеклоприпой. Кроме того, хотя можно сказать, что стеклоприпой находится "на" или "поддерживается" одной или несколькими из подложек, в данном документе это не означает, что стеклоприпой должен находиться в непосредственном контакте с подложкой(ами). Другими словами, слово "на" охватывает как непосредственное, так и косвенное "на", так что стеклоприпой можно считать "на" подложке, даже если между подложкой и стеклоприпоем обеспечиваются другие материалы (например, покрытие и/или тонкая пленка).
[0054] В конкретных примерных вариантах осуществления данного изобретения обеспечивается способ предпочтительного нагрева краевого уплотнения стеклоприпоя стеклопакетов с вакуумной изоляцией с использованием секционной печи, разделенной на зоны. Предварительно собранный пакет сначала нагревается до промежуточной температуры, более низкой, чем требуется для плавления уплотнения стеклоприпоя (например, до температуры около 200-300°C). Затем край пакета дополнительно нагревается путем локализованного нагрева с помощью практически линейно сфокусированных инфракрасных (ИК) источников нагрева и/или с помощью, по меньшей мере, одной практически двумерной решетки источников нагрева, которые выполнены с возможностью генерировать ИК излучение в ближнем инфракрасном диапазоне длин волн (например, с длиной волны около 0,7-5,0 мкм) и более предпочтительно около 1,1-1,4 мкм, чтобы обеспечить локальную температуру около 350-500°C для плавления стеклоприпоя. В то же время, если используется закаленное или термоупрочненное стекло, по меньшей мере, конкретные части термически закаленного(ых) стеклянного(ых) листа(ов)/подложки(ек) стеклопакета с вакуумной изоляцией теряют не более чем около 50% первоначальной прочности закалки, поскольку основная часть области все еще находится под воздействием промежуточной температуры. В связи с общей более низкой температурой технология конкретных примерных вариантов осуществления предпочтительно потребляет меньше энергии и экономит время при охлаждении образцов. Следует иметь в виду, что температуру локализованного нагрева частично можно определить, основываясь на составе материала(ов) стеклоприпоя. Например, стеклоприпои, содержащие свинец, обычно требуют более низких температур, чем стеклоприпои, содержащие серебро.
[0055] Секционная печь конкретных примерных вариантов осуществления может включать в себя множество камер. Обычно, камеры соответствуют входной зоне, зоне уплотнения краев и выходной зоне. Следует понимать, что иллюстративная секционная печь может включать в себя множество камер для выполнения функций одной зоны (например, две входные камеры могут обеспечиваться для выполнения функций входной зоны, две выходные камеры могут обеспечивать функции выходной зоны и т.д.), и/или одна камера может обеспечиваться для выполнения функций, связанных с многими зонами (например, одна камера может обеспечивать функции входной и выходной зон и так далее).
[0056] В качестве примера и без ограничения, фиг.5 представляет собой упрощенный вид сбоку, иллюстрирующий пример схемы размещения пяти камер печи 50 в соответствии с примерным вариантом осуществления. Однако, как упоминалось выше, следует понимать, что может быть использовано большее или меньшее количество камер. В конкретных неограничивающих реализациях смежные камеры могут быть разделены уплотняющими дверями (показаны пунктирными линиями между соседними камерами), расположенными между ними. Подъемный механизм, шкивы и/или другие средства могут быть обеспечены, чтобы открывать и закрывать такие двери.
[0057] Секционная печь 50 для конкретных примерных вариантов осуществления является полунепрерывной с точки зрения производственного потока. Роликовый конвейер 52 или другой метод транспортировки может использоваться для осуществления физического перемещения данного стеклопакета с вакуумной изоляцией в сборе из одной зоны и/или камеры в следующую таким образом, чтобы стеклопакет с вакуумной изоляцией в сборе и/или его содержимое не смещались или не меняли положения относительно друг друга. В начальной точке 52a роликовый конвейер 52 поставляет стеклопакеты с вакуумной изоляцией в сборе в печь 50, например, через входную дверцу 54. Стеклопакеты с вакуумной изоляцией в сборе могут быть перемещены на место и остановлены, когда они достигают правильного положения внутри камеры и/или зоны. Положение стеклопакета с вакуумной изоляцией в сборе может быть определено, например, путем фотоэлектрического датчика или другого средства обнаружения. В качестве примера, и без ограничения, это положение может являться центром конкретной камеры, выровненной в конкретных горизонтальном и вертикальном положениях (например, как более подробно описано ниже в отношении фиг.6) и т.д. В конкретных примерных вариантах осуществления можно предпочтительно временно остановить стеклопакет с вакуумной изоляцией в сборе в определенном месте, например, чтобы позволить стеклопакету с вакуумной изоляцией в сборе достаточно нагреться, чтобы позволить стеклоприпою расплавиться, и т.д.
[0058] В конкретных примерных вариантах осуществления несколько стеклопакетов с вакуумной изоляцией в сборе могут подаваться в печь 50 одновременно, так что они обрабатываются в пакетном режиме. Например, в пятикамерной печи, как показано на фиг.5, до пяти стеклопакетов с вакуумной изоляцией в сборе могут обрабатываться в печи за один раз, с запуском и остановкой процесса в зависимости от процесса исполнения работ в каждой камере. Например, зона уплотнения краев может потребовать больше времени, чем охлаждение, осуществляемое в камерах выходной зоны. Таким образом, может быть некоторая задержка, встроенная в процесс для учета различающихся времен процесса исполнения работ в различающихся зонах и/или камерах.
[0059] Входная зона (например, камеры 1 и 2 на фиг.5 примерного варианта осуществления) оснащена практически однородными источниками нагрева так, что стеклопакет с вакуумной изоляцией в сборе нагревается в несколько этапов. То есть, практически равномерный нагрев может быть применен к стеклопакету с вакуумной изоляцией так, чтобы практически равномерно нагреть весь стеклопакет с вакуумной изоляцией в сборе. Нагрев может выполняться с помощью ИК излучения от источника ИК нагрева или другого средства, чтобы уменьшить повреждение стеклопакета с вакуумной изоляцией в сборе или его содержимого.
[0060] В зоне уплотнения краев (например, камера 3 на фиг.5) установлены практически однородные источники нагрева, чтобы поддерживать стеклопакет с вакуумной изоляцией в сборе в целом при заранее заданной фоновой температуре. Это может быть достигнуто путем выдержки всего стеклопакета с вакуумной изоляцией в сборе при промежуточной температуре из входной зоны и/или при небольшом увеличении температуры из входной зоны. В то же время, практически линейно сфокусированные источники 56 ИК нагрева обеспечивают локализованный нагрев по периметру стеклопакета с вакуумной изоляцией в сборе так, чтобы расплавить керамический стеклоприпой, нанесенный на края. ИК нагрев может быть сфокусирован на периферийных краях, например, с помощью параболического зеркала на краю, противоположном стеклопакету с вакуумной изоляцией в сборе. Дополнительные подробности примерного механизма фокусировки приведены ниже со ссылкой на фиг.7. Хотя данная конкретная зона называется зоной уплотнения краев, следует понимать, что некоторое краевое уплотнение может происходить в других зонах. Например, основное плавление будет происходить в зоне уплотнения краев, и некоторое краевое уплотнение будет происходить и тогда, когда источники ИК излучения выключаться, хотя края могут продолжать уплотняться (например, стеклоприпой может начать или продолжить упрочняться), находясь в выходной зоне.
[0061] На фиг.6 показан вид сверху движущегося скопления источников ИК нагрева 62 и 64 в зоне уплотнения краев секционной печи в соответствии с примерным вариантом осуществления. Как показано на фиг.6, печь для плавления стеклоприпоя сконструирована так, что могут герметизироваться стеклопакеты с вакуумной изоляцией в сборе разного размера. В конкретных примерных вариантах осуществления один угол сфокусированной ИК батареи зафиксирован на одном месте (например, угол вблизи батарей 62а-b). На фиг.6, например, батареи 62a-b будут зафиксированы. В таких устройствах, например, необходимо переместить только две стороны сфокусированной ИК батареи, чтобы обеспечить надлежащее плавление стеклоприпоя. Инфракрасные источники также могут быть разделены на секции так, что часть или все секции могут быть включены в любое время для регулировки длины нагрева под размер стеклопакета с вакуумной изоляцией в сборе. Части этих батарей источников инфракрасного излучения 64а-b могут быть сдвинуты в различающиеся положения по периметру стеклопакета с вакуумной изоляцией в сборе с помощью механических средств, таких как, например, рычаги, опорные катки на рельсах и/или другие средства. На фиг.6 показано, как батареи 64а-b сегментируются и батарея сегментов 64а′-b′ перемещается из своих начальных положений (обозначенных пунктирными линиями на батареях 64а-b) в положения вблизи стеклопакета 1′ с вакуумной изоляцией в сборе (обозначенные сплошными линиями) для уплотнения его краев. На фиг.6 варианта осуществления только источники инфракрасного излучения, соответствующие батареям 64a′-b′ и части 62a-b, будут включены, а остальные инфракрасные источники в батареях 64a-b и не ближайшие источники инфракрасного излучения в батареях 62a-b включать нет необходимости (например, они могут оставаться в выключенном состоянии).
[0062] Таким образом, как показано на фиг.6, локализованный источник нагрева, содержит первую, вторую, третью и четвертую батареи элементов инфракрасных источников нагрева, при этом батареи расположены таким образом, что инфракрасный источник нагрева имеет практически прямоугольную форму внутри зоны плавления краев. Первая и вторая батареи фиксируются в положении и образуют две практически перпендикулярные стороны источника инфракрасного нагрева, имеющего практически прямоугольную форму, а третья и четвертая батареи представляют собой две другие стороны источника инфракрасного нагрева, имеющего практически прямоугольную форму. Элементы инфракрасного источника нагрева второй и третьей батарей подвижны в зависимости от размера пакета таким образом, чтобы приближаться к краям для создания уплотнения.
[0063] Дополнительно, угол фокусирующего зеркала может регулироваться в конкретных примерных вариантах осуществления, чтобы дать возможность нагреву более точно фокусироваться по периметру стеклопакета с вакуумной изоляцией в сборе (как более подробно описано ниже со ссылкой на фиг.7). В конкретных примерных вариантах осуществления движение сегментированного ИК источника и/или фокусировка могут быть управляемыми компьютером, чтобы корректировать результаты отдельных пакетов. Также дополнительно, стеклопакет 1′ с вакуумной изоляцией в сборе, края которого должны быть уплотнены, может быть приподнят, чтобы быть ближе к инфракрасным источникам. Это может выполняться путем перемещения его в нужное положение с координатами X-Y по отношению к ИК батареям 62а-b, движения частей подвижных ИК батарей 64а-b и подъема стеклопакета 1′ с вакуумной изоляцией в сборе в положение.
[0064] В качестве примера и без ограничения, инфракрасные источники внутри батарей могут быть ИК трубками. ИК трубки могут быть расположены достаточно близко друг к другу, чтобы обеспечить нагрев по периметру краев стеклопакета с вакуумной изоляцией в сборе (например, не оставляя "пробелов", или не нагретых или существенно различающимся образом нагретых участков вокруг краев), но также могут быть достаточно далеко друг от друга для обеспечения перемещения таких трубок. Таким образом, в качестве примера и без ограничения, ИК трубки могут быть расположены приблизительно в 5 мм друг от друга в конкретных примерных вариантах осуществления. Размеры батарей могут различаться в зависимости от потребностей производственного процесса стеклопакета с вакуумной изоляцией. Также с помощью примера и без ограничения, батареи около 2-3 метров должны соответствовать требованиям производства большинства стандартных стеклопакетов с вакуумной изоляцией.
[0065] Обращаясь снова к фиг.5, стеклопакет с вакуумной изоляцией в сборе может быть охлажден в выходной зоне, содержащей одну или более камер, например, поэтапно через камеры 4 и 5 на фиг.5. Когда реализована поэтапная схема выходной зоны, каждая последующая камера выходной зоны может поддерживаться при более низкой температуре, чем предыдущая камера выходной зоны. Этот порядок может быть реализован с помощью принудительного конвективного воздушного охлаждения, трубопровода охлаждающей воды и/или другого охлаждающего средства, подходящего для отвода тепла от конкретной камеры выходной зоны. В конечном итоге, стеклопакет с вакуумной изоляцией в сборе может выкатываться из печи 50 через выходную дверцу 58 по роликам 52b.
[0066] На фиг.7 показан вид сбоку концентрирующего и/или фокусирующего зеркала 72, расположенного вблизи ИК нагревательного элемента 74, в соответствии с примерным вариантом осуществления. Следует понимать, что любой тип концентрации и/или механизм фокусировки могут быть использованы в связи с другими конкретными иллюстративными вариантами осуществления. ИК излучение от ИК нагревательного элемента 74 фокусируется и/или концентрируется с помощью параболического зеркала 72 на или вблизи стеклоприпоя 4. Зеркало 72 может быть сдвинуто и/или перемещено, чтобы обеспечить нагрев более или менее периферийных краев стеклопакета 1′ с вакуумной изоляцией в сборе, для фокусировки ИК излучения на или вне подложек 2 и 3, и так далее.
[0067] Теперь дадим более подробное описание процесса уплотнения краев стеклопакета с вакуумной изоляцией в сборе. Предварительно собранный стеклопакет с вакуумной изоляцией в сборе, который может включать в себя предварительно нанесенную и обожженную по периметру пасту стеклоприпоя, помещается в печь. Во входной зоне стеклопакет с вакуумной изоляцией в сборе нагревается до заранее заданной температуры в интервале около 200-300°C. Это может выполняться с помощью поэтапного нагрева в одной или более входных камерах так, что весь стеклопакет с вакуумной изоляцией в сборе предварительно нагревается до одной или более промежуточных температур. Как правило, стеклопакет с вакуумной изоляцией в сборе помещается в печь при комнатной температуре (например, обычно около 23°C, хотя следует понимать, что другие среды обработки и/или условия могут реализовывать различающиеся "комнатные температуры"). Весь стеклопакет с вакуумной изоляцией в сборе может быть нагрет до 75°C в первой камере входной зоны и затем до около 150°C во второй камере входной зоны. Следует понимать, что температуры предварительного нагрева могут меняться на около ±50°C.
