Изобретение относится к устройству для изготовления групповых упаковок согласно родовому понятию пункта 1 формулы изобретения, включающему одно- или многоручьевой подвод емкостей или одно- или многоручьевые потоки емкостей, по меньшей мере, одну вращающуюся вокруг центральной оси главную звездочку звездочного транспортера, по меньшей мере, с одним наносящим элементом в области звездочного транспортера, посредством которого на или у емкости может наноситься, по меньшей мере, одно адгезивное или клеящее вещество и/или, по меньшей мере, один слой адгезивного или клеящего вещества.
Емкостями в смысле изобретения являются, например, бутылки, жестяные банки, тубы, пакеты из металла, стекла и/или пластмассы, следовательно, например, и ПЭТ-бутылки, но также и другая тара, в частности такая, которая пригодна для затаривания жидких или вязких продуктов, а также уже объединенные в группы (комбинированная упаковка) емкости. Такие емкости, например ПЭТ-бутылки, имеют контактную область, которая исполнена сферически выпуклой, так что емкости могут обкатываться в некотором роде вокруг друг друга по окружной траектории, следовательно по «кольцу обкатки». У стеклянных бутылок при многократном их использовании она становится заметной, например, в виде выделяющегося обычно как более светлое выраженное кольцо износа. Такого рода «кольца обкатки» у ПЭТ-бутылок могут находиться не только в головной области, но и в донной области.
В детальном изложении изготовление групповой упаковки происходит, например, таким образом, что емкости, находясь на транспортирующей плоскости транспортера и будучи ориентированными своей осью в вертикальном направлении или по существу в вертикальном направлении, подводятся в массовом порядке или в широком потоке емкостей, в котором они в отношении выделяющихся емкостей и/или признаков оформления имеют случайную ориентацию. Этот широкий поток емкостей затем путем коридорного разделения переводится в несколько одноручьевых потоков емкостей. На последующих этапах способа происходит отделение емкостей, образующих в последующем групповые упаковки или состоящие из них группы емкостей, из одноручьевых потоков емкостей, сведение необходимого числа емкостей в уплотненную группу емкостей, в которой емкости многими боковыми или окружными поверхностями, т.е. контактными или касающимися поверхностями, прилегают друг к другу, и соединение емкостей каждой группы емкостей в компактную и прочную или стабильную групповую упаковку.
Известно, как объединять или формировать несколько изделий в группу изделий и из групп изделий с применением термоусадочных пленок (например, US 7726464 А1) изготавливать прочные или пригодные для транспортировки складские и транспортные единицы или групповые упаковки. Наряду с прочим недостатком при этом является то, что применяемые при этом пленки, а также, в частности, усадка пленок путем подачи тепла или энергии приводят к существенным затратам.
Также уже предлагалось пригодные для транспортировки групповые упаковки изготавливать таким образом, что емкости, формируемые соответственно в группу емкостей, упаковываются петлеобразно охватывающей группу емкостей обвязочной лентой (DE 102009025824 A1, DE 102009044271 A1, DE 4126212 А1), т.е. соединяются друг с другом в групповую упаковку, что создает особенно благоприятную в отношении затрат и простую возможность изготовления групповых упаковок или транспортных или складских единиц. Обвязочная лента может также склеиваться с емкостями. Недостатком при обвязке является то, что при первой выемке емкости из такой групповой упаковки остающиеся в групповой упаковке емкости вместе обвязочной лентой больше уже не удерживаются. Это имеет место не только тогда, когда обвязочная лента отделяется или разрезается, но также и тогда, когда можно вынимать емкость из групповой упаковки, не нарушая непрерывности обвязочной ленты.
Кроме того, при транспортировке таких групповых упаковок на ленточном транспортере всегда существует опасность, что цилиндрические или в значительной степени цилиндрические изделия, такие как банки, бутылки или сосуды, вследствие вибрации, ударов и т.п. занимают вложенное положение, то есть вдаются в промежуток соседнего ряда. Чтобы предотвратить это, в известных групповых упаковках к обвязочной ленте должно прилагаться очень большое натяжение.
DE 102006037105 А1, напротив, раскрывает способ формирования пакетов бутылок, при котором на каждой стороне ручья предусматривается одна вращающаяся звездочка, которая вдавливает горлышки бутылок в зажимы на плоском носителе. Пакет бутылок, кроме того, охватывается лентой или оболочкой (пленкой).
Согласно DE 2331193 на емкость узкими полосками или рядами наносится клеящее вещество, причем соседние участки, которые не покрыты клеящим веществом, должны допускать захват упаковки с целью переноса. В местах нанесения клея емкости склеиваются друг с другом. ЕР 2096039 А1 также раскрывает, как наносить клей на емкость, причем к тому же пакет бутылок оборачивается термоусадочной пленкой. В DE 102008038146 А1 раскрыта приводная система вала, которая имеет содержащий мотор коаксиальный непосредственный привод, в котором ротор мотора закреплен непосредственно на валу, а статор закреплен с охватом снаружи вала и ротора. С обратной ссылкой на заявителя документ ЕР 1647518 В1 раскрывает запечатывающую машину, которая имеет неподвижную центральную опору, которая исполнена свободной от элементов для механической передачи силы и поэтому содержит лишь электропровода.
Задачей изобретения является создание устройства и способа для изготовления групповых упаковок упомянутого вначале типа, при котором, несмотря на отсутствие охватывающей пленки и/или несмотря на отсутствие обвязочной ленты, простым способом всегда исключено попадание изделий при транспортировке во вложенное положение, причем и после выемки одного или нескольких изделий из групповой упаковки связанность остающихся в групповой упаковке изделий сохраняется или может восстанавливаться.
Для решения этой задачи предусмотрено устройство для изготовления групповых упаковок согласно пункту 1 формулы изобретения, причем для каждого потока емкостей предусмотрен звездочный транспортер, причем главная звездочка звездочного транспортера имеет большое число расположенных на донной стороне направляющих и/или головных направляющих для емкостей и причем непосредственно после главной звездочки или выводящего устройства предусмотрен узел отделения и/или узел уплотнителя или участок отделения и/или участок уплотнения для группирования и уплотнения, а также временного прижимания заранее заданного числа емкостей, посредством которого по ходу звездочного транспортера емкости объединяются в групповую упаковку и продолжают транспортироваться. Целесообразно, если главная звездочка звездочного транспортера имеет как большое число расположенных на донной стороне направляющих, так и большое число головных направляющих для емкостей.
