Область техники, к которой относится изобретение
Неограничивающие примеры, раскрываемые в настоящем документе, относятся к формовочной установке, а именно к шиберу пресс-формы и устройству передачи формованных изделий, используемому с пресс-формой для литья под давлением, а также контроллеру, при помощи которого осуществляются процессы формования.
Уровень техники
В патенте США 7,351,050, выданном на имя Вандерплоег и соавт., опубликованном 1 апреля 2008 года, описана челночная установка с сервоприводом и способ для формовочной машины, которые включают в себя конструкцию и/или этапы, при помощи которых челночная плита помещается, по