[0068] В зоне уплотнения краев весь стеклопакет с вакуумной изоляцией в сборе нагревается до около 200°С, и источник ИК нагрева (например, управляемый компьютером, практически линейный ИК источник нагрева) перемещается в положение и фокусируется по периметру стеклопакета с вакуумной изоляцией в сборе. Источник ИК нагрева активируется на заранее заданном расстоянии (например, от около 0,5-10 см) от края стеклопакета с вакуумной изоляцией в сборе, что частично зависит от фокусирующего/концентрирующего зеркала, т.е., предназначено ли ИК излучение для "контакта" с верхней и/или нижней подложкой или только со сторонами вблизи стеклоприпоя, и т.д. Как отмечалось выше, источник ИК нагрева фокусируется, например, с помощью параболического зеркала, расположенного на стороне источника ИК нагрева, противоположной стеклопакету с вакуумной изоляцией в сборе. Температура стеклоприпоя по периметру стеклопакета с вакуумной изоляцией в сборе контролируется до около 350-500°С, что достаточно для плавления стеклоприпоя, но все еще ниже температуры плавления стеклянных подложек, которая варьируется от около 600-800°С в зависимости от состава стекла. В течение процесса локализованного нагрева зоны уплотнения краев температура стекла остается фоновой температурой. Таким образом, термоупрочненное или закаленное стекло, если оно используется, не отпускается или подвергается уменьшенному разупрочнению во время нагрева стеклоприпоя и/или процессов плавления.
[0069] После плавления стеклоприпоя в зоне уплотнения краев стеклопакет с вакуумной изоляцией в сборе перемещается в выходную зону. Выходная зона может включать в себя одну или несколько понижающих секций (или камер). Температура снижается так, что стеклопакет с вакуумной изоляцией в сборе находится при температуре приблизительно менее 100°С, когда он выходит из печи. В конкретных примерных вариантах осуществления в первой выходной камере температура всего стеклопакета с вакуумной изоляцией в сборе будет снижена до примерно 150°С, а затем до 75°С во второй выходной камере. Как описано выше, понижение температур может отличаться от этих цифр на до около ±50°.
[0070] На фиг.8 представлена иллюстративная блок-схема процесса создания локализованного нагрева краевых уплотнений стеклоприпоя стеклопакета с вакуумной изоляцией в сборе с помощью секционной печи в соответствии с примерным вариантом осуществления. На этапе S82 стеклопакет с вакуумной изоляцией в сборе, включая в себя множество краев, которые должны быть уплотнены, помещается в секционную печь. Роликовый конвейер может перемещать стеклопакет с вакуумной изоляцией в сборе в печь, например, через дверь. На этапе S84 стеклопакет с вакуумной изоляцией в сборе предварительно нагревается до одной или более промежуточных температур во входной зоне секционной печи. Промежуточная(ые) температура(ы) имеет/имеют меньшую величину, чем температуры плавления стекла и стеклоприпоя вдоль уплотняемых краев.
[0071] Локализованный нагрев обеспечивается для краев стеклопакета с вакуумной изоляцией в сборе, которые должны быть уплотнены (например, используя один или более практически линейных источников ИК нагрева, которые испускают ИК излучение с длиной волны в ближней инфракрасной области спектра (например, длина волны около 0,7-5,0 мкм) и, что более предпочтительно, около 1,1-1,4 мкм)) в зоне уплотнения краев секционной печи на этапе S86. Локализованный нагрев осуществляется при температуре, более высокой, чем промежуточная(ые) температура(ы), и достаточной, чтобы вызвать плавление стеклоприпоя по краям. Температуры могут выбираться в зависимости от состава материала стеклоприпоя. Стеклопакет с вакуумной изоляцией в сборе, за исключением области вблизи периферийных краев, которые должны быть уплотнены, выдерживается при температуре, близкой к промежуточной температуре (например, при температуре, достаточно низкой, чтобы избежать плавления стекла, не отличающейся более чем приблизительно на ±50°C от промежуточной температуры).
[0072] На этапе, который не показан, для обеспечения локализованного нагрева обеспечивается множество источников нагрева (например, практически линейные источники ИК нагрева), например, в батарее. По меньшей мере, некоторые из батарей могут быть зафиксированы в позиции. Стеклопакет с вакуумной изоляцией в сборе может быть расположен вблизи фиксированных батарей так, что, по меньшей мере, некоторые из краев, которые будут уплотнены, примыкают к фиксированным батареям. Дополнительные батареи, включающие в себя подвижные источники нагрева, могут быть расположены таким образом, чтобы создавать нагрев вблизи краев стеклопакета с вакуумной изоляцией в сборе, не примыкающих к фиксированным батареям. Области, которые будут нагреваться, могут быть настроены более точно путем обеспечения концентрирующего и/или фокусирующего зеркала.
[0073] Обращаясь снова к фиг.8, на этапе S88 стеклопакет с вакуумной изоляцией в сборе охлаждается в выходной зоне печи. Предварительный нагрев и/или охлаждение стеклопакета с вакуумной изоляцией в сборе может быть организован так, чтобы уменьшить шансы повреждения стеклопакета с вакуумной изоляцией в сборе и/или отпуска подложек, формирующих стеклопакет с вакуумной изоляцией в сборе. В конкретных примерных вариантах осуществления, множество камер может быть обеспечено для одной или нескольких зон. В связи с такими вариантами осуществления для повышения температуры и/или процессов охлаждения может обеспечиваться множество камер, например, когда процессы нагрева и/или охлаждения разделены на этапы. В конкретных (некоторых) других вариантах осуществления единичная камера может быть выполнена с возможностью выполнять функциональные возможности нескольких зон (например, единичная камера может предварительно нагревать и/или охлаждать подложку, единичная камера может предварительно нагревать подложку и/или обеспечивать локализованный нагрев краев, единичная камера может обеспечивать локализованный нагрев краев и/или охлаждать подложку и т.д.).
[0074] Таким образом, конкретные примерные варианты осуществления предпочтительно нагревают, плавят и охлаждают стеклоприпой быстро. Это помогает получать градиент температуры вблизи краев стеклопакета с вакуумной изоляцией в сборе. Температурный градиент, в свою очередь, помогает снизить отпуск и/или шансы повреждения стекла. В конкретных примерных вариантах осуществления, по меньшей мере, конкретные части термически закаленного стекла листа(ов)/подложки(ек) стеклопакета с вакуумной изоляцией теряют не более 50% первоначальной прочности закалки.
[0075] Конкретные примерные варианты осуществления обеспечивают нагрев краев стеклопакета с вакуумной изоляцией, используя локализованный нагрев, содержащий решетку сфокусированных источников ИК нагрева так, что, в то время как не краевые области остаются при относительно низкой температуре, стеклоприпой по периметру расплавляется. Решетка источников ИК нагрева уменьшает количество движущихся частей в источнике локализованного нагрева источника и не обязательно требует разделения между температурными зонами в некоторых вариантах осуществления. Решетка может устанавливаться в стандартную ленточную печь относительно легко. Еще одним преимуществом этой конструкции является то, что она может использоваться для производства стеклопакетов с вакуумной изоляцией различных размеров и форм (например, практически прямоугольного и практически непрямоугольного очертания стеклопакетов с вакуумной изоляцией меняющихся размеров).
[0076] Вместо или в дополнение к реализации системы передвижных источников нагрева конкретные примерные варианты осуществления могут обеспечить локализованный нагрев с помощью практически стационарной решетки сфокусированных источников инфракрасного излучения, установленных в печи поточного типа, такой как ленточная печь или печь конвейерного типа. Решетка включает в себя матрицу W*L числа точечных источников инфракрасного излучения, каждый из которых охватывает фиксированную область. Включение/выключение точечных источников инфракрасного излучения может индивидуально управляться с помощью компьютера так, чтобы каждая точка края освещалась инфракрасными источниками до заранее заданной фиксированной полной энергии, например, равной количеству энергии, необходимой для плавления стеклоприпоя. Ширина решетки может покрывать всю эффективную ширину ленты, а длина решетки может обеспечить достаточный нагрев для плавления стеклоприпоя. Длину решетки можно оценить с помощью уравнения:
E=L*D/V,
где Е - это общая энергия на единицу площади, использующаяся при плавлении стеклоприпоя, L - длина решетки, D - плотность мощности источника инфракрасного излучения, и V - скорость линии печи.
[0077] Работа решетки источников инфракрасного излучения более подробно описана ниже со ссылкой на фиг.9а-9f. Для удобства отдельные источники нагрева обозначены с использованием схемы наименований, где каждый отдельный источник обозначается как #LW, с L- и W-осями, пронумерованными как "1" на их пересечении, показанном на фиг.9a. Так, например, на фиг.9а-9f верхний левый источник нагрева является #98, и нижний правый источник нагрева является #11.
[0078] На фиг.9а показан вид сверху стеклопакета 1′ с вакуумной изоляцией в сборе на ленте 92 в печи перед его перемещением под решетку 90 источников инфракрасного излучения в соответствии с примерным вариантом осуществления. Перед тем как стеклопакет 1′ с вакуумной изоляцией в сборе поступает под решетку 90 источников инфракрасного излучения, все источники инфракрасного излучения должны быть выключены (например, обозначено как все незатемненные круги решетки 90 источников инфракрасного излучения).
[0079] На фиг.9b показан вид сверху стеклопакета 1′ с вакуумной изоляцией в сборе на ленте 92 в печи, поступающего в решетку 90 источников инфракрасного излучения в соответствии с примером варианта осуществления. Когда передний край стеклопакета 1′ с вакуумной изоляцией в сборе находится под решеткой, включены инфракрасные источники, покрывающие уплотняемый край стеклопакета 1′ с вакуумной изоляцией в сборе. Таким образом, в примере на фиг.9b источники от #1 до #16 включены, как это обозначено затемненными кругами. В это время другие источники в решетке 90 источников инфракрасного излучения остаются выключенными.
[0080] На фиг.9с показан вид сверху стеклопакета 1′ с вакуумной изоляцией в сборе, продолжающего поступать в решетку 90 источников инфракрасного излучения так, что оба уплотняемых края как вдоль малой оси стеклопакета 1′ с вакуумной изоляцией в сборе и части уплотняемых краев вдоль большой оси стеклопакета 1′ с вакуумной изоляцией в сборе подвергаются ИК излучению от решетки 90 источников инфракрасного излучения в соответствии с примерным вариантом осуществления. Как показано на фиг.9с, стеклопакет 1′ с вакуумной изоляцией в сборе дополнительно перемещается в область решетки, и инфракрасные источники переключаются с W=1 на W=2 и затем на W=3, следуя за ведущим краем. В то же время, #11, #21, #16 и #26 остаются "включенными", потому что уплотняемые края вдоль главной оси стеклопакета 1′ с вакуумной изоляцией в сборе должны подвергнуться воздействию нагрева.
[0081] На фиг.9d приведен вид сверху стеклопакета 1′ с вакуумной изоляцией в сборе, дополнительно перемещающегося в решетку 90 источников инфракрасного излучения так, что воздействию ИК от решетки 90 источников инфракрасного излучения подвергаются только уплотняемые края вдоль большой оси стеклопакета 1′ с вакуумной изоляцией в сборе в соответствии с примерным вариантом осуществления. Если под решеткой находятся только боковые края, схема "Вкл" принимает вид двух параллельных линий в направлении движения, а все другие источники нагрева становятся "Выкл". Как показано на фиг.9d, второй стеклопакет 1′ с вакуумной изоляцией в сборе с уплотняемыми краями поступает вниз по ленте 92 по направлению к решетке.
[0082] На фиг.9e показан вид сверху стеклопакета 1′ с вакуумной изоляцией в сборе, выходящего из решетки 90 источников инфракрасного излучения в соответствии с примерным вариантом осуществления. Когда концевой край поступает в решетку, ряд L=1, 2, 3 будет снова включен в данном порядке для концевого края. Весь ряд будет полностью выключен после того, как выйдет концевой край, и до того, как поступит новый стеклопакет 1′ в сборе. К тому времени как стеклопакет 1′ с вакуумной изоляцией в сборе покинет область решетки 90, каждая точка по периметру получит практически равное количество энергии, достаточной для плавления стеклоприпоя.
[0083] На фиг.9f показан вид сверху второго стеклопакета 1′ с вакуумной изоляцией в сборе, поступающего в решетку 90 источников инфракрасного излучения, в то время как первый стеклопакет 1′ с вакуумной изоляцией в сборе выходит из решетки 90 источников инфракрасного излучения в соответствии с примерным вариантом осуществления. Как видно из фиг.9f, первый и второй стеклопакеты 1′ с вакуумной изоляцией в сборе имеют различающиеся размеры. Таким образом, когда второй стеклопакет 1′ с вакуумной изоляцией в сборе входит в область решетки, процесс повторяется, за исключением того, что ряд W=7 будет "включен" из-за большей ширины второго пакета.
[0084] Таким образом, следует понимать, что каждый источник нагрева в каждом ряду и столбце решетки активируется выборочно, в зависимости от того, находится ли уплотняемый край близко к источнику нагрева (например, в пределах области нагрева от источника нагрева). Кроме того, следует понимать, что решетка является практически двумерной.
[0085] Определение того, какие источники должны быть включены, может быть заранее запрограммировано оператором в конкретных примерных вариантах осуществления. В конкретных примерных вариантах осуществления фотоэлектрический датчик или другие механизмы обнаружения могут использоваться для определения размера и/или положения стеклопакета с вакуумной изоляцией в сборе, например, для определения источников нагрева в решетке, которые будут включены, и времени, когда они должны быть включены.
[0086] Следует понимать, что интенсивность энергии, производящаяся одним источником ИК нагрева (например, в решетке), практически нормально распределена по всей площади так, что излучаемая энергия является самой высокой в центре области. Таким образом, структура, которая включает в себя множество разнесенных источников ИК нагрева, иногда может создавать "полосы" высоких и низких областей энергии. Иногда это может приводить к локализованному и не локализованному плавлению. То есть, иногда вполне достаточная или избыточная энергия будет поступать в конкретную область или области, в то время как в соседней области или областях будет недостаточно энергии.
[0087] Таким образом, конкретные примерные варианты осуществления могут включать решетку источников ИК нагрева, где источники нагрева расположены в шахматном порядке. На фиг.10 показан вид сверху решетки 90′ источников ИК излучения, содержащей шахматную структуру источников ИК нагрева, в соответствии с примерным вариантом осуществления. На фиг.10 отдельные источники нагрева в решетке 90′ расположены таким образом, что, перемещаясь слева направо, юго-восточная секция первого источника нагрева примыкает к северо-западной секции второго источника нагрева, а северо-восточная секция второго источника нагрева примыкает к юго-западной секции третьего источника нагрева и т.д. Данное и/или другие размещения могут помочь предпочтительно обеспечить изменение сильного и слабого воздействия на области, чтобы выровнять эффект образования полос, что иначе иногда может происходить. Шахматная структура источников ИК нагрева на фиг.10 работает практически так же, как структура на фиг.9а-9f.
[0088] В конкретных примерных вариантах осуществления диффузоры могут быть размещены вблизи каждой лампы так, чтобы выравнивать энергию, которая иначе может иногда создавать конкретную форму (например, круглую форму, если используются круглые лампы, либо полосы, как отмечалось выше), таким образом обеспечивая практически равномерное распределение тепла по всей нагреваемой области. В принципе, для создания более однородного теплового потока от источников нагрева в решетке каждый источник нагрева в решетке может обеспечиваться диффузором. Следует понимать, что диффузоры могут использоваться в связи со структурой решетки на фиг.9а-9f и/или структурой решетки на фиг.10.