Емкостями в смысле изобретения являются, например, ПЭТ-бутылки, т.е. в числе прочего бутылки, банки, тубы, сосуды - из металла, стекла и/или пластмассы, а также и другая тара, в частности такая, которая пригодна для затаривания жидких или вязких продуктов, а также емкости, которые уже объединены в группы (комбинированная групповая упаковка). Емкости групповой упаковки находятся в невложенном положении.
«Адгезивными или клеящими веществами» в смысле изобретения являются среди прочего все материалы или массы, посредством которых возможно клеевое соединение между емкостями, в частности соединения, материалы или массы, которые будучи нанесенными в жидком или вязкотекучем состоянии образуют самоклеящийся слой и/или при приложении давления, и/или путем подвода энергии, и/или после отверждения или сшивания (также путем подвода энергии) образуют клеевое соединение. «Адгезивными или клеящими веществами» в смысле изобретения являются среди прочего также многослойные материалы, например таковые, по меньшей мере, из одного несущего материала, который покрыт материалом, с использованием которого возможно клеевое соединение между емкостями, следовательно, являющиеся активными в адгезивном и/или клеящем отношении, по меньшей мере, с двух сторон. Такие адгезионные или клеящие вещества могут называться «прокладками». «Клеящая» емкость имеет в смысле изобретения адгезионное или клеящее вещество или обеспечена слоем адгезионного или клеящего вещества. Адгезионное или клеящее вещество предпочтительно выбирается таким, что емкости могут вручную и без разрушений выниматься из групповой упаковки или отделяться друг от друга. Не исключается, что жидкое клеящее вещество наносится наносящими элементами. Возможно, что наносится слабовязкое УФ-отверждаемое вещество. Пригодным был бы также горячий клей, который, однако, очень быстро охлаждается, и, следовательно, не исключено, что может терять свои клеящие свойства до того, как емкости групповой упаковки будут в достаточной степени склеены друг с другом. УФ-отверждаемое клеящее вещество обеспечивает также преимущества в отношении очень простого придания ему желательных свойств. Соответствующий пункт отверждения или участок отверждения целесообразно предусматривать после наносящих элементов стационарно или вдоль линейного транспортера сверху или, при необходимости, также снизу. Пунктом отверждения может быть, например, туннель с УФ-облучением. Пункт отверждения предпочтительно расположен после звездочного транспортера, предпочтительно у линейного транспортера.
Целесообразно, если звездочный транспортер имеет главную звездочку, вводящее устройство и выводящее устройство. Вводящее устройство может быть исполнено в виде вводящей звездочки, при этом выводящее устройство может быть исполнено в виде выводящей звездочки. Вводящее устройство обеспечивает соответствие входящего потока емкостей шагу зацепления главной звездочки, так что емкости могут без проблем передаваться главной звездочке. Выводящим устройством емкости могут с заранее заданным интервалом транспортироваться дальше.
Предпочтительно, если донные направляющие исполнены в виде вращающихся тарелок, при этом головные направляющие имеют на стороне удержания захватывающие или центрирующие патроны или исполнены в виде таковых. Емкость, таким образом, в некотором роде зажата между вращающейся тарелкой и захватывающим или центрирующим патроном и удерживается в устойчивом положении. Вращающейся тарелкой и головной направляющей может обеспечиваться дополнительное к вращению вокруг оси главной звездочки вращение отдельной емкости. Является целесообразным поворачивать емкость на пути ее транспортировки вокруг оси вращения главной звездочки относительно нее, так что в окружном направлении емкости могут предусматриваться несколько плоскостей контакта или касания емкости с адгезионным или клеящим веществом. Целесообразным при этом является также, если предусмотрены несколько наносящих элементов, которые в направлении вращения главной звездочки следуют друг за другом. Посредством вращающихся тарелок находящиеся на них емкости могут, кроме того, ориентироваться более оптимально с учетом определенных признаков емкостей и/или признаков оформления, следовательно, например, с учетом так называемых тиснений и затем специфично для емкости, следовательно, обеспечиваться адгезионным и клеящим веществом так, чтобы емкости групповой упаковки были ориентированы в групповой упаковке с абсолютно идентичным размещением относительно друг друга.
В предпочтительном осуществлении может быть предусмотрено, что два наносящих элемента расположены друг над другом, причем последующие наносящие элементы также расположены друг над другом. Таким образом, наносящий элемент может всегда обрабатывать адгезионным или клеящим веществом только одну область емкости, следовательно, один участок контактной и касательной поверхности. Естественно, наносящие элементы могут, например, при напыляющем или напрыскивающем нанесении адгезионного или клеящего вещества быть регулируемыми, то есть регулируемыми по своему наклону относительно любой оси пространства. Само собой разумеется, наносящие элементы, по меньшей мере, на одном частичном участке быть также ведомыми совместно с соответствующей емкостью, что, однако, не является обязательно необходимым.
За звездочным транспортером, предпочтительно за главной звездочкой или выводящим устройством, непосредственно следует линейный транспортер, который, например, выполняет роль отделяющего или уплотняющего участка, причем емкости объединяются в групповые упаковки и транспортируются дальше и причем неподвижные и/или подвижные направляющие элементы могут быть предусмотрены с каждой боковой стороны линейного транспортера, и причем могут быть предусмотрены поводковые элементы, каждый из которых соотнесен с одной групповой упаковкой.
Направляющие элементы могут называться также ограждениями, которые направляют или поддерживают групповые упаковки или емкости групповых упаковок в промежутке между собой. Допускается исполнять направляющие элементы неподвижными. Но возможно также и исполнение совместно движущихся направляющих элементов, так что емкости или групповые упаковки не имеют относительной скорости по отношению к расположенным по боковым сторонам направляющим элементам. Расположенные сбоку направляющие элементы могут оказывать боковое давление, которое нужно для клеевого соединения емкостей групповой упаковки. Другими словами, направляющие элементы выполняют не только функцию направления и опоры, но и функцию воздействия на емкости силой, которая перпендикулярно направлению транспортировки уплотняет или приближает друг к другу, придавливает или прижимает друг к другу емкости или групповую упаковку, чтобы таким образом можно было создать достаточное клеевое соединение.
