Область техники, к которой относится изобретение
Изобретение относится к устройству для нанесения, по меньшей мере, многократной печати на тару согласно ограничительной части пункта 1 формулы изобретения.
Тарой согласно изобретению являются, в частности, бутылки, банки или подобные емкости. Многократная печать согласно изобретению представляет собой, как правило, печать, полученную несколькими печатными формами или комплектами печатных форм, предпочтительно многокрасочную печать из нескольких комплектов цветоделенных печатных форм разных цветов, например желтого, пурпурного, голубого и черного.
Уровень техники
Устройства для нанесения печати на тару, в частности также для нанесения цветной или многокрасочной печати на тару, известны и содержат, например, транспортировочный участок, на котором наносится печать на тару, а именно с применением соответствующих размещенных на транспортировочном участке печатных секций или головок, изготавливающих комплекты цветоделенных печатных форм. Печатные головки представляют собой, например, управляемые электрически или электронным способом печатные головки или секции, например струйные печатные головки (WO 2004/00936) или же печатные головки, работающие по принципу струйного фонового печатания (Tonjet).
Раскрытие изобретения
Задачей изобретения является создание устройства, отличающегося высокой гибкостью при упрощенной конструкции. Для решения этой задачи создано устройство согласно пункту 1 формулы изобретения.
Особенность устройства согласно изобретению состоит в ее модульном выполнении. Благодаря такому выполнению устройство согласно изобретению обладает существенными преимуществами. Так, например, снаряжение и переоборудование, очистка, ремонт и пр. модулей могут проводиться полностью раздельно от соответствующего находящегося в эксплуатации устройства или установки, а именно путем замены модулей. Кроме того, возможны оптимальное использование и адаптация к условиям помещения путем соответствующего расположения отдельных модулей. В частности, устройство или установку можно конфигурировать в соответствии с требованиями и приводить без проблем в соответствие с требованиями или их изменениями, а именно, например, путем удаления или дополнительного использования модулей, например, для расширения процесса, т.е. для выполнения существующей установкой дополнительных технологических операций, необходимых, например, при расширении цветовой гаммы, введении дополнительных технологических операций для сушки или промежуточной сушки многократной печати или комплектов цветоделенных печатных форм, выравнивания бутылок или емкостей и т.д. Даже при последующем изменении схемы размещения установки или производственной линии модульное устройство может быть приспособлено к имеющимся условиям. Так, например, при ограниченной площади помещения линейно расположенное устройство может быть преобразовано в устройство с головным транспортом, т.е. в устройство, в котором подача и вывод емкостей производятся на одной стороне, с тем чтобы таким образом, при необходимости, можно было устранить тупик в производственной линии.
Варианты развития, преимущества и возможности применения изобретения приводятся в последующем описании примеров выполнения и представлены на фигурах. При этом все описанные и/или графически представленные признаки при использовании раздельно или в сочетании между собой являются в принципе объектом изобретения, независимо от их изложения в пунктах формулы изобретения или соподчинения этих пунктов. Также и содержание формулы изобретения является составной частью описания изобретения.
