Изобретение относится к полимерному соединительному элементу для зажимного соединителя для труб и/или шлангов из полимерного материала по меньшей мере с двумя присоединительными элементами для труб и/или шлангов, при этом по меньшей мере один присоединительный элемент имеет снабженный периферийными ребрами вставной участок для насаживания соответственно конца трубы и/или шланга, к которому соответственно примыкает фланцевый буртик.
В DE 3836124 С3 описан составной из двух частей металлический зажимной соединитель для труб и шлангов из полимерного материала с выполненным в виде трубчатой гильзы соединительным элементом. Соединительный элемент для труб имеет вставляемый в конец трубы снабженный периферийными ребрами вставной участок. Кроме того, вставной участок в осевом направлении ограничен фланцевым буртиком, который служит упором для насаживаемой трубы.
Эти металлические соединительные элементы годятся для создания непроницаемого для жидкости неразъемного соединения для пластмассовых труб и шлангов, но недостатками считается их большой вес и высокая себестоимость.
В DE 29513105 U1 предпринята попытка устранить эту проблему за счет полимерного соединительного элемента. Такой соединительный элемент состоит из вставляемого в конец трубы/шланга вставного участка, к которому примыкает фланцевый буртик, который состоит из расположенных по его периферии возвышений в виде зубьев и в котором между отдельными возвышениями в виде зубьев расположены щелевые отверстия, которые проходят до периферийной высоты вставного участка.
Оказалось, что при использовании полимерного соединительного элемента возможны другие экономии материала за фланцевой зоной. Следствием этого является то, что при получении соединения фланцевый буртик нагружается до такой степени, что в этой зоне могут образоваться трещины. Это может привести также к негерметичностям в соединении.
Поэтому изобретение имеет своей задачей дальнейшее сокращение расхода материала для полимерного соединительного элемента и предотвращение повреждений фланцевого буртика при получении соединения. Одновременно внешняя форма соединительного элемента должна лишь несущественно отличаться от известного металлического соединительного элемента.
Эта задача, согласно изобретению, решается за счет полимерного соединительного элемента с признаками по пункту 1 и за счет зажимного соединителя с признаками по пункту 9 формулы изобретения.
Изобретение устраняет недостатки согласно уровню техники тем, что со стороны фланцевого буртика, противоположного периферийным ребрам, расположено по меньшей мере одно возвышение в виде зубьев.
Для изготовления зажимного соединения, состоящего из заявленного полимерного соединительного элемента, трубы/шланга и перемещаемой по вставному участку соединительного элемента и концу трубы/шланга надвижной гильзы используют инструмент, который состоит из двух подвижных щек, параллельно расположенных одна относительно другой. При этом одна из щек инструмента закреплена сзади за фланцевым буртиком полимерного соединительного элемента, а другая - на насаженной на трубу/шланг гильзе. За счет встречного сдвижения обеих щек инструмента гильза перемещается по вставному участку полимерного соединительного элемента с насаженным на него концом трубы/шланга, так что образуется герметичное для текучих сред соединение.
Благодаря размещению по меньшей мере одного возвышения в виде зуба со стороны фланцевого буртика, противоположной периферийным ребрам, можно создать опору для одной щеки инструмента для получения зажимного соединения, при этом диаметр опоры соответствует диаметру присоединяемой трубы и/или шланга.
Оказалось, что за счет этой взаимной подгонки диаметров обеспечивается, что по существу происходит лишь одно осевое перемещение гильзы, и фланцевый буртик нагружается очень равномерно.
Далее предпочтительным является, если между фланцевым буртиком и по меньшей мере одним возвышением в виде зуба выполнено свободное пространство. Таким образом, может быть достигнуто, что фланцевый буртик может эластично деформироваться под действием нагрузки при получении зажимного соединения, и это не приводит к растрескиванию в переходной зоне возвышения в виде зуба и фланцевого буртика.
Простая и экономически выгодная возможность дальнейшего сокращения материальных издержек состоит в том, чтобы расположить, распределив по периферии, несколько возвышений в виде зубьев и создать между отдельными возвышениями в виде зубьев щелевые отверстия. Таким образом, отпадает необходимость в создании кругового возвышения по всей периферии. В этой связи оказалось, что особенно выгодно распределить по периферии от 4 до 16, в частности 8 возвышений в виде зубьев.