В предпочтительном осуществлении поводковые элементы расположены поперек направления транспортировки и полностью пересекают линейный транспортер, причем поводковые элементы в направлении транспортировки расположены позади групповой упаковки, так что поводковые элементы в некотором роде толкают групповую упаковку перед собой. Посредством этого с получением преимущества прилагается сила, которая способствует соединению емкостей друг с другом в совпадающем с направлением транспортировки или противоположном ему направлении или уплотнению. Чтобы улучшить соединение емкостей групповой упаковки друг с другом не только в поперечном к направлению транспортировки, но и в совпадающем с ним направлении, поводки в направлении транспортировки могут придавать емкостям или групповой упаковке относительную скорость относительно транспортера. Если скорость подачи поводкового элемента или поводковых элементов больше скорости перемещения линейного транспортера, он вызывает сдвигание или скольжение емкостей или групповой упаковки от входной стороны в направлении выходной стороны. Понятно, что толкающая сила может существенно укреплять клеевое соединение. В предпочтительном осуществлении поводковые элементы могут быть исполнены в виде штанги, то есть в виде поводковой штанги. Кроме того, поводковые элементы могут быть самоприводными и/или находиться в соединении с направляющими элементами. Вследствие этого направляющие элементы могли бы приобрести в дополнение к уже упомянутым функциям в некотором роде еще и направляющую функцию для поводковых элементов. Если направляющие элементы предусмотрены приводными, то есть вращающимися, вполне соответствует смыслу изобретения жестко прикреплять поводковые элементы к направляющим элементам, при этом посредством привода направляющих элементов могла бы вызываться упомянутая выше относительная скорость. Направляющие элементы могли бы также быть регулируемыми в поперечном направлении, так что устройство может быть регулируемым также с расчетом на разные размеры емкостей. Поступательная скорость линейного транспортера, направляющих элементов и/или поводковых элементов может быть регулируемой индивидуально, для чего ко всей установке могут подключаться соответствующие центральные управляющие устройства или центральные управляющие блоки.
Имеется возможность обеспечивать групповую упаковку и несущим элементом, например ручкой, для чего могут предусматриваться соответствующие устройства, которые расположены в направлении потока на стороне выноса или в соответствующем месте на линейном транспортере. Естественно, несущий элемент может прикрепляться к групповой упаковке вышеупомянутым адгезионным или клеящим веществом.
Изобретение таким образом предлагает устройство для изготовления групповой упаковки, которое, несмотря на исключение охватывающей пленки и/или несмотря на исключение обвязочной ленты, простым способом предотвращает попадание емкости при транспортировке во вложенное положение, причем и после выемки одной или нескольких емкостей из групповой упаковки сохраняется или может снова восстанавливаться соединенность оставшихся в групповой упаковке емкостей. За счет исключения пленки или обвязочной ленты (беспленочная групповая упаковка бутылок) в окружающую среду не попадают отходы, причем вследствие этого сберегаются ресурсы, обычно расходуемые при изготовлении из синтетических материалов пленок или обвязочных лент. Емкости групповой упаковки во время транспортировки, то есть во время непрерывной работы устройства для изготовления групповых упаковок или упаковочной машины склеиваются непосредственно друг с другом. К тому же беспленочная групповая упаковка бутылок может быть реализуемой при минимальном расходе клеящего вещества, который обеспечивает достаточное соединение отдельных емкостей друг с другом.
Как уже рассмотрено выше, емкости могут ориентироваться, например, с учетом оформительских признаков. Возможно, что функцией ориентирования наделяется специальная ориентирующая звездочка, которая установлена перед главной звездочкой. Потоки емкостей могут подводиться к ориентирующей звездочке подводящей звездочкой, причем подводящая звездочка соответствует вышеупомянутой звездочке. Между ориентирующей звездочкой и главной звездочкой предпочтительно расположена передающая звездочка, которая в другом предпочтительном осуществлении может иметь размеры подводящей звездочки и/или вышеупомянутой отводящей звездочки. На ориентирующей звездочке установлены распознающие системы, то есть, например, камерные системы, которые регистрируют фактическое выявленное положение, например, этикеток и/или тиснений, и/или других признаков. Полученные данные передаются обрабатывающему устройству, в котором сравниваются с сохраненными номинальными данными, так что головные или донные направляющие, как, например, захватывающие патроны или вращающиеся тарелки, могут осуществлять надлежащую ориентировку соответствующей емкости в желаемое номинальное положение. Такое ориентирование известно, например, для этикетировочных машин, в которых, например, бутылки ориентируются так, что этикетки на них наносятся с одинаковой ориентацией. Ориентированием или ориентирующей звездочкой целенаправленно можно достигать того, что емкости с этикетками и/или другими оформительскими признаками помещаются в формируемую групповую упаковку в одинаково ориентированном положении, так как емкости в ориентирующей звездочке переводятся в соответствующее номинальное положение, причем ориентированная в индивидуальном номинальном положении емкость в последующем в главной звездочке обрабатывается описанным выше способом. Ориентированная в номинальном положении емкость остается в таковом на протяжении всего пути ее транспортировки.
Следует учесть, что могут обрабатываться емкости разных размеров или форматов. Если при необходимости предстоит смена формата, производственные параметры и компоненты должны адаптироваться к новому формату емкости. Например, могла бы производиться замена вводящих, переводящих и/или выводящих звездочек, причем изобретением намеренно предусмотрено исполнять ориентирующую и/или главную звездочки с перемещаемыми главными осями, так что ориентирующая звездочка и/или главная звездочка, несмотря на изменение формата, может оставаться в обрабатывающей установке со своими компонентами. Главные оси главной звездочки и/или ориентирующей звездочки при настройке на новый формат емкости предпочтительно могут устанавливаться с возможностью перемещения вдоль направления транспортера или в поперечном к нему направлении. Головные и/или донные направляющие предпочтительно выполнены с возможностью универсального использования.