Краткое описание чертежей
Ниже изобретение поясняется подробнее с помощью фигур и примеров выполнения. При этом изображено:
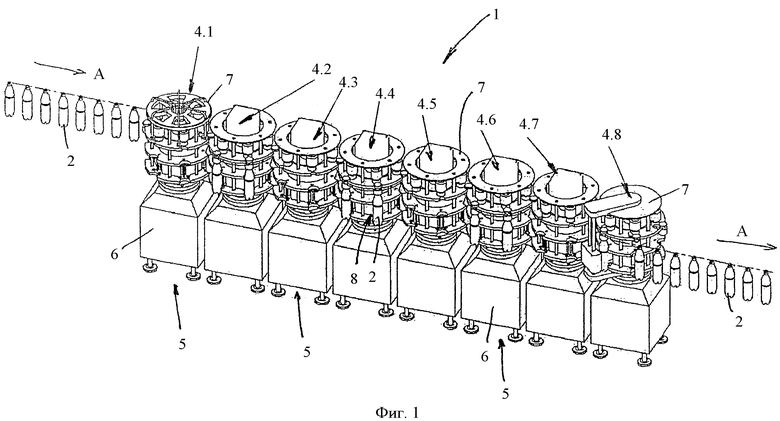
фиг.1 - упрощенное схематическое изображение в перспективе устройства или установки для нанесения многократной печати на емкости в виде бутылок;
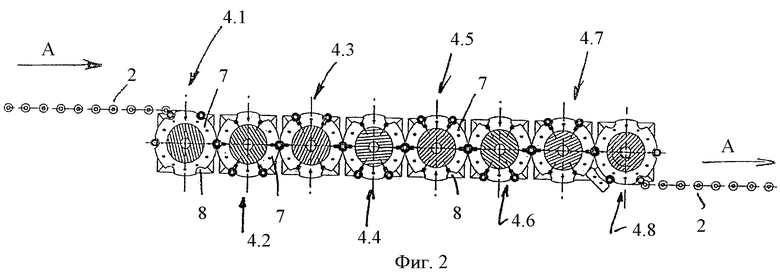
фиг.2 - вид сверху на устройство на фиг.1;
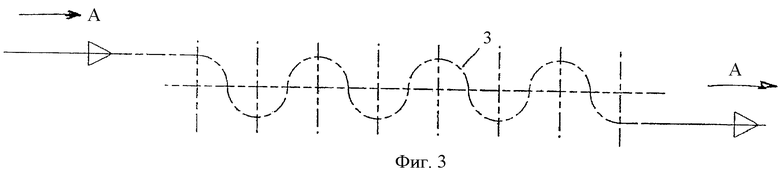
фиг.3 - схематическое изображение и вид сверху на путь транспортировки или перемещения бутылок в устройстве на фиг.1 и 2;
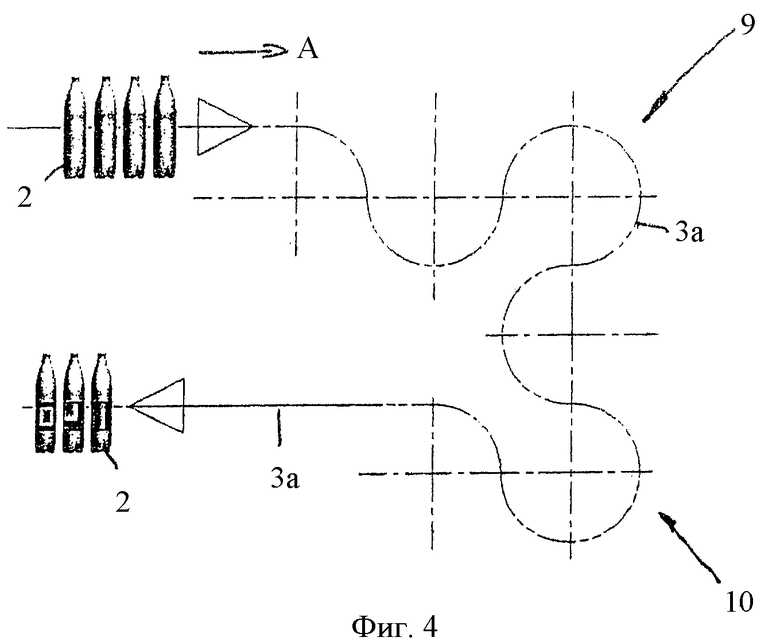
фиг.4-7 - другие варианты выполнения в изображении, аналогичном на фиг.3.
Устройство на фиг.1, 2, обозначенное в целом позицией 1, служит для нанесения многоразовой печати 2, а именно либо непосредственно на наружную или боковую поверхность бутылок 2, либо на этикетки, уже нанесенные на них, например, частью оснастки.
