Область техники, к которой относится изобретение
Неограничивающие варианты осуществления, раскрываемые в настоящем документе, в целом, относятся к формовочной установке, а именно к устройству передачи формованных изделий и контроллеру, при помощи которого осуществляются процессы формования.
Уровень техники
В патенте США 7351050, выданном на имя Вандерплоег и соавт., опубликованном 1 апреля 2008 года, описана челночная установка с сервоприводом и способ для формовочной машины, включающие в себя конструкцию и/или этапы, при помощи которых челночная плита располагается, по меньшей мере, рядом с одним из следующих устройств: первой половинкой пресс-формы или второй половинкой пресс-формы формовочной машины. Направляющий узел сопряжен с половинкой пресс-формы и линейно направляет челночную плиту вдоль формующей поверхности половинки пресс-формы. Линейное направление движения челночной плиты обеспечивается приводным механизмом. Рабочая конструкция сопряжена с челночной плитой и выполнена с возможностью осуществления операций с формованным изделием, находящимся либо в оформляющей полости, либо на стержне литейной формы. Операции могут включать в себя снятие формованного изделия со стержня литейной формы, нанесение маркировки на оформляющую полость и/или закрытие крышки формованного изделия пока оно находится на стержне литейной формы.
В патенте США 5037597, выданном на имя Макгинли и соавт., опубликованном 6 августа 1991 года, описана установка для литья под давлением, а также процесс формования множества первых деталей и множества комплементарных вторых деталей во время единого цикла формования, установка оснащена системой для снятия деталей, сформованных во время каждого цикла, а также сборки деталей в готовые изделия. Система включает в себя множество способных вращаться чашечных присосок, предназначенных для снятия деталей, а также для их выравнивания и установки в серии загрузочных отверстий в центральном элементе пресс-формы таким образом, чтобы первые детали совпадали с соответствующими отверстиями для первых деталей, а вторые детали совпадали с соответствующими отверстиями для вторых деталей. Кроме этого, в центральном элементе пресс-формы имеются внутренние спускные лотки для выгрузки собранных изделий из пресс-формы. Инновационная система приведения в движение способных вращаться чашечных присосок использует способный вращаться элемент, соединенный с разными половинками пресс-формы, а также систему кулачков, при помощи которой за счет перемещения половинок пресс-формы относительно друг друга во время замыкания и размыкания пресс-формы происходит вращение чашечных присосок.
В патенте США 4715806, выданном на имя Эрлер и соавт., опубликованном 29 декабря 1987 года, описан центральный литник, который разрезан и вынимается из пресс-формы для литья под давлением при изготовлении компакт-дисков во время процесса литья под давлением. Подобный высокоточный процесс формования защищает компакт-диски от повреждения центральным литником и осаждения частиц пыли во время процесса снятия. Центральный литник пробивается в деталь, выступающую в качестве пресс-формы устройства литья под давлением, и впоследствии вынимается, в частности при помощи аспирации, через канал, идущий от внутренней части, вместе с частицами пыли, образующимися во время процесса пробивания. Предпочтительно центральный литник вынимается и удаляется после замыкания формующего устройства. Устройство для литья под давлением размыкается лишь после удаления центрального литника и пыли, что обеспечивает исключительно высокое качество формованного продукта.
В патентах США 4981634 и 5141430, выданных на имя Мауз и соавт., опубликованных 1 января 1991 года и 25 августа 1992, соответственно описан процесс литья под давлением, во время которого создается атмосфера чистого микропомещения внутри оформляющей полости, в которую во время выгрузки и передачи формованной детали не проникают воздушные загрязнения. Формованная деталь формируется и отверждается в плоскости шва формы, внутри оформляющей полости, а затем перемещается назад на подвижной литьевой вставке во вторую плоскость, где она снимается и передается наружу через разгрузочное отверстие, которое открыто, когда оформляющая полость находится во второй плоскости, и закрыто, когда она находится в первой плоскости. Отверстие повернуто, по существу, вниз во избежание проникновения в него поднимающихся потоков нагретого воздуха. Подаваемый снаружи фильтрованный газ, проникая через вентиляционные каналы, может создавать избыточное давление внутри пресс-формы. Это позволяет обеспечивать максимальную чистоту пресс-формы и детали, одновременно ускоряя цикл "раскрытия пресс-формы", что позволяет отказаться от использования НЕРА фильтров/ограждений и роботов. Предполагаемое применение - производство оптических дисков, линз, пищевой упаковки и медицинских деталей.
В патенте США 4589840, выданном на имя Шад, опубликованном 20 мая 1986 года, описана установка для непрерывной подачи и сбора формованных изделий из работающей в непрерывном цикле машины для литья под давлением, причем изделия собираются последовательно и непрерывно в единообразном физическом положении или направлении.
В патенте США 6939504, выданном на имя Хомман и соавт., опубликованном 6 сентября 2005 года, описан способ и система производства полых, ребристых конструкций для декоративных компонентов и панелей, использующая литье под давлением с применением газа. В оформляющей полости имеются подвижные вставные элементы, в частности у торцов конструкционных ребристых элементов. После нагнетания пластикового материала в оформляющую полость пластик компонуется в пресс-форме, а вставные элементы фиксируются по месту. Для фиксирования вставных элементов используются выборочно приводимые в действие запорные механизмы. После этого в ребристые элементы подается газ или иная текучая среда для формирования в них полых каналов. При перемещении вставных элементов образуется углубление или канавка, которую заполняет полимер, вытесняемый из ребристых элементов. Вытесняемый полимерный материал завершает формирование литого пластикового изделия.
В патенте США 5244606, выданном на имя Мауз и соавт., опубликованном 14 сентября 1993 года, описан формованный диск, передаваемый из пресс-формы короткими слабыми толчками пары механических направляющих, которые могут захватывать, а затем освобождать кромку внешнего диаметра формованного диска, действующих координировано с подвижными формующими элементами, снабженными выточками для удержания внутренней части формованного диска и/или центрального литника. За счет совместных действий диск снимается с формующих поверхностей и может помещаться во вторую вертикальную плоскость таким образом, чтобы он проваливался через отверстие в пресс-форме и выходил через разгрузочное устройство. Показаны два варианта отделения центрального литника от диска, причем предпочтение отдается центральному формованному отверстию. Подобный способ и установка для передачи формованных дисков за ее пределы работают быстрее за счет использования силы тяжести, причем пресс-форма для оптического диска защищена от проникновения в нее воздушных загрязнений в течение всего цикла формования.
В патенте США 4438065, выданном на имя Браун и соавт., опубликованном 20 марта 1984 года, описано усовершенствование установки литья под давлением, используемой для производства контейнеров, причем установка включает в себя стержень, образующий внутреннюю часть контейнера, а также первые средства, расположенные внутри стержня, инициирующие выталкивание сформованного контейнера из стержня. Усовершенствование заключается в использовании вторых средств, расположенных смежно с закраиной сформованного контейнера, предназначенных для нагнетания газообразного вещества в направлении закраины контейнера, тем самым завершая выталкивание за счет снятия контейнера со стержня.
Раскрытие изобретения
Задачей настоящего изобретения является создание альтернативного устройства передачи формованных изделий.
Согласно изобретению, предложено устройство передачи формованных изделий, сопрягаемое, во время использования, с пресс-формой для литья под давлением. Устройство передачи формованных изделий содержит:
передаточную конструкцию, которая образует:
первое отверстие, которое конструктивно выполнено с возможностью помещения в него первого формованного изделия из первого блока пресс-формы для литья под давлением;
первый вспомогательный канал, а также первый магистральный канал, через которые может проходить первое формованное изделие;
первый вспомогательный канал соединяет первое отверстие с первым магистральным каналом для подачи в него, во время использования, первого формованного изделия, после чего оно проходит через первый магистральный канал в направлении его выхода.
Первый вспомогательный канал и первый магистральный канал могут проходить в разных направлениях.
Предпочтительно, первое отверстие конструктивно выполнено с возможностью попеременного размещения в нем: (i) первого блока пресс-формы, находящегося в нем; а также (ii) первого формованного изделия, помещаемого в него при размыкании первого блока пресс-формы, вдоль оси Х колебаний пресс-формы, для его извлечения из первого отверстия.
Предпочтительно, передаточная конструкция также образует первую форсунку, предназначенную для подачи текучей среды таким образом, чтобы она заставляла первое формованное изделие, находящееся в первом отверстии, проходить через первый вспомогательный канал в направлении первого магистрального канала.
После установки первого формованного изделия в первое отверстие и относительного расположения первой части и второй части первого блока пресс-формы вдоль оси Х колебаний пресс-формы первая форсунка может подавать текучую среду через первое отверстие сверху первого формованного изделия, в направлении второй части пресс-формы для выталкивания первого формованного изделия из второй части блока пресс-формы.
Предпочтительно, передаточная конструкция образует:
первую колонку отверстий, включая первое отверстие, в которых попеременно размещается: i) первая колонка блоков пресс-формы для литья под давлением, находящихся в них, включая первый блок; а также ii) первая колонка формованных изделий, помещаемых в них, включая первое формованное изделие, после размыкания первой колонки блоков пресс-формы вдоль оси Х колебаний пресс-формы для извлечения их из первой колонки отверстий;
первую колонку вспомогательных каналов, включая первый вспомогательный канал;
каждый из вспомогательных каналов в первой колонке может соединять одно из отверстий в первой колонке с первым магистральным каналом для направления в него, во время использования, одного из формованных изделий из первой колонки, после чего они проходят через первый магистральный канал в направлении его выхода.
Передаточная конструкция может образовывать первую колонку форсунок, при этом каждая форсунка из первой колонки форсунок расположена таким образом, чтобы она подавала текучую среду, во время использования, так, чтобы первая колонка формованных изделий, находящихся в отверстиях первой колонки, проходила через первую колонку вспомогательных каналов в направлении первого магистрального канала.
После установки первой колонки формованных изделий в первой колонке отверстий и относительного расположения первой части и второй части каждого блока первой колонки вдоль оси Х колебаний пресс-формы первая колонка форсунок может подавать текучую среду через первую колонку отверстий сверху формованных изделий в первой колонке, в направлении второй части каждого блока первой колонки для выталкивания первой колонки формованных изделий из второй части каждого блока первой колонки.
Устройство дополнительно может содержать:
множество устройств для регулирования расхода;
множество устройств для регулирования расхода расположено между источником текучей среды и первой колонкой форсунок с целью управления потоком подаваемой в нее текучей среды.
При этом множество устройств для регулирования расхода может быть выполнено с возможностью управления подачей, во время использования, текучей среды, проходящей через первую колонку форсунок, с целью выполнения одной или нескольких из следующих задач:
подачи текучей среды, по меньшей мере, через первую форсунку, а также вторую форсунку первой колонки форсунок с разным расходом;
подачи текучей среды, по меньшей мере, через первую форсунку, а также вторую форсунку первой колонки форсунок через разные интервалы;
начала подачи текучей среды, по меньшей мере, через первую форсунку, а также вторую форсунку первой колонки форсунок в разное время.
Передаточная конструкция может образовывать:
вторую колонку отверстий, внутрь которых помещается вторая колонка формованных изделий из второй колонки блоков, сопряженных с пресс-формой для литья под давлением;
вторую колонку вспомогательных каналов, а также второй магистральный канал;
каждый из вспомогательных каналов во второй колонке может соединять одно из отверстий во второй колонке со вторым магистральным каналом для направления в него, во время использования, одного из формованных изделий из второй колонки, после чего они проходят через первый магистральный канал в направлении его выхода.
Предпочтительно, первый магистральный канал расположен между первой колонкой отверстий и второй колонкой отверстий, при этом второй магистральный канал может быть расположен между второй колонкой отверстий и третьей колонкой отверстий.
Первая колонка отверстий и первый магистральный канал по большей части проходят в параллельном направлении;
каждый вспомогательный канал в первой колонке проходит в сторону от первой колонки отверстий.
Предпочтительно, первый магистральный канал, а также каждый из вспомогательных каналов в первой колонке проходит таким образом, чтобы первая колонка формованных изделий могла проходить через него, во время использования, под действием силы тяжести.