В смысле изобретения целесообразно также, если звездочный транспортер или его компоненты, предпочтительно главная звездочка и/или ориентирующая звездочка, исполнены с опорной колонной, в которую интегрирован приводной элемент. Приводной элемент предпочтительно исполнен в виде регулируемого электромотора. Опорная колонна, конечно же, может, как было указано ранее, быть перемещаемой вдоль переставляемых осей, чтобы ориентироваться, например, в соответствии со сменой формата. Вместо линейного подвода емкости могут подводиться также посредством транспортирующей звездочки для каждого потока емкостей.
Развития, преимущества и возможности применения изобретения вытекают также из последующего описания вариантов осуществления и из фигур. При этом объектом изобретения по сути являются все описанные и/или наглядно отображенные признаки сами по себе или в любой комбинации независимо от их краткого изложения в пунктах формулы изобретения или их обратной ссылки. Содержание пунктов также считается составной частью описания.
Изобретение поясняется чертежами, на которых представлено следующее:
фиг. 1 - перспективный вид части устройства для изготовления групповой упаковки с шестью изделиями или емкостями;
фиг. 2 - вид сверху части по фиг. 1;
фиг. 3 - вид сбоку части устройства по фиг. 1;
фиг. 4 - примерное осуществление отделительного или уплотнительного участка в виде линейного транспортера;
фиг. 5 - вид сверху части по фиг. 1 с установленной впереди ориентирующей звездочкой и находящимся позади отделительным или уплотнительным участком;
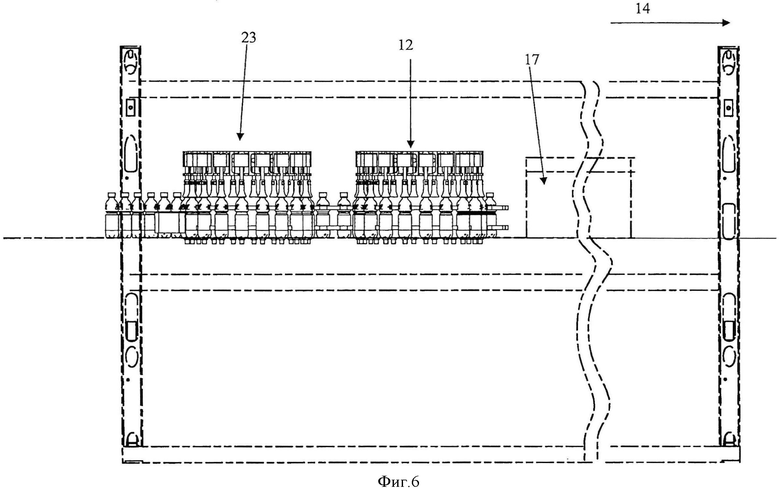
фиг. 6 - боковой вид части по фиг. 5;
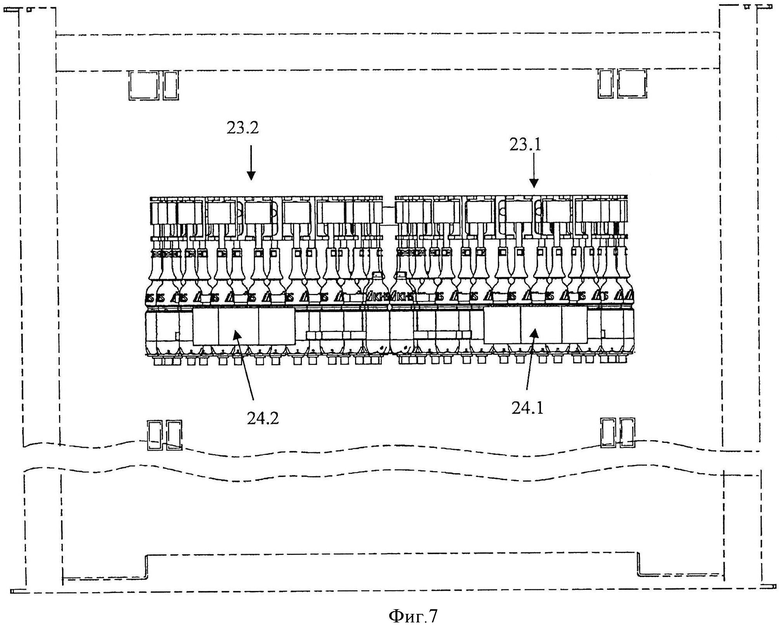
фиг. 7 - фронтальный вид части по фиг. 5 с входной стороны;
фиг. 8 - схематическое изображение устройства для изготовления групповой упаковки в виде электромагнитного линейного бесконечного транспортера;
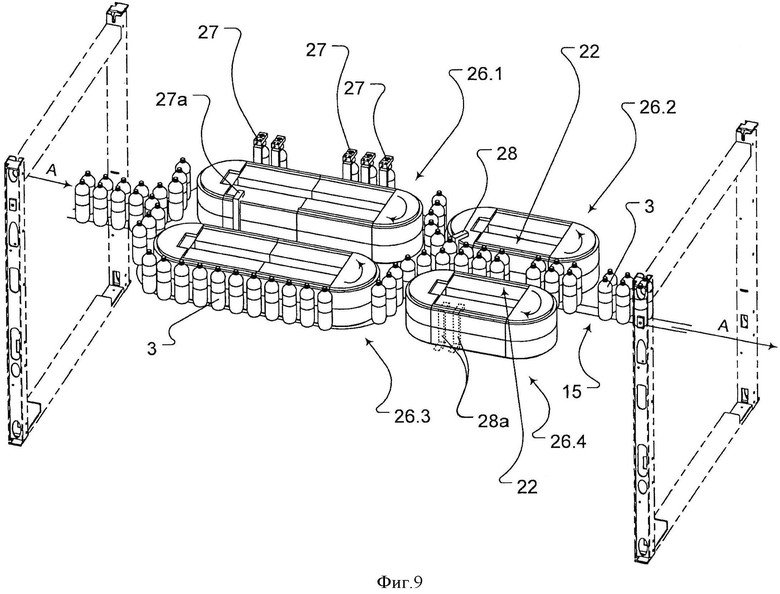
фиг. 9 - устройство в перспективном отображении.