Также оказалось выгодным распределить возвышения в виде зубьев равномерно по периферии. Это расположение делает возможным, что при любой доступности места соединения и, следовательно, полимерного соединительного элемента при изготовлении зажимного соединения обеспечивается надежная установка и позиционирование щеки инструмента.
В другом предпочтительном варианте выполнения возвышения в виде зубьев снабжены дополнительными функциями. Оказалось, что прежде всего при небольших размерах трубы/шланга на периферии между возвышениями отсутствует место для нанесения требуемых нормами отметки даты и времени для информации о времени изготовления соединительной детали. Чтобы в соответствии с нормами их все же поместить, было установлено, что сами они могут быть изготовлены как возвышения в виде зубьев. Далее, на возвышениях могут быть встроены также другие виды информации.
Преимуществом может быть то, что контур возвышений в виде зубьев на обращенной от фланцевого буртика стороне спускается под наклоном к соответствующей оси вставного участка до диаметра, соответствующего размеру вставного участка. Благодаря этому наклонному выполнению соединительные элементы, присоединительные элементы которых не имеют общей оси, позволяют надежно позиционировать щеки инструмента, так как за счет наклона создается своего рода направляющая, которая направляет щеки инструмента на возвышениях.
В предпочтительном варианте выполнения изобретения по меньшей мере два присоединительных элемента расположены относительно друг друга под углом меньше 180º. Таким образом создаются соединительные элементы, которым соответствуют колена, в частности прямоугольные повороты, или ответвления, в частности тройники. При этом может быть преимуществом, что по меньшей мере одно из нескольких возвышений в виде зубьев в таких соединительных элементах выполнено меньшим по поверхности, чем другие. Это уменьшенное возвышение расположено предпочтительно в зоне между двумя присоединительными элементами. Тем самым можно сдвинуть ближе друг к другу фланцевые буртики и таким образом уменьшить конструктивное пространство. Но так как в этом случае возвышение в виде зуба в зоне между двумя присоединительными элементами может оказаться в зоне изгиба, оказалось предпочтительным уменьшить расположенное там возвышение в виде зуба. Таким образом, это не приводит к пику напряжения в этой зоне, и одновременно могут быть надежно позиционированы щеки инструмента. Уменьшение возвышения в виде зуба в этой зоне между присоединительными элементами может быть достигнуто особенно за счет спускающегося под наклоном контура на обращенной от фланцевого буртика стороне.
Далее изобретение относится к зажимному соединителю для труб/шлангов из полимерного материала с заявленным полимерным соединительным элементом с аксиально перемещающейся относительно оси трубы/шланга гильзой.
Зажимной соединитель отличается тем, что наружный диаметр трубы/шланга без вставленного вставного участка имеет примерно ту же величину, что и диаметр окружности по головке по меньшей мере одного возвышения в виде зуба. Благодаря этому геометрическому выполнению используемые для изготовления зажимного соединения щеки инструмента