Устройство дополнительно может содержать:
передаточную плиту, которая сопрягается, во время использования, с одним из следующих устройств: первой половинкой или второй половинкой пресс-формы для литья под давлением.
Передаточная конструкция включает в себя передаточную плиту, причем передаточная плита образует, по меньшей мере, частично, одно или несколько из следующих устройств: первую колонку отверстий, первую колонку вспомогательных каналов или первый магистральный канал.
Передаточная конструкция также может включать в себя сопрягающуюся конструкцию, по меньшей мере, в одном из следующих устройств: первой формующей плите или второй формующей плите, которые сопрягаются с первой половинкой пресс-формы и второй половинкой пресс-формы, соответственно.
Предпочтительно, сопрягающаяся конструкция расположена на передней стороне второй формующей плиты,
причем первая колонка вспомогательных каналов и первый магистральный канал окружены, по меньшей мере, вдоль их части, сопрягающейся конструкцией.
Предпочтительно, сопрягающаяся конструкция расположена на задней стороне фиксатора разъемной вставки, сопряженного с первой формующей плитой,
причем первая колонка вспомогательных каналов и первый магистральный канал окружены, по меньшей мере, вдоль их части, сопрягающейся конструкцией.
Снизу каждого из отверстий первой колонки передаточная плита может образовывать углубление, внутри которого подвижно расположена снимающая муфта каждого блока пресс-формы первой колонки и которое обеспечивает ее перемещение, во время использования, вдоль оси Х колебаний пресс-формы.
Передаточная плита может быть установлена, во время использования, в блоке выталкивателей шибера пресс-формы для сопряжения устройства передачи формованных изделий с подвижным прижимным устройством системы литья под давлением.
Другим объектом изобретения является контроллер, включающий в себя команды, хранящиеся в используемой контроллером памяти контроллера, команды используются контроллером для управления процессом формования, включающим в себя:
замыкание первого блока пресс-формы для литья под давлением;
формование первого формованного изделия внутри первого блока пресс-формы;
размыкание первого блока пресс-формы;
расположение первого блока пресс-формы для выталкивания первого формованного изделия через первое отверстие, образованное передаточной конструкцией устройства передачи формованных изделий; а также
подачу текучей среды через первую форсунку, образованную передаточной конструкцией для выталкивания первого формованного изделия, находящегося в первом отверстии таким образом, чтобы оно проходило через первый вспомогательный канал в направлении первого магистрального канала, образованного передаточной конструкцией.
Предпочтительно замыкание также включает в себя замыкание первой колонки блоков пресс-формы, включая первый блок пресс-формы, причем блоки пресс-формы первой колонки расположены внутри отверстий первой колонки, включая первое отверстие, определяемых передаточной конструкцией;
формование первой колонки формованных изделий, включая первое формованное изделие, внутри первой колонки блоков пресс-формы;
размыкание первой колонки блоков пресс-формы для их извлечения из первой колонки отверстий;
расположение первой колонки блоков пресс-формы для выталкивания первой колонки формованных изделий через первую колонку отверстий; а также
подача текучей среды через первую колонку форсунок, включая первую форсунку, образуемых передаточной конструкцией, для выталкивания первой колонки формованных изделий, находящихся в первой колонке отверстий, для их прохождения через первую колонку вспомогательных каналов, включая первый вспомогательный канал, в направлении первого магистрального канала.
Предпочтительно, подача текучей среды включает в себя управление множеством устройств регулирования расхода, расположенных между источником текучей среды и первой колонкой форсунок для управления потоком текучей среды, подаваемой через первую колонку форсунок с целью выполнения одной или нескольких из следующих задач:
подачи текучей среды, по меньшей мере, через первую форсунку, а также вторую форсунку первой колонки форсунок с разным расходом;
подачи текучей среды, по меньшей мере, через первую форсунку, а также вторую форсунку первой колонки форсунок через разные интервалы;
начала подачи текучей среды, по меньшей мере, через первую форсунку, а также вторую форсунку первой колонки форсунок в разное время.
Размыкание и расположение первой колонки блоков пресс-формы осуществляется, по меньшей мере, отчасти одновременно.
Эти и другие аспекты и признаки станут очевидны специалистам в данной области техники после ознакомления со следующим описанием конкретных, неограничивающих вариантов осуществления изобретения совместно с прилагаемыми чертежами.
Краткое описание чертежей
Подробное описание иллюстративных (неограничивающих) вариантов осуществления станет более понятно при рассмотрении совместно с прилагаемыми чертежами, где:
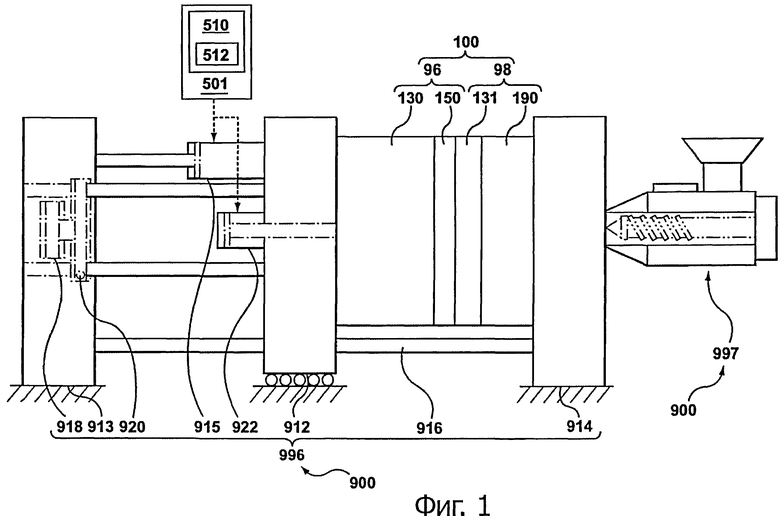
на фиг.1 схематически изображена система литья под давлением с расположенной в ней пресс-формой по одному из неограничивающих вариантов осуществления;
на фиг.2А показан вид в сечении части пресс-формы для литья под давлением по фиг.1, в замкнутом положении пресс-формы, а также сопряженного с ней устройства передачи формованных изделий;
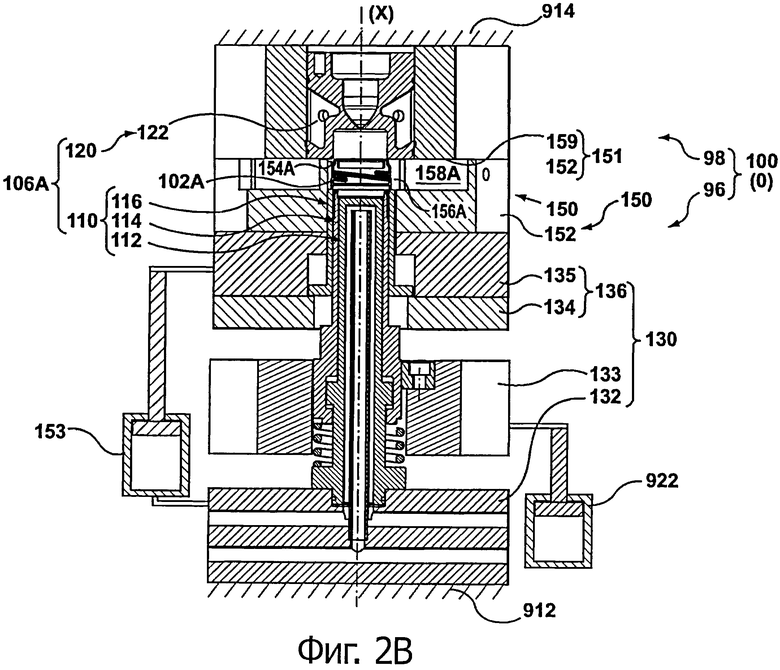
на фиг.2В показан вид в сечении части пресс-формы для литья под давлением по фиг.2А в разомкнутом положении пресс-формы;
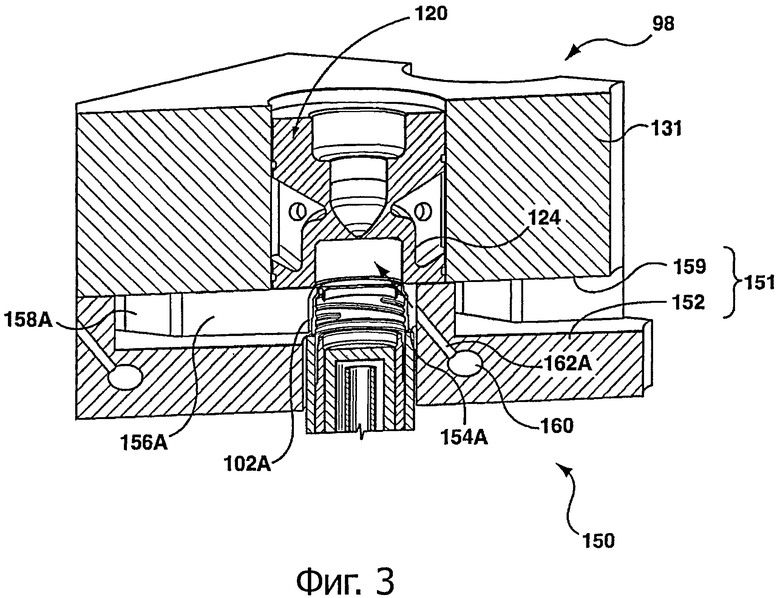
на фиг.3 показан вид в перспективе части пресс-формы для литья под давлением по фиг.2А, на котором видна первая форсунка, сопряженная с устройством передачи формованных изделий;
на фиг.4 показан вид спереди другой части первой половинки пресс-формы для литья под давлением по фиг.1, а также устройство передачи формованных изделий;
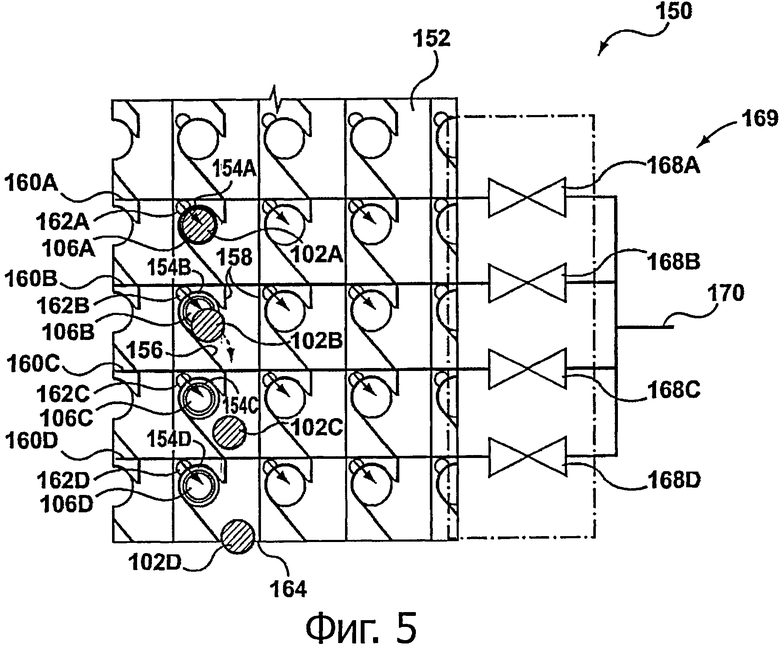
на фиг.5 показан вид спереди другой части первой половинки пресс-формы для литья под давлением, а также устройства передачи формованных изделий по альтернативному, неограничивающему варианту осуществления;
на фигурах 6А-6G показано несколько видов в сечении части пресс-формы для литья под давлением фиг.2А, дополнительно включающей в себя шибер пресс-формы, на которых показана ее конфигурация во время разных этапов неограничивающего процесса литья под давлением;
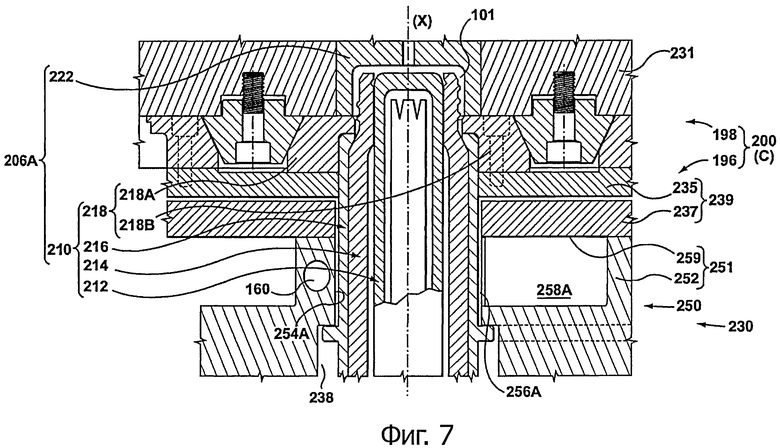
на фиг.7 показан вид в сечении части пресс-формы для литья под давлением по альтернативному, неограничивающему варианту осуществления в замкнутом положении пресс-формы;
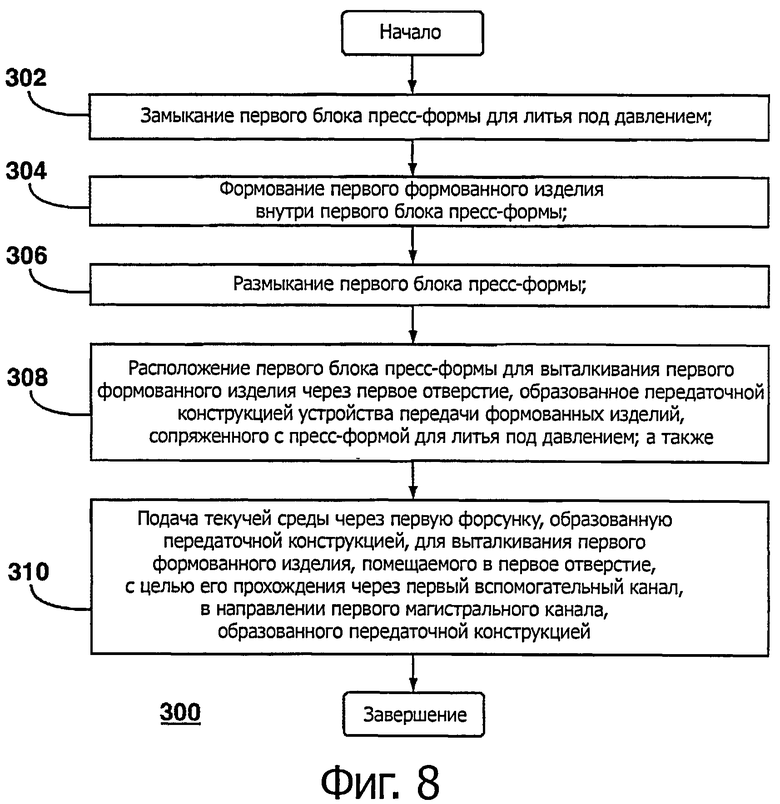
на фиг.8 показана блок-схема первого аспекта процесса литья под давлением.