В разных фигурах одинаковые части всегда помечены одними и теми же ссылочными обозначениями, поэтому последние, как правило, также описываются только один раз.
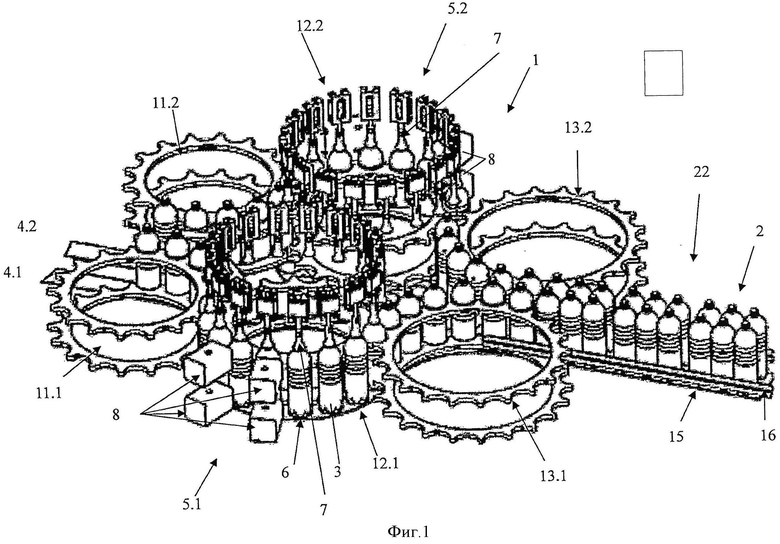
Фигура 1 показывает часть устройства 1 (или упаковочной машины) для изготовления групповых упаковок 2 из емкостей 3, причем на передней площадке из широкого потока емкостей емкости 3 направляются, как отображено в качестве примера, в два одноручьевых потока 4.1 и 4.2 емкостей, в каждом из которых емкости 3, например, в отношении их признаков как таковых и/или признаков оформления, имеют случайную ориентацию.
Для каждого из потоков 4.1 и 4.2 емкостей предусмотрено по одному звездочному транспортеру 5 или 5.1 и 5.2, причем соответствующий звездочный транспортер 5 имеет большое число донных направляющих 6 и головных направляющих 7 для емкостей 3, причем наносящие элементы 8 расположены на звездочном транспортере или на его главной звездочке 12 или 12.1 и 12.2, причем емкости 3 далее по ходу звездочного транспортера 5 объединяются в групповую упаковку 2.
Емкости 3 транспортируются от входной стороны 9 в направлении выходной стороны 10 (осевое направление 14 транспортировки), причем на звездочном транспортере 5 предусмотрены наносящие элементы 8 для нанесения адгезионного или клеящего вещества и причем емкости 3 в направлении движения звездочного транспортера 5 сводятся в единую групповую упаковку 2 и транспортируются в направлении стороны 10 выноса.
На фигуре 1 показано, что каждый звездочный транспортер 5 или 5.1 и 5.2 имеет вводящее устройство 11 или 11.1 и 11.2, главную звездочку 12 или 12.1 и 12.2 и выводящее устройство 13 или 13.1 и 13.2 для соответствующего ручья 4.1 и 4.2 емкостей. Вводящее устройство 11 исполнено в виде вводящей звездочки, при этом выводящее устройство 13 исполнено в виде выводящей звездочки. Поскольку для каждого из ручьев 4.1 и 4.2 емкостей предусмотрено по одному звездочному транспортеру 5, на фигурах они или их компоненты помечены сопутствующим числом 1 или 2, чтобы отразить соотнесенность с соответствующим ручьем 4.1 или 4.2 емкостей. Соответствующие компоненты, конечно, идентичны друг другу.
Как примерные, донные направляющие 6 на главной звездочке 12 исполнены в качестве вращающихся тарелок, причем головные направляющие 7 на стороне удержания имеют захватывающие патроны или центрирующие патроны или исполнены в виде таковых. Соответствующая емкость 3, следовательно, неподвижно удерживается, так сказать, между вращающейся тарелкой 6 и захватывающим патроном 7. Вращающиеся тарелки и захватывающие или центрирующие патроны известны, например, из этикетировочных машин.
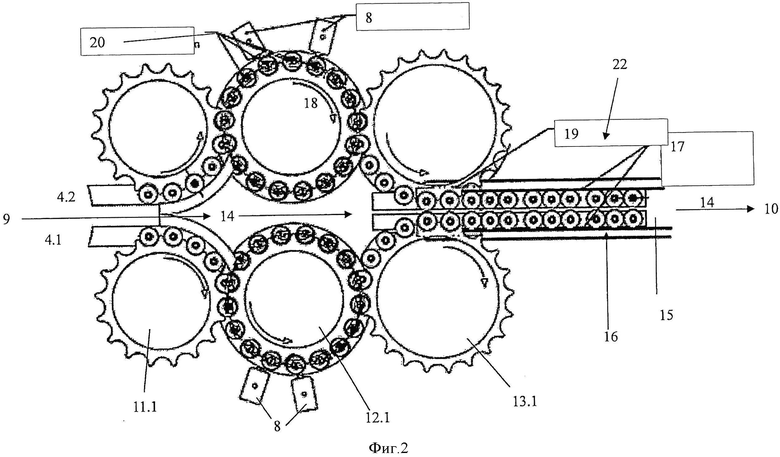
Как видно на фигурах 1 и 2, на главной звездочке 12 предусмотрены несколько наносящих элементов 8, которые в направлении вращения (стрелка 18) главной звездочки 12 следуют друг за другом. Посредством вращающихся тарелок 6 находящиеся на них емкости могут к тому же еще ориентироваться удобным способом с учетом определенных признаков емкостей и/или оформления, то есть, например, с учетом тиснений, и после этого на емкости с учетом их особенностей наносится адгезионное и клеящее вещество, чтобы емкости 3 групповой упаковки 2 были включены в групповую упаковку 2 абсолютно одинаково ориентированными относительно друг. Вращение емкостей 3 может производиться, однако, и просто только с той целью, чтобы нанести адгезионное или клеящее вещество на емкость или на емкости 3 в окружном направлении на нескольких контактирующих или соприкасающихся поверхностях. Ориентирование или вращение, например, перед наносящими элементами 8 и/или между следующими в направлении 19 вращения наносящими элементами 8 показано ссылочным обозначением 20 на фигуре 2.
