2420-165315RU/040
Область техники, к которой относится изобретение
Настоящее изобретение относится к резьбовому соединению между резьбовой охватываемой деталью и резьбовой охватывающей деталью, применимому ко всем типам резьбовых соединений, таких как, например, резьбовые соединения между зубным имплантатом и винтом, используемые для поддерживания искусственного зуба, и т.д.
Предшествующая техника
Существуют обычные резьбовые соединения между охватываемой деталью с резьбовым профилем, составленным рядом витков, и охватывающей деталью с резьбовым профилем, составленным рядом витков, в которых отсутствует зазор между резьбовыми профилями охватываемой детали и охватывающей детали, т.е. резьбовые профили обеих деталей полностью прилегают друг к другу. Анализ этих соединений показал, что распределение напряжения на витках в течение срока полезного использования резьбового соединения приводит к тому, что некоторые витки выдерживают большее напряжение, чем другие. Более конкретно, витки, которые выдерживают большее напряжение, являются первыми витками или витками, самыми близкими к головке винта, или являются витками, расположенными дальше всего от конца винта.
Известны патенты, такие как патенты США 3664540, 2870668, описывающие резьбовые соединения с зазором между резьбовым профилем внешней детали (охватываемой) и внутренней детали (охватывающей) и резьбовым профилем охватывающей детали. Зазор увеличивается линейно для равномерного распределения напряжения или воздействия на все витки приблизительно одинаковых напряжений.
Однако этот линейно увеличивающийся зазор не обеспечивает возможности управления распределением напряжения на всем резьбовом соединении, которое предпочтительно для конкретных применений, в которых желательны резьбовые соединения с различными распределениями напряжения. В этих конкретных применениях ни традиционное резьбовое соединение (в котором первые витки находятся под большим напряжением), ни резьбовое соединение, раскрытое в патенте США 3664540 или патенте США 2870668 (в котором все витки находятся под одинаковым напряжением) не может быть наиболее подходящим. Вместо этого в этих конкретных применениях предпочтительно, чтобы пик напряжения возникал в любом из витков резьбового соединения, даже в заключительных витках. Например, в резьбовых соединениях, используемых в аэронавтике, заключительные витки должны быть наиболее нагруженными для обеспечения сохранения большей части (и, следовательно, продолжения его действия) в случае поломки винта, гарантируя сохранение резьбового соединения. В качестве альтернативы, можно также выполнить резьбовое соединение с обеспечением возникновения повреждения в головке винта и, следовательно, облегчением извлечения винта при его поломке.
Целью настоящего изобретения является создание конструкции резьбового соединения, подходящего для применений, в которых отсутствует необходимость равномерного распределения напряжения, и необходимость наибольшего напряжения первого витка.
Краткое описание изобретения
Объектом настоящего изобретения является резьбовое соединение охватываемой детали и охватывающей детали, имеющих резьбовой профиль, составленный из витков, при этом резьба резьбового профиля охватываемой детали отличается от резьбы резьбового профиля охватывающей детали, и существует управляемый зазор между обеими деталями. Согласно изобретению одна из этих двух деталей (охватываемая или охватывающая) имеет изменяющийся шаг резьбы. Следовательно, резьбовое соединение между обеими деталями имеет зазор, который изменяется нелинейным образом в отличие от зазоров резьбовых соединений, раскрытых в патентах США 3664540, 2870668, в которых шаг резьбы обеих деталей является немного отличным, но всегда постоянным, создавая зазор, который изменяется линейно. Соответственно регулируя конкретную конструкцию шагов резьбы и, следовательно, тип нелинейного зазора, можно управлять распределением напряжения на всем резьбовом соединении в соответствии с интересами каждого конкретного применения. Таким образом, изобретение обеспечивает возможность конфигурировать или выбирать область резьбового соединения, которая будет находиться под большим напряжением, и обеспечивает возможность управлять областью, в которой произойдет нарушение соединения.
Переменный шаг резьбы может быть выполнен в охватываемой детали или в охватывающей детали. Если переменный шаг резьбы применен в охватываемой детали, то он, в общем, является увеличивающимся шагом резьбы, в то время как если он применен в охватывающей детали, то он, в общем, является уменьшающимся шагом резьбы. Другая деталь будет иметь резьбовой профиль с постоянным шагом резьбы.