Чертежи необязательно показаны в масштабе и могут содержать пунктирные линии, эскизное изображение и местные виды. В отдельных случаях, детали, необязательные для понимания вариантов осуществления изобретения или делающие другие детали сложными для восприятия, могут быть опущены.
Осуществление изобретения
На фиг.1 схематически изображена система 900 литья под давлением с расположенной в ней пресс-формой 100 для литья под давлением по одному из неограничивающих вариантов осуществления. Пресс-форма 100 для литья под давлением выполнена с возможностью формования первого формованного изделия 102А (фигуры 2В или 4), такого как, например, крышка для контейнера.
Поскольку в представленном ниже описании многие компоненты системы 900 литья под давлением, а также пресс-формы 100 для литья под давлением известны специалистам в данной области техники, подробное описание подобных компонентов будет опущено. Подробное описание подобных известных компонентов можно найти, по меньшей мере, частично в следующих изданиях (например): (i) «Руководство по литью под давлением», автор Оссвальд/Тëрнг/Грамман (ISBN: 3-446-21669-2), (ii) «Руководство по литью под давлением», автор Розато и Розато (ISBN: 0-412- -10581 -3), (iii) «Системы литья под давлением», 3-е издание, автор Джоханнабер (ISBN 3-446- -17733-7), а также «Руководство по проектированию литника и литниковой системы», автор Бомонт (ISBN 1-446-22672-9).
Система 900 литья под давлением, изображенная на фиг.1, включает в себя, но не ограничивается, узел 996 зажима пресс-формы и литьевой узел 997.
Например, рассматриваемый здесь узел 996 зажима пресс-формы содержит три прижимных устройства, хотя с конструктивной и/или функциональной точек зрения подобное ограничение не является преднамеренным. Поэтому узел 996 зажима пресс-формы может иметь иную конструкцию, например лишь с двумя прижимными устройствами. Таким образом, неограничивающий вариант осуществления узла 996 зажима пресс-формы включает в себя, помимо прочего, подвижное прижимное устройство 912, неподвижное прижимное устройство 914, зажимной блок 913 и затяжку 916. Затяжка 916 связывает неподвижное прижимное устройство 914 с зажимным блоком 913, а подвижное прижимное устройство 912 подвижно расположено сверху нее. Хотя в целях упрощения показана лишь одна затяжка 916, обычно используются четыре подобных затяжки 916, каждая из которых проходит между одним из четырех углов подвижного прижимного устройства 912, неподвижным прижимным устройством 914 и зажимным блоком 913. Узел 996 зажима пресс-формы также включает в себя исполнительный механизм 915 прижимного устройства (такой как, например, гидропривод, пневмопривод, электромеханический привод и т.п.), который расположен между подвижным прижимным устройством 912 и зажимным блоком 913. Исполнительный механизм 915, приводящий в движение прижимное устройство, выполнен с возможностью, во время его использования, перемещения подвижного прижимного устройства 912 относительно неподвижного прижимного устройства 914 и, таким образом, перемещения установленных на них, соответственно, первой половинки 96 пресс-формы относительно второй половинки 98 пресс-формы. Узел 996 зажима пресс-формы также включает в себя исполнительный механизм 918 зажима и шибер 920 зажима, сопряженный с зажимным блоком 913. Шибер 920 зажима выполнен с возможностью, во время использования, выборочного соединения исполнительного механизма 918 зажима с подвижным прижимным устройством 912 для прижимания друг к другу первой половинки 96 пресс-формы и второй половинки 98 пресс-формы. Наконец, узел 996 зажима пресс-формы также может включать в себя исполнительный механизм 922 выталкивающего устройства (такой как, например, гидропривод, пневмопривод, электромеханический привод и т.п.), который сопряжен с подвижным прижимным устройством 912. Исполнительный механизм 922 выталкивающего устройства может соединяться с конструкцией, которая сопряжена с первой половинкой 96 пресс-формы. Конструкция первой половинки 96 пресс-формы приводится в движение, во время использования, после включения исполнительного механизма 922 выталкивающего устройства, за счет чего выполняется операция, такая как, например, выталкивание первого формованного изделия 102 (фиг.4) из первой половинки 96 пресс-формы.
Рассматриваемый здесь в качестве примера литьевой узел 997 содержит обычный шнек возвратно-поступательного действия, хотя с конструктивной и/или функциональной точек зрения подобное ограничение не является преднамеренным. Поэтому литьевой узел 997 может иметь иную конструкцию, например, с раздельными средствами пластикации и нагнетания (т.е. т.н. двухэтапного типа). Литьевой узел 997 выполнен с возможностью расплавления и нагнетания формовочного материала, такого как, например, полиэтилен или полиэтилен терефталат (ПЭТ), через форсунки машины (не показаны) в установку 190 распределения расплава (например, с обогреваемым литником, охлаждаемым литником, изолированным литником и т.п.), которая сопряжена со второй половинкой 98 пресс-формы. Установка 190 распределения расплава, в свою очередь, направляет формовочный материал в одну или несколько оформляющих полостей 101 (фиг.2А), которые образованы внутри пресс-формы 100 для литья под давлением, первая половинка 96 и вторая половинка 98 пресс-формы которой замкнуты и прижаты друг к другу.
Далее будет подробно рассмотрена конструкция и функциональность неограничивающего варианта осуществления пресс-формы 100 для литья под давлением по фиг.2А, включая сопряженное с ним устройство 150 передачи формованных изделий по неограничивающему варианту осуществления. Устройство 150 передачи формованных изделий выполнено с возможностью передачи первого формованного изделия 102А, поступающего из первого блока 106А пресс-формы 100 для литья под давлением.
Как показано на фиг.2А, первая половинка 96 пресс-формы включает в себя первую формующую плиту 130, с которой соединены первая часть 110 первого блока 106А пресс-формы, а также устройство 150 передачи формованных изделий. Вторая половинка 98 пресс-формы включает в себя вторую формующую плиту 131, с которой соединена вторая часть 120 первого блока 106А пресс-формы. Первая часть 110 блока и вторая часть 120 блока, во время использования, расположены относительно друг друга вдоль оси Х колебаний пресс-формы 100 для литья под давлением с целью замыкания и размыкания формующей полости 101, образуемой между ними, для формования и извлечения первого формованного изделия 102 (фиг.2А).
Первая часть 110 первого блока 106А пресс-формы включает в себя внутренний стержень 112, внешний стержень 114, а также снимающую муфту 116, которые сопрягаются, во время использования, со вставкой 122 полости второй части 120 блока пресс-формы, образуя оформляющую полость 101.
Внешний стержень 114 подвижно расположен вокруг внутреннего стержня 112, обеспечивая, во время использования, его относительное перемещение вдоль оси Х колебаний пресс-формы, технический эффект, достигаемый за счет этого, может, например, включать в себя освобождение уплотнительной части 103 (фиг.6D) первого формованного изделия 102А. Аналогичным образом, снимающая муфта 116 подвижно расположена вокруг внешнего стержня 114, обеспечивая, во время использования, его относительное перемещение вдоль оси Х колебаний пресс-формы, технический эффект, достигаемый за счет этого, может, например, включать в себя снятие первого формованного изделия 102А с внешнего стержня 114.
Как отмечалось ранее, внешний стержень 114 и внутренний стержень 112 подвижно удерживаются вместе с целью ограничения, во время использования, их относительного перемещения вдоль оси Х колебаний пресс-формы. Например, внутренний стержень 112 может быть конструктивно выполнен таким образом, чтобы он образовывал штык 113, а внешний стержень 114 может быть конструктивно выполнен таким образом, чтобы образовывал штыковой разъем 117, причем штык 113 и штыковой разъем 117 выполнены с возможностью взаимодействия, при вращательном зацеплении, для подвижного удержания внешнего стержня 114 вокруг внутреннего стержня 112. Во время использования внутренний стержень 112 и внешний стержень 114 удерживаются во вращательно зацепленном положении шпонкой 119. Шпонка 119 неподвижно соединена со вторым стержневым фиксатором 133, а часть ее, с которой взаимодействует внешний стержень 114 для подержания его расположения под углом относительно внутреннего стержня 112, заходит в проход 139.
Первая часть 110 блока пресс-формы также включает в себя упругий элемент 115, расположенный между внутренним стержнем 112 и внешним стержнем 114, причем упругий элемент 115 расположен таким образом, чтобы он смещал внешний стержень 114 в сторону конечного положения при ходе вперед относительно снимающей муфты 116, что соответствует их относительному расположению во время формования первого формованного изделия 102А, как это показано на фиг.2А.