могут быть ориентированы параллельно фланцевому буртику, и, следовательно, происходит равномерное приложение силы. Таким образом, преимущественным образом можно изготовить герметичное для текучих сред зажимное соединение, притом что в зоне фланцевого буртика не возникнет растрескивание.
Ниже изобретение описывается более детально на не ограничивающих примерах осуществления, при этом показаны:
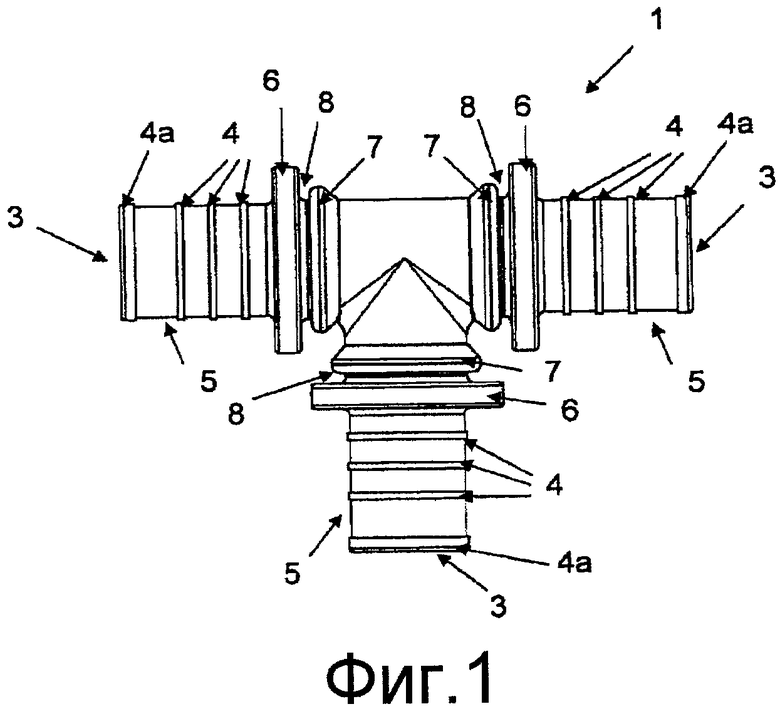
фиг.1 - полимерный соединительный элемент согласно изобретению с возвышением в виде зуба,
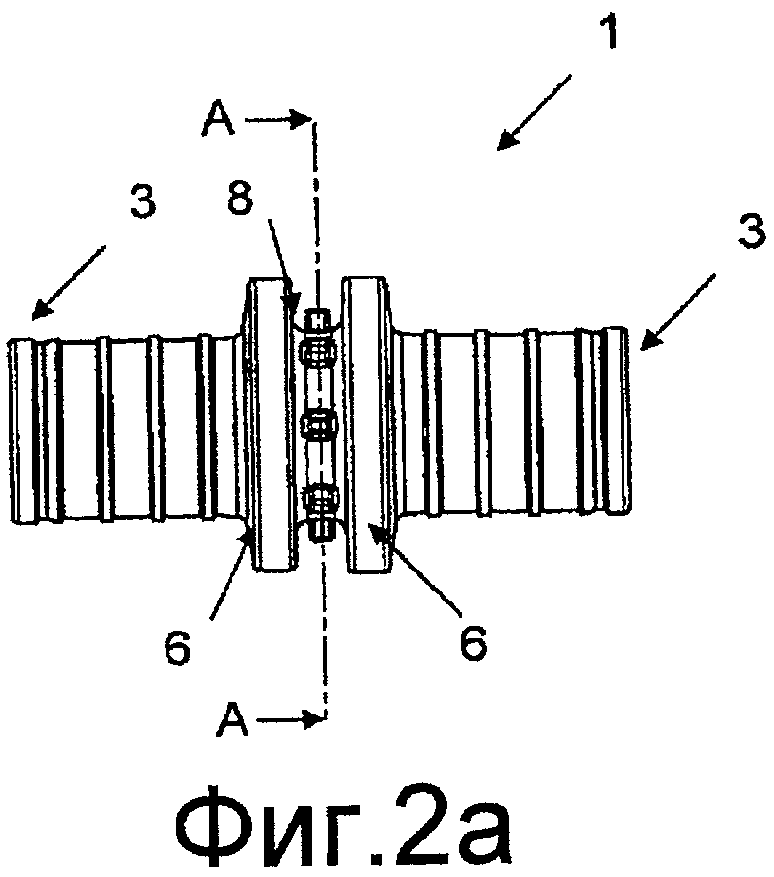
фиг.2а - полимерный соединительный элемент согласно изобретению с несколькими возвышениями в виде зубьев,
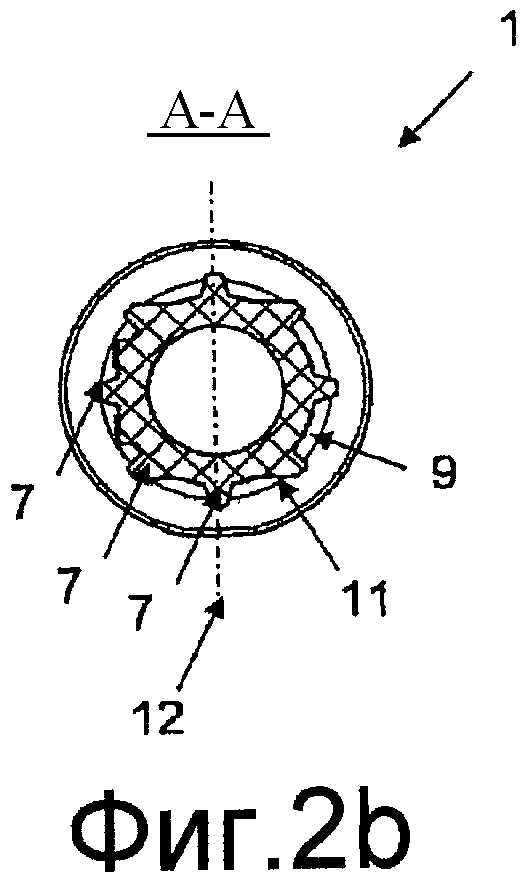
фиг.2b - разрез заявленного полимерного соединительного элемента с фиг.2а вдоль линии А-А,
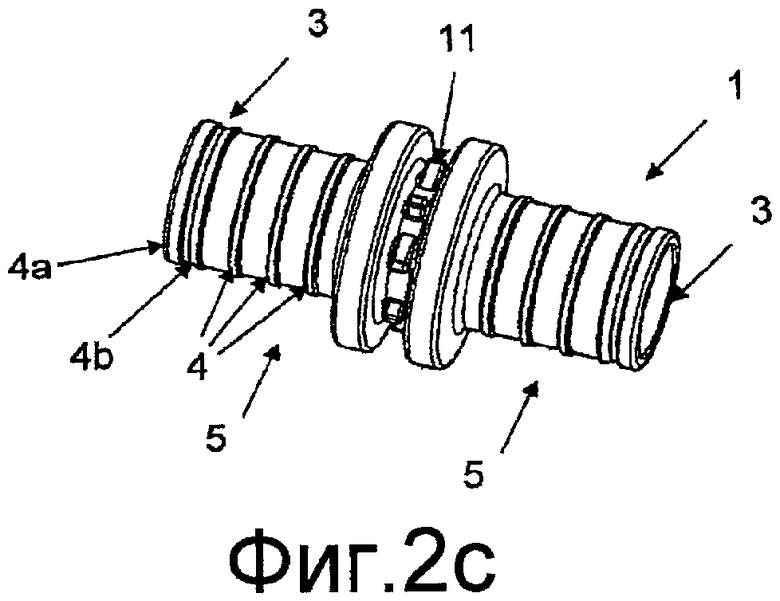
фиг.2с - трехмерный вид полимерного соединительного элемента с фиг.2а,
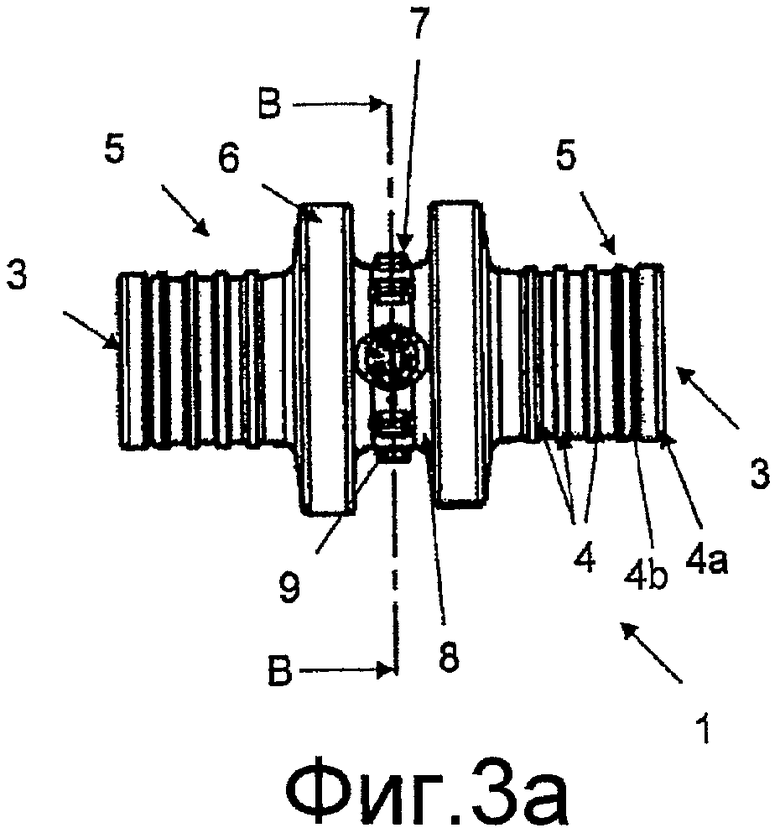
фиг.3а - заявленный полимерный соединительный элемента с возвышением в виде зуба с дополнительной функцией,
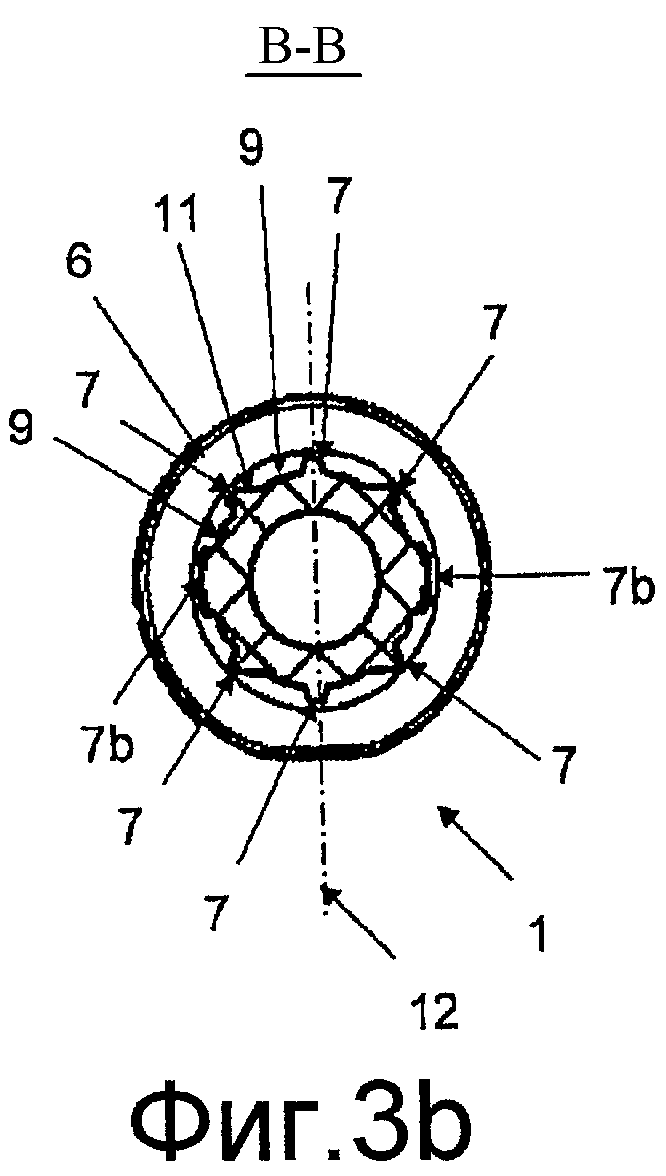
фиг.3b - разрез заявленного полимерного соединительного элемента с фиг.3а вдоль линии В-В, и
фиг.4 - схематичный вид изготовления заявленного зажимного соединителя с инструментом.
На фиг.1 представлен полимерный соединительный элемент 1 согласно изобретению. Данный соединительный элемент выполнен как тройник и содержит три присоединительных элемента 3, при этом все три присоединительных элемента 3 выполнены как вставной участок 5. В этом примере осуществления вставные участки 5 имеют соответственно четыре периферийных ребра 4, 4а, которые неравномерно распределены по длине вставных участков 5. Однако может быть предусмотрено также другое число и другое распределение периферийных ребер 4, 4а.