Для нанесения печати на бутылки 2 последние подаются в устройство 1 по наружному транспортеру в вертикальном положении в направлении А транспортировки, затем перемещаются внутри установки 1 по многократно дугообразно изогнутому транспортировочному участку. После нанесения печати бутылки подаются по-прежнему в вертикальном положении по наружному транспортеру к месту своего последующего применения. Путь транспортировки бутылок 2 во время их подачи и перемещения внутри устройства 1, а также при выводе из устройства 1 схематически показан на фиг.3 и обозначен позицией 3.
В отдельности устройство 1 состоит из нескольких модулей 4.1-4n, примыкающих непосредственно друг к другу в направлении А транспортировки, а именно в изображенном примере выполнения в целом из восьми модулей 4.1-4.8, при этом все модули 4.1-4.8 образованы одним идентичным основным узлом 5, оснащенным функциональными элементами, необходимыми для решения специальной задачи соответствующим модулем 4.1-4.8.
Каждый основной узел 5 содержит в числе прочего блок привода и управления, размещенный в модульном корпусе 6, и транспортирующий элемент 7, расположенный на верхней стороне модульного корпуса 6, приводимый во вращение в числе прочего вокруг вертикальной машинной оси соответствующего модуля 4.1-4.8 и имеющий вид транспортирующей или технологической звездочки с множеством гнезд 8, равномерно распределенных по периметру транспортирующего элемента 7 при одинаковом угловом расстоянии, причем каждое гнездо 8 служит для надежного размещения бутылки 2.
Транспортирующие элементы 7 отдельных модулей 4.1-4.8 расположены непосредственно друг возле друга и встречно, но приводятся в действие синхронно таким образом, что транспортирующие элементы 7 в своей совокупности образуют транспортное устройство, которым бутылки 2 перемещаются внутри устройства 1 по изображенному на фиг.3 многократно изменяющему свое направление пути 3 транспортировки при подаче емкостей на одном конце устройства 1 и их выводе на другом конце этого устройства. Отдельные бутылки 2 перемещаются при этом непосредственно от транспортирующего элемента 7 модуля 4.1-4.7 к транспортирующему элементу 7 модуля 4.2-4.8 в направлении А транспортировки.
На изображении на фиг.2 приводятся синхронно в движение: транспортирующий элемент 7 первого по отношению к направлению А транспортировки модуля 4.1 в направлении часовой стрелки, транспортирующий элемент 7 последующего модуля 4.2 в направлении против часовой стрелки, транспортирующий элемент следующего модуля 4.3 снова в направлении часовой стрелки и т.д. Синхронизация отдельных модулей 4.1-4.8 обеспечивается соответствующим средством управления.
В изображенном на фиг.1-3 варианте выполнения отдельные модули 4.1-4.8 располагаются друг за другом таким образом, что вертикальные машинные оси всех модулей 4.1-4.8 лежат в одной вертикальной плоскости, параллельно которой осуществляются подача и отвод бутылок 2 в или из устройства 1 и в которой также находятся передаточные участки, на которых бутылки 2 транспортирующим элементом 7 модуля 4.1-4.7 подаются далее к транспортирующему элементу 7 расположенного в направлении А транспортировки модуля 4.2-4.8.
Функция отдельных модулей 4.1-4.8 заключается, например, в следующем:
- модуль 4.1 образует в числе прочего модуль подачи емкостей в устройство 1. Однако в модуле 4.1 проводится предпочтительно также предварительная обработка бутылок 2, по меньшей мере, на их подлежащем нанесению печати участке, например обработка плазмой или коронным разрядом, нанесение покрытия, нанесение усилителя сцепления, электростатический заряд и тому подобное, что целесообразно в том случае, когда нанесение многоразовой печати в последующих модулях проводится с использованием их печатных секций или головок, работающих по известному струйному принципу печати или по известному принципу струйного печатания фона;
- модули 4.2-5.5, примыкающие к модулю 4.1, образуют собственно печатные модули, в которых и производится многоразовое печатание, а именно предпочтительно многокрасочное печатание таким образом, что в каждом модуле 4.2-4.5 печатается соответственно один комплект цветоделенных копий цветной печати, с использованием, например, желтого, пурпурного, голубого и черного цветов;
- модуль 4.6, примыкающий в направлении А транспортировки, выполнен в виде сушильного модуля, в котором проводится сушка предварительно нанесенной многоразовой печати соответствующим образом, например, подводом энергии, например в виде нагрева, микроволн, электронного и/или ультрафиолетового облучения;
- модуль 4.7 выполнен в виде инспекционного модуля, в который поступает каждая бутылка 2 после высыхания многократной печати и в котором проводится проверка соответствующей многоразовой печати на наличие возможных ошибок, в результате чего бутылки с ошибками печати могут выбраковываться в модуле 4.7 или же позже на последующем пути транспортировки;
- наконец, модуль 4.8 образует модуль вывода емкостей из устройства 1, в котором бутылки 2 с нанесенной готовой печатью выходят из устройства 1. Модуль 4.8 выполнен также предпочтительно в качестве дополнительного сушильного модуля.