Как отмечалось ранее, вышеупомянутые элементы первой части 110 блока пресс-формы соединены с первой формующей плитой 130. Теперь, переходя к более подробному описанию, можно отметить, что формующая плита 130 включает в себя первый стержневой фиксатор 132, второй стержневой фиксатор 133, а также фиксатор 136 снимающего устройства, которые подвижно соединены между собой, обеспечивая их относительное перемещение, во время использования, вдоль оси Х колебаний пресс-формы. Поэтому внутренний стержень 112 неподвижно соединен с первым стержневым фиксатором 132. Внешний стержень 114 подвижно расположен внутри прохода 139, образованного во втором стержневом фиксаторе 133, и поэтому может передвигаться относительно него, перемещаясь, во время использования, вдоль оси Х колебаний пресс-формы из положения формования внешнего стержня (фиг.2А) в положение снятия (фиг.2В). Наконец, снимающая муфта 116 подвижно удерживается внутри углубления 138, образованного в фиксаторе 136 снимающего устройстве, и поэтому может передвигаться относительно него, перемещаясь, во время использования, вдоль оси Х колебаний пресс-формы из положения формования снимающей муфты (фиг.2А) в положение выталкивания (фиг.2В). Следует отметить, что фиксатор 136 снимающего устройства включает в себя плиту 134 основания и верхнюю плиту 135, которые скреплены между собой, во время использования, образуя углубление 138, в котором подвижно удерживается фланец 123 снимающей муфты.
Также следует отметить, что внутренний стержень 112 показан соединенным с первым фиксатором 132 стержня влагонепроницаемым образом для изолирования образованного в нем контура теплоносителя. Контур теплоносителя образован между дозатором 193 охлаждающей жидкости и пространством, образованным внутри внутреннего стержня 112, внутри которого находится дозатор 193 охлаждающей жидкости. Торцевая часть дозатора 193 охлаждающей жидкости соединена с первым стержневым фиксатором 132 и также используется для направления охлаждающей жидкости, во время использования, между впускным отверстием 191 контура теплоносителя и выпускным отверстием 194 контура теплоносителя, образованными в первом стержневом фиксаторе 132. Во время использования охлаждающая жидкость, например вода, циркулирует по контуру теплоносителя для отвода тепла с внутреннего стержня 112, а также любых других элементов первого блока 106А пресс-формы, которые находятся с ним в тепловом соединении, за счет чего первое формованное изделие 102А может быстро охлаждаться, сокращая продолжительность цикла формования.
Относительное перемещение первой формующей плиты 130 между первым стержневым фиксатором 132 и фиксатором 136 снимающего устройства вдоль оси Х колебаний пресс-формы может обеспечиваться, во время использования, соединенным с ней исполнительным механизмом 153 снимающего устройства. В частности, при перемещении пресс-формы 100 для литья под давлением между замкнутым положением С пресс-формы, показанным на фиг.2А, и разомкнутым положением О пресс-формы, показанным на фиг.2В, при перемещении подвижного прижимного устройства 912 относительно неподвижного прижимного устройства 914, исполнительный механизм 153 снимающего устройства может выдвигать и убирать, по мере необходимости, фиксатор 136 снимающего устройства относительно первого стержневого фиксатора 132 вдоль оси Х колебаний пресс-формы. Так, исполнительный механизм 153 снимающего устройства может быть исполнительным механизмом пружинного типа (например, спиралью или пневматической пружинной), предназначенным для отклонения фиксатора 136 снимающего устройства с целью его выдвижения относительно первого стержневого фиксатора 132 вдоль оси Х колебаний пресс-формы при размыкании пресс-формы 100 для литья под давлением, а также убирания фиксатора 136 снимающего устройства относительно первого стержневого фиксатора 132 при замыкании пресс-формы 100 для литья под давлением. Кроме этого, исполнительный механизм 922 выталкивающего устройства узла 996 зажима пресс-формы может быть соединен со вторым стержневым фиксатором 133 для его перемещения вдоль оси Х колебаний пресс-формы.
Как отмечалось ранее и как можно заметить со ссылкой на фигуры 2А и 2В, устройство 150 передачи формованных изделий, в целом, включает в себя передаточную конструкцию 151, образующую первое отверстие 154А. Во время использования в первом отверстии 154А попеременно размещается: i) первый блок 160А пресс-формы, находящийся в нем, как показано на фиг.2А, а именно, не ограничивая утверждения общего характера вышесказанного, первая часть 110 блока; а также ii) первое формованное изделие 102А, помещаемое в него, как показано на фиг.2В, при размыкании первого блока 106А пресс-формы вдоль оси Х колебаний пресс-формы для его извлечения через первое отверстие 154А. Так же, как показано на фигурах 3 и 4, передаточная конструкция 151 дополнительно образует первый вспомогательный канал 156А и первый магистральный канал 158А, через которые может проходить первое формованное изделие 102А после его выталкивания из первой части 110 блока пресс-формы. В частности, первый вспомогательный канал 156А соединяет первое отверстие 154А с первым магистральным каналом 158А для подачи в него, во время использования, первого формованного изделия 102А, после чего оно проходит через первый магистральный канал 158А в направлении его выхода 164А. Первый вспомогательный канал 156А и первый магистральный канал 158А расположены таким образом, что они проходят в разных направлениях. Технический эффект от этого позволяет пропускать первое формованное изделие 102А через пресс-форму для литья под давлением по маршруту, обходящему другие части пресс-формы, ни одна из которых не включает в себя другие блоки пресс-формы.
По настоящему неограничивающему варианту осуществления передаточная конструкция 151 включает в себя, как показано со ссылкой на фиг.2А, передаточную плиту 152, которая сопрягается, во время использования, с первой половинкой 96 пресс-формы. Передаточная плита 96 образует, частично, первое отверстие 154А, первый вспомогательный канал 156А, а также первый магистральный канал 158А. Передаточная конструкция 151 также включает в себя сопрягающуюся конструкцию 159, образуемую передней поверхностью второй формующей плиты 131, по меньшей мере, часть которой замыкает первый вспомогательный канал 156А и первый магистральный канал 158А. Поэтому фиксатор 153 снимающего устройства выполнен с возможностью, во время штатного использования, удерживать передаточную плиту 152 во взаимодействии с сопрягающейся конструкцией 159 второй формующей плиты 131 в течение периода времени, необходимого для передачи первого формованного изделия 102А через устройство 150 передачи формованных изделий. На практике, для этого может потребоваться отклонение передаточной плиты 152 таким образом, чтобы она продолжала оставаться во взаимодействии с сопрягающейся конструкцией во время относительного перемещения между первой половинкой 96 пресс-формы и второй половинкой 98 пресс-формы при перемещении из замкнутого положения С пресс-формы, как это показано на фиг.2А, в разомкнутое положение О пресс-формы, как это показано на фиг.2В. Исключением из вышесказанного является пусковой этап процесса формования. Как говорит за себя само название, пусковой этап процесса формования обычно, хотя и не обязательно, начинается с подготовки пресс-формы 100 для литья под давлением. Как общеизвестно, перед началом использования пресс-формы оператору системы для литья под давлением часто приходится выполнять ручные операции, связанные с очисткой недостаточно залитых изделий (т.е. частично формованных изделий), удалением формованных изделий, которые остались в установке (например, из-за их чрезмерного переохлаждения), или удалением облоя (т.е. формовочного материала, вытекшего из оформляющей полости 101) и т.п. Поэтому на пусковом этапе может потребоваться перемещение первой половинки 96 пресс-формы, а также второй половинки 98 пресс-формы вдоль оси Х колебаний пресс-формы, таким образом, чтобы между передаточной плитой 151 и сопрягающейся конструкцией 159 второй формующей плиты 131 образовалось пространство, обеспечивающее беспрепятственный доступ к каждому из следующих устройств: первой части 110 блока пресс-формы и второй части 120 блока пресс-формы.
Также со ссылкой на фигуры 3 и 4 можно заметить, что передаточная конструкция 151 дополнительно образует первую форсунку 162А, предназначенную для подачи текучей среды, как это показано на фиг.3, таким образом, чтобы она заставляла первое формованное изделие 102А, находящееся в первом отверстии 154А, проходить через первый вспомогательный канал 156А в направлении первого магистрального канала 158А. Первая форсунка 162А может быть дополнительно выполнена с возможностью подачи текучей среды через первое отверстие 154А, над первым формованным изделием 102А, в направлении второй части 120 блока пресс-формы, таким образом, чтобы первое формованное изделие 102А выталкивалось из второй части 120 блока пресс-формы. Технический эффект от этого позволяет предотвратить повторный заход первого формованного изделия 102А в полость 124, образованную во вставке 122 полости второй части 120 блока пресс-формы, после его выталкивания из первой части 110 блока пресс-формы, в результате чего первое формованное изделие 102А может проходить через первый вспомогательный канал 156А.
Хотя при описании пресс-формы 100 для литья под давлением до сего момента отмечалось, что она включает в себя первый блок 106А пресс-формы, она также может включать в себя и массив блоков пресс-формы. Подобный массив блоков пресс-формы может включать в себя одну или несколько колонок блоков пресс-формы.
Таким образом, передаточная конструкция 151, включая передаточную плиту 152, устройства 150 передачи формованных изделий также может образовывать, как это показано со ссылкой на фиг.4, первую колонку отверстий 155А, включая первое отверстие 154А. В первой колонке отверстий 155А попеременно размещается: i) первая колонка блоков 107А пресс-формы 100 для литья под давлением, находящихся в ней, включая первый блок 106А; а также ii) первая колонка формованных изделий 104А, помещаемых в нее, включая первое формованное изделие 102А, после размыкания первой колонки блоков 107А пресс-формы вдоль оси Х колебаний пресс-формы для извлечения их из первой колонки отверстий 155А. Кроме этого, передаточная конструкция 151 может образовывать первую колонку вспомогательных каналов 157А, включая первый вспомогательный канал 156А. Каждый из вспомогательных каналов 157А в первой колонке может соединять одно из отверстий 155А в первой колонке с первым магистральным каналом 158А для направления в него, во время использования, одной из первых колонок формованных изделий 107А, после чего они проходят через первый магистральный канал 158А в направлении его выхода 164А.
Аналогичным образом, поэтому дополнительное описание отсутствует, передаточная конструкция 151 также может образовывать аналогичную конструкцию для передачи формованных изделий, изготовленных в других колонках блоков пресс-формы. Для лучшей наглядности, подобные аналогичные конструкции, показанные на фиг.4, включают в себя сопрягающиеся конструкции из второй колонки отверстий 155 В, второй колонки вспомогательных каналов 157В, а также второго магистрального канала, используемого для передачи второй колонки формованных изделий 104В из второй колонки блоков 107В пресс-формы. Аналогичным образом имеется третья колонка отверстий 155С, третья колонка вспомогательных каналов 157С, а также третий магистральный канал 158С, используемые для передачи третьей колонки формованных изделий 104С из третьей колонки блоков 107С пресс-формы.
Как можно заметить, первый магистральный канал 158С находится между первой колонкой отверстий 155А и второй колонкой отверстий 155В, второй магистральный канал 158В находится между второй колонкой отверстий 155В и третьей колонкой отверстий 155С, а третий магистральный канал 158С, в свою очередь, находится с другой стороны от третьей колонки отверстий 155С. Ввиду незначительного расстояния между колонками блоков пресс-формы в типичной пресс-форме для литья под давлением, первая колонка отверстий 155А и первый магистральный канал 158А могут быть расположены таким образом, чтобы они проходили, хотя и необязательно, в параллельном направлении вдоль их основной части. Также, за счет колончатого расположения блоков пресс-формы, каждый из вспомогательных каналов 157 первой колонки расположен таким образом, чтобы он проходил в сторону (т.е. под углом) от первой колонки отверстий 155А, пересекаясь с первым магистральным каналом 158А. Также, поскольку большинство пресс-форм для литья под давлением устанавливаются в системе 900 литья под давлением горизонтального типа (т.е. ось Х колебаний пресс-формы проходит горизонтально), это дополнительно позволяет располагать первый магистральный канал 158А и каждую первую колонку вспомогательных каналов 157А таким образом, чтобы первая колонка формованных изделий 104А могла проходить через них, во время использования, под действием силы тяжести. Описанная выше компоновка также может использоваться и для остальных колонок отверстий, вспомогательных каналов и магистральных каналов.