В данном описании термины "увеличение" и "уменьшение" использованы при рассмотрении резьбового соединения от головки к концу охватываемой детали, которая должна, в общем, быть винтом или подобной деталью.
Предпочтительно, нелинейное изменение зазора представляет по существу параболическое, эллиптическое или полиномиальное изменение n-ой степени. Выбор одного или другого типа зазора зависит от применения изобретения.
Краткое описание чертежей
Признаки изобретения показаны на прилагаемых чертежах, которые не предназначены для ограничения объема изобретения и иллюстрируют следующее:
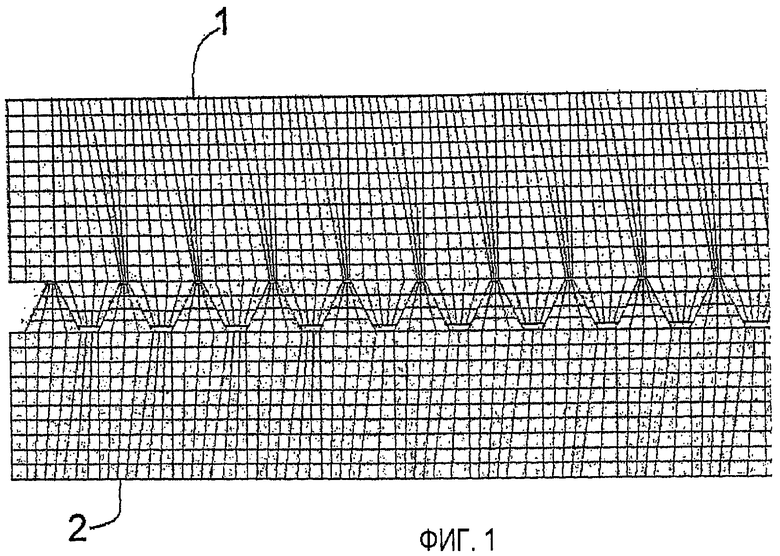
фиг.1 показывает известное резьбовое соединение без зазоров;
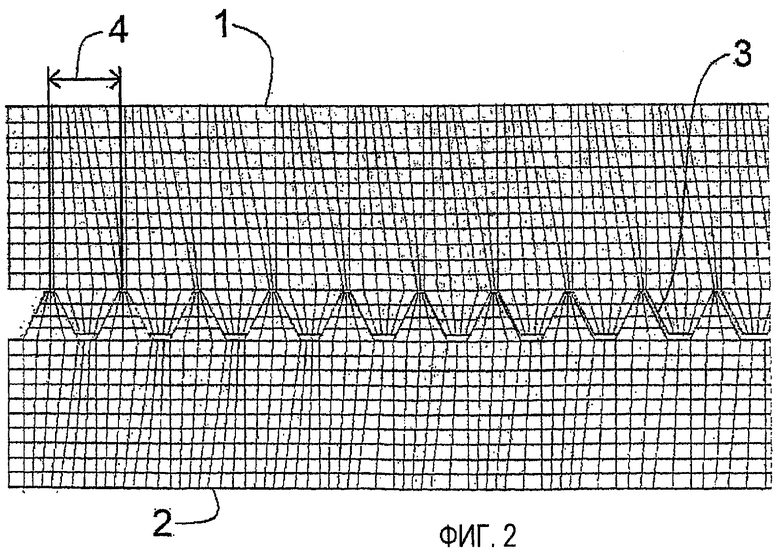
фиг.2 показывает схему резьбового соединения согласно изобретению;
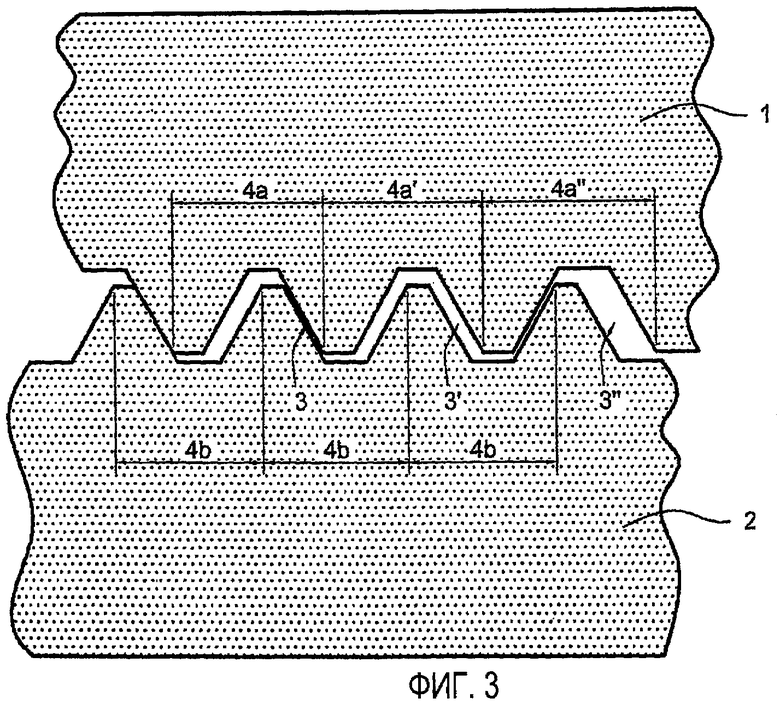
фиг.3 показывает увеличенный вид нескольких следующих друг за другом витков резьбового соединения, показанного на фиг.2;
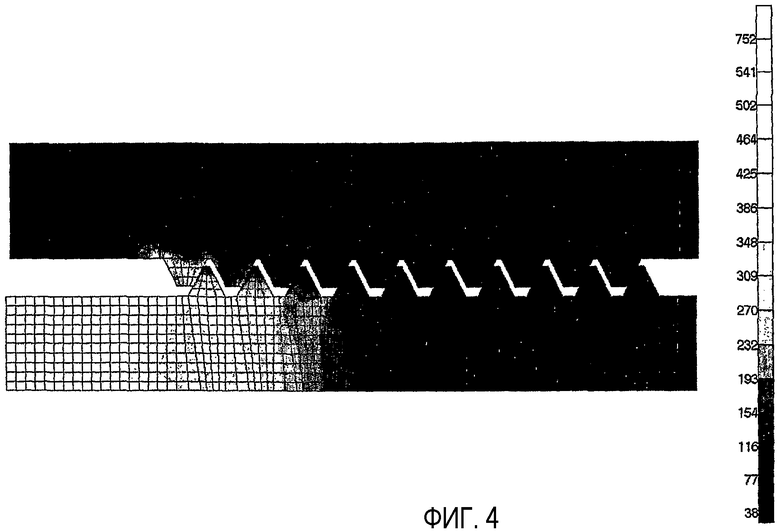
фиг.4 показывает распределение напряжения на всем резьбовом соединении, показанном на фиг.1;