К вставным участкам 5 примыкает соответственно фланцевый буртик 6. В диаметре он выполнен больше, чем вставной участок 5 и периферийные ребра 4, 4а, так что надвинутая на вставной участок 5 труба или шланг 2 может быть надета своей торцевой поверхностью до упора во фланцевый буртик 6. Таким образом, можно просто проконтролировать, правильно ли вставной участок 5 вошел в конец трубы/шланга 2.
На обращенной от вставных участков 5 стороне фланцевых буртиков 6 расположено соответственно простирающееся по всей периферии зубчатое возвышение 7. Между фланцевыми буртиками 6 и зубчатым возвышением 7 имеется свободное пространство 8, которое отделяет зубчатые возвышения 7 от фланцевых буртиков 6. Благодаря такому выполнению фланцевый буртик 6 при получении зажимного соединения инструментом 13 может упруго деформироваться, и в месте соединения между фланцевым буртиком 6 и возвышением 7 в виде зуба не образуются в результате напряжения трещины.
Возвышения 7 в виде зубьев в этом примере осуществления скошены на соответствующей обращенной от фланцевого буртика стороне. Это позволяет добиться того, что щека 14 инструмента при изготовлении зажимного соединения, которая расположена за фланцевым буртиком 6, за счет скошенного конструктивного выполнения перемещается по возвышению 7 в виде зуба, и это обеспечивает оптимальное позиционирование щеки 14 инструмента.