Передаточная конструкция 151 также может образовывать первую колонку форсунок 163А, включая первую форсунку 162А, каждая из которых расположена таким образом, чтобы она подавала текучую среду, во время использования, так, чтобы первая колонка формованных изделий 104А, находящаяся в первой колонке отверстий 155А, проходила через первую колонку вспомогательных каналов 157А в направлении первого магистрального канала 158А. Кроме этого, первая колонка форсунок 163А может быть расположена таким образом, чтобы она подавала текучую среду через первую колонку отверстий 155А, сверху первой колонки формованных изделий 104А, в направлении второй части 120 каждого блока 107А пресс-формы первой колонки, так, чтобы первая колонка формованных изделий 104А выталкивалась в сторону от второй части 120 каждого блока 107А пресс-формы первой колонки.
Аналогичным образом, поэтому дополнительное описание отсутствует, передаточная конструкция 151 может также образовывать дополнительные колонки форсунок, сопряженные с другими колонками отверстий и т.п.
Со ссылкой на фиг.5, устройство 150 передачи формованных изделий также может включать в себя множество устройств 169 для регулирования расхода, расположенных между источником 170 текучей среды (например, воздуха) и первой колонкой форсунок 163А, предназначенных для регулирования подаваемого в них потока. В частности, каждая из четырех форсунок первой колонки, а именно первая форсунка 162А, вторая форсунка 162В, третья форсунка 162С и четвертая форсунка 162D, отделена от источника текучей среды одним из соответствующих устройств: первым клапаном 168А, вторым клапаном 168В, третьим клапаном 168С или четвертым клапаном 168D, которые соединены с ними через первую линию 160А, вторую линию 160В, третью линию 160С или четвертую линию 160D. Клапана могут быть регулируемыми, например ручными регулируемыми клапанами или электрическими регулируемыми золотниковыми клапанами, либо также могут быть устройствами, срабатывающими при определенном падении давления, например дроссельными клапанами и т.п. Таким образом, множество устройств 169 для регулирования расхода могут быть выполнены с возможностью управления подачей, во время использования, текучей среды, проходящей через первую колонку форсунок 163А, например, с целью выполнения одной или нескольких из следующих задач: i) подачи текучей среды, по меньшей мере, через первую форсунку 162А, а также вторую форсунку 162В первой колонки форсунок 163А с разным расходом; ii) подачи текучей среды, по меньшей мере, через первую форсунку 162А, а также вторую форсунку 162В первой колонки форсунок 163А через разные интервалы; iii) начала подачи текучей среды, по меньшей мере, через первую форсунку 162А, а также вторую форсунку 162В первой колонки форсунок 163А в разное время.
Далее будет подробно рассмотрена конструкция и функциональность пресс-формы 100 для литья под давлением по альтернативному, неограничивающему варианту осуществления, показанную со ссылкой на фиг.6А, которая дополнительно включает в себя шибер 140 пресс-формы, аналогичный описанному в переуступленной патентной заявке США 61/264883, на имя Холтер и соавт., поданной 30 ноября 2009 года. Использование шибера 140 пресс-формы позволяет размыкать и замыкать множество блоков пресс-формы, включая первый блок 106А пресс-формы, без перемещения подвижного прижимного устройства 912 относительно неподвижного прижимного устройства 914 при переводе первой половинки 96 пресс-формы, а также второй половинки 98 пресс-формы 100 для литья под давлением между замкнутым положением С пресс-формы, как это показано на фиг.2А, и разомкнутым положением О пресс-формы, как это показано на фиг.2В. Технический эффект от этого может включать в себя, помимо прочего, сокращение продолжительности этапа формования, причем время, которое раньше затрачивалось на некоторые операции с использованием узла 996 зажима пресс-формы, высвобождается. То есть на производственном этапе больше не нужно ждать пока шибер 920 зажима последовательно (т.е. при каждом цикле формования) раскроется и снова закроется, также не нужно ждать перемещений, вперед и назад, подвижного прижимного устройства 912.
Шибер 140 пресс-формы сопряжен с первой половинкой 96 пресс-формы. А именно, шибер 140 пресс-формы расположен между подвижным прижимным устройством 912 и первой формующей плитой 130 пресс-формы 100 для литья под давлением. Шибер 140 пресс-формы, в целом, включает в себя шиберный элемент 144 и соединительный элемент 146. Как можно заметить, шиберный элемент 144 сопряжен с подвижным прижимным устройством 912 узла 996 зажима пресс-формы, а соединительный элемент 146 сопряжен с первой формующей плитой 130. Во время использования шиберный элемент 144 попеременно выборочно устанавливается, во время использования, в: i) закрытое положение S (фиг.6А) и ii) открытое положение U (фиг.6 В). Поэтому шибер 140 пресс-формы дополнительно включает в себя исполнительный механизм 148 шибера, который соединен с шиберным элементом 144, исполнительный механизм 148 шибера выполнен с возможностью, во время использования, перемещать шиберный элемент 144 между открытым положением U и закрытым положением S. Когда шиберный элемент 144 находится в закрытом положении S, как это показано на фиг.6А, шиберный элемент 144 зацепляется с соединительным элементом 146, за счет чего первая формующая плита 130 зацепляется с подвижным прижимным устройством 912. Когда шиберный элемент 144 находится в открытом положении U, как это показано на фиг.6В, шиберный элемент 144 расцепляется от соединительного элемента 146, за счет чего первая формующая плита 130 может перемещаться, во время использования, вдоль оси Х колебаний пресс-формы. Перемещение первой формующей плиты 130 вдоль оси Х колебаний пресс-формы может осуществляться, например, при помощи исполнительного механизма 922 выталкивающего устройства узла 996 зажима пресс-формы. Описанное выше схематично показано со ссылкой на фиг.6А, причем исполнительный механизм 922 выталкивающего устройства показан соединенным с первым стержневым фиксатором 132.
Шибер 140 пресс-формы также включает в себя опорное основание 142, с которым подвижно сопряжен шиберный элемент 144, причем опорное основание 142 конструктивно выполнено таким образом, чтобы оно было неподвижно соединено, во время использования, крепежом 192 или аналогичным устройством, с подвижным прижимным устройством 912. Кроме этого, соединительный элемент 146 соединен с задней стороной первого стержневого фиксатора 132 первой формующей плиты 130. При подобной компоновке соединительный элемент 146 выровнен с первой частью 110 первого блока 106А пресс-формы. Аналогичным образом, если пресс-форма 100 для литья под давлением включает в себя множество блоков пресс-формы, в том числе первый блок 106А пресс-формы, образующих множество оформляющих полостей для формования, во время использования, множества формованных изделий, подобных тем, которые показаны со ссылкой на фигуры 2А и 2В, то шибер 140 пресс-формы также может включать в себя множество соединительных элементов, в том числе соединительный элемент 146, причем каждый из множества соединительных элементов выравнивается с одним из множества блоков пресс-формы. Таким образом, никаких специальных ограничений по числу и расположению соединительных элементов не предусмотрено.
Шиберный элемент 144 также образует первое отверстие 145 с зазором, выполненное с возможностью размещения в нем соединительного элемента 146, устанавливаемого там, во время использования, когда шиберный элемент 144 находится в открытом положении U (фиг.6В) и после перемещения первой формующей плиты 130 вдоль оси Х колебаний пресс-формы в убранное положение В (фиг.6В). В зависимости от требуемого хода первой формующей плиты 130, первое отверстие 145 с зазором может проходить, как это показано, через шиберный элемент 144. Кроме этого, опорное основание 142 также может образовывать второе отверстие 143 с зазором, которое выравнивается, во время использования, с первым отверстием 145 с зазором, при переводе шиберного элемента 144 в открытое положение U. Поэтому второе отверстие 143 с зазором выполнено с возможностью размещения в нем, во время использования, соединительного элемента 146, когда шиберный элемент 144 находится в открытом положении U, а первая формующая плита 130 перемещается вдоль оси Х колебания пресс-формы в убранное положение В.
Форма и размер соединительного элемент 146 по сравнению с формой и размером первого отверстия 146 с зазором и второго отверстия 143 с зазором не ограничены, при условии, что соединительный элемент 146 помещается в них. По настоящему неограничивающему примеру соединительный элемент 146 имеет цилиндрический корпус, а первое отверстие 146 с зазором и второе отверстие 143 с зазором имеют комлементарную цилиндрическую форму.
Как отмечалось ранее, передаточная плита 152 сопряжена, как показано на фиг.2А, с первой половинкой 96 пресс-формы 100 для литья под давлением. Поэтому у шибера 140 пресс-формы дополнительно имеется блок 147 выталкивателей, при помощи которого соединяется первая формующая плита 130, а также сопрягается, во время использования, передаточная плита 152 устройства 150 передачи формованных изделий с подвижным прижимным устройством 912 системы 900 литья под давлением. В частности, один крепеж 192 соединяет плиту 152 основания с верхней частью блока 147 выталкивателей, а другой крепеж 192 соединяет опорное основание 142 шибера 140 пресс-формы с нижней частью блока 147 выталкивателей, помня о том, что опорное основание 142 неподвижно соединено, во время использования, крепежом 192 или аналогичным приспособлением с подвижным прижимным устройством 912. Кроме этого, блок 147 выталкивателей образует пространство, внутрь которого, вдоль оси Х колебаний пресс-формы, могут перемещаться первый стержневой фиксатор 132, а также второй стержневой фиксатор 133. Следует отметить, что по данному неограничивающему варианту осуществления фиксатор 136 снимающего устройства прикреплен к передаточной плите 152. Как отмечалось ранее, перемещение первой формующей плиты 130 вдоль оси Х колебаний пресс-формы может осуществляться, по меньшей мере, частично, исполнительным механизмом 922 выталкивающего устройства узла 966 зажима. Точнее, как это показано, исполнительный механизм 922 выталкивающего устройства, с целью его перемещения, соединен с первым стержневым фиксатором 132. Кроме этого, как показано на фиг.6А, пресс-форма 100 для литья под давлением также включает в себя исполнительный механизм 253 снимающего устройства, который соединен с фиксатором 136 снимающего устройства, а также вторым стержневым фиксатором 133, исполнительный механизм 253 снимающего устройства выполнен с возможностью, во время использования, перемещения второго стержневого фиксатора 133 относительно фиксатора 136 снимающего устройства вдоль оси Х колебаний пресс-формы.
Процесс литья под давлением с использованием пресс-формы 100 для литья под давлением с шибером 140 пресс-формы показан на фигурах 6A-6G. Производственный этап процесса формования начинается, как показано на фиг.2А, с того, что пресс-форма 100 для литья под давлением переводится в замкнутое положение С пресс-формы, при этом первая формующая плита 130 расположена вдоль оси Х колебаний пресс-формы, в выдвинутом положении Е, таким образом, чтобы первый блок 106А пресс-формы был замкнут, образуя в нем оформляющую полость 101. При этом первый блок 106А пресс-формы находится внутри первого отверстия 154А, образованного передаточной плитой 152 устройства 150 передачи формованных изделий. Кроме этого, шиберный элемент 144 шибера 140 пресс-формы находится в замкнутом положении S, поэтому первая формующая плита 130 зацепляется с подвижным прижимным устройством 912. Соответственно, пресс-форма 100 для литья под давлением подготовлена для формования первого формованного изделия 102А. После этого формование первого формованного изделия 102А (не показано) осуществляется путем нагнетания формующего материала в оформляющую полость 101.
Далее процесс литья под давлением включает в себя, как показано со ссылкой на фиг.6В, открытие шибера 140 пресс-формы для расцепления первой формующей плиты 130 с подвижным прижимным устройством 912.
Открытие шиберного элемента 144 включает в себя перевод шиберного элемента 144 в открытое положение U за счет управления исполнительным механизмом 148 шибера, причем шиберный элемент 144 расцепляется с соединительным элементом 146.