Как показано, в частности, на фиг.2, 3, бутылки 2 перемещаются транспортирующими элементами 7 модулей 4.1-4.8 на участке под углом 90° вокруг вертикальной машинной оси модулей 4.1 и 4.8. В остальных модулях 4.2-4.7 бутылки 2 перемещаются соответствующим транспортирующим элементом 7 по участку под углом 180° вокруг вертикальной машинной оси модулей 4.2-4.7. В пределах этого углового участка или отрезка пути вращательного движения соответствующего транспортирующего элемента 7 протекает, в частности, в модулях 4.2-4.7 процесс, привязанный к соответствующему модулю.
Если же, например, участок под углом 180° или соответствующий отрезок пути для протекания процесса в модуле или в нескольких модулях окажется недостаточным, то этот участок может быть увеличен за счет расположения примыкающих друг к другу модулей, например, до получения участка с угловой величиной 270°, как это показано на фиг.4 и 7 с помощью пути 3a транспортировки на участках, обозначенных позициями 9 и 10.
Для достижения большего углового участка модули, образующие участки 9, 10 пути 3a транспортировки, служат переходными участками, на которых бутылка 2 подается к этому модулю от предыдущего модуля и затем поступает к следующему модулю при смещении, например, на угол более 180° вокруг машинной оси, например на угол 270°, а именно из-за того, что машинная ось модуля лежит при увеличении углового участка вместе с машинной осью предыдущего модуля в первой вертикальной плоскости, а вместе с машинной осью последующего модуля - во второй вертикальной плоскости, и обе плоскости образуют между собой угол величиной, например, 90°. Путь транспортировки, по которому бутылка 2 перемещается в устройстве 1, может быть выбран любым в соответствии с имеющимися требованиями и/или с учетом возможностей помещения, например, в соответствии с изображением на фиг.3 таким образом, что подача и вывод емкостей будут производиться на разных сторонах устройства 1, как это имеет место в варианте выполнения на фиг.1-3, или же в соответствии с изображением на фиг.4 или с показанным на ней путем 3a транспортировки подача и вывод емкостей происходят на одной стороне устройства или установки, т.е. головная транспортировка бутылок 2 происходит через установку, или в соответствии с путем 3b транспортировки на фиг.5 подача и вывод емкостей происходят при взаимном смещением на угол α, например, 50°, или же в соответствии с путем 3c транспортировки на фиг.6 подача и вывод емкостей имеют смещение между собой на угол 90°. При этом возможны также любые другие варианты расположения или размещения отдельных модулей 4.1-4.n.
Оптимальный непоказанный вариант выполнения состоит в том, что модули (4.1-4n) содержат одну или несколько печатных головок, а дополнительные функциональные элементы расположены на модуле (4.1). Такими дополнительными функциональными элементами служат, в частности, устройства для сушки или промежуточной сушки печатной краски. Однако при необходимости могут применяться также раздельно или в комбинации одно или несколько устройств для обработки поверхности и/или для инспекции.