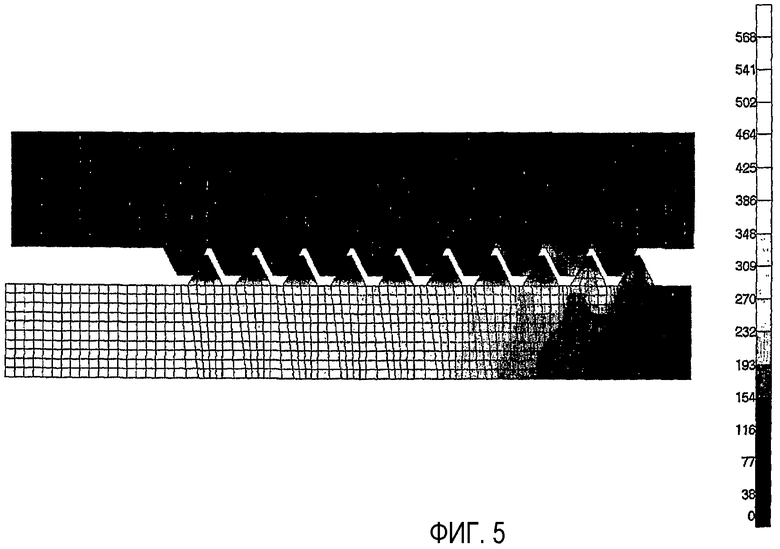
фиг.5 показывает распределение напряжения на резьбовом соединении, показанном на фиг.2;
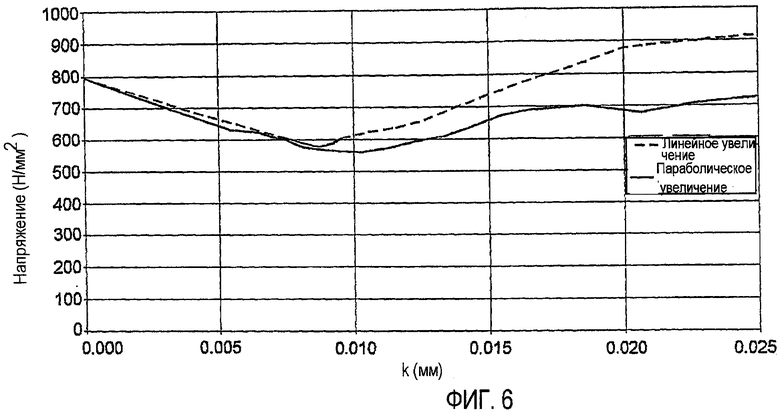
фиг.6 показывает график напряжения относительно зазора;
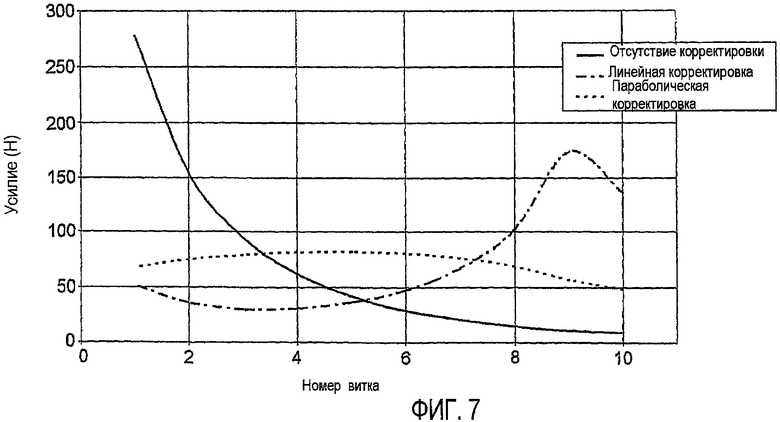
фиг.7 показывает график распределения усилий по всем виткам в известном резьбовом соединении без зазора, в известном резьбовом соединении с линейно увеличивающимся зазором, и в резьбовом соединении согласно изобретению, показанном на фиг.2;
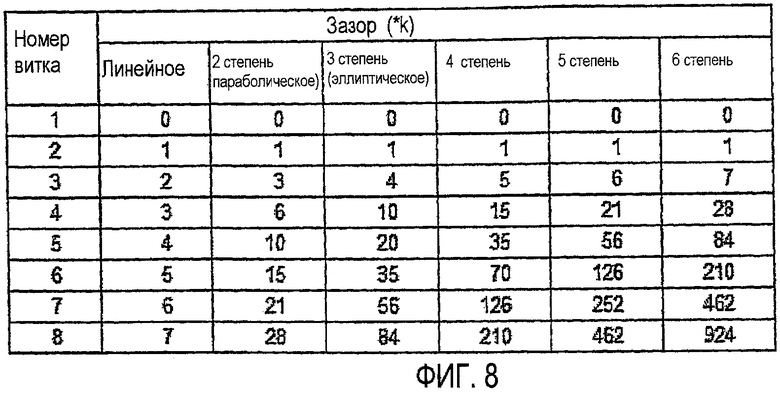
фиг.8 показывает таблицу значений зазоров известного соединения и вариантов осуществления соединения согласно изобретению;
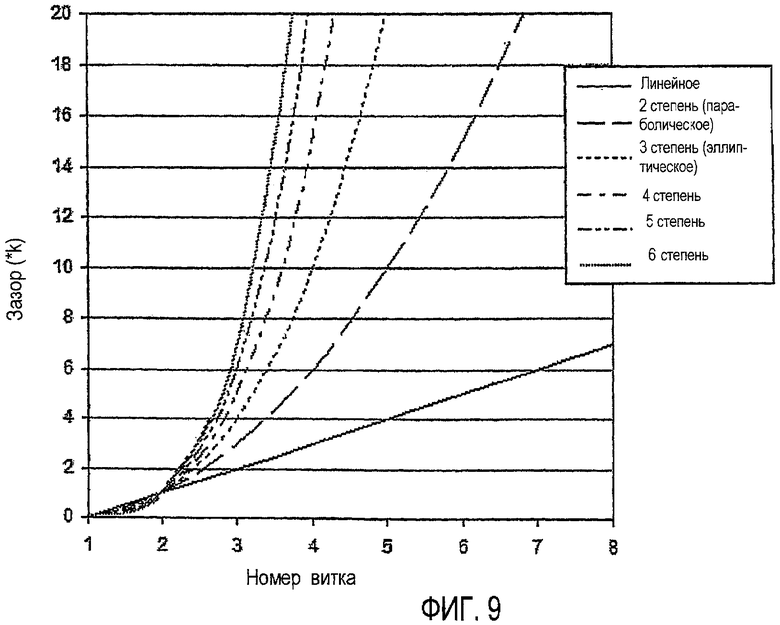
фиг.9 показывает графическое представление зазоров, представленных на предыдущем чертеже.
Подробное описание изобретения
Фиг.1 показывает известное резьбовое соединение охватывающей детали 1 и охватываемой детали 2 без зазоров между обеими деталями (1, 2).