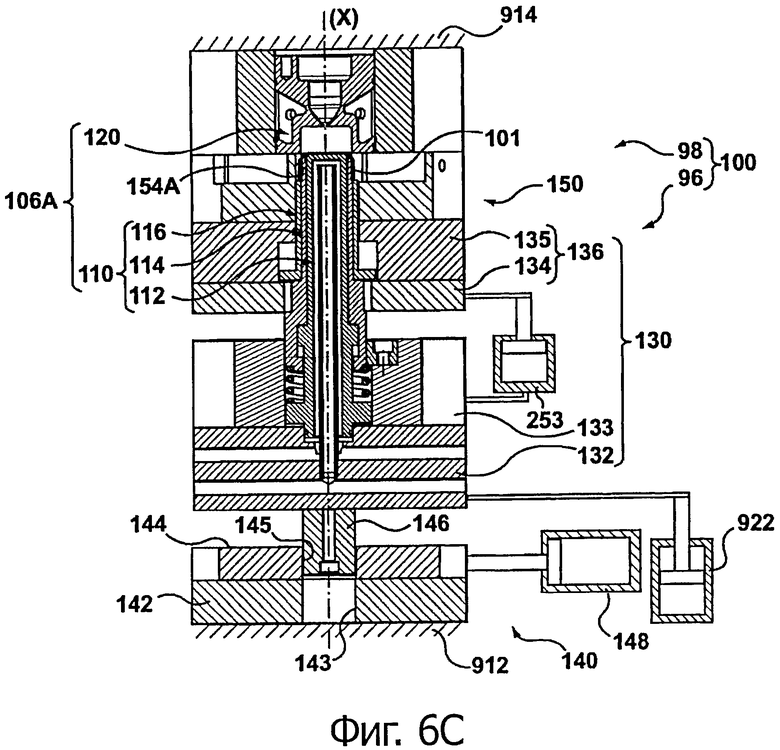
Далее процесс литья под давлением включает в себя, как показано со ссылкой на фиг.6С, размыкание первого блока 106А пресс-формы и отвод первой части 110 блока вдоль оси Х колебаний пресс-формы для перемещения первого формованного изделия 102А, находящегося в первом отверстии 154А. Для этого первый стержневой фиксатор 132, а также второй стержневой фиксатор 133 отводятся вдоль оси Х колебаний пресс-формы, соответственно отводя сопряженный с ними и удерживаемый ими внутренний стержень 112, при этом внешний стержень 114 и снимающая муфта 116 отводятся вместе с внутренним стержнем 112 за счет того, что они соединены с ним посредством первого формованного изделия 102А. Отвод первого стержневого фиксатора 132, а также второго стержневого фиксатора 133 осуществляется за счет управления исполнительным механизмом 922 выталкивающего устройства, а также исполнительным механизмом 153 снимающего устройства, соответственно.
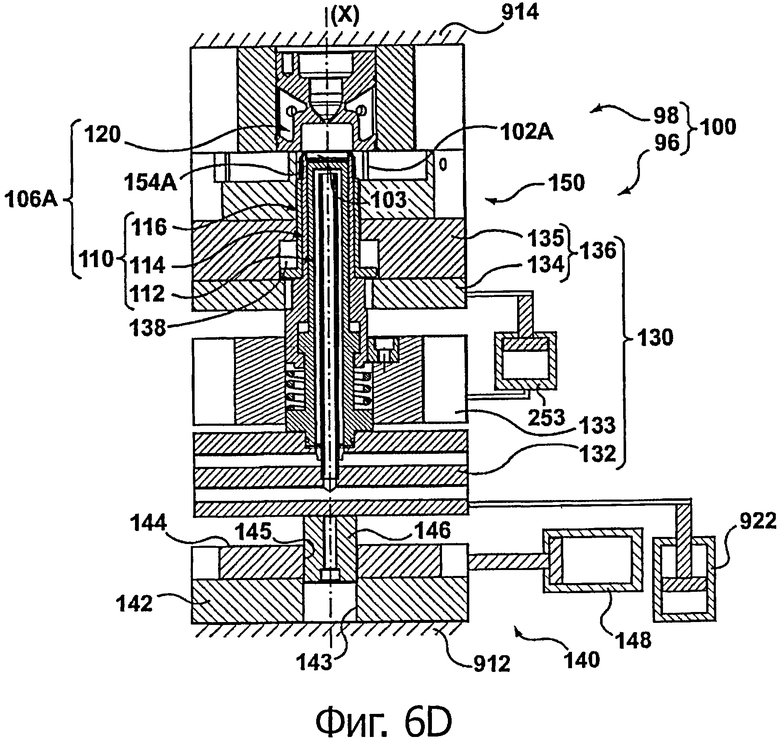
Далее процесс литья под давлением включает в себя, как показано со ссылкой на фиг.6D, первый этап расположения первой части 110 блока пресс-формы для выталкивания первого формованного изделия 102А через первое отверстие 154А, точнее снимание уплотнительной части 103 с первого формованного изделия 102А в том месте, где оно было сформовано, между внутренним стержнем 112 и внешним стержнем 114, при их относительном перемещении. Как можно заметить, после завершения последнего этапа снимающая муфта 116 достигает своего крайнего положения при ходе назад внутри углубления 138, поэтому первое формованное изделие 102А больше не перемещается назад внутренним стержнем 112 или внешним стержнем 114. Таким образом, данный этап предусматривает отвод первого стержневого фиксатора 132, за счет управления исполнительным механизмом 922 выталкивающего устройства, для отвода внутреннего стержня, удерживаемого им, вдоль оси Х колебаний пресс-формы на расстояние, относительно внешнего стержня 114, который удерживается в неподвижном положении за счет того, что он соединен с первым формованным изделием 102А, достаточное для снятия уплотнительной части 103.
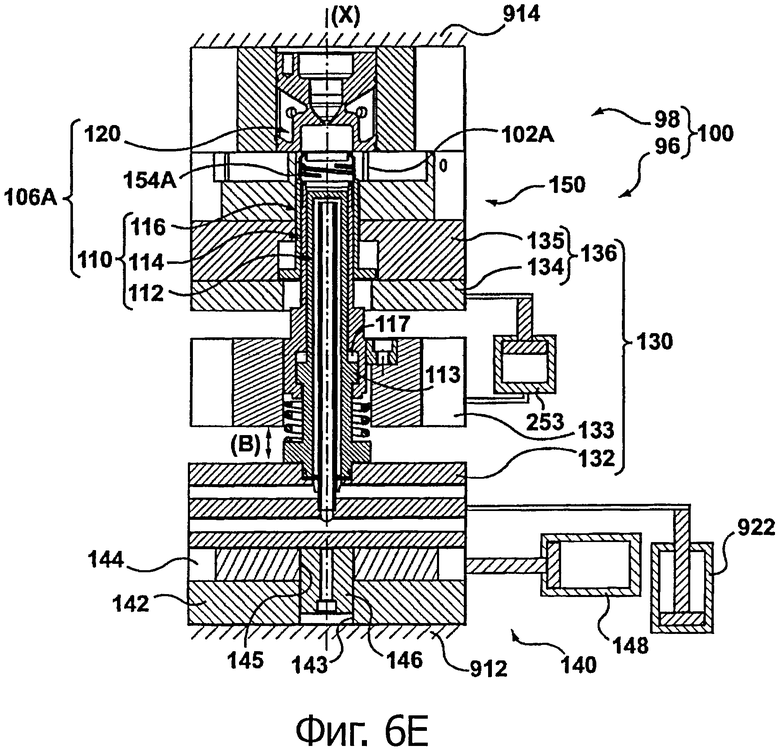
Далее процесс литья под давлением включает в себя, как показано со ссылкой на фиг.6Е, заключительный этап расположения первой части 110 блока пресс-формы для выталкивания первого формованного изделия 102А через первое отверстие 154А, а также, кроме этого, размыкание первого блока 106А пресс-формы при отводе первой части 110 блока пресс-формы из первого отверстия 154А. Для этого необходимо перевести первый стержневой фиксатор 132 вдоль оси Х колебаний пресс-формы в убранное положение В, за счет управления исполнительным механизмом 922 выталкивающего устройства, для убирания внутреннего стержня 112, который удерживается им, на расстояние, достаточное для дальнейшего перемещения внешнего стержня 114 в положение снятия, поскольку внутренний стержень 112 достиг своего конечного положения при ходе назад относительно внешнего стержня 114, определяемого сопряжением штыка 113 со штыковым разъемом 117. Первое формованное изделие 102А снимается с внешнего стержня 114 и остается в первом отверстии 154А за счет того, что оно упирается в верхнюю часть снимающей муфты 116, а внешний стержень отводится из него в положение снятия.
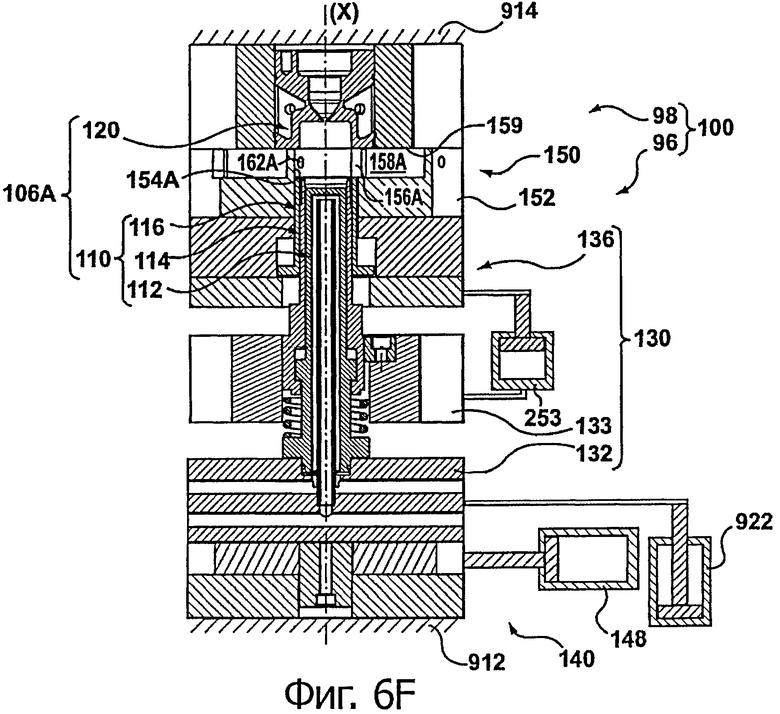
Далее процесс литья под давлением включает в себя, как это показано со ссылкой на фиг.6F, подачу текучей среды через первую форсунку 162А для выталкивания первого формованного изделия 102А (не показано) из первого отверстия 154А через первый вспомогательный канал 156А в первый магистральный канал 158А. После поступления в первый магистральный канал 158А первое формованное изделие 102А проходит через него к его выходу 164А (фиг.4) под действием силы тяжести и/или за счет воздуха или иной текучей среды, проходящей через него.
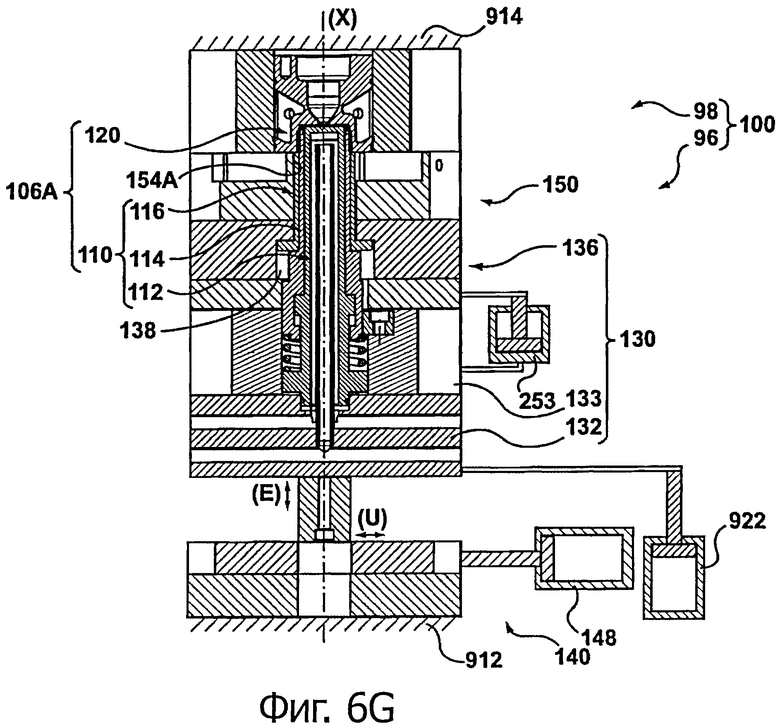
Процесс литья под давлением завершается, как это показано со ссылкой на фиг.6G, после замыкания первого блока 106А пресс-формы. Замыкание первого блока 106А пресс-формы включает в себя перевод первой формующей плиты 130 в выдвинутое положение Е, с выдвижением первого стержневого фиксатора 132, а также второго стержневого фиксатора 133 вдоль оси Х колебаний пресс-формы, за счет управления исполнительным механизмом 922 выталкивающего устройства, а также исполнительным механизмом 253 снимающего устройства, соответственно, для перемещения внутреннего стержня 112, а также внешнего стержня 114 в их соответствующие положения формования, при этом снимающая муфта 116 выталкивается в положение формования, перемещаясь внутри углубления 138. Хотя это не показано, перед формованием другого первого формованного изделия 102А необходимо закрыть шибер 140 пресс-формы для зацепления первой формующей плиты 130 с подвижным прижимным устройством 912.