Изобретение было описано выше с помощью его примера выполнения. Само собой разумеется, что возможны многочисленные изменения и модификации без отхода от лежащей в основе изобретения сущности. Выше изобретение пояснялось на примере бутылок 2. Устройство согласно изобретению может применяться также и для нанесения многократной печати на другие емкости или другую тару.
Перечень позиций
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПЕЧАТАНИЯ НА БУТЫЛКАХ И ПОДОБНЫХ ЕМКОСТЯХ | 2007 |
|
RU2429135C2 |
| СПОСОБ, А ТАКЖЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ПЕЧАТИ НА ЕМКОСТЯХ | 2007 |
|
RU2392205C1 |
| УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ УПАКОВОЧНЫХ ЕДИНИЦ | 2012 |
|
RU2564390C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПЕЧАТНОГО ИЗОБРАЖЕНИЯ НА НАРУЖНОЙ ПОВЕРХНОСТИ БУТЫЛОК ИЛИ СОСУДОВ ПОДОБНОГО РОДА | 2008 |
|
RU2433049C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ УПАКОВОЧНЫХ ЕДИНИЦ | 2012 |
|
RU2569290C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ УПАКОВОЧНЫХ ЕДИНИЦ | 2012 |
|
RU2610700C1 |
| ВТУЛКА ДЛЯ БАЛЛОНОВ ВЫСОКОГО ДАВЛЕНИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2507437C2 |
| СПОСОБ ЭТИКЕТИРОВАНИЯ БУТЫЛОК ИЛИ ПОДОБНЫХ ЕМКОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2448879C2 |
| СПОСОБ И УСТРОЙСТВО, ПРЕДНАЗНАЧЕННЫЕ, В ТОМ ЧИСЛЕ, ДЛЯ ОТБОРА КОНТЕЙНЕРА | 2002 |
|
RU2310828C2 |
| ЗАЩИТНЫЙ ЭЛЕМЕНТ ДЛЯ ЗАЩИТЫ ОТ ПОДДЕЛКИ, ЗАЩИЩЕННАЯ ПОЛИГРАФИЧЕСКАЯ ПРОДУКЦИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ЗАЩИЩЕННОЙ ПОЛИГРАФИЧЕСКОЙ ПРОДУКЦИИ | 2007 |
|
RU2344045C1 |
Устройство для нанесения на тару многоразовой печати содержит путь транспортировки, по которому перед печатными секциями или печатными головками в направлении транспортировки перемещается тара для нанесения на нее многоразовой печати. Устройство выполнено модульным и состоит из нескольких модулей. Каждый модуль содержит, по меньшей мере, один транспортирующий элемент с соответствующим приводом, при этом транспортирующие элементы модулей примыкают друг к другу и образуют, по меньшей мере, часть пути транспортировки тары. По меньшей мере, часть модулей выполнена в виде печатных модулей с печатными головками или печатными секциями, расположенными на участке транспортирующих элементов. Технический результат - обеспечение возможности снаряжения, переоборудования, очистки, ремонта модулей отдельно от находящихся в устройстве эксплуатируемых модулей за счет замены модулей. 16 з.п. ф-лы, 7 ил.
1. Устройство для нанесения печати на тару (2), соответственно многократной печати, содержащее транспортировочный участок, по которому перед печатными секциями или головками перемещается в направлении (А) транспортировки тара (2) для нанесения на нее многократной печати, отличающееся тем, что, по меньшей мере, на отдельном участке устройство выполнено модульным и состоит из нескольких модулей (4.1-4.8), причем каждый модуль содержит, по меньшей мере, один транспортирующий элемент (7) с соответствующим приводом, при этом транспортирующие элементы (7) модулей (4.1-4.8) примыкают друг к другу и образуют, по меньшей мере, часть пути транспортировки тары (2), и что, по меньшей мере, часть модулей (4.2-4.5) выполнена в виде печатных модулей с печатными головками или печатными секциями, расположенными на участке транспортирующих элементов (7).
2. Устройство по п.1, отличающееся тем, что транспортирующие элементы модулей (4.1-4.8) выполнены в виде приводимых во вращение вокруг вертикальной машинной оси транспортирующих элементов (7) с гнездами (8) для размещения тары (2), например, транспортирующие или технологические звездочки.