[0089] На фиг.11а показан вид сбоку ленточной печи поточного типа, установленной с решеткой 90 источников инфракрасного излучения. Предварительно собранные стеклопакеты 1′ с вакуумной изоляцией поступают в печь и нагреваются в зоне повышения температуры до заранее заданной фоновой температуры (обычно в интервале около 200-300°C). Решетка 90 инфракрасного излучения установлена в данной зоне фоновой температуры и расплавляет стеклоприпой по периметру стеклопакета 1′ с вакуумной изоляцией в сборе в соответствии с процессом, описанным выше, или в соответствии с другим процессом. В течение всего времени лента 92 печи может двигаться непрерывно с постоянной скоростью, которая была выбрана для создания достаточного нагрева периметров стеклопакетов 1′ с вакуумной изоляцией в сборе, для обеспечения хорошей герметичности уплотнений вокруг краев стеклопакетов 1′ с вакуумной изоляцией в сборе. В случае необходимости уплотнение отводящей трубки насоса также может быть герметизировано тем же или другим образом, одновременно используя решетку 90 инфракрасного излучения. Отдельные источники ИК нагрева включаются и выключаются с помощью компьютерного управления, чтобы обеспечить соответствующий преимущественный нагрев краев стеклопакетов 1′ с вакуумной изоляцией в сборе. Температура стеклоприпоя по краю стеклопакетов 1′ с вакуумной изоляцией в сборе контролируется между температурами около 350-500°С, подходящими для плавления стеклоприпоя, но являющимися ниже температуры плавления стекла. В то же время температура стекла остается на уровне или близкой к фоновой температуре. Стеклопакет 1′ с вакуумной изоляцией затем транспортируется через зону снижения температуры, пока не охладится, например, до менее чем 100°C, когда он выходит из печи. Как отмечалось выше, зоны могут быть отдельными камерами или они могут быть едиными камерами в конкретных примерных вариантах осуществления.
[0090] Следует понимать, что при включении одного источника ИК нагрева производимая энергия практически нормально распределена во времени. Таким образом, энергия обычно увеличивается, стабилизируется и затем уменьшается. Таким образом, в конкретных примерных вариантах осуществления управляемая компьютером система может предпочтительно включить одну лампу до того, как стеклопакет с вакуумной изоляцией в сборе будет находиться под ней, обеспечивая, чтобы требуемая энергия достигла области, и/или также выключить лампу до того, как стеклопакет с вакуумной изоляцией в сборе выйдет, чтобы уменьшить воздействие на смежные области, которые не должны быть нагреты. Таким образом, стеклопакет движется через последовательные столбцы решетки, каждый источник нагрева активируется в ряду и столбце решетки до того, как уплотняемый край подвергается теплу, исходящему от источника нагрева, и также деактивируется до того, как уплотняемый край удаляется от теплового излучения, исходящего от источника нагрева.
[0091] На фиг.11b показан вид сбоку ленточной печи поточного типа, установленной с двумя решетками 90 источников инфракрасного излучения в соответствии с примерным вариантом осуществления. Например, дополнительная решетка может создаваться между лентой и верхней точкой так, что две решетки нагревают уплотняемые края с обеих сторон. Таким образом, нагрев может быть применен к обеим сторонам стеклоприпоя для обеспечения его быстрого и/или более равномерного плавления. Две решетки 90 могут управляться таким же образом, одним и тем же или другим средством, чтобы обеспечить уплотнение краев. Кроме того, небольшая задержка между циклами включить-выключить или немного отличающаяся конфигурация включить-выключить может быть введена между решетками, например, чтобы помочь уменьшить проблему образования полос, описанную выше.
[0092] Вышеописанные и/или другие примерные варианты осуществления могут включать в себя настраиваемый источник ИК нагрева, выполненный с возможностью обеспечить значительную часть энергии в этом диапазоне длин волн. Источник ИК нагрева может использоваться для выборочного нагрева до заданной температуры применяемого материала, такого как, например, пленка, аппликация, краска, стеклоприпой, металл, металлическое и/или керамическое покрытие, капельный орнамент, профиль и т.д., нанесенного на стеклянную или керамическую поверхность подложки, что, таким образом, вызывает желаемые физические и/или химические изменения (такие как, например, плавление, спекание, изменение химического свойства, дегазация и т.д.).
[0093] В конкретных примерных вариантах осуществления размещение нагревающих элементов обеспечивается конфигурацией, которая создает локализованный или диффузный перенос энергии в области интереса. В конкретных примерных вариантах осуществления ИК лампы могут быть предназначены для создания заранее заданного спектрального отклика. ИК лампы могут быть дополнительно подстроены путем регулировки напряжения. Таким образом, становится возможным создавать желаемую пиковую длину волны, например, производя лампы, создающие приблизительный спектральный отклик, и обеспечивая регулировку напряжения для дополнительной точной настройки, по меньшей мере, пиковой длины волн(ы). Этот подход предпочтителен в конкретных реализациях, поскольку, например, изменения напряжения можно точно контролировать, например, малыми приращениями, результатом чего станет уменьшение общего энергопотребления, снижение величины электрической нагрузки на систему и т.д.
[0094] Лампы могут быть сделаны с возможностью излучать конкретную пиковую длину волны, если их элементы (например, вольфрам и другие элементы) регулируются с точки зрения расстояния и/или площади поперечного сечения. Данные изменения размеров могут помочь изменить сопротивление и, следовательно, производимое тепло, что, в свою очередь, повлияет на спектр излучаемой энергии. Как упоминалось выше, может использоваться инфракрасный свет в ближней инфракрасной (БИК) области спектра и/или коротковолновый инфракрасный (КВИК) диапазон. Такие спектры обычно содержат длины волн, например, 750-1400 нм и 1400-3000 нм, соответственно. Некоторые стеклоприпои, используемые в стеклянных изделиях с вакуумной изоляцией, могут быть настроены для поглощения энергии в этом диапазоне. Кроме того, можно настроить такие материалы стеклоприпоя (например, с помощью пигментов и/или добавок), что они будут иметь относительно равномерное поглощение спектра, в то время как стеклянная подложка, на которую он нанесен, имеет относительно низкое поглощение. Таким образом, в конкретных примерных вариантах осуществления элементы могут быть настроены на диапазон длин волн, отстоящий далеко от диапазона высокого поглощения стеклом и близко к диапазону длин волн с высоким или пиковым поглощением для стеклоприпоя. В конкретных примерных вариантах осуществления длины волн от примерно 1300-1700 нм оказались более предпочтительными, поскольку материалы стеклоприпоя обладают высокими поглощающими свойствами в этой области, в то время как поглощение стеклом является относительно низким. Как указано выше, данные элементы могут быть дополнительно настроены путем изменения напряжения так, чтобы регулировать частоту, на которой они излучают наибольшую энергию.
[0095] На фиг.12 представлен график зависимости передачи, отражения и поглощения от длины волны для примерного стеклоприпоя. Как можно видеть, стеклоприпой оптимизирован для нагрева с помощью длин волн ИК диапазона 1300-1700 нм. В конкретных примерных вариантах осуществления материал стеклоприпоя может быть на основе ванадия. См., например, заявку № 13/__,__, озаглавленную "VANADIUM-BASED FRIT MATERIALS, AND/OR METHODS OF MAKING THE SAME" (atty. dkt. no. 3691-2172), полное содержание которой включено в данный документ по ссылке. Другие материалы стеклоприпоя могут быть использованы, включая в себя, например, стеклоприпои Ferro 2824B и 2824G. См., например, заявку № 13/__,__ под названием "IMPROVED FRIT MATERIALS AND/OR METHOD OF MAKING VACUUM INSULATING GLASS UNITS INCLUDING THE SAME" (atty. dkt. no. 3691-2307). Другие так называемые "безсвинцовые" стеклоприпои могут использоваться в различных вариантах осуществления.
[0096] На фиг.13 показан график зависимости поглощения стеклом от длины волны для прозрачного флоат-стекла толщиной 3,2 мм. Также в качестве примера на фиг.13 показаны профили выходных мощностей вольфрамовых источников, работающих на различающихся пиковых длинах волн. Как можно видеть, поглощение стеклом увеличивается постепенно до длин волн чуть более 2,5 микрон, при которых наблюдается приблизительно вертикальный скачок. Таким образом, желательно настраивать ИК нагревательные элементы (и ИК состав стеклоприпоя) в направлении БИК и/или КВИК диапазонов и, например, к пикам около 1,14 или 1,30 мкм, где ИК поглощение является сравнительно низким. В конкретных примерных вариантах осуществления стеклоприпой настроен на длину волны так, что он поглощает, по меньшей мере, в два раза больше тепла от ИК элементов по сравнению со стеклянной подложкой, более предпочтительно, чтобы, по меньшей мере, около в три раза больше тепла и еще более предпочтительно в 3,5 или более раз больше тепла.
[0097] На фиг.14 показана корреляция напряжения и температуры, например, ИК нагревательных элементов. Как можно видеть, чем выше напряжение, тем ниже температура. Кроме того, можно заметить, что стекло остается при температуре ниже, чем стеклоприпой, для всех напряжений. Следует понимать, что требуется большая разность температур стекла/стеклоприпоя в конкретных примерных вариантах осуществления. И, как описано выше, это может выполняться путем настройки пиковой мощности элемента(ов) инфракрасного нагрева в направлении к диапазону, характеризующему поглощение стеклоприпоем, и в направлении, обратном от диапазона поглощения стеклом.
[0098] Расстояние между элементом и нагреваемой частью также может регулироваться так, чтобы управлять потоком энергии, например, при настройке профиля нагрева. Другими словами, в конкретных примерных вариантах осуществления можно регулировать расстояние по вертикали между ИК излучателями и нагреваемой частью. Вертикальные винты или аналогичные устройства могут использоваться для выполнения такого перемещения. В конкретных примерных вариантах осуществления перемещение может быть ручным или автоматическим. Следует понимать, что в конкретных примерных вариантах осуществления можно обеспечивать фиксированное вертикальное положение ИК излучателей по отношению к части, которая нагревается. В общем, может потребоваться расстояние примерно 2-10 дюймов, более предпочтительно 3-6 дюймов и иногда около 4 дюймов от верха стекла стеклопакета с вакуумной изоляцией.
[0099] Поток энергии также может регулироваться путем изменения расстояния между соседними нагревающими элементами. В конкретных примерных реализациях расстояние от центра до центра для соседних ламп может составлять 2-6 дюймов (а иногда и 4 дюйма). Было установлено, что это примерное расстояние от центра до центра является предпочтительным для получения подходящего количество тепла. Слишком близкое по отношению друг к другу расположение ламп способно производить слишком много тепла для материала стеклоприпоя и/или подложек.
[00100] В различающихся вариантах осуществления данного изобретения излучатели могут обеспечиваться под различными углами по отношению к целевой нагреваемой области. Например, на примере стационарной печи, в которой элементы просто вставляются или извлекаются, было обнаружено, что лампы с углом приблизительно 90 градусов (например, ±15 градусов) относительно поверхности, на которой они установлены (например, поверхность непосредственно над нагреваемой частью), являются предпочтительными с точки зрения получения требуемого профиля нагрева. Напротив, на примере печи, где продукты перемещаются внутрь и наружу на роликовой конвейерной системе, было обнаружено, что, с точки зрения получения требуемого профиля нагрева, предпочтительный угол для ламп составляет приблизительно 45 градусов (например, ±15 градусов). То есть, конкретные примерные варианты осуществления могут использовать обычно удлиненные лампы, которые, как правило, горизонтально ориентированы в камере, и эти лампы обычно перпендикулярны или находятся под углом по отношению к/от верхней и/или нижней поверхности предварительно собранного стеклопакета с вакуумной изоляцией. В конкретных примерных вариантах осуществления лампы могут обеспечиваться сверху и/или снизу предварительно собранного стеклопакета с вакуумной изоляцией.
[00101] В конкретных примерных вариантах осуществления одна или более подкладок или другие зеркала могут использоваться, чтобы помочь фокусировать тепло, генерируемое ИК элементом(ми).
[00102] В конкретных примерных вариантах осуществления нагревающие элементы могут охлаждаться конвекционным, индуктивным и/или другим способом охлаждения.
[00103] Нанесенный для нагрева материал (например, суспензия стеклоприпоя, которая может включать в себя керамические материалы, воду или другой растворитель и связующее; краску; покрытие; стеклоприпой, металлы; металлические и/или полупроводниковые покрытия, включающие в свой состав, например, пиролитические или распыленные пленки и т.д.), может поглощать энергию и нагреваться с более высокой скоростью, чем стекло или керамическая подложка, на которой оно держится. Данный выборочный нагрев является предпочтительным, поскольку, например, связан с меньшим нагревом подложки, чем наносимого материала, при том, что нагрев обладает ухудшающим воздействием на свойства подложки. Таким образом, следует понимать, что если подложка термически обработана (например, термоупрочненное или закаленное стекло), объемные свойства могут оставаться в значительной степени неизменными при условии, что частота, на которой энергия передается на участок, нацелена скорее на нанесенный материал, чем на стеклянную подложку.
[00104] На фиг.15 показан график с поглощающими свойствами материала стеклоприпоя в соответствии с конкретным примерным вариантом осуществления. Иллюстративный график показывает процент поглощения в зависимости от длины волны в нанометрах. Показаны два различающихся материала стеклоприпоя, стеклоприпой 1 и стеклоприпой 2. Стеклоприпой 1 является усовершенствованным материалом стеклоприпоя в соответствии с конкретным примерным вариантом осуществления изобретения по заявке Application Serial No. 13/__,__ (atty. dkt. no. 3691-2307), полное содержание которой включено в данный документ со ссылкой, и стеклоприпой 2 является стандартным материалом стеклоприпоя. Также показаны два различающихся типа стекла. Первый является стандартным прозрачным флоат-стеклом. Второй (RLE-стекло с низкоэмиссионным покрытием) является стеклянной подложкой с покрытием, хотя следует понимать, что различающиеся примерные варианты осуществления могут использовать различающиеся низкоэмиссионные покрытия. Как видно из графика, стеклоприпой 1 обладает увеличенными поглощающими свойствами по сравнению со стеклоприпоем 2. Действительно, стеклоприпой 1 сохраняет по всей длине проиллюстрированного графика свыше 80% поглощения или около 90% в существенной части графика. Напротив, стеклоприпой 2 имеет максимальное поглощение в диапазоне длин волн 300 нм, которое затем быстро падает до около 20% поглощения, сохраняющегося в ИК диапазонах от средних до больших длин волн.