На фиг.2а, 2b и 2с представлен другой пример осуществления соединительного элемента 1 согласно изобретению. Такой полимерный соединительный элемент 1 содержит два присоединительных элемента 3. Также в этом примере осуществления оба присоединительных элемента 3 выполнены как вставные участки 5. Однако в рамках изобретения допустимо, что присоединительный элемент выполнен как резьбовой элемент, так что на этой стороне может быть предусмотрено резьбовое соединение с другим элементом.
Оба вставных участка 5 содержат пять периферийных ребер 4, 4а, 4b, при этом наиболее удаленное от фланцевого буртика 6 периферийное ребро 4а выполнено шире, чем все другие периферийные ребра 4, 4b. За исключением периферийного ребра 4b, которое соседствует с наиболее удаленным от фланцевого буртика 6 периферийным ребром 4а, все периферийные ребра 4, 4а выполнены в этом примере осуществления как кольца. Это периферийное ребро 4b выполнено на стороне, которая обращена в направлении фланцевого буртика 6, с большим диаметром, чем на другой стороне, так что получается своеобразный зуб пилы. За счет этого выполнения возможно хорошее крепление трубы/шланга 2 после надевания и установки надвижной гильзы 10.
Так как оба присоединительных элемента 3 выполнены как вставной участок, то необходимы также два фланцевых буртика 6, чтобы составить контропору одной из щек 14, 14а инструмента. Чтобы сократить конструктивную длину, между обоими фланцевыми буртиками 6 необходимо лишь одно возвышение 7 в виде зуба, так как при изготовлении обоих зажимных соединений оно может служить опорой для щеки 14а инструмента.
Также в этом примере между фланцевым буртиком 6 и возвышением 7 в виде зуба предусмотрено свободное пространство 8.
Само возвышение 7 выполнено таким образом, что оно состоит из нескольких отдельных возвышений 7 в виде зубьев, расположенных на периферии соединительного элемента 1. Как видно на фиг.2b, возвышения 7 в виде зубьев равномерно распределены по периферии. Между отдельными возвышениями в виде зубьев расположено соответственно щелевое отверстие 9, которое служит, чтобы разграничить отдельные возвышения 7 в виде зубьев.
В существующих щелевых отверстиях 9 могут быть помещены маркировка для информации о материале, из которого состоит соединительный элемент 1, данные о дате изготовления путем размещения так называемых часов с календарем или другая подобная информация.
Так как заявленный полимерный соединительный элемент 1 изготовлен в большинстве случаев литьем под давлением, то необходима плоскость разъема 12, которая обеспечивает извлечение соединительного элемента 1. Чтобы не усложнять неоправданно геометрию литьевой пресс-формы, кроме плоскости разъема 12 не предполагаются дополнительные вырезы. Это может иметь место, в частности, в случае отдельных возвышений 7 в виде зубьев. Как вариант решения предлагается предусмотреть наклонные срезы 11 для извлечения.
За счет размещения восьми возвышений 7 в виде зубьев на периферии соединительного элемента 1 гарантируется надежная установка щек 14, 14а инструмента при любом монтажном положении и одновременно возможность снизить расход материала, необходимого, в противном случае, между фланцевыми буртиками 6. Благодаря этой экономии материала можно также получить приблизительно равномерную толщину стенок на соединительном элементе 1, что положительно сказывается на распределении напряжений после изготовления литьем под давлением.
На фиг.3а и 3b представлен другой полимерный соединительный элемент 1. Чтобы избежать повторений, указываются лишь различия по сравнению со вторым вариантом осуществления. В этом соединительном элементе 1 диаметр соединительного элемента 1 меньше, чем на фиг.2а, 2b, 2с, так что длины периферии не хватает для того, чтобы в щелевых отверстиях 9 между возвышениями 7 в виде зубьев поместить всю необходимую маркировку, в частности часы с календарем.
По этой причине было установлено, согласно изобретению, что также зубчатые возвышения 7 могут быть снабжены дополнительными функциями. В примере осуществления на фиг.3а и 3b два зубчатых возвышения 7b снабжены дополнительными функциями. Они выполнены как часы с календарем, так что может быть нанесена маркировка даты изготовления соединительной детали 1. Диаметр, включая тот, на котором нанесены часы с календарем, соответствует диаметру других зубчатых возвышений 7, так что щека 14 инструмента может быть надежно позиционирована также на часах с календарем.