Фиг.2 показывает вариант осуществления резьбового соединения согласно изобретению между охватывающей деталью 1 и охватываемой деталью 2 с зазорами 3 между деталями 1, 2, образованным в результате различий шага 4 резьбы охватывающей детали 1 и шага 4 резьбы охватываемой детали 2. Согласно изобретению шаг 4 резьбы одной из двух деталей 1, 2 увеличивается от одного витка к другому непостоянным образом. Поэтому ширина зазоров 3 увеличивается нелинейным способом. В варианте осуществления, показанном на фиг.2, охватывающая деталь 1 имеет увеличивающийся шаг 4 резьбы, а охватываемая деталь 2 имеет постоянный шаг 4 резьбы. Шаг 4 резьбы является расстоянием между одним витком и следующим витком в профиле резьбы.
Фиг.3 показывает увеличенное представление различных следующих друг за другом витков резьбового соединения между охватывающей деталью 1 и охватываемой деталью 2. Шаг 4b резьбы охватываемой детали 2 является фиксированным, в то время как шаг 4a, 4a', 4a" резьбы охватывающей детали 1 увеличивается в последующих витках. Предпочтительно, шаги 4a, 4a', 4a", 4b резьбы являются такими, что ширина зазоров 3 изменяется согласно по существу параболической, эллиптической или полиномиальной функции n-ой степени.
Для увеличения зазора (3) по существу параболическим образом шаг 4b резьбы охватываемой детали 2 является постоянным, а шаг 4a, 4a', 4a" резьбы охватывающей детали 1 подчиняется линейной функции относительно номера витка, то есть разница между шагом резьбы и предыдущим шагом резьбы является постоянным значением. Другими словами, график шага резьбы охватывающей детали 1 в соответствии с числом витков является прямой линией. Например, если шаг 4b резьбы охватываемой детали 2 имеет постоянное значение 'p', шаги 4a, 4a', 4a" резьбы охватывающей детали 1 составляют p+k, p+2k и p+3k соответственно, где k является константой. Поэтому в этом случае ширина зазоров 3, 3', 3" составляет k, 3k и 6k соответственно. Полный ряд ширины зазоров для большого количества витков будет составлять k, 3k, 6k, 10k, 15k, 21k, 28k..., т.е. ширина увеличивается по существу параболическим образом в соответствии с номером витка, как видно на фиг.9.