[00105] Показано, что стеклоприпой 2 обладает поглощающими свойствами, подобными тем, которые обнаружены у стеклянных подложек. Таким образом, когда стеклоприпой 2 размещается на таких стеклянных подложках, и стекло, и стеклоприпой могут поглощать схожие количества энергии ИК излучения. Схожие свойства поглощения энергии ИК излучения могут приводить к тому, что как стеклоприпой, так и стеклянные подложки будут иметь схожие характеристики нагрева. В противоположность этому, поглощающие свойства стеклоприпоя 1 обеспечивают существенно увеличенную способность поглощать ИК энергию. Таким образом, в конкретных примерных вариантах осуществления для, по меньшей мере, значительной части рассматриваемого инфракрасного диапазона может создаваться материал стеклоприпоя с высоким процентом поглощения ИК излучения, например, свыше, чем около 80%, или предпочтительно свыше 85% и еще более предпочтительно свыше, чем около 90%. Конечно, следует понимать, что в конкретных примерных реализациях также возможно использовать материал стеклоприпоя, имеющий 50% или 75% поглощения ИК излучения.
[00106] Несмотря на то, что выборочный или предпочтительный нагрев частей является предпочтительным, авторы настоящей заявки также отмечают, что профиль нагрева изделия в целом имеет значение. Как указано выше, отпуск является риском для монолитных изделий. Однако авторы настоящей заявки обнаружили, что риск повышается для стеклопакетов с вакуумной изоляцией. Другими словами, подложки, используемые в стеклопакетах с вакуумной изоляцией, более чувствительны к отпуску, чем монолитные стеклянные подложки. Таким образом, конкретные примерные варианты осуществления помогают обеспечить температуру подложки предпочтительно не выше 375 градусов Цельсия в течение 1 мин, более предпочтительно не выше 350 градусов Цельсия в течение 1 минуты и еще более предпочтительно не выше 325 градусов Цельсия в течение 1 минуты.
[00107] Дополнительно, управление равномерностью температуры вдоль стеклянной подложки, в целом, также влияет на конечные свойства. Следовательно, требуется равномерность нагрева по всему стеклоприпою и подложке. Такая равномерность является предпочтительной и помогает избежать возникновения "горячих точек" или областей локального перегрева. Такие горячие точки могут приводить к отпуску стеклянных подложек, образованию пузырей или воздушных раковин в стеклоприпое, пережогу стеклоприпоя и т.д. Предпочтительно, чтобы поверхность подложки и/или стеклоприпоя имела температуру, различающуюся не более чем на ±5 градусов Цельсия, более предпочтительно не более чем на ±2 градуса.
[00108] Обнаружено, что внутренние поверхности камер, используемых для инфракрасного нагрева, могут вызывать отражения инфракрасных лучей. Эти отражения также могут приводить к возникновению "горячих точек" потенциально в или на стеклоприпое и/или на подложке и, следовательно, могут уменьшать общую однородность температуры внутри камеры и/или на подложках. Таким образом, конкретные примерные варианты осуществления помогают контролировать температуру стекла и стеклоприпоя, создавая рассеивающий характер энергии путем изменения поверхностных характеристик конкретных поверхностей внутри камер. Изменения на этих поверхностях также могут помочь уменьшить влияние отражений от стеклянных поверхностей.
[00109] В частности, конкретные примерные варианты осуществления могут включать в состав "туманные" поверхности внутренних стенок, которые помогают уменьшить направленные отражения и/или помогают создать более рассеянный характер отражений. Это может выполняться с помощью создания на внутренней стенке упрочненного покрытия из слоистого материала, устойчивого к высокой температуре, а не более "блестящего" (и, следовательно, отражающего) металлического материала. В конкретных примерных вариантах осуществления материалом покрытия может быть высокотемпературная минеральная вата на основе двуокиси кремния или подобный материал. Упрочненный материал покрытия имеет более высокую степень рассеивания и, таким образом, помогает создать более рассеянный характер излучения, что, в свою очередь, приводит к более однородному нагреву. Вокруг внутренней стенки из минеральной ваты может обеспечиваться дополнительная изоляция. В конкретных примерных вариантах осуществления материал внутренних стенок может иметь низкий коэффициент отражения, по меньшей мере, в инфракрасном диапазоне, например, менее чем 50%, более предпочтительно менее 25%, еще более предпочтительно менее 20%, возможно, меньше, чем 10-15%, и иногда даже ниже. В таких случаях меньшее количество ИК излучения может отражаться в рассеянном виде.
[00110] В конкретных примерных вариантах осуществления предварительный нагрев может обеспечиваться с помощью конвекции или другого способа нагрева, хотя конкретные примерные варианты осуществления не включают в себя предварительный нагрев. Вместо этого, камера может поддерживаться при повышенной температуре (например, 100 градусов Цельсия), и часть или все стекло может нагреваться только с помощью ИК нагревательного элемента(ов). В таких случаях для предварительного нагрева части или всего стекла и/или для поддержания повышенной (например, 100 градусов Цельсия) температуры ИК нагревательный(е) элемент(ы) может работать при 50% напряжения, тогда как увеличенное 70-80% напряжение может обеспечиваться фактически в процессе создания уплотнения. В конкретных примерных вариантах осуществления напряжения 50% и 80% могут создаваться для этих двух режимов, хотя напряжение может несколько изменяться, например, предпочтительно на ±10%, более предпочтительно на ±5%. Ниже подробно показано, что напряжения 50% и 80% представляются удивительными и неожиданными.
[00111] Как упоминалось ранее, плотность ИК излучения была серьезным фактором, вызывающим отпуск. В целом, использование всех ламп для получения короткого по времени способа приводило к почти полному отпуску стеклопакета с вакуумной изоляцией, тогда как использование половинной плотности мощности ламп (50% использования ламп) наилучшим образом сохраняло закалку и стекла с покрытием, и прозрачного стекла, почти с одинаковыми повреждениями. Удивительно и неожиданно, что ИК напряжение на половине плотности мощности (50% использования ламп) лучшим образом сохраняло закалку при 50% и 80%. Другие напряжения, приводящие к большей потере закалки, базировались на картинах повреждений.
[00112] Термические профили были разработаны с использованием следующей технологии:
1. Начало при 100 градусах Цельсия с использованием конвекционного тепла для нагрева стекла.
2. Конвекционный вентилятор выключен. Стекло стабилизируется в течение 2-3 минут. Это уменьшает неравномерность температуры от конвекции воздушных потоков в результате КВИК.
3. Регулирование времени и ИК напряжения для обеспечения 3 минут нагрева до 275 градусов Цельсия и затем выдержка в течение 3 минут для стабилизации стекла/стеклоприпоя при 275 градусах С.
4. Подъем температуры до целевой пиковой температуры 350 градусов Цельсия на базе матрицы напряжений осуществляется для всех ламп (100% использования ламп) при 40%, 50% и 60% напряжения и для половины ламп (50% использования ламп) при 50%, 60%, 70%, 80%, 90% напряжения.
5. ИК напряжение регулируется для выдержки при температуре 350 градусов Цельсия в течение 1 минуты.
6. Охлаждение максимальным потоком воздуха, который подается в течение 30 секунд после уменьшения инфракрасного излучения. Это увеличивает охлаждение печи и стекла для сведения к минимуму влияния тепла на отпуск.
[00113] Для измерения температуры использовалась система 19 термопар. Напряжение ИК излучения корректировали таким образом, чтобы получить наилучшую возможную равномерность температуры. При повышении и выдержке на пиковой температуре обеспечивалась равномерность приблизительно 10 градусов Цельсия (±5 градусов Цельсия).
[00114] После того как все профили были завершены, каждый был запущен с покрытием (78/31)/прозрачным стандартным закаленным стеклом 14×20, соединенными вместе (без стеклоприпоя). Следует понимать, однако, что различающиеся примерные варианты осуществления могут включать в состав различные термообрабатываемые и/или другие двойные, тройные или четверные покрытия на основе серебра. Разрушения произведены пружинным кернером на 1 дюйм к центру в середине длинного периметра.
[00115] Установлено, что охлаждение печи является существенным источником повреждения. Таким образом, конкретные примерные варианты осуществления могут включать в себя воздушные трубы, установленные в печи. В конкретных примерных реализациях, когда клапан открыт, в печь может подаваться 70-80 кубических футов воздуха в минуту, что помогает удалить часть тепла, выделяемого в процессе повышения температуры, и также помогает быстрее охладить стекло.
[00116] Как указано выше, конкретные примерные варианты осуществления не требуют конвективного тепла в процессе повышения температуры, и вместо этого используется только ИК нагрев. Примерная техника, предусматривающая, чтобы температура стекла достигала 100 градусов Цельсия и затем выключались нагреватели и вентиляторы, позволяет, чтобы элементы были холоднее и имели меньше скрытого тепла, оставшегося в процессе охлаждения. Таким образом, эта технология может в конкретных примерных случаях помочь уменьшить тепловую нагрузку от массива печи и нагревающих элементов, поскольку общее количество тепла, которое необходимо удалить при охлаждении, уменьшается.
[00117] Следующая таблица суммирует зависимость повреждений от напряжения и характеристик ламп, а ниже представлены фактические способы испытаний и термические профили.
[00118] Из данных этого примера можно сделать несколько наблюдений с точки зрения ИК напряжения и плотности, основанных на "равных" температурных профилях. Все лампы (100% использования ламп) вызвали серьезный отпуск в обоих случаях, причем изделия с покрытием подверглись наибольшему воздействию (полностью отпущены). Половина ламп (50% использования ламп) имела более равномерное влияние как на изделия с покрытием, так и прозрачные, и результат отпуска был меньше.
[00119] Как правило, половина ламп (50% использования ламп) имеет две лучших области нарушения закалки при напряжении 50% и 80%. Половина плотности мощности (50% использования ламп) включает в себя 2000 ваттные лампы на расстоянии 4 дюйма друг от друга и с расстоянием 4 дюйма от стекла до лампы. В конкретных примерных вариантах осуществления, возможно, предпочтительнее избегать значительного наложения ИК энергии от ИК ламп. Нарушения закалки при всех испытаниях показали хорошую равномерность в листах 14×20, включая адекватную равномерность температуры для равномерного нагрева/охлаждения.
[00120] В следующей таблице указаны примерные этапы получения профилей нагрева и измерения температуры на этих этапах с 40% напряжением для всех ламп (100% использования ламп). Эта информация показана на фиг.16а-b, где показана зависимость температуры от времени для верхнего и нижнего местоположений, соответственно.
[00121] В следующей таблице указаны примерные этапы получения профилей нагрева и измерения температур на этих этапах с 50% напряжением для всех ламп (100% использования ламп). Эта информация показана на фиг.17a-b, которые изображают зависимость температуры от времени для верхнего и нижнего местоположений, соответственно.
[00122] В следующей таблице указаны примерные этапы получения профилей нагрева и измерения температуры на этих этапах с 60% напряжением для всех ламп (100% использования ламп). Эта информация показана на фиг.18a-b, которые изображают зависимость температуры от времени для верхнего и нижнего местоположений, соответственно.
[00123] В следующей таблице указаны примерные этапы получения профилей нагрева и измерения температуры на этих этапах с 50% напряжением для половины ламп (50% использования ламп). Эта информация показана на фиг.19a-b, которые изображают зависимость температуры от времени для верхнего и нижнего местоположений, соответственно.
[00124] В следующей таблице указаны примерные этапы получения профилей нагрева и измерения температуры на этих этапах с 60% напряжением для половины ламп (50% использования ламп). Эта информация показана на фиг.20a-b, которые изображают зависимость температуры от времени для верхнего и нижнего местоположений, соответственно.
няя часть
[00125] В следующей таблице указаны примерные этапы получения профилей нагрева и измерения температуры на этих этапах с 70% напряжением для половины ламп (50% использования ламп). Эта информация показана на фиг.21a-b, которые изображают зависимость температуры от времени для верхнего и нижнего местоположений, соответственно.
[00126] В следующей таблице указаны примерные этапы получения профилей нагрева и измерения температуры на этих этапах с 80% напряжением для половины ламп (50% использования ламп). Эта информация показана на фиг.22a-b, которые изображают зависимость температуры от времени для верхнего и нижнего местоположений, соответственно.
[00127] В следующей таблице указаны примерные этапы получения профилей нагрева и измерения температуры на этих этапах с 90% напряжением для половины ламп (50% использования ламп). Эта информация показана на фиг.23a-b, которые изображают зависимость температуры от времени для верхнего и нижнего местоположений, соответственно.
[00128] Следует понимать, что примерные профили, описанные выше, не учитывают периодическое включение и выключение ламп, например, в зависимости от положения предварительно собранного стеклопакета с вакуумной изоляцией по отношению к лампам. Скорее, в конкретных примерных вариантах осуществления лампы могут управляться исключительно на основе требований к температуре.
[00129] Конкретные примерные варианты осуществления описаны в отношении половины плотности ламп (или 50% использования ламп) и полной плотности (100% использования ламп). Следует иметь в виду, что это относится к приблизительному количеству ламп в решетке ламп, которые включены или выключены. То есть, половина плотности (или 50% использования ламп) относится приблизительно к половине ламп, которые включены, в то время как остальные выключены и т.д. При таком сценарии каждая вторая лампа может быть включена, и т.д., хотя другие комбинации возможны в различных реализациях. Лампы, подходящие для использования в конкретных примерных реализациях, включают в себя коммерчески поставляемые Castle Solar.
[00130] Следует понимать, что примерные варианты осуществления, описанные в данном документе, могут использоваться в связи с множеством других стеклопакетов с вакуумной изоляцией в сборе и/или других пакетов или компонентов. Например, подложки могут представлять собой стеклянные подложки, термоупрочненные подложки, закаленные подложки и так далее.
[00131] В то время как изобретение описано в связи с тем, что в настоящее время считается наиболее практичным и предпочтительным вариантом осуществления, следует понимать, что изобретение не должно ограничиваться раскрытым вариантом осуществления, но, напротив, охватывает различающиеся модификации и эквивалентные устройства, содержащиеся в пределах сущности и объема прилагаемой формулы изобретения.