В предпочтительном осуществлении может быть предусмотрено, что два наносящих элемента 8 могут быть расположены друг над другом, причем последующие наносящие элементы 8 также расположены друг над другом. Таким образом, наносящий элемент 8 может наносить адгезионное или клеящее вещество всегда на одну область емкости, следовательно, всегда на один участок контактной или соприкасающейся поверхности. Конечно, наносящие элементы 8 при нанесении адгезионного или клеящего вещества способом напыления или набрызгивания могут, например, быть регулируемыми, следовательно, переставляемыми в отношении наклона относительно любой пространственной оси. Наносящие элементы 8 могут, по меньшей мере, на протяжении части пути перемещаться вместе с соответствующими емкостями 3, что, однако, не является обязательно необходимым.
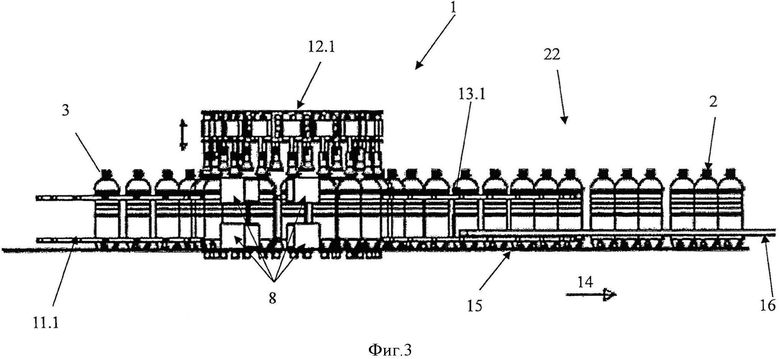
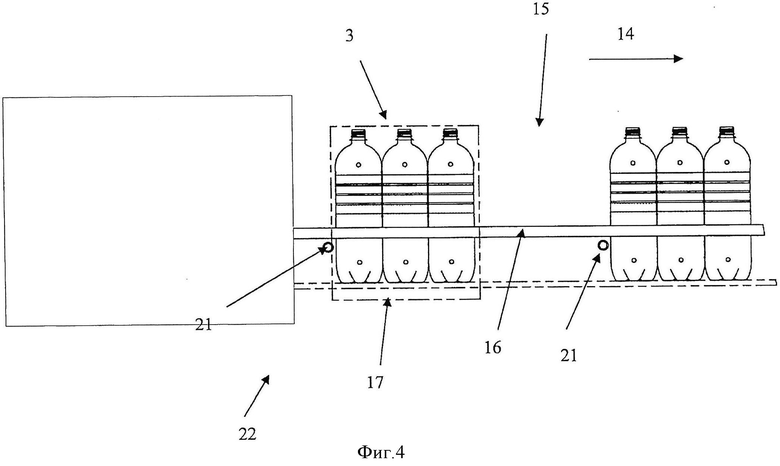
Непосредственно вслед за отводящим устройством 13 или за обеими отводящими звездочками 13.1 и 13.2 расположен линейный транспортер 15, который выполняет функцию участка 22 отделения и/или уплотнения. Отводящее устройство 13 или обе отводящие звездочки 13.1 и 13.2 объединяют подлежащие оклейке емкости 3 и передают подлежащие оклейке емкости 3 попарно на линейный транспортер 15, что отображено на фигуре 2 ссылочным обозначением 19. При этом сначала каждые две подлежащие оклейке емкости 3 прижимаются контактирующими или касающимися поверхностями друг к другу, причем линейный транспортер 15 может быть исполнен так, что обеспечивается объединение нескольких, например трех, пар емкостей в групповую упаковку 2, которая включает в себя шесть емкостей 3. Для этого линейный транспортер 15 может иметь поводковые элементы 21, причем могут предусматриваться к тому же еще боковые направляющие элементы 16, как это можно видеть на фигуре 4.
За звездочным транспортером 5 или отводящим устройством 13 расположен, следовательно, линейный транспортер 15, причем с боковых сторон линейного транспортера могут быть предусмотрены неподвижные и/или подвижные направляющие элементы 16 и причем могут быть предусмотрены поводковые элементы 21, каждый из которых соотнесен с соответствующей групповой упаковкой 2. Поводковые элементы 21 могут обеспечивать совместное перемещение вдоль осевого направления 14 транспортировки, следовательно, прижатие друг к другу емкостей 3 групповой упаковки 2. Направляющие элементы 16 могут прилагать к емкостям 3 прижимную силу перпендикулярно направлению транспортировки 14, так что лучшие условия для клеевого соединения создаются и в поперечном направлении.
Если необходим пункт 17 отверждения, например, с осуществлением в виде пункта отверждения для УФ-отверждаемого клеящего вещества, таковой установлен целесообразно у линейного транспортера 15.