3. Устройство по п.1 или 2, отличающееся тем, что транспортирующие элементы (7) модулей (4.1-4.8) примыкают непосредственно друг к другу на передаточных участках для приема и/или последующей доставки тары (2).
4. Устройство по п.1, отличающееся тем, что для нанесения, по меньшей мере, многоразовой печати в виде многокрасочной печати на тару (2) предусмотрены, по меньшей мере, два модуля (4.2-4.5), расположенных последовательно в направлении (А) транспортировки и выполненных в виде печатных модулей, а именно, например, по меньшей мере, один модуль (4.2-4.5) для нанесения соответственно комплекта цветоделенных копий многокрасочной печати.
5. Устройство по п.1 или 2, отличающееся тем, что модуль (4.1) выполнен с возможностью подачи тары или емкостей в устройство (1).
6. Устройство по п.1 или 4, отличающееся тем, что, по меньшей мере, перед одним печатным модулем (4.2-4.5) предусмотрен, по меньшей мере, один модуль (4.1) для предварительной обработки тары (2), по меньшей мере, на участке нанесения печати.
7. Устройство по п.1, отличающееся тем, что, по меньшей мере, один модуль (4.6-4.7), следующий в направлении (А) транспортировки за печатным модулем (4.2-4.5), выполнен в виде сушильного узла и/или инспекционного модуля.
8. Устройство по п.1, отличающееся тем, что модуль (4.8) выполнен с возможностью подачи тары или емкостей в устройство (1), предпочтительно в виде комбинированного сушильного узла.
9. Устройство по п.8, отличающееся тем, что модуль (4.8) выполнен с возможностью подачи тары или емкостей в устройство (1), предпочтительно в виде комбинированного узла для предварительной обработки поверхности.
10. Устройство по п.9, отличающееся тем, что для обработки поверхности модуль (4.1) использует обработку с помощью плазмы или коронного разряда, нанесения покрытия, нанесения усилителя сцепления или электростатического заряда.
11. Устройство по п.1, отличающееся тем, что транспортирующие элементы (7) примыкающих друг к другу модулей (4.1-4.n) синхронно приводятся во вращение, причем транспортирующий элемент (7) каждого модуля вращается встречно транспортирующему элементу (7) смежного модуля (4.1-4.n).
12. Устройство по п.11, отличающееся тем, что модули (4.1-4.n) расположены по одной линии или же таким образом, что в целом путь транспортировки (3а, 3b, 3с) на транспортировочном участке имеет, по меньшей мере, одно угловое искривление.
13. Устройство п.1, отличающееся тем, что модули состоят из основного узла (5), идентичного для всех модулей (4.1-4.n) и содержащего, по меньшей мере, один транспортирующий элемент (7) и относящийся к нему блок привода и управления, и в основном блоке (5) предусмотрены функциональные элементы, предназначенные для соответствующей функции модуля (4.1-4.n).
14. Устройство по п.1, отличающееся тем, что модули предусмотрены для обработки поверхности, сушки и/или инспекции.
15. Устройство по п.14, отличающееся тем, что два или более модулей для обработки поверхности, сушки и/или инспекции расположены друг за другом.
16. Устройство по любому из пп.11-13, отличающееся тем, что модули (4.1-4.n) содержат, по меньшей мере, одну печатную головку и, по меньшей мере, одно сушильное устройство.
17. Устройство по любому из пп.11-13, отличающееся тем, что модули (4.1-4.n) содержат, по меньшей мере, одну печатную головку и, по меньшей мере, одно устройство для сушки, обработки поверхности и/или инспекции.
| US 2005045053 A1, 03.03.2005 | |||
| WO 2004009360 A1, 29.01.2004 | |||
| EP 0813971 A2, 29.12.1997 | |||
| Способ пропуска рыбы через подпорное сооружение и устройство для его осуществления | 1989 |
|
SU1625942A1 |
| US 2006250464 A1, 09.11.2006. | |||