Далее будет подробно рассмотрена конструкция и функциональность пресс-формы 200 для литья под давлением по другому альтернативному, неограничивающему варианту осуществления, показанной со ссылкой на фиг.7. Пресс-форма 200 для литья под давлением конструктивно выполнена аналогично пресс-форме 100 для литья под давлением по фиг.2А, поэтому в описании ниже будут подробно рассмотрены лишь ее конструктивные и функциональные отличия.
Одно из подобных отличий заключается в том, что первая половинка 196 пресс-формы, а также вторая половинка 198 пресс-формы 200 для литья под давлением, а именно ее первый блок 206А, первая формующая плита 230, а также вторая формующая плита 231, конструктивно выполнены с возможностью размещения в них пары подвижных разъемных вставок 218 пресс-формы, при помощи которых формуется инкапсулированная часть первого формованного изделия 102А (которая по данному варианту осуществления является пломбой первого вскрытия бутылочного горлышка).
Точнее, первая часть 210 блока включает в себя внутренний стержень 212, внешний стержень 214, а также снимающую муфту 216 и пару разъемных вставок 218 пресс-формы, которые взаимодействуют, во время использования, со вставкой 222 полости второй части 220 блока пресс-формы, образуя оформляющую полость 101.
Аналогичным образом, первая формующая плита 230 наиболее заметно отличается от первой формующей плиты 130, рассмотренной ранее, тем, что она также включает в себя фиксатор 239 разъемной вставки, при помощи которого удерживается и функционирует, во время использования, пара разъемных вставок 218 пресс-формы. Конструкция и функциональность фиксатора 239 разъемной вставки хорошо известна из области техники и поэтому не будет здесь подробно рассматриваться. Достаточно сказать, что первый фиксатор включает в себя, как это показано, плиту 237 разъемного фиксатора, на которой подвижно установлена пара соединительных штанг 235. Пара разъемных вставок 218 пресс-формы, а именно первая разъемная половинка 218А, а также вторая разъемная половинка 218В, установлена на паре соединительных штанг 235 и поэтому удерживается, перемещаясь вместе с фиксатором 239 разъемных вставок. Во время использования, пара соединительных штанг 235 перемещается вдоль оси, которая, в целом, проходит перпендикулярно оси Х колебаний пресс-формы, за счет чего первая разъемная половинка 218А, а также вторая разъемная половинка 218В перемещаются между замкнутым положением и разомкнутым положением, образуя инкапсулированную часть оформляющей полости 101 и освобождая инкапсулированную часть первого формованного изделия 102А, соответственно.
Устройство 250 передачи формованных изделий отличается от рассмотренного ранее устройства 150 передачи формованных изделий тем, что передаточная плита 252 образует углубление снизу первого отверстия 254А, в котором подвижно удерживается снимающая муфта 216, обеспечивающее ее перемещение, во время использования, вдоль оси Х колебаний пресс-формы. Другое отличие заключается в том, что устройство 250 передачи формованных изделий расположено между фиксатором 239 разъемных вставок и другими элементами (не показаны) первой половинки 230 пресс-формы. Поэтому передаточная конструкция 251, образующая первый вспомогательный канал 256А и первый магистральный канал 258А, также включает в себя сопрягающуюся конструкцию 259, расположенную на задней стороне фиксатора 239 разъемных вставок. То есть сопрягающаяся конструкция 259 окружает первый вспомогательный канал 256А и первый магистральный канал 258А устройства 250 передачи формованных изделий.
Далее будет подробно рассмотрен процесс 300 литья под давлением, показанный на фиг.8, который может осуществляться с использованием контроллера 501, показанного со ссылкой на фиг.1, одного из тех, которые обычно используются в системе 900 литья под давлением. Контроллер 501 показан соединенным с исполнительным механизмом 915 прижимного устройства, а также с исполнительным механизмом 922 выталкивающего устройства системы 900 литья под давлением, для управления ими. Точно также с ним могут быть соединены некоторые или все из следующих устройств: исполнительный механизм 153, 253 снимающего устройства, исполнительный механизм 148 шибера, а также множество устройств 169 для регулирования расхода.
Соответственно контроллер 501 может включать в себя команды 512, хранящиеся в используемой контроллером памяти 510 контроллера 501, команды 512 используются контроллером 501 для управления процессом 300 формования, как это показано на фиг.8, включающим в себя следующие этапы:
(i) замыкание 302 первой колонки блоков 107А пресс-формы 100, 200 для литья под давлением, причем первая колонка блоков 107А пресс-формы расположена внутри первой колонки отверстий 155А;
(ii) формование 304 первой колонки формованных изделий 104А внутри первой колонки блоков 107А пресс-формы;
(iii) размыкание 306 первой колонки блоков 107А пресс-формы для их извлечения из первой колонки отверстий 155А;
(iv) расположение 308 первой колонки блоков 107А пресс-формы для выталкивания первой колонки формованных изделий 104А через первую колонку отверстий 155А; а также
(v) подачу 310 текучей среды через первую колонку форсунок 163А для выталкивания первой колонки формованных изделий 104А, находящихся в первой колонке отверстий 155А, для их прохождения через первую колонку вспомогательных каналов 157А в направлении первого магистрального канала 158А, образованных передаточной конструкцией 151.
Кроме этого, этап подачи 310 может также включать в себя управление множеством устройств 169 регулирования расходом для управления потоком текучей среды, проходящей через первую колонку форсунок 163А, с целью выполнения одной или нескольких из следующих задач: подачи 310 текучей среды, по меньшей мере, через первую форсунку 162А, а также вторую форсунку 162В первой колонки форсунок 163А с разным расходом; подачи 310 текучей среды, по меньшей мере, через первую форсунку 162А, а также вторую форсунку 162В первой колонки форсунок 163А через разные интервалы и/или начала подачи 310 текучей среды, по меньшей мере, через первую форсунку 162А, а также вторую форсунку 162В первой колонки форсунок 163А в разное время.
Также следует отметить, последовательность выполнения процесса 300 формования может быть произвольной. Например, по меньшей мере, часть этапов размыкания 306 и расположения 308 первой колонки блоков 107А пресс-формы может осуществляться последовательно или одновременно.
Следует отметить, что выше были рассмотрены отдельные наиболее характерные неограничивающие варианты осуществления. Подобные неограничивающие варианты осуществления могут использоваться в различных областях применения. Поэтому, хотя описание было дано для конкретных конструкций и способов, цели и концепции подобных неограничивающих вариантов осуществления могут быть использованы в других компоновках и других областях применения. Специалистам в данной области техники будет понятно, что раскрытые неограничивающие варианты осуществления допускают модификации. Описание неограничивающих вариантов осуществления следует рассматривать исключительно в качестве иллюстрации их отдельных наиболее характерных признаков. Другие полезные результаты могут быть получены за счет использования данных неограниченных вариантов осуществления иным образом или внесения в них изменений способом, известным специалистам в данной области техники. Сюда входит смешивание и согласование упоминаемых признаков, элементов и/или функций из различных вариантов осуществления, рассматриваемых здесь в явной форме, если это не оговорено иначе выше.



Устройство (150, 250) передачи формованных изделий, сопрягаемое, во время использования, с пресс-формой (100, 200) для литья под давлением. Устройство (150, 250) передачи формованных изделий включает в себя передаточную конструкцию (151, 251), которая образует, помимо прочего, первое отверстие (154А), которое конструктивно предназначено для помещения в него первого формованного изделия (102А) из первого блока (106А, 206А) пресс-формы (100) для литья под давлением. Передаточная конструкция (151, 251) также образует первый вспомогательный канал (156А) и первый магистральный канал (158А), через которые может проходить первое формованное изделие (102А). Первый вспомогательный канал (156А) соединяет первое отверстие (154А) с первым магистральным каналом (158А) для подачи в него, во время использования, первого формованного изделия (102А), после чего оно проходит через первый магистральный канал (158А) в направлении его выхода (164А). Устройство (150, 250) передачи формованных изделий имеет контроллер (501), содержащий команды, хранящиеся в используемой контроллером памяти (510) для управления процессом (300) формования. Технический результат, достигаемый при использовании устройства и контроллера, заключается в обеспечении альтернативного устройства передачи формованных изделий за счет упрощения снятия изделий со стержня. 2 н. и 23 з.п. ф-лы, 15 ил.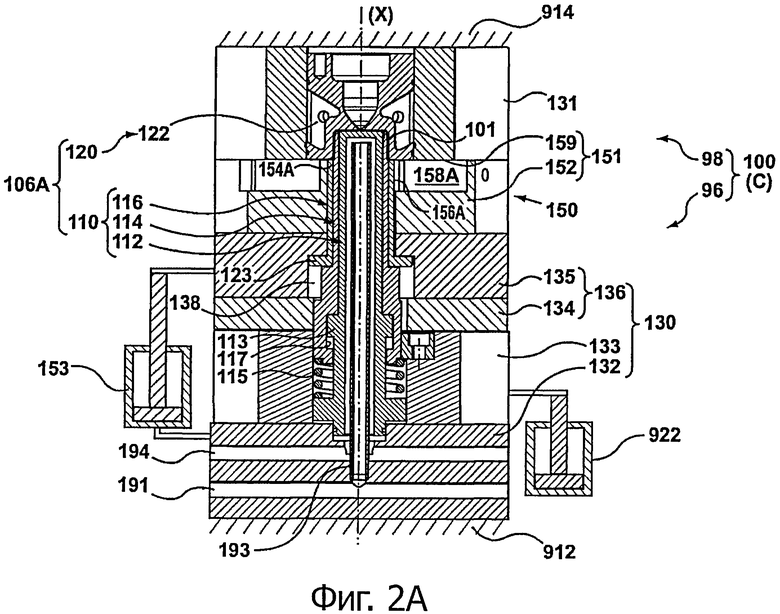
1. Устройство (150, 250) передачи формованных изделий, сопрягаемое, во время использования, с пресс-формой (100, 200) для литья под давлением, устройство (150, 250) передачи формованных изделий содержит:
передаточную конструкцию (151,251), которая образует:
первое отверстие (154А), которое конструктивно выполнено с возможностью помещения в него первого формованного изделия (102А) из первого блока (106А, 206А) пресс-формы (100) для литья под давлением;
первый вспомогательный канал (156А), а также первый магистральный канал (158А), через которые может проходить первое формованное изделие (102А);
первый вспомогательный канал (156А) соединяет первое отверстие (154А) с первым магистральным каналом (158А) для подачи в него, во время использования, первого формованного изделия (102А), после чего оно проходит через первый магистральный канал (158А) в направлении его выхода (164А).
2. Устройство (150, 250) по п.1, отличающееся тем, что первый вспомогательный канал (156А) и первый магистральный канал (158А) проходят в разных направлениях.