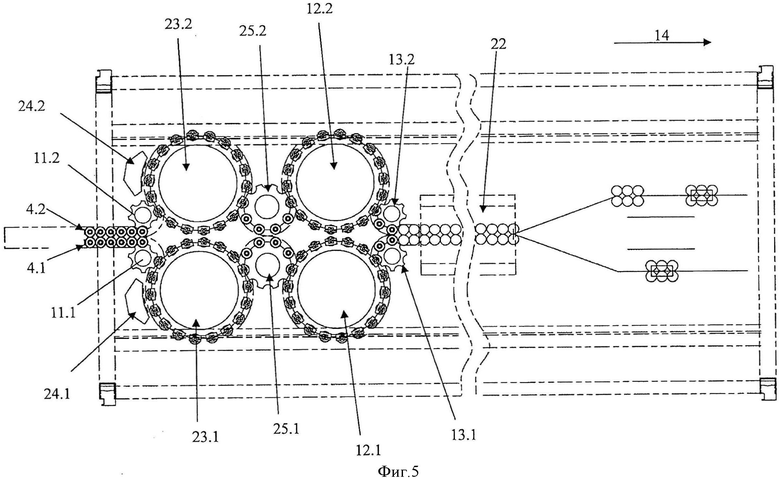
Как уже упомянуто выше, ориентирование емкостей 3 в нужное положение может происходить вдоль транспортного пути главной звездочки 12.1 или 12.2. В показанном на фигурах 5-7 варианте осуществления ориентирование проводится у ориентирующей звездочки 23.1 и 23.2, которая установлена перед соответствующей главной звездочкой 12.1 и 12.2. Емкости 3 потоков 4.1 и 4.2 подводятся к ориентирующим звездочкам 23.1 или 23.2 соответствующими вводящими звездочками 11.1 или 11.2. У ориентирующей звездочки 23.1 или 23.2 установлена распознающая система 24.1 или 24.2 в примерном исполнении в виде камерной системы. Между ориентирующей звездочкой 23.1 или 23.2 и главной звездочкой 12.1 или 12.2 соответственно установлена передающая звездочка 25.1 или 25.2, которая в другом предпочтительном осуществлении может иметь размеры вводящей звездочки 11.1 или 11.2 и/или вышеупомянутой выводящей звездочки 13.1 или 13.2. Примерные камерные системы 24.1 или 24.2 регистрируют фактически наличествующее местоположение, например, этикеток, и/или тиснений, и/или других признаков. Фактические на момент регистрации данные передаются обрабатывающему блоку, в котором сравниваются с заложенными целевыми данными, так что головные или донные направляющие, как, например, захватывающие патроны 7 или вращающиеся тарелки 6, могут осуществлять необходимый перевод соответствующей емкости 3 в желательное номинальное положение. Установленная в номинальное положение емкость 3 остается в таковом на протяжении своего транспортного пути. Поток групповых упаковок на дальнейшем протяжении участка 22 выделения или уплотнения разделяется, например, на два параллельных потока групповых упаковок, как в качестве примера показано на фигуре 5.
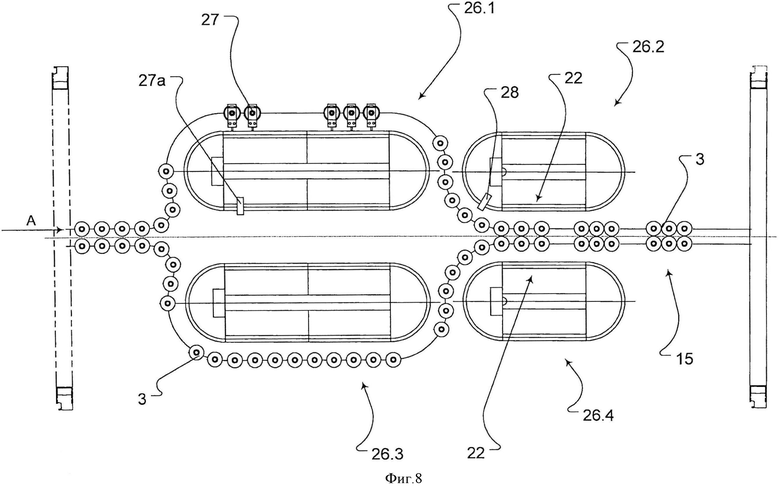
В одном из улучшенных вариантов осуществления устройства (фиг. 8, 9) звездочный транспортер заменен на бесконечно обращающиеся транспортирующие системы, которые исполнены в виде линейных приводов, у которых предусмотрены обращающиеся и электроприводные тележки. При этом направляющие емкости, относящиеся к одной емкости 3, как, например, донная направляющая 6 и/или головные направляющие 7, установлены на такой несущей тележке 27. Кроме того, на несущей тележке 27 с обеспечением преимущества предусмотрены приводы для вращения емкостей 3 вокруг их вертикальной оси.
Особенно предпочтительно работают линейные приводы 26 по принципу электромагнитного линейного привода, так что каждая транспортирующая тележка 27 может приводиться в действие, по меньшей мере, на протяжении участков в окружной области линейного привода 26 независимо от других несущих тележек.
Неподвижная часть линейного привода 26 образует при этом направляющую для подвижных транспортных тележек, причем в направлении движения или транспортировки тележек предусмотрено большое число следующих друг за другом магнитных полюсов с относящимися к ним индивидуально управляемыми обмотками, а также предусмотрены постоянные магниты на или в транспортирующих тележках 27. Такого рода линейный привод предлагается на рынке под маркой «PackTrak», например, фирмой Siemens AG.
Фигура показывает схематично такую конструкцию из двух электромагнитных линейных приводов 26.1 и 26.2 для одного ряда емкостей (верхний на фигуре 8) и линейный привод 26.3 и 26.4 для нижнего ряда емкостей на фигуре 8. Оба ряда емкостей входят аналогично вышеупомянутым примерам двумя рядами и принимаются обегающими линейными приводами 26.1 и 26.3 или их несущими тележками 27. Предусматриваемый при необходимости еще вводящий или передающий элемент 29 обозначен в виде круга. Естественно, подводы емкостей в направлении А транспортировки могут устанавливаться и таком образом, что они входят соосно с прямыми или касательно к закруглениям линейного транспортера 26.
Показанные лишь схематично несущие тележки 27 несут емкости 3. Регистрирование углов места и поворота, ориентирование и обработка емкостей 3 происходят аналогично вышеупомянутым примерам и исполнениям, в частности соответственно фигурам 1-7.
Ссылочными обозначениями 27а и 28а отмечены несущие тележки, которые находятся на механизме обратного хода, чтобы снова принимать емкость 3 или воздействовать на нее. Приводы для вращательного движения емкостей 3, а также вышеописанные пункты обработки и агрегаты по этой причине также не изображены и не описаны в очередной раз, поскольку следует выбирать аналогичное оформление и позиционирование.
Особенность показанного в настоящем документе решения состоит в том, что задние линейные приводы 26.2 и 26.4 или их несущие тележки 28 (изображены схематически только три) могут действовать таким образом, что емкости 3 в области входа (переход, например, от 26.1 к 26.2) еще удерживаются на удалении друг от друга, чтобы предотвратить преждевременное сближение и нежелательное склеивание. Далее создаются желаемые группы емкостей (в данном случае, например, 6 емкостей - по три емкости каждого из двух рядов) в области прямолинейных участков, которые представляют собой участок 22 отделения и/или уплотнения таким образом, что соответствующим способом ускоряются или замедляются относительно друг друга емкости 3 или частичные группы емкостей.