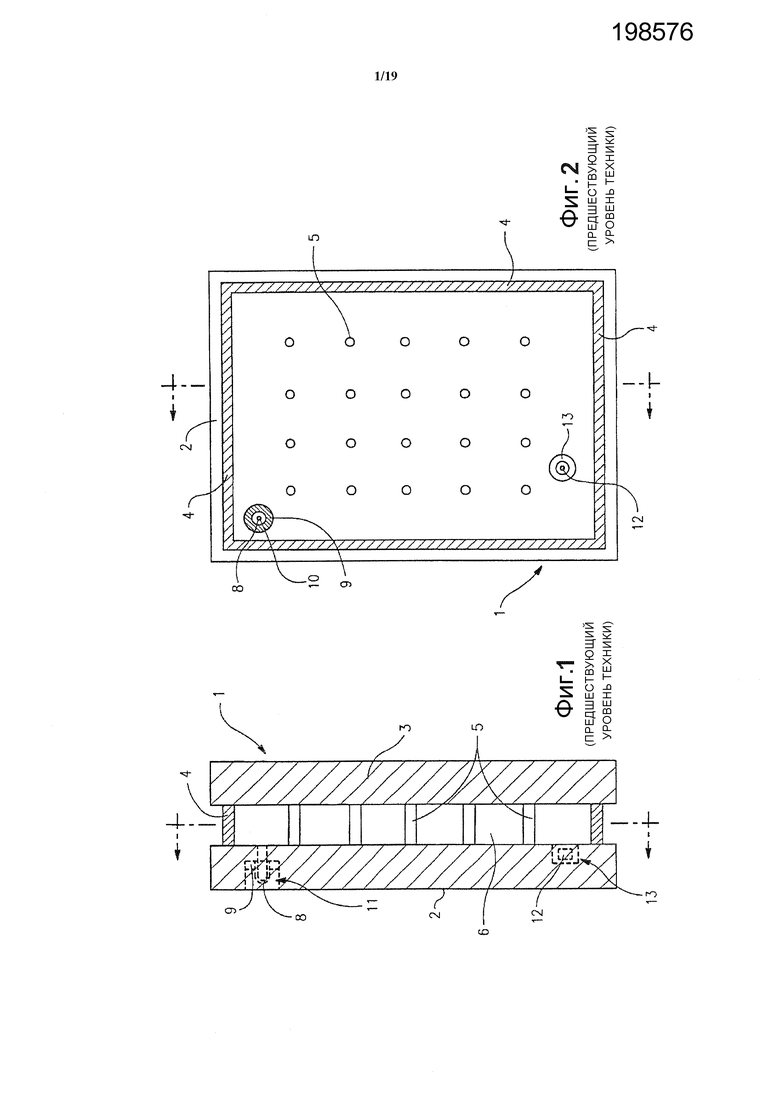
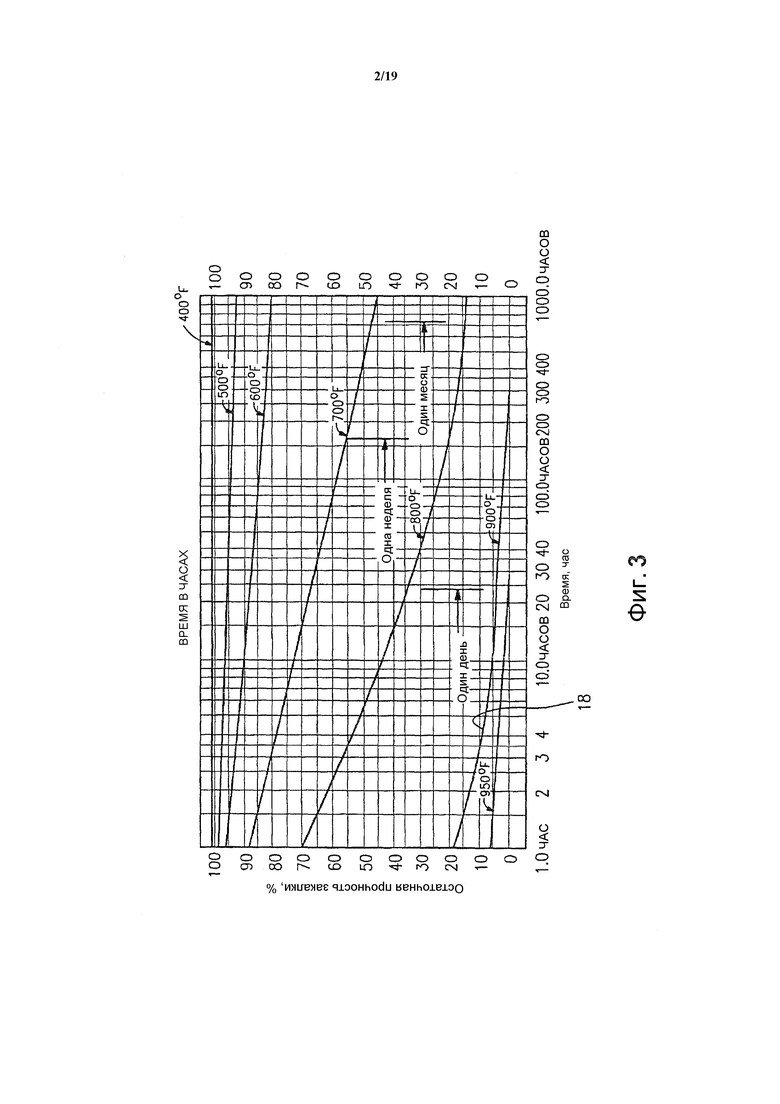
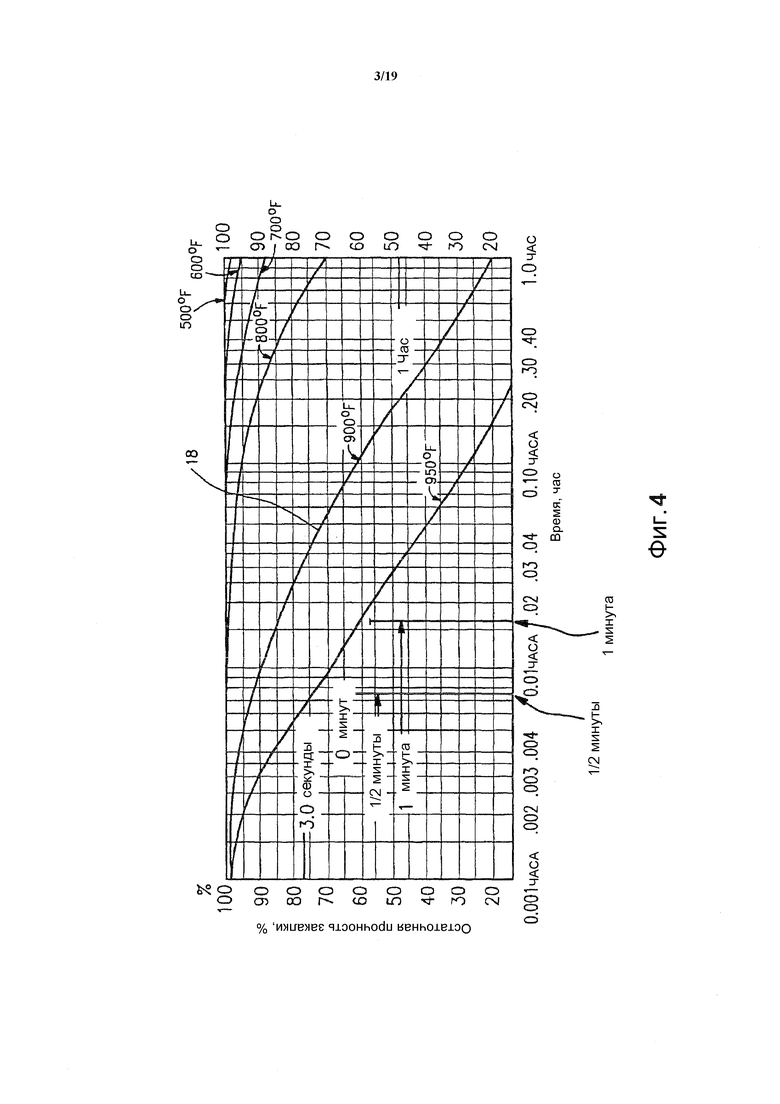
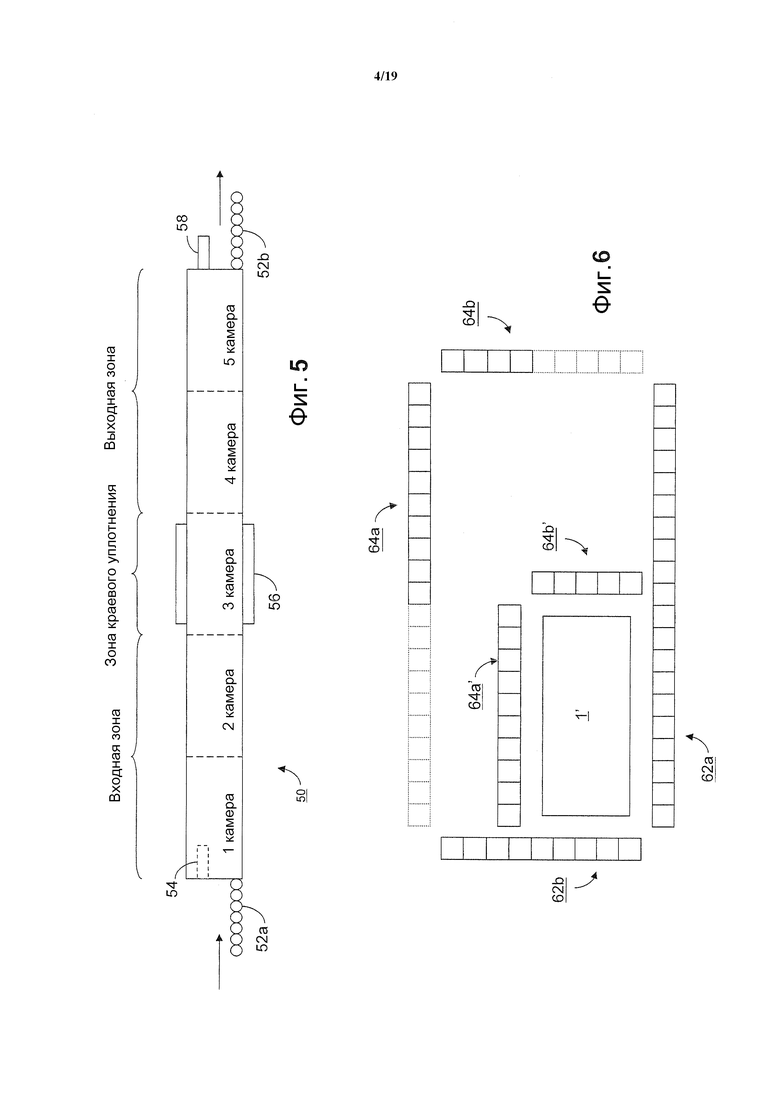
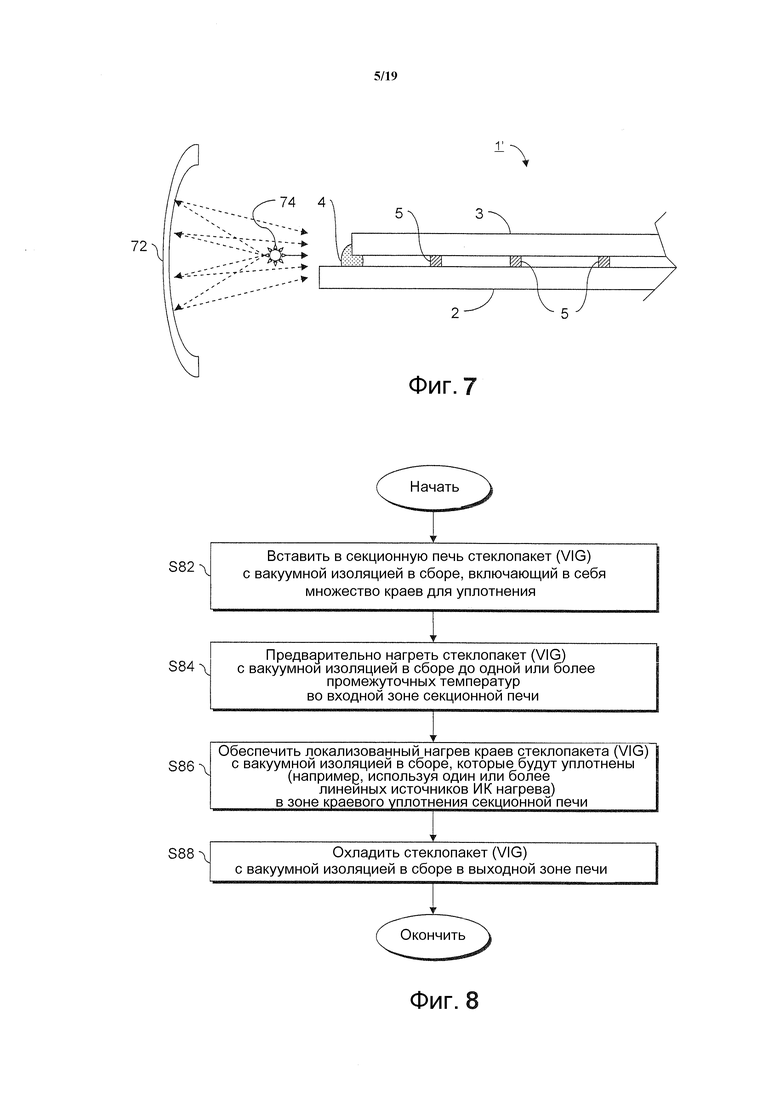
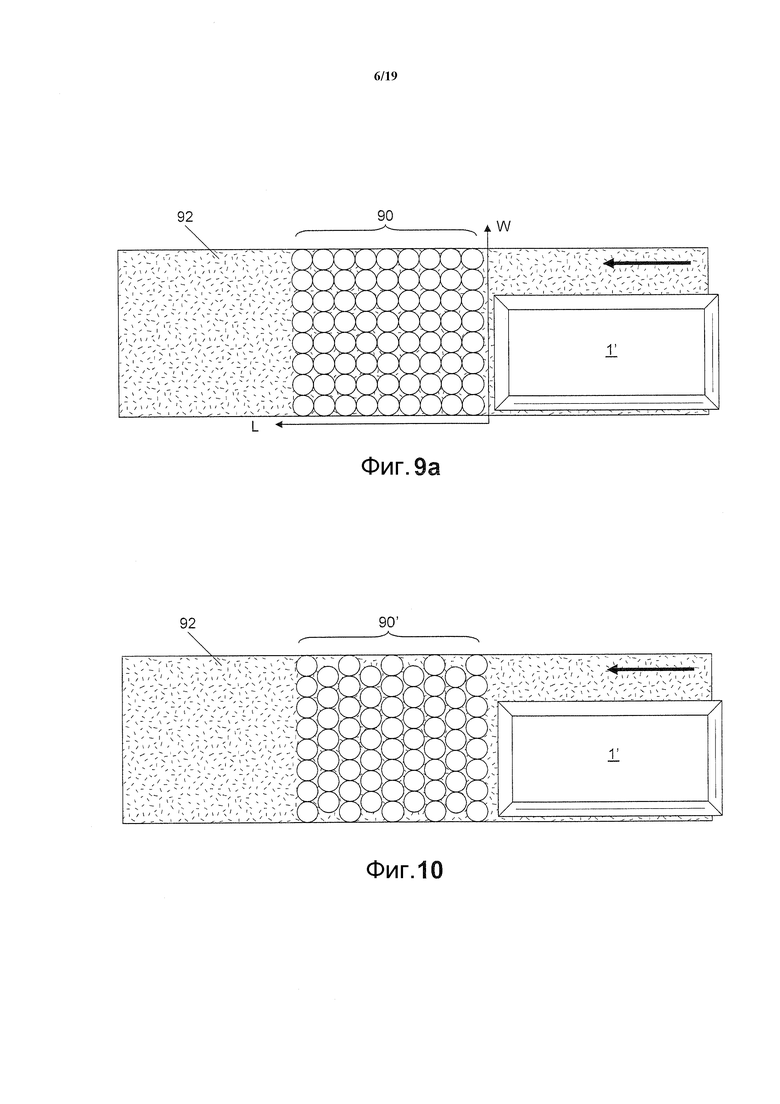
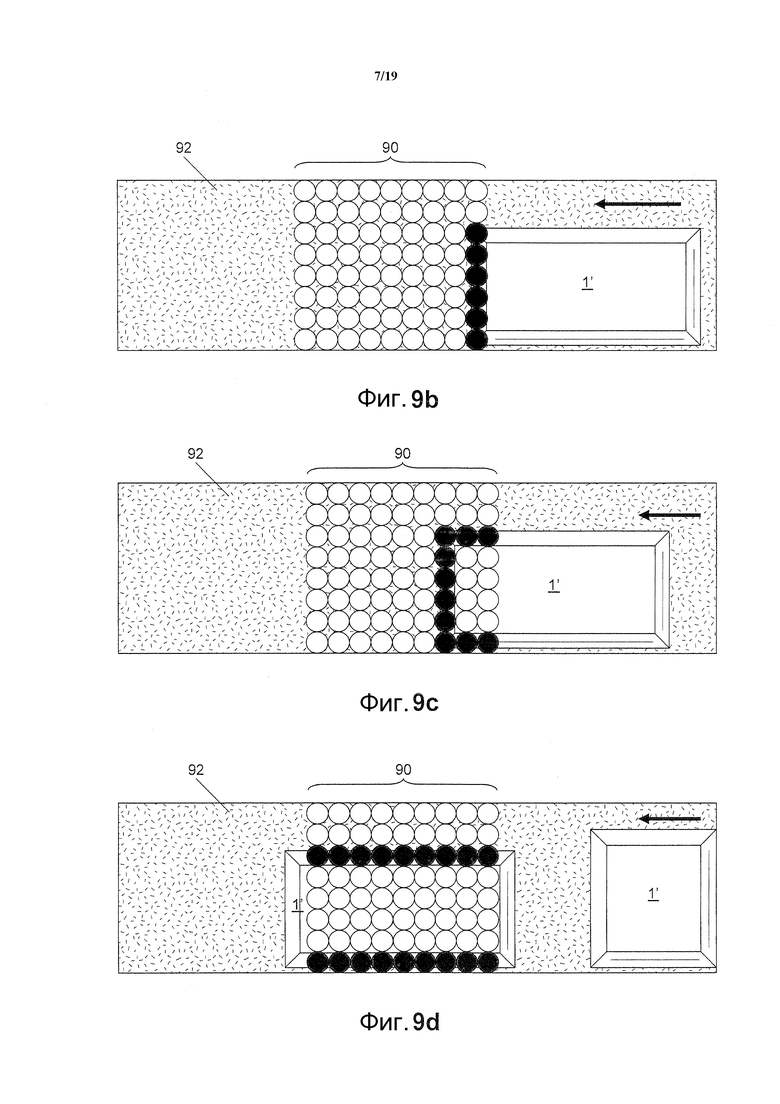
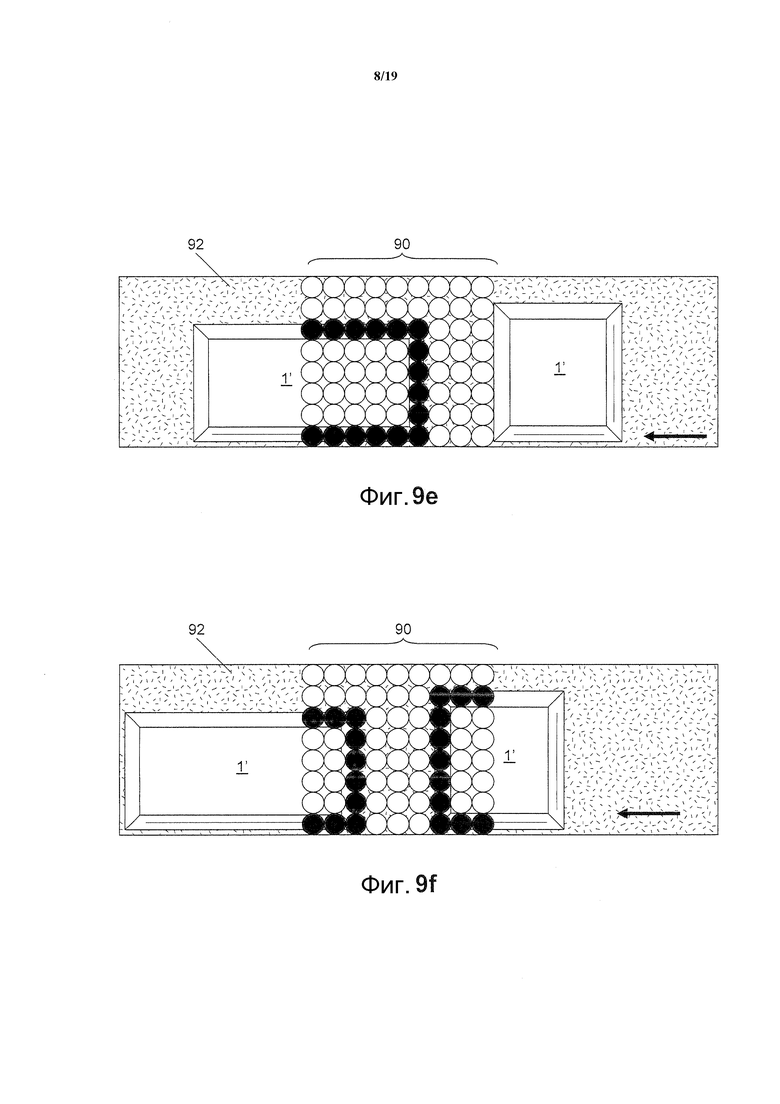
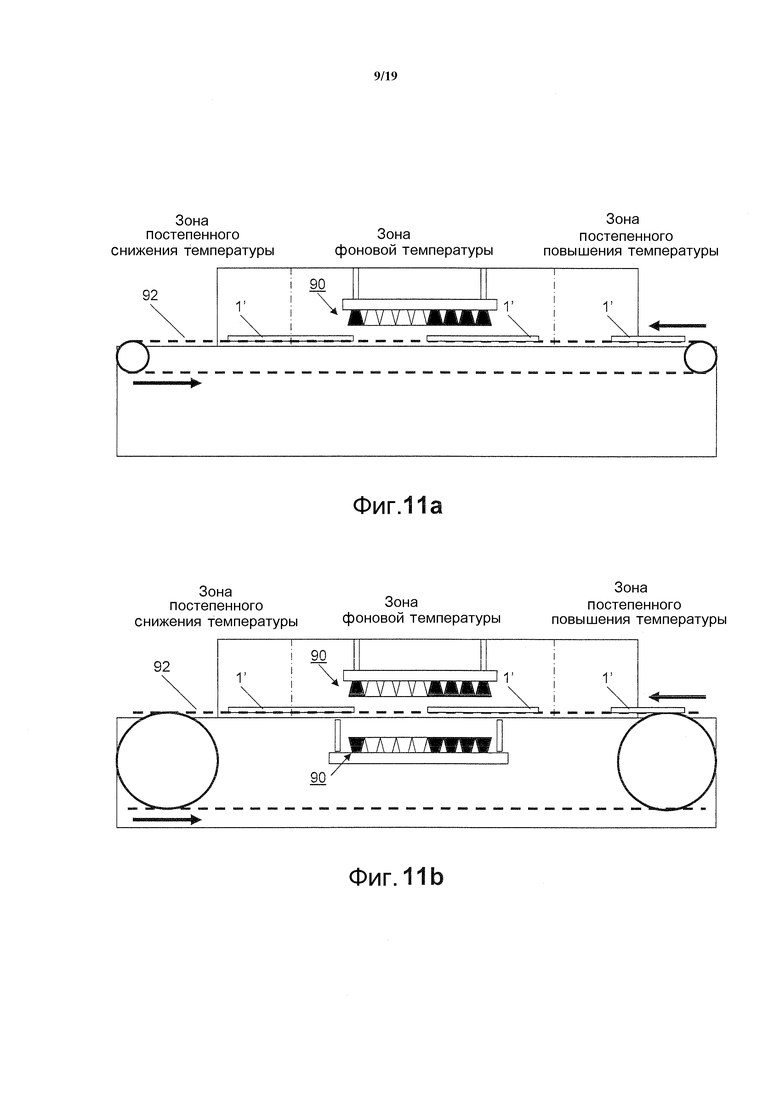
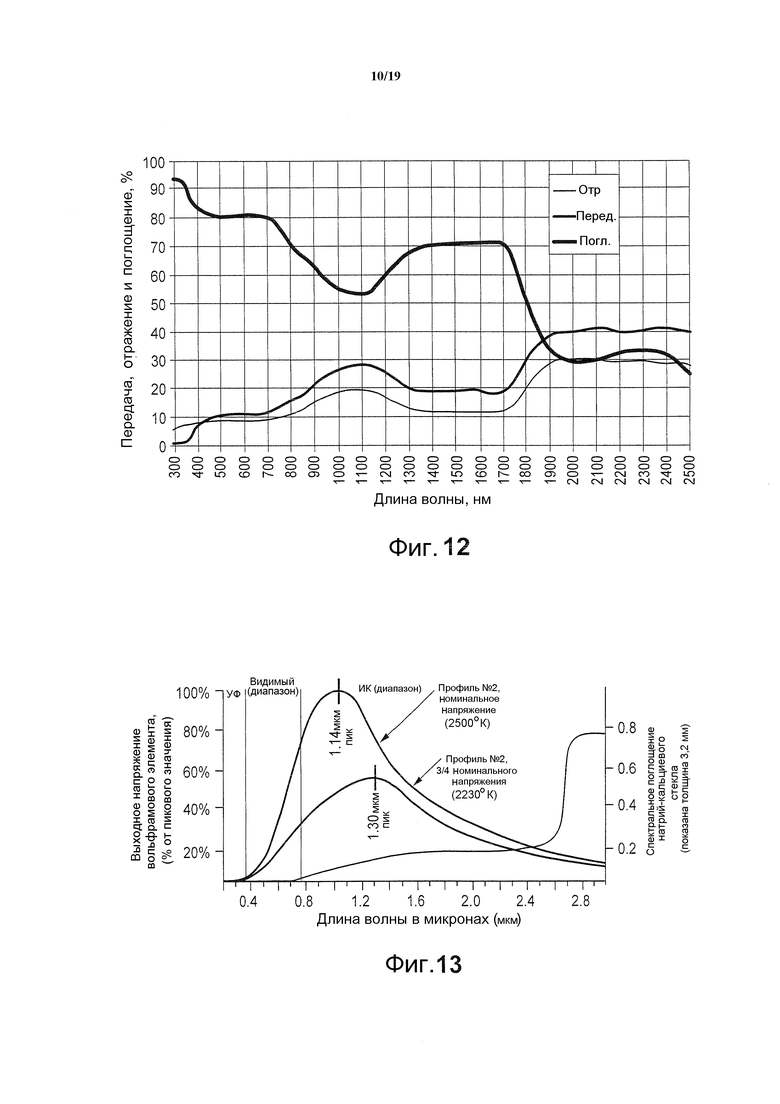
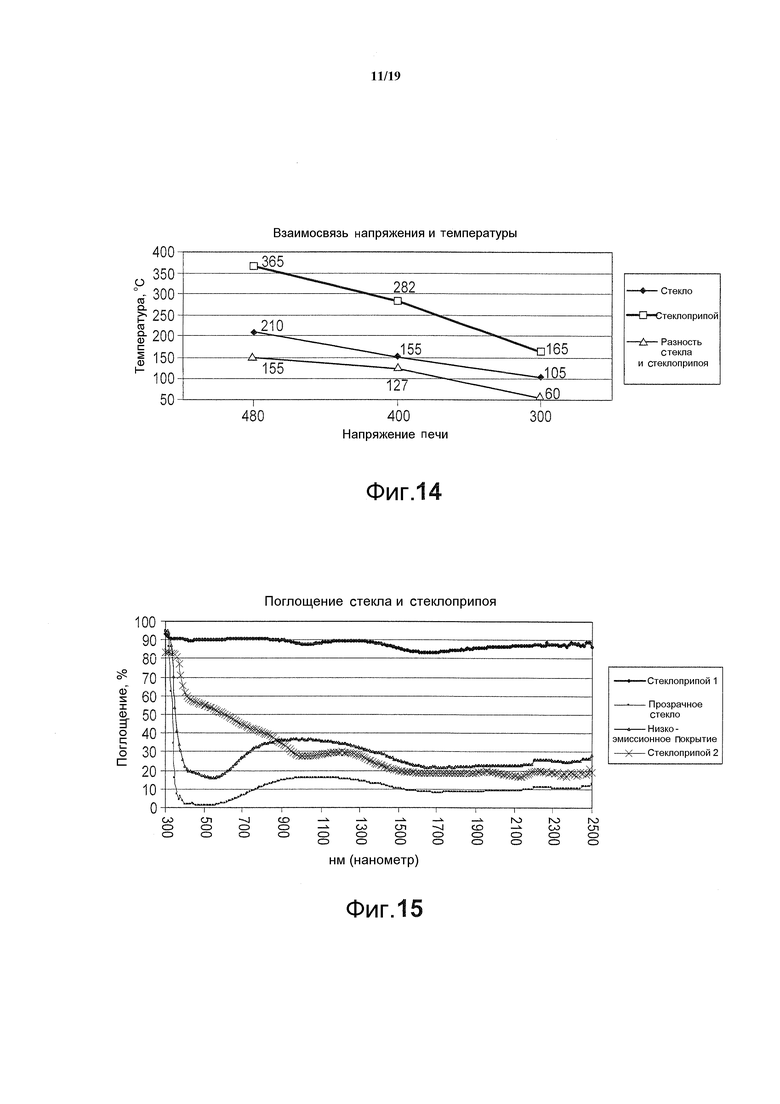
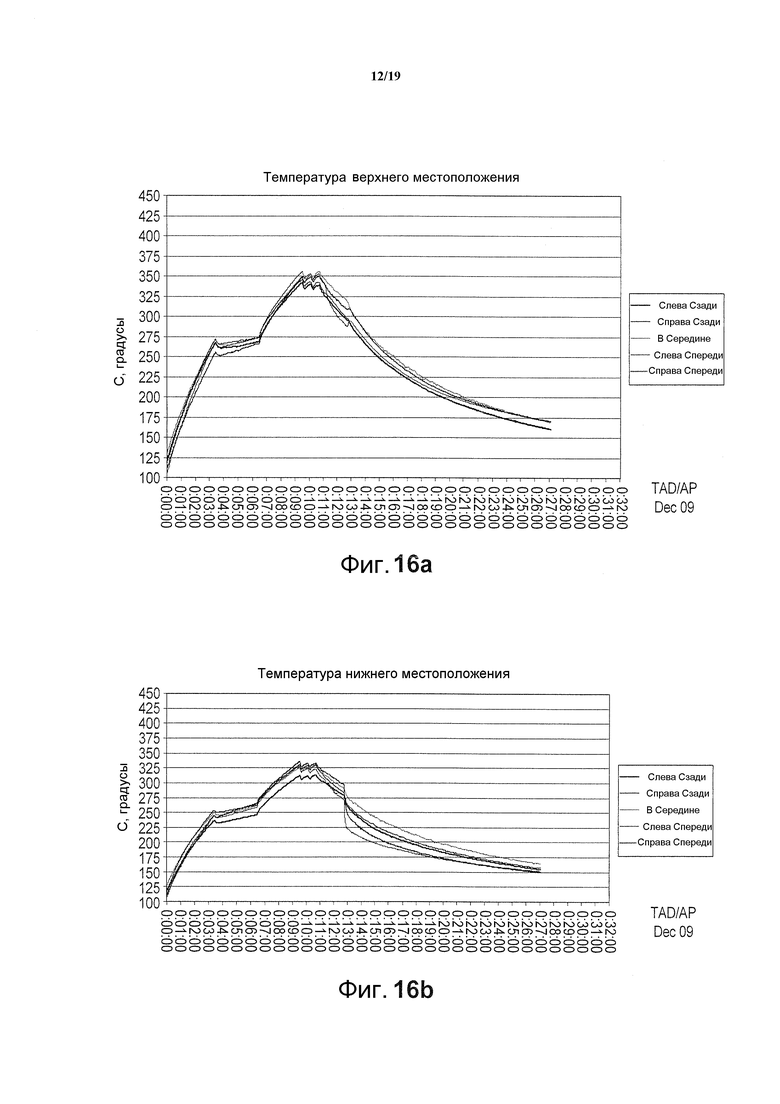
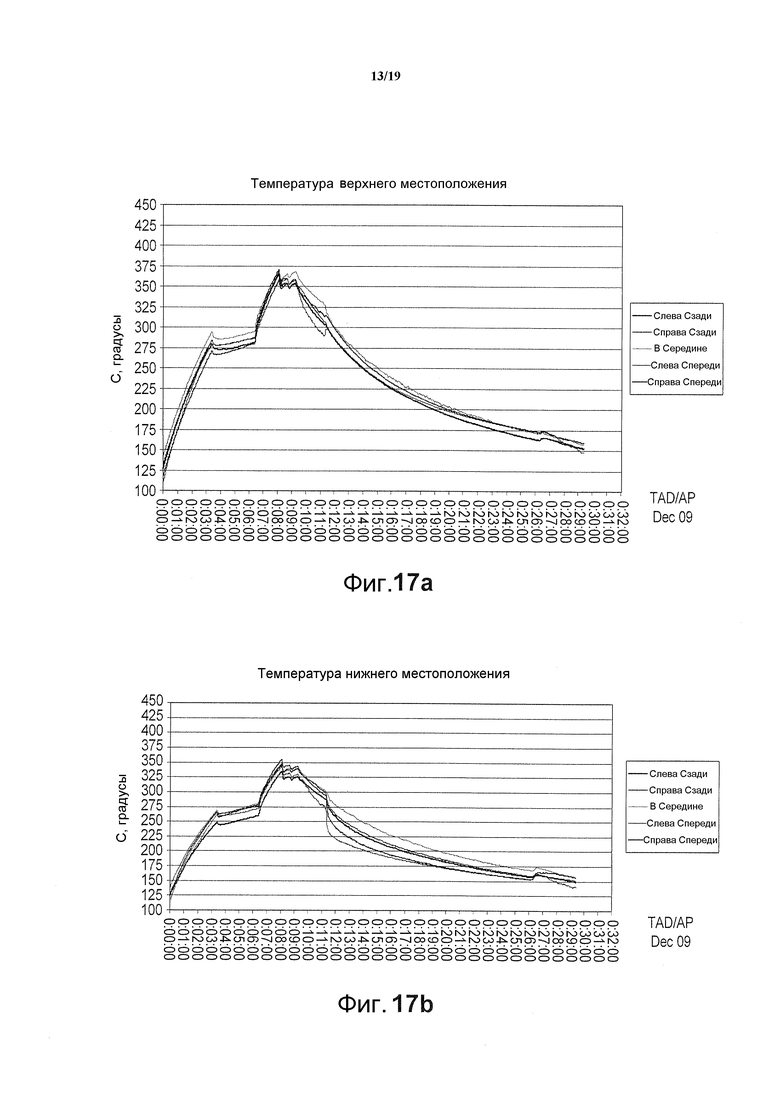
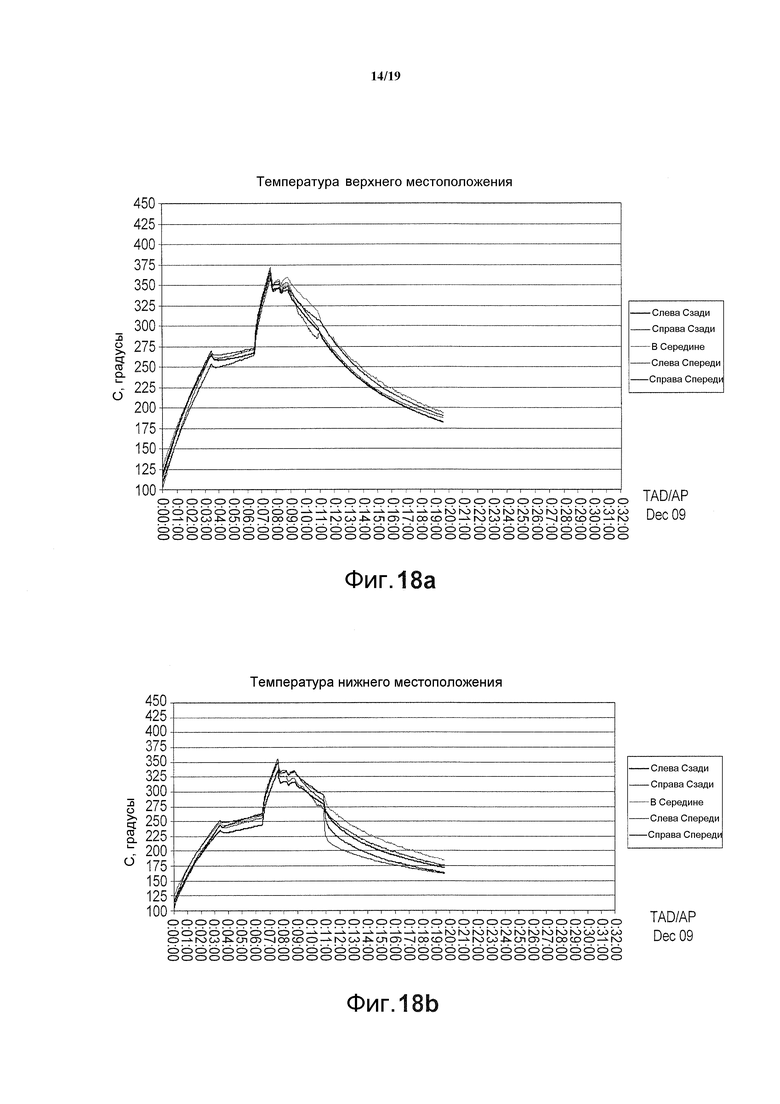
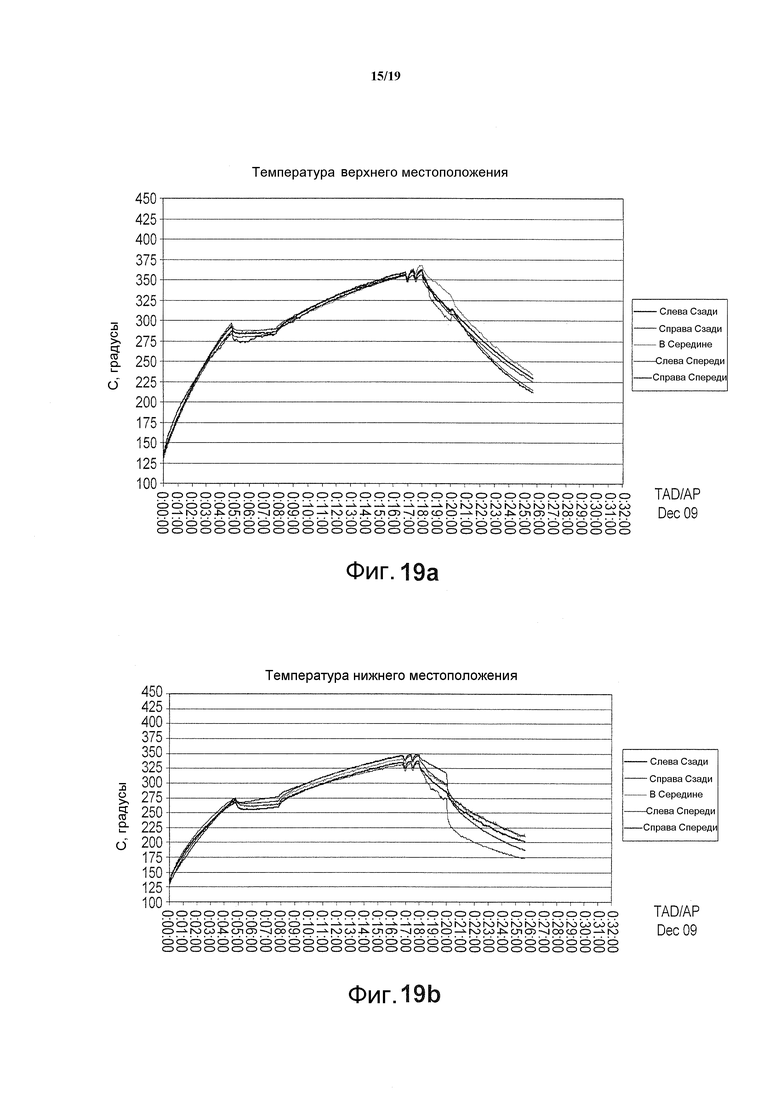
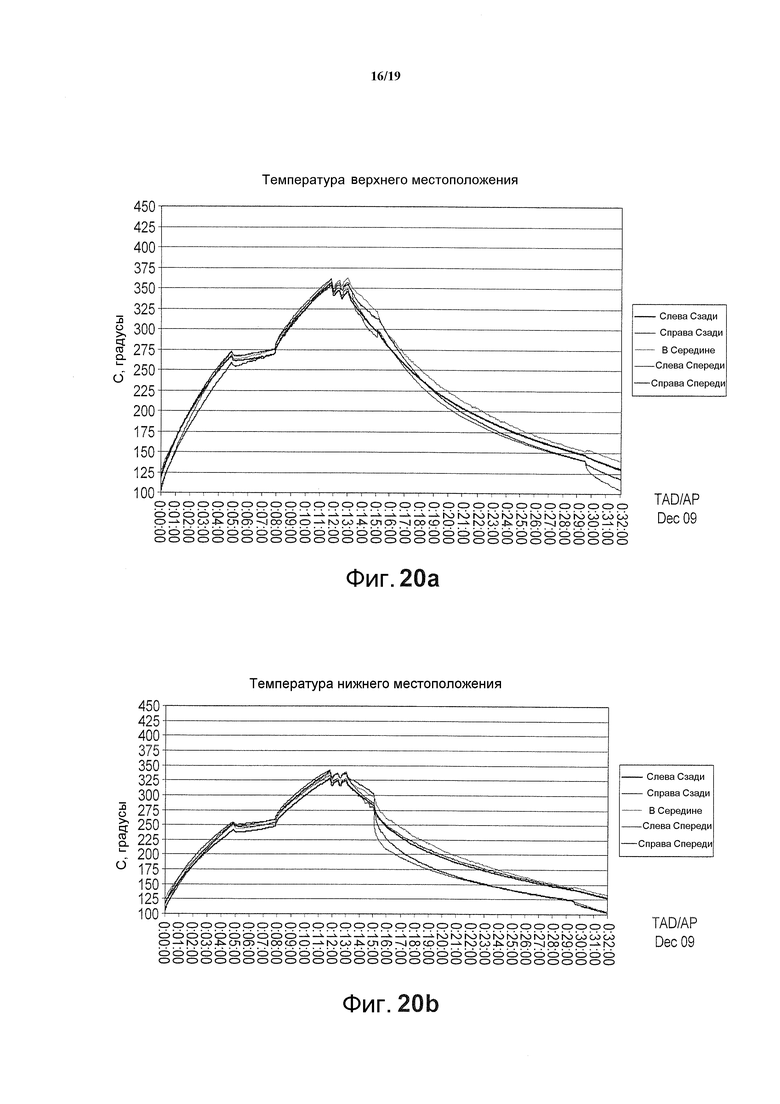
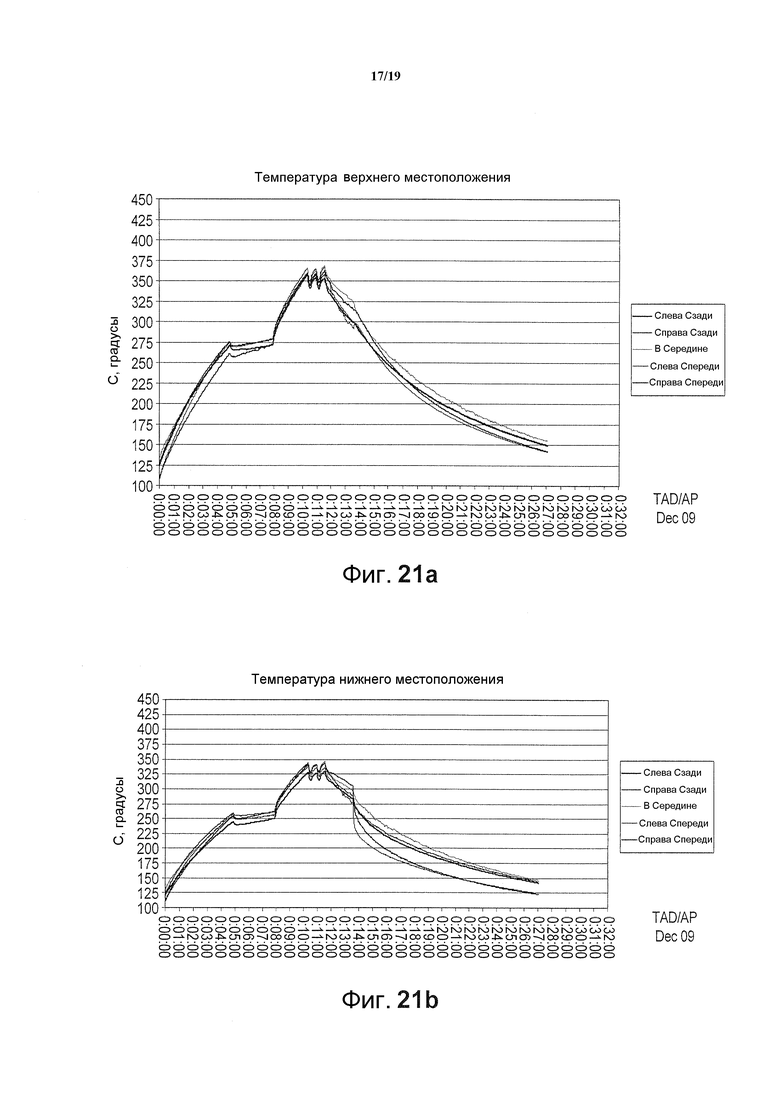
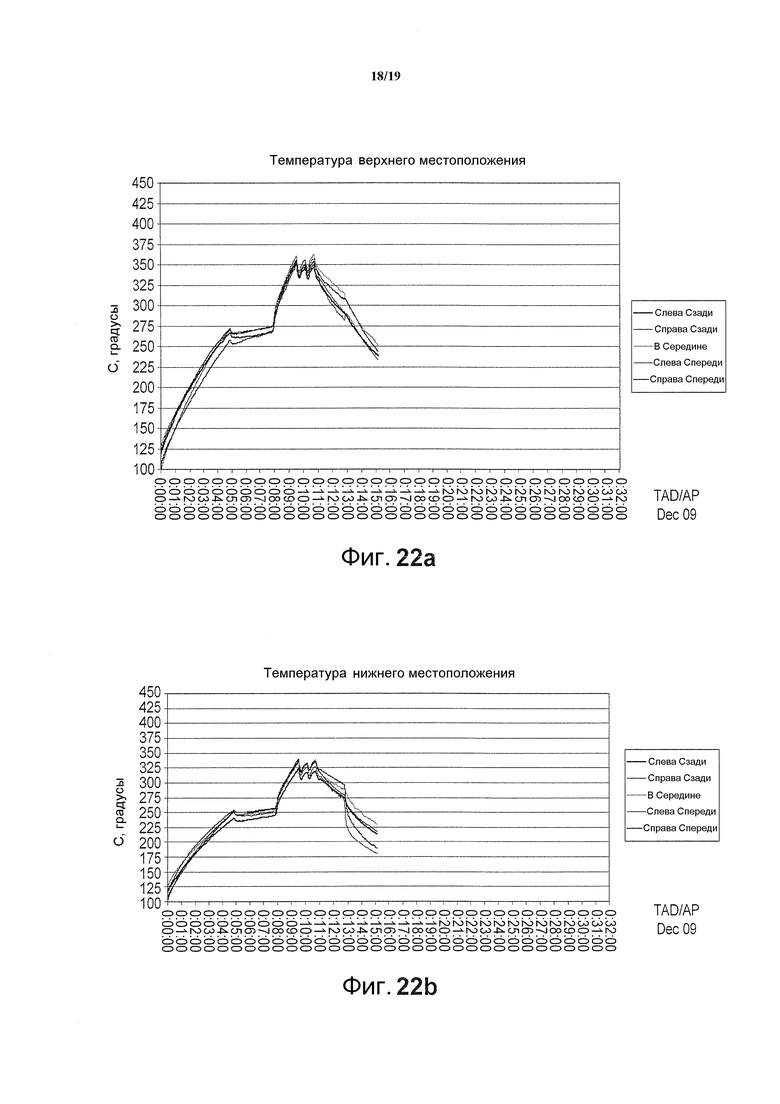
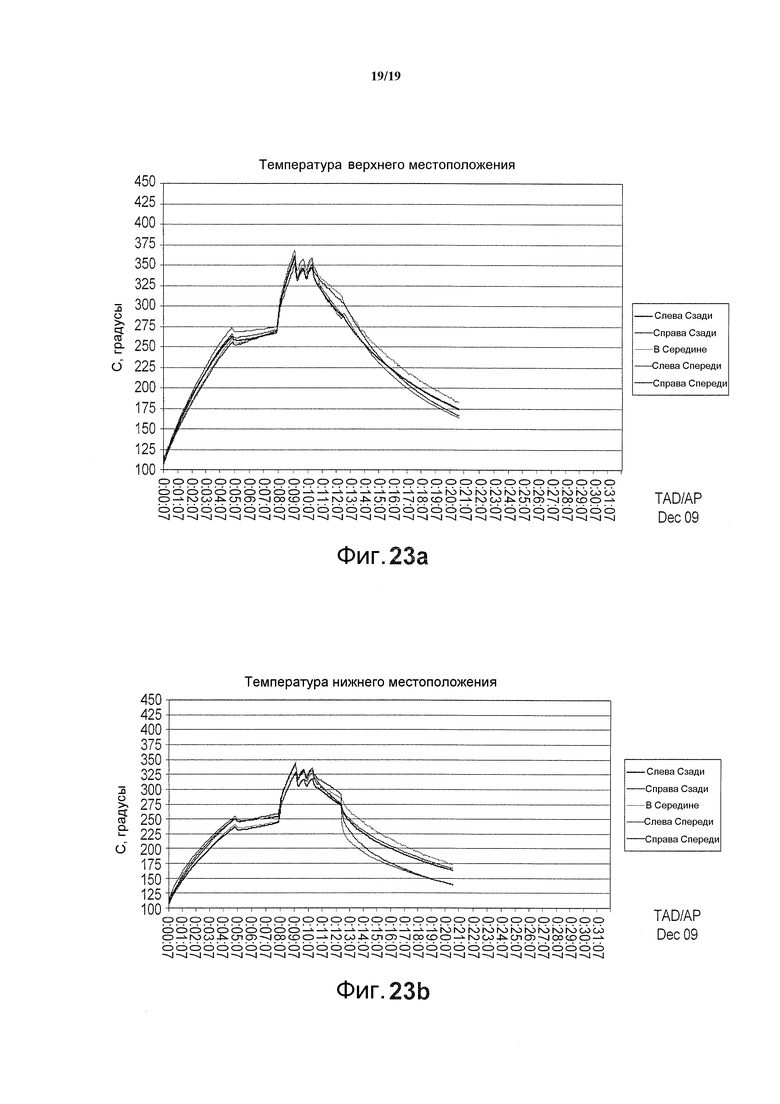
Изобретение относится к получению стеклопакетов с вакуумной изоляцией. Технический результат изобретения заключается в повышении прочности краевого уплотнения, снижении повреждения подложек. Над верхней поверхностью и/или под нижней поверхностью предварительно собранного стеклопакета с вакуумной изоляцией на расстоянии 2-10 дюймов размещают множество инфракрасных (ИК) нагревательных элементов. Расстояние между нагревателями составляет 2-6 дюймов. Величина напряжения, подаваемого на множество ИК нагревательных элементов, является регулируемой для изменения пиковой длины волны, чтобы предпочтительно осуществлять нагрев материала стеклоприпоя, а не стеклопакета. Когда примерно половина ламп находится во включенном состоянии для нагрева материала уплотнения, примерно другая половина ламп находится в выключенном состоянии, таким образом, что приблизительно половина плотности размещения ламп используется при нагревании. 3 н. и 13 з.п. ф-лы, 37 ил.
1. Способ изготовления стеклопакета с вакуумной изоляцией, содержащего краевое уплотнение, включающий в себя:
вставляют предварительно собранный пакет для стеклопакета с вакуумной изоляцией, содержащий первую и вторую стеклянные подложки с размещенным между ними материалом уплотнения, содержащим стеклоприпой, в устройство, включающее в себя:
множество инфракрасных (ИК) нагревательных элементов, содержащих лампы, выполненные с возможностью управления для создания ИК излучения на пиковой длине волны в ближнем инфракрасном (БИК) и/или коротковолновом инфракрасном (КВИК) диапазоне(ах), причем множество ИК нагревательных элементов разнесено друг от друга так, что расстояние от центра до центра составляет 2-6 дюймов, и расположено вертикально над верхней поверхностью и/или под нижней поверхностью предварительно собранного стеклопакета с вакуумной изоляцией на расстоянии 2-10 дюймов,
нагревают стеклоприпой материала уплотнения вблизи периферии предварительно собранного стеклопакета с помощью множества ИК нагревательных элементов для создания краевого уплотнения, при этом величина напряжения, подаваемого на множество ИК нагревательных элементов, является регулируемой для изменения пиковой длины волны, создаваемой множеством ИК нагревательных элементов так, чтобы предпочтительно осуществлять нагрев материала стеклоприпоя по сравнению с подложками предварительно собранного пакета для стеклопакета с вакуумной изоляцией, и
при указанном нагревании, когда примерно половина ламп находится во включенном состоянии для нагрева материала уплотнения, примерно другая половина ламп находится в выключенном состоянии, таким образом, что приблизительно половина плотности размещения ламп используется при нагревании.
2. Способ по п.1, в котором пиковая длина волны находится между 1300-1700 нм.
3. Способ по п.1, в котором пиковая длина волны выбирается таким образом, что материалом стеклоприпоя поглощается, по меньшей мере, примерно в три раза больше энергии по сравнению со стеклянными подложками предварительно собранного пакета.
4. Способ по п.1, в котором ИК нагревательные элементы ориентированы приблизительно под углом 90 градусов по отношению к поверхности, на которой они установлены.
5. Способ по п.1, в котором ИК нагревательные элементы ориентированы приблизительно под углом 45 градусов относительно поверхности, на которой они установлены.
6. Способ по п.1, в котором поддерживают стабильные условия нагрева, при которых температура в предварительно собранном стеклопакете меняется не более чем на ±5°С.
7. Способ по п.1, в котором дополнительно поддерживают внутреннюю часть устройства при первой повышенной температуре посредством ИК нагревательных элементов и без использования любых дополнительных нагревающих элементов, при этом первая повышенная температура ниже температуры, необходимой для создания краевого уплотнения.