Для увеличения зазора 3 по существу эллиптическим образом шаг 4b резьбы охватываемой детали 2 является постоянным, а шаг 4a, 4a', 4a" резьбы охватывающей детали 1 подчиняется параболической функции относительно номера витка. Например, шаг резьбы охватывающей детали 1 увеличивается таким образом, что шаг второй резьбы является постоянным и большим, чем шаг первой резьбы, шаг третьей резьбы в два раза превышает шаг второй резьбы и так далее. Более конкретно, если шаг 4b резьбы охватываемой детали 2 является постоянным значением, равным 'p', шаги 4a, 4a', 4a" резьбы охватывающей детали 1 могут составлять p+k, p+3k и p+6k соответственно. Поэтому полученная ширина зазоров 3, 3', 3" составляет k, 4k и 10k соответственно. Полный ряд ширины зазоров, для большого количества витков, будет представлять k, 4k, 10k, 20k, 35k, 56k, 84k..., т.е. ширина увеличивается по существу эллиптическим образом в соответствии с номером витка, как видно на фиг.9.
Для увеличения зазора 3 согласно по существу полиномиальной функции n-ой степени шаг 4 резьбы охватываемой детали 2 является постоянным, а шаг 4a, 4a', 4a" резьбы охватывающей детали 1 подчиняется полиномиальной функции (n-1)-ой степени по отношению к номеру витка. Например, для зазора 3, 3', 3", ширина которого увеличивается согласно полиному 5-ой степени, шаг 4a, 4a', 4a" резьбы охватывающей детали 1 должен увеличиваться согласно полиномиальной функции 4-ой степени. Рассматривая конкретные значения, как, например, если шаг 4b резьбы охватываемой детали 2 является постоянным значением, равным 'p', шаги 4a, 4a', 4a" резьбы охватывающей детали 1 могут составлять p+k, p+5k и p+15k соответственно. Поэтому полученная ширина зазоров 3, 3', 3" составляет k, 6k и 21k соответственно. Полный ряд ширины зазоров для большого количества витков будет представлять k, 6k, 21k, 56k, 126k, 252k, 462k..., т.е. ширина увеличивается по существу полиномиальным способом 5-ой степени в соответствии с номером витка, как видно на фиг.9.
Логически, случаи параболического увеличения и эллиптического увеличения являются конкретными случаями полиномиального увеличения n-ой степени при n=2 и n=3 соответственно.
Фиг.4 показывает распределение напряжения на всем обычном резьбовом соединении фиг.1, обозначая шкалу значений напряжения (Мпа) уровнями различных оттенков серого цвета. Как можно видеть на чертеже, высокие уровни напряжения (оттененные почти белым цветом) сконцентрированы на первых витках (слева на чертеже) охватываемой детали (винт). Затем после относительно резкого перехода (показан различными оттенками серого цвета) имеется множество слабо напряженных витков (темно-серые и черные), расположенных на кончике охватываемой детали. Максимальное значение напряжения, которое выдерживает охватываемая деталь, составляет приблизительно 752 МПа.
Фиг.5 показывает распределение напряжения на всем резьбовом соединении, показанном на фиг.2. В этом случае изобретение приводит к нескольким интересным результатам. Во-первых, все витки равномерно напряжены, что следует оценить, потому что переход между уровнями серого цвета более равномерный, чем на фиг.4. Во-вторых, максимальное значение или пик напряжения, относящийся к охватываемой детали, уменьшен до значения приблизительно 568 МПа. Другими словами, по сравнению с резьбовым соединением на фиг.4, максимальное значение напряжения, приложенного к охватываемой детали (нижняя часть на этом и других чертежах), уменьшено приблизительно на 20%.
Фиг.6 показывает график, который представляет максимальные значения напряжений, выдерживаемых резьбовым соединением (в Н/мм2) по отношению к 'k'-параметру (в мм), описанному выше, посредством которого оценивается параметр увеличения шага резьбы. Показаны две следующие кривые: непрерывная кривая, относящаяся к резьбовому соединению с параболически увеличивающимся зазором согласно изобретению, и пунктирная кривая, относящаяся к резьбовому соединению с линейно увеличивающимся зазором в соответствии с патентом США 3664540 или патентом США 2870668. Оба соединения стремятся выбрать оптимальное значение 'k', при котором максимальное напряжение, которое выдерживает резьбовое соединение, является минимальным. Также видно, что резьбовое соединение с параболически увеличивающимся зазором, в общем, имеет более низкие максимальные значения напряжений, чем резьбовое соединение с линейно увеличивающимся зазором, это различие является большим для больших значений 'k'. Поэтому, используя резьбовое соединение согласно изобретению с соответствующим значением 'k', можно получить существенное уменьшение максимального напряжения по сравнению с соединениями в патенте США 3664540 и патенте США 2870668.