На фиг.4 схематично представлено изготовление посредством инструмента 13 зажимного соединения с заявленным полимерным соединительным элементом 1, трубой/шлангом 2, надвижной гильзой 10. Чтобы избежать повторений, указываются лишь различия относительно вышеназванных примеров осуществления.
Представленный на этой фиг.4 инструмент 13 обозначен здесь лишь в форме разреза двух параллельно расположенных одна к другой щек 14, 14а инструмента. При получении зажимного соединения одна щека 14 инструмента закреплена жестко, а другая щека 14а инструмента расположена на инструменте с возможностью перемещения вдоль оси Х. Щеки 14, 14а инструмента выполнены вилкообразными, так что возможно насаживание на трубу/шланг 2 и на соединительный элемент 1.
Чтобы получить зажимное соединение, вначале необходимо надеть надвижную гильзу 10 на концевой участок трубы/шланга 2. После этого конец 2а трубы/шланга расширяют так, что внутренний диаметр конца 2а трубы/шланга становится больше, чем наружный диаметр вставного участка 5 соединительного элемента 1. Лишь таким образом конец 2а трубы/шланга может быть надет на вставной участок 5. При этом, чтобы изготовить надежное соединение, конец 2а трубы/шланга необходимо задвинуть как можно дальше до фланцевого буртика 6.
Вслед за этим позиционируют щеки 14, 14а инструмента, и за счет уменьшения расстояния между обеими щеками 14, 14а инструмента надвижная гильза 10 надевается на конец 2а трубы/шланга с расположенным внутри вставным участком 5 до фланцевого буртика 6. На этом изготовление зажимного соединения завершено.
В процессе уменьшения расстояния между обеими щеками 14, 14а инструмента требуется приложение больших усилий. Во-первых, они осуществляют движение надвижной гильзы 10, и, во-вторых, для создания равновесия сил их должен воспринять на себя фланцевый буртик 6. Чтобы избежать повреждений, в частности, на переходе от фланцевого буртика 6 к основному корпусу соединительного элемента 1 необходима максимально равномерная передача нагрузки. Это возможно лишь при почти плоском контакте щеки 14, 14а инструмента с фланцевым буртиком 6. Так как обе щеки 14, 14а инструмента расположены параллельно одна другой, то было установлено, что наружный диаметр нерасширенной трубы/шланга 2 и диаметр опорной поверхности инструмента 13 на соединительном элементе 1 должны быть примерно идентичными. Но из этого следует большая толщина стенки между двумя фланцевыми буртиками 6, что негативно сказывается на факторе напряжения во время литья под давлением и означает неоправданный расход материала.
Для решения этой проблемы позади фланцевого буртика 6 расположены возвышения 7 в виде зубьев, которые отделены свободным пространством 8 от фланцевого буртика 6. В представленном на фиг.4 заявленном соединительном элементе 1 расстояние между двумя противолежащими присоединительными элементами 3 может быть дополнительно сокращено за счет того, что в той зоне между этими противолежащими присоединительными элементами 3, в которой расположен третий присоединительный элемент 3, преимущественно с обеих сторон размещено меньшее по поверхности возвышение 7а в виде зуба. Было установлено, что в этой зоне возвышение 7а должно быть выполнено меньшим с тем, чтобы не возникало пиковое напряжение в зоне перехода, и, следовательно, могло быть обеспечено более надежное функционирование.