8. Способ по п.7, дополнительно содержащий регулирование выходной мощности ИК нагревательных элементов с помощью изменения напряжения для перехода от первой повышенной температуры к температуре, требующейся для создания краевого уплотнения после того, как предварительно собранный пакет вставлен в устройство.
9. Способ по п.1, в котором стеклянные подложки предварительно собранного пакета не достигают температуры 325°С в течение времени длительнее 1 минуты во время нагрева материала стеклоприпоя.
10. Способ изготовления стеклопакета с вакуумной изоляцией, содержащего краевое уплотнение, включающий в себя:
установку предварительно собранного пакета для стеклопакета с вакуумной изоляцией в устройство, содержащее по меньшей мере одну область нагрева, предварительно собранный пакет для стеклопакета с вакуумной изоляцией содержит первую и вторую закаленные стеклянные подложки с поддерживающими опорами, промежутком и материалом уплотнения, содержащим стеклоприпой, размещенным по меньшей мере частично между стеклянными подложками, и периферия промежутка определена материалом уплотнения,
причем устройство включает в себя множество инфракрасных (ИК) нагревательных элементов, содержащих лампы, выполненные с возможностью управления для создания ИК излучения на пиковой длине волны в ближнем инфракрасном (БИК) и/или коротковолновом инфракрасном (КВИК) диапазоне(ах),
нагревание стеклоприпоя материала уплотнения вблизи периферии предварительно собранного стеклопакета с помощью множества ИК нагревательных элементов для создания краевого уплотнения, таким образом, чтобы предпочтительно осуществлять нагрев материала стеклоприпоя по сравнению с подложками предварительно собранного пакета для стеклопакета с вакуумной изоляцией, и
при указанном нагревании, когда примерно половина ламп в области нагрева находится во включенном состоянии для нагрева материала уплотнения, примерно другая половина ламп в области нагрева находится в выключенном состоянии, таким образом, что приблизительно половина плотности размещения ламп используется при нагревании.
11. Способ по п.10, в котором пиковая длина волны находится между 1300-1700 нм.
12. Способ по п.10, в котором пиковая длина волны выбирается таким образом, что материалом стеклоприпоя поглощается, по меньшей мере, примерно в три раза больше энергии по сравнению со стеклянными подложками предварительно собранного пакета.