Фиг.7 показывает график распределения контактного усилия (в Н), выдерживаемого каждым витком, на всех витках, которые составляют резьбовое соединение (обозначенное номером витка). Отображены три следующие кривые: непрерывная кривая, относящаяся к обычному резьбовому соединению без зазоров, штрих-пунктирная кривая, относящаяся к обычному резьбовому соединению с линейно увеличивающимися зазорами в соответствии с патентом США 3664540 или патентом США 2870668, точечная кривая, относящаяся к резьбовому соединению согласно изобретению с параболически увеличивающимися зазорами. Как показано на чертеже, в обычном резьбовом соединении без зазора первый виток адсорбирует чрезвычайно высокое усилие (приблизительно 275 Н), и усилие быстро уменьшается на следующих витках. В резьбовом соединении с линейно увеличивающимся зазором первые витки принимают более низкую нагрузку, а максимальное усилие прикладывается к девятому и десятому виткам, с максимальным значением приблизительно 175 Н. Однако в резьбовом соединении согласно изобретению все витки нагружены равномерным образом, что выгодно, потому что это уменьшает риск любой поломки витков, которая обычно случается, когда некоторые витки несут намного большую нагрузку, чем другие. Дополнительно, максимальное значение выдерживаемого усилия получается намного меньшим, чем в двух обычных резьбовых соединениях, фактически оно составляет приблизительно 80 Н, что соответствует уменьшению на 70% и 55% соответственно по сравнению с двумя обычными резьбовыми соединениями.
Фиг.8 показывает таблицу, которая представляет увеличивающиеся зазоры, полученные согласно нескольким рядам полиномиального увеличения: 1-ой степени (линейные увеличения, известные в предшествующей технике), 2 - параболическое увеличение, 3, 4, 5, 6 - эллиптическое увеличение.
Фиг.9 показывает графическое представление этих зазоров относительно номера витка. Эти графические представления помогают наблюдать параболическое, эллиптическое и т.д. увеличение зазоров согласно изобретению.
Резьбовое соединение настоящего изобретения можно изготавливать, используя любой обычный применимый способ, такой как механизация, инъекция, расслоение и т.д., только принимая во внимание, что должно быть возможно создавать непостоянную резьбу, которую считают полностью достижимой с помощью любого из этих способов. Способ изготовления не требует специальных инструментов или более длительного времени изготовления, чем процедура изготовления обычного резьбового соединения.
Следует обратить внимание на то, что нет никаких оптимальных параметров увеличения шага резьбы. Оптимальные параметры шага резьбы будут зависеть от размеров резьбы, материала резьбы, нагрузки, которой резьбовое соединение подвергают, и т.д. В зависимости от необходимостей каждого применения следует вычислять различные оптимальные параметры.