Группа изобретений относится к полимерному соединительному элементу для зажимного соединителя для труб и/или шлангов из полимерного материала. Соединительный элемент содержит по меньшей мере два присоединительных элемента для труб и/или шлангов. По меньшей мере один присоединительный элемент имеет снабженный периферийными ребрами вставной участок для насаживания конца трубы и/или шланга, к которому примыкает фланцевый буртик. С противоположной периферийным ребрам стороны фланцевого буртика с распределением по периферии расположено несколько возвышений в виде зубьев. Причем между отдельными возвышениями в виде зубьев расположены щелевые отверстия. При этом между фланцевым буртиком и возвышениями в виде зубьев выполнено свободное пространство. Также описан зажимной соединитель для труб и/или шлангов из полимерного материала с полимерным соединительным элементом. Технический результат: сокращение расхода материала для полимерного соединительного элемента и предотвращение повреждений фланцевого буртика при получении соединения. 2 н. и 5 з.п. ф-лы, 7 ил.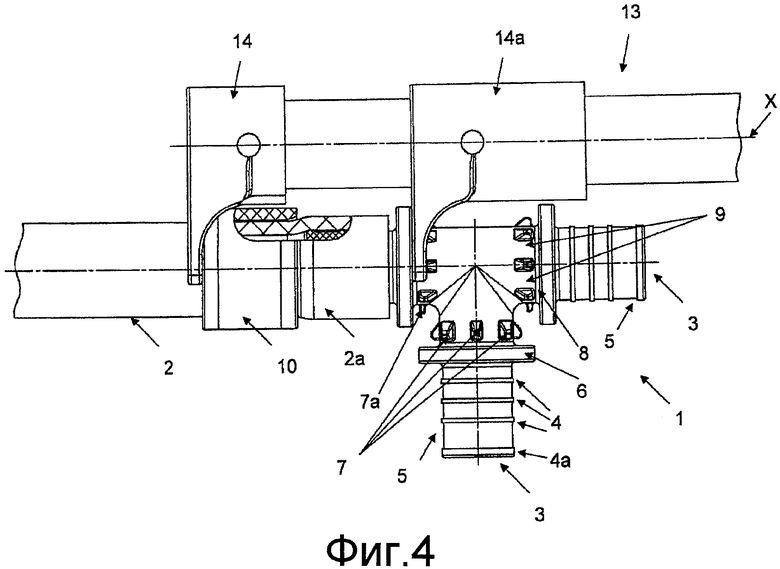
1. Полимерный соединительный элемент (1) для зажимного соединителя для труб и/или шлангов (2) из полимерного материала по меньшей мере с двумя присоединительными элементами (3) для труб и/или шлангов, при этом по меньшей мере один присоединительный элемент (3) имеет снабженный периферийными ребрами (4, 4а, 4b) вставной участок (5) для насаживания конца (2а) трубы и/или шланга, к которому примыкает фланцевый буртик (6), отличающийся тем, что с противоположной периферийным ребрам (4, 4а, 4b) стороны фланцевого буртика (6) с распределением по периферии расположено несколько возвышений (7) в виде зубьев, причем между отдельными возвышениями (7) в виде зубьев расположены щелевые отверстия (9), при этом между фланцевым буртиком (6) и возвышениями (7) в виде зубьев выполнено свободное пространство (8).
2. Полимерный соединительный элемент (1) по п.1, отличающийся тем, что возвышения (7) в виде зубьев расположены по периферии с распределением на одинаковое расстояние.
3. Полимерный соединительный элемент (1) по п.1, отличающийся тем, что возвышение (7а) в виде зуба выполнено с дополнительными функциями, в частности в виде часов с календарем.
4. Полимерный соединительный элемент (1) по п.1, отличающийся тем, что контур возвышений (7) в виде зубьев на обращенной от фланцевого буртика (6) стороне спускается под наклоном к соответствующей оси (X) вставного участка до диаметра, соответствующего размеру вставного участка (5).
5. Полимерный соединительный элемент (1) по п.1, отличающийся тем, что по меньшей мере два присоединительных элемента (3) расположены относительно друг друга под углом меньше 180°.
6. Полимерный соединительный элемент (1) по п.5, отличающийся тем, что площадь поверхности по меньшей мере одного из возвышений (7) в виде зубьев выполнена меньшей, чем площадь поверхности по меньшей мере одного другого возвышения (7).
7. Зажимной соединитель для труб и/или шлангов (2) из полимерного материала с полимерным соединительным элементом по одному из предыдущих пунктов с аксиально перемещающейся относительно оси трубы/шланга надвижной гильзой (10), выполненной с возможностью надвигания при получении зажимного соединения на конец (2а) трубы/шланга с вставленным в конец (2а) трубы/шланга вставным участком (3) соединительного элемента (1), отличающийся тем, что наружный диаметр трубы/шланга (2) без вставленного вставного участка (3) имеет ту же величину, что и диаметр окружности по головке по меньшей мере одного из возвышений (7) в виде зубьев.
| DE 29513105 U1, 19.10.1995 | |||
| СОЕДИНЕНИЕ ТРУБ | 1990 |
|
RU2038522C1 |
| Пневматический упорный каучуковый валок для шкуро- и коже-обрабатывающих машин | 1925 |
|
SU9318A1 |
| Способ образования окрасок на волокнах | 1925 |
|
SU4823A1 |
| DE 19741641 A1, 25.03.1999 | |||
| US 20070007761 A1, 11.01.2007. | |||