Например, сначала местами скрепления поперек направления транспортировки могут приводиться в контакт две соседние емкости (при необходимости после предшествующего регистрирования и ориентирования мест адгезии и склеивания), и эти ставшие соединенными группы емкостей затем соответствующим образом ускоряются или замедляются, чтобы достичь желательного уплотнения и прижатия друг к другу с соседними в направлении транспортировки частичными группами емкостей. Емкости при этом в идеале удерживаются с исключением возможности вращения до тех пор, пока не произойдет достаточное отверждение и/или высыхание.
Созданные так групповые упаковки или группы емкостей в завершение всего могут отправляться на линейный транспортер 15.
В показанном примере фигур 8 и 9 емкость транспортируется несомой несущими тележками 27 и установленной с возможностью вращения только в области линейного привода 26.1 или 26.3. После передачи или перевода в область захвата задних линейных приводов 26.2 и 26.4 емкости 3 в идеале удерживаются еще только с исключением возможности вращения, поскольку при знании углового положения мест адгезии и приклеивания больше уже нет необходимости во вращении емкостей 3 вокруг вертикальной оси и оно больше нежелательно. При этом преимущества обеспечивает несущее захватное перемещение емкостей 3 или двигающая транспортировка по пригодной для этого опорной поверхности, в идеале по металлическому основанию.
Улучшенный вариант исполнения линейного привода 26 или его транспортных тележек 28 заключается в том, что средства захвата и удержания, которыми фиксируются емкости 3, являются перемещаемыми и приводными поперек основного направления А транспортировки. Это улучшает склеивание соседних емкостей, так как таким образом исключается любое вращательное движение.
Следует учесть, что узел может быть скомпонован и таким образом, что в качестве линейного транспортера может исполняться только главная звездочка согласно фигурам 1-5 или только выходная звездочка вышеупомянутого типа, в частности, имеющего электромагнитный привод линейного транспортера с независимо управляемыми и приводными тележками.
Изобретение относится к устройству для изготовления групповых упаковок, причем из широкого потока емкостей посредством коридорного деления емкости направляют в несколько одноручьевых потоков емкостей, включающему в себя одно- или многоручьевое подведение емкостей или одно- или многоручьевые потоки емкостей, по меньшей мере, одну вращающуюся вокруг центральной оси главную звездочку звездочного транспортера, по меньшей мере, с одним наносящим элементом в области звездочного транспортера, посредством которого может наноситься, по меньшей мере, одно адгезионное или клеящее вещество и/или, по меньшей мере, один слой адгезионного или клеящего вещества на емкости или у емкости . Предусмотрен, по меньшей мере, один звездочный транспортер для каждого из потоков емкостей. Главная звездочка звездочного транспортера имеет большое число донных направляющих и/или головных направляющих для емкостей. Непосредственно за главной звездочкой или выводящим устройством предусмотрен узел отделения и/или узел уплотнителя или участок отделения и/или уплотнителя для группирования и уплотнения, а также временного прижимания заранее заданного числа емкостей, посредством которого емкости в направлении движения звездочного транспортера объединяются в групповую упаковку и транспортируются далее. Использование данного изобретения - в исключении попадания изделий при транспортировке во вложенное положение. 6 з.п. ф-лы, 9 ил.
1. Устройство для изготовления групповых упаковок (2), включающее в себя одно- или многоручьевой подвод емкостей или одно- или многоручьевые потоки (4.1 и 4.2) емкостей, по меньшей мере, одну выполненную с возможностью вращения вокруг центральной оси главную звездочку (12) звездочного транспортера (5), по меньшей мере, с одним наносящим элементом (8) в области звездочного транспортера (5), посредством которого может наноситься, по меньшей мере, одно адгезионное или клеящее вещество и/или, по меньшей мере, один слой адгезионного или клеящего вещества на емкости или у емкости (3), отличающееся тем, что звездочный транспортер (5) предназначен для каждого из потоков (4.1 и 4.2) емкостей, причем главная звездочка (12) звездочного транспортера (5) имеет множество донных направляющих (6) и/или головных направляющих (7) для емкостей (3), причем непосредственно за главной звездочкой (12) или выводящим устройством (13) расположен отделяющий и/или уплотняющий узел или участок (22) отделения или уплотнения для группирования и уплотнения, а также временного прижимания заранее заданного числа емкостей (3), посредством которого емкости (3) в направлении движения звездочного транспортера (5) объединяются в групповую емкость и продолжают транспортироваться.
2. Устройство по п. 1, отличающееся тем, что главная звездочка (12) звездочного транспортера (5) имеет большое число донных направляющих (6) и головных направляющих (7) для емкостей.
3. Устройство по п. 1 или 2, отличающееся тем, что за звездочным транспортером (5) расположен линейный транспортер (15), который функционирует в качестве участка (22) отделения и уплотнения и на котором емкости (3) объединяются в групповые упаковки (2) и продолжают транспортироваться.
4. Устройство по п. 1 или 2, отличающееся тем, что донные направляющие (6) выполнены в виде вращающихся тарелок, причем головные направляющие (7) имеют захватывающие и центрирующие патроны или выполнены в виде таковых.
5. Устройство по п. 1 или 2, отличающееся тем, что наносящие элементы (8) расположены в направлении вращения главной звездочки (12) последовательно друг за другом.
6. Устройство по п. 1 или 2, отличающееся тем, что, по меньшей мере, два наносящих элемента (8) установлены друг над другом.
7. Устройство по п. 1 или 2, отличающееся тем, что перед главной звездочкой (12.1 или 12.2) установлена ориентирующая звездочка (23.1 или 23.2).
| Электропривод с частотно-токовым управлением | 1987 |
|
SU1495973A1 |
| Устройство для группирования и укладки бутылок в тару | 1983 |
|
SU1126501A1 |
| WO2004071891A2, 16.08.2004 | |||
| US7065938B2, 27.06.2006. | |||