Особенно предпочтительным направлением резьбового соединения согласно изобретению является применение для соединения между зубным имплантатом и соединительным винтом зубного имплантата, в соответствии с чем зубной имплантат является охватывающей деталью 1, а винт является охватываемой деталью 2. Деталь, которая подлежит соединению с зубным имплантатом, должна быть обычно опорным штифтом, но это может быть также любой другой протезный компонент, такой как рубцующая перетяжка, перетяжка UCLA (Калифорнийского Университета в Лос-Анжелесе) и т.д. В любом случае внешнее соединение согласно изобретению обеспечивает более прочный механический набор (имплантат, винт и протезный компонент) по сравнению с механическими наборами, обеспеченными в обычных резьбовых соединениях. Поэтому надежность набора увеличивается без необходимости использования различных материалов, обычно используемых, и без необходимости увеличения стоимости изготовления различных элементов, составляющих механический набор.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАБОР ЗУБНЫХ КОМПОНЕНТОВ | 2012 |
|
RU2596057C2 |
| ЗУБНОЙ ИМПЛАНТАТ С РЕЗЬБОВОЙ ЧАСТЬЮ | 2016 |
|
RU2685685C1 |
| ВВИНЧИВАЕМЫЙ ВНУТРИКОСТНЫЙ СТОМАТОЛОГИЧЕСКИЙ ИМПЛАНТАТ | 2004 |
|
RU2339337C2 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 1992 |
|
RU2029894C1 |
| ЗУБНОЙ ИМПЛАНТАТ ДЛЯ СБОРА И РАСПРЕДЕЛЕНИЯ КОСТИ | 2015 |
|
RU2680124C1 |
| ТРУБНЫЙ КОМПОНЕНТ ДЛЯ БУРЕНИЯ И ЭКСПЛУАТАЦИИ УГЛЕВОДОРОДНЫХ СКВАЖИН, И ОБРАЗУЕМОЕ В РЕЗУЛЬТАТЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 2010 |
|
RU2516775C2 |
| РЕЗЬБОВОЙ ИМПЛАНТАТ | 1997 |
|
RU2181990C2 |
| САМОРЕЖУЩИЙ ВИНТОВОЙ ИМПЛАНТАТ | 2011 |
|
RU2547726C2 |
| ЗУБНОЙ ИМПЛАНТАТ ДЛЯ УПРОЩЕНИЯ И СТАБИЛИЗАЦИИ ИМПЛАНТАЦИИ | 2016 |
|
RU2678019C1 |
| ВИНТОВОЙ СТОМАТОЛОГИЧЕСКИЙ ИМПЛАНТАТ | 2006 |
|
RU2314059C1 |
Изобретение относится к резьбовому соединению между резьбовой охватываемой деталью и резьбовой охватывающей деталью, применимому ко всем типам резьбовых соединений. Резьбовое соединение охватывающей детали и охватываемой детали, содержащих резьбовой профиль, состоящий из ряда витков, при этом резьбовой профиль по меньшей мере одной из двух деталей имеет переменный шаг резьбы, обеспечивающий увеличивающийся зазор между указанными профилями резьбы, при этом разница между шагом резьбы деталей является непостоянной в соответствии с номером витка, подчинена полиномиальной функции (n-1)-ой степени и обеспечивает изменение зазора нелинейным способом согласно полиномиальной функции n-ой степени, отличающееся тем, что разница между шагом резьбы деталей подчинена параболической функции и обеспечивает изменение зазора согласно эллиптической функции. Техническим результатом изобретения является создание конструкции резьбового соединения, подходящего для применений, в которых отсутствует необходимость равномерного распределения напряжения и необходимость наибольшего напряжения первого витка. 2 н. и 2 з.п. ф-лы, 9 ил.
1. Резьбовое соединение охватывающей детали и охватываемой детали, содержащих резьбовой профиль, состоящий из ряда витков, при этом резьбовой профиль по меньшей мере одной из двух деталей имеет переменный шаг резьбы, обеспечивающий увеличивающийся зазор между указанными профилями резьбы, при этом разница между шагом резьбы деталей является непостоянной в соответствии с номером витка, подчинена полиномиальной функции (n-1)-й степени так и обеспечивает изменение зазора нелинейным способом согласно полиномиальной функции n-й степени, отличающееся тем, что разница между шагом резьбы деталей подчинена параболической функции и обеспечивает изменение зазора согласно эллиптической функции.
2. Резьбовое соединение по п.1, отличающееся тем, что охватываемая деталь имеет постоянный шаг резьбы, а охватывающая деталь имеет переменный шаг резьбы.
3. Резьбовое соединение по п.1, отличающееся тем, что охватываемая деталь имеет переменный шаг резьбы, а охватывающая деталь имеет постоянный шаг резьбы.
4. Применение резьбового соединения по любому из пп.1-3 в соединении между зубным имплантатом и соединительным винтом для соединения другой детали с зубным имплантатом, зубной имплантат является охватывающей деталью, а винт является охватываемой деталью.
| Способ ингибирования термической полимеризации стирола | 1974 |
|
SU569581A1 |
| Устройство для регулирования физико-химических параметров водных сред | 1988 |
|
SU1608626A1 |
| Тугое резьбовое соединение | 1976 |
|
SU540069A1 |
| WO 2002012736 A1, 14.02.2002. | |||