13. Способ по п.10, в котором дополнительно регулируют величину напряжения, подаваемого на лампы, для изменения пиковой длины волны.
14. Способ по п.10, в котором дополнительно вакуумируют промежуток до давления ниже атмосферного давления после нагревания.
15. Способ изготовления стеклопакета с вакуумной изоляцией, содержащего краевое уплотнение, включающий в себя:
установку предварительно собранного пакета для стеклопакета с вакуумной изоляцией в устройство, содержащее по меньшей мере одну область нагрева, предварительно собранный пакет для стеклопакета с вакуумной изоляцией содержит первую и вторую стеклянные подложки с поддерживающими опорами, промежутком и материалом уплотнения, содержащим стеклоприпой, размещенным по меньшей мере частично между стеклянными подложками, и периферия промежутка образована материалом уплотнения,
причем устройство включает в себя множество инфракрасных (ИК) нагревательных элементов, выполненных с возможностью управления для создания ИК излучения на пиковой длине волны в ближнем инфракрасном (БИК) и/или коротковолновом инфракрасном (КВИК) диапазоне(ах),
нагревание стеклоприпоя материала уплотнения вблизи периферии предварительно собранного стеклопакета с помощью множества ИК нагревательных элементов для создания краевого уплотнения, таким образом, чтобы предпочтительно осуществлять нагрев материала стеклоприпоя по сравнению с подложками предварительно собранного пакета для стеклопакета с вакуумной изоляцией, и
при указанном нагревании, когда первая часть указанных ИК нагревательных элементов в области нагрева находится во включенном состоянии для нагрева материала уплотнения, примерно другая часть ИК нагревательных элементов в области нагрева находится в выключенном состоянии, таким образом, что только часть плотности размещения ИК нагревательных элементов используется при нагревании.
16. Способ по п.15, в котором пиковая длина волны выбирается таким образом, что материалом стеклоприпоя поглощается, по меньшей мере, примерно в три раза больше энергии по сравнению со стеклянными подложками предварительно собранного пакета.
| US 2009151855 A1, 19.06.2009 | |||
| KR 2010103568 A, 27.09.2010 | |||
| US 7602121 B2, 13.10.2009 | |||
| US 3445256 A1, 20.05.1969 | |||
| US 3454408 A1; 08.07.1969. |