3. Устройство (150, 250) по п.1, отличающееся тем, что первое отверстие (154А) конструктивно выполнено с возможностью попеременного размещения в нем: (i) первого блока (106А, 206А) пресс-формы (100, 200), находящегося в нем; а также (ii) первого формованного изделия (102А), помещаемого в него при размыкании первого блока (106А, 206А) пресс-формы, вдоль оси Х колебаний пресс-формы, для его извлечения из первого отверстия (156А).
4. Устройство (150, 250) по п.1, отличающееся тем, что
передаточная конструкция (151, 251) также образует первую форсунку (162А), предназначенную для подачи текучей среды таким образом, чтобы она заставляла первое формованное изделие (102А), находящееся в первом отверстии (154А), проходить через первый вспомогательный канал (156А) в направлении первого магистрального канала (158А).
5. Устройство (150, 250) по п.3, отличающееся тем, что
после установки первого формованного изделия (102А) в первое отверстие (154А) и относительного расположения первой части (110, 210) и второй части (120, 220) первого блока (106А) пресс-формы вдоль оси Х колебаний пресс-формы первая форсунка (162А) может подавать текучую среду через первое отверстие (154А) сверху первого формованного изделия (102А), в направлении второй части (120) пресс-формы для выталкивания первого формованного изделия (102А) из второй части (120, 220) блока пресс-формы.
6. Устройство (150, 250) по п.3, отличающееся тем, что
передаточная конструкция (151, 251) образует:
первую колонку отверстий (155А), включая первое отверстие (154А), в которых попеременно размещается: i) первая колонка блоков (107А) пресс-формы (100, 200) для литья под давлением, находящихся в них, включая первый блок (106А); а также ii) первая колонка формованных изделий (104А), помещаемых в них, включая первое формованное изделие (102А), после размыкания первой колонки блоков (107А) пресс-формы вдоль оси Х колебаний пресс-формы для извлечения их из первой колонки отверстий (155А);
первую колонку вспомогательных каналов (155А), включая первый вспомогательный канал (156А);
каждый из вспомогательных каналов (157А) в первой колонке может соединять одно из отверстий (155А) в первой колонке с первым магистральным каналом (158А) для направления в него, во время использования, одного из формованных изделий (107А) из первой колонки, после чего они проходят через первый магистральный канал (158А) в направлении его выхода (164А).
7. Устройство (150, 250) по п.6, отличающееся тем, что
передаточная конструкция (151, 251) образует первую колонку форсунок (163А);
каждая форсунка (163А) из первой колонки форсунок расположена таким образом, чтобы она подавала текучую среду, во время использования, так, чтобы первая колонка формованных изделий (104А), находящихся в отверстиях (155А) первой колонки, проходила через первую колонку вспомогательных каналов (157А) в направлении первого магистрального канала (158А).
8. Устройство (150, 250) по п.6, отличающееся тем, что
после установки первой колонки формованных изделий (104А) в первой колонке отверстий (155А) и относительного расположения первой части (110, 210) и второй части (120, 220) каждого блока (107А) первой колонки вдоль оси Х колебаний пресс-формы первая колонка форсунок (163А) может подавать текучую среду через первую колонку отверстий (155А) сверху формованных изделий (104А) в первой колонке, в направлении второй части (120) каждого блока (107А) первой колонки для выталкивания первой колонки формованных изделий (104А) из второй части (120) каждого блока (107А) первой колонки.
9. Устройство (150, 250) по п.7, отличающееся тем, что оно дополнительно содержит:
множество устройств (169) для регулирования расхода;
множество устройств (169) для регулирования расхода расположено между источником (170) текучей среды и первой колонкой форсунок (163А) с целью управления потоком подаваемой в нее текучей среды.
10. Устройство (150, 250) по п.9, отличающееся тем, что
множество устройств (169) для регулирования расхода выполнено с возможностью управления подачей, во время использования, текучей среды, проходящей через первую колонку форсунок (163А), с целью выполнения одной или нескольких из следующих задач:
подачи текучей среды, по меньшей мере, через первую форсунку (162А), а также вторую форсунку (162В) первой колонки форсунок (163А) с разным расходом;
подачи текучей среды, по меньшей мере, через первую форсунку (162А), а также вторую форсунку (162В) первой колонки форсунок (163А) через разные интервалы;
начала подачи текучей среды, по меньшей мере, через первую форсунку (162А), а также вторую форсунку (162В) первой колонки форсунок (163А) в разное время.
11. Устройство (150, 250) по п.6, отличающееся тем, что
передаточная конструкция (151,251) образует:
вторую колонку отверстий (155А), внутрь которых помещается вторая колонка формованных изделий (104А) из второй колонки блоков (107В), сопряженных с пресс-формой (100, 200) для литья под давлением;
вторую колонку вспомогательных каналов (157А), а также второй магистральный канал (158А);
каждый из вспомогательных каналов (157А) во второй колонке может соединять одно из отверстий (155В) во второй колонке со вторым магистральным каналом (158А) для направления в него, во время использования, одного из формованных изделий (107В) из второй колонки, после чего они проходят через первый магистральный канал (158А) в направлении его выхода (164А).
12. Устройство (150, 250) по п.11, отличающееся тем, что
первый магистральный канал (158А) расположен между первой колонкой отверстий (155А) и второй колонкой отверстий (155В).
13. Устройство (150, 250) по п.12, отличающееся тем, что
второй магистральный канал (158В) расположен между второй колонкой отверстий (155В) и третьей колонкой отверстий (155С).
14. Устройство (150, 250) по п.6, отличающееся тем, что
первая колонка отверстий (155А) и первый магистральный канал (158А) по большей части проходят в параллельном направлении;
каждый вспомогательный канал (157А) в первой колонке проходит в сторону от первой колонки отверстий (155А).
15. Устройство (150, 250) по п.6, отличающееся тем, что
первый магистральны канал (158А), а также каждый из вспомогательных каналов (157А) в первой колонке проходит таким образом, чтобы первая колонка формованных изделий (104А) могла проходить через него, во время использования, под действием силы тяжести.
16. Устройство (150, 250) по п.6, отличающееся тем, что оно дополнительно содержит:
передаточную плиту (152, 252), которая сопрягается, во время использования, с одним из следующих устройств: первой половинкой (96, 196) или второй половинкой (98, 198) пресс-формы (100, 200) для литья под давлением,
передаточная конструкция (151, 251) включает в себя передаточную плиту (152, 252), причем передаточная плита (152, 252) образует, по меньшей мере, частично, одно или несколько из следующих устройств: первую колонку отверстий (155А), первую колонку вспомогательных каналов (157А) или первый магистральный канал (158А).
17. Устройство (150, 250) по п.16, отличающееся тем, что
передаточная конструкция (151, 251) также включает в себя сопрягающуюся конструкцию (159, 259), по меньшей мере, в одном из следующих устройств: первой формующей плите (130) или второй формующей плите (131), которые сопрягаются с первой половинкой (96, 196) пресс-формы и второй половинкой (98) пресс-формы, соответственно.
18. Устройство (150) по п.17, отличающееся тем, что
сопрягающаяся конструкция (159) расположена на передней стороне второй формующей плиты (131),
причем первая колонка вспомогательных каналов (157А) и первый магистральный канал (158А) окружены, по меньшей мере, вдоль их части, сопрягающейся конструкцией (159).
19. Устройство (250) по п.17, отличающееся тем, что
сопрягающаяся конструкция (259) расположена на задней стороне фиксатора (239) разъемной вставки, сопряженного с первой формующей плитой (230),
причем первая колонка вспомогательных каналов (157А) и первый магистральный канал (158А) окружены, по меньшей мере, вдоль их части, сопрягающейся конструкцией (259).
20. Устройство (150, 250) по п.16, отличающееся тем, что
снизу каждого из отверстий (155А) первой колонки передаточная плита (152, 252) образует углубление (238), внутри которого подвижно расположена снимающая муфта (116, 216) каждого блока (107А) пресс-формы первой колонки и которое обеспечивает ее перемещение, во время использования, вдоль оси Х колебаний пресс-формы.
21. Устройство (150, 250) по п.16, отличающееся тем, что
передаточная плита (152, 252) установлена, во время использования, в блоке (147) выталкивателей шибера (140) пресс-формы для сопряжения устройства (150, 250) передачи формованных изделий с подвижным прижимным устройством (912) системы (900) литья под давлением.
22. Контроллер (501), включающий в себя команды (512), хранящиеся в используемой контроллером памяти (510) контроллера (501), команды (512) используются контроллером (501) для управления процессом (300) формования, включающим в себя:
замыкание (302) первого блока (106А) пресс-формы (100, 200) для литья под давлением;
формование (304) первого формованного изделия (102А) внутри первого блока (106А) пресс-формы;
размыкание (306) первого блока (106А) пресс-формы;
расположение (308) первого блока (106А) пресс-формы для выталкивания первого формованного изделия (102А) через первое отверстие (154А), образованное передаточной конструкцией (151, 251) устройства (150, 250) передачи формованных изделий; а также
подачу (310) текучей среды через первую форсунку (162А), образованную передаточной конструкцией (151, 251) для выталкивания первого формованного изделия (102А), находящегося в первом отверстии (154А) таким образом, чтобы оно проходило через первый вспомогательный канал (156А) в направлении первого магистрального канала (158А), образованных передаточной конструкцией (151, 251).
23. Контроллер (501) по п.22, отличающийся тем, что
замыкание (302) также включает в себя замыкание первой колонки блоков (107А) пресс-формы, включая первый блок (106А) пресс-формы, причем блоки (107А) пресс-формы первой колонки расположены внутри отверстий (155А) первой колонки, включая первое отверстие (154А), образованных передаточной конструкцией (151, 251);
формование (304) первой колонки формованных изделий (104А), включая первое формованное изделие (102А), внутри первой колонки блоков (107А) пресс-формы;
размыкание (306) первой колонки блоков (107А) пресс-формы для их извлечения из первой колонки отверстий (155А);
расположение (308) первой колонки блоков (107А) пресс-формы для выталкивания первой колонки формованных изделий (104А) через первую колонку отверстий (155А); а также
подача (310) текучей среды через первую колонку форсунок (163А), включая первую форсунку (162А), образуемых передаточной конструкцией (151, 251), для выталкивания первой колонки формованных изделий (104А), находящихся в первой колонке отверстий (155А), для их прохождения через первую колонку вспомогательных каналов (157А), включая первый вспомогательный канал (157А), в направлении первого магистрального канала (158А).
24. Контроллер (501) по п.23, отличающийся тем, что
подача (310) текучей среды включает в себя управление множеством устройств (169) регулирования расхода, расположенных между источником (170) текучей среды и первой колонкой форсунок (163А) для управления потоком текучей среды, подаваемой через первую колонку форсунок (163А) с целью выполнения одной или нескольких из следующих задач:
подачи (310) текучей среды, по меньшей мере, через первую форсунку (162А), а также вторую форсунку (162В) первой колонки форсунок (163А) с разным расходом;
подачи (310) текучей среды, по меньшей мере, через первую форсунку (162А), а также вторую форсунку (162В) первой колонки форсунок (163А) через разные интервалы;
начала подачи (310) текучей среды, по меньшей мере, через первую форсунку (162А), а также вторую форсунку (162В) первой колонки форсунок (163А) в разное время.
25. Контроллер (501) по п.23, отличающийся тем, что
размыкание (306) и расположение (308) первой колонки блоков (107А) пресс-формы осуществляется, по меньшей мере, отчасти одновременно.
| СПОСОБ ПРОИЗВОДСТВА МОРОЖЕНОГО "СНЕЖИНКА" МОЛОЧНОГО (ВАРИАНТЫ) | 2014 |
|
RU2546584C1 |
| US 20040084809 А1, 06.05.2004 | |||
| US 6607375 B1, 19.08.2003 | |||
| US 6939504 B2, 06.09.2005 | |||
| US 20080088068 А1, 17.04.2008 | |||
| ЩВАРЦ О | |||
| и др | |||
| Переработка пластмасс | |||
| - СПб.: Профессия, 2005, с.165-168. | |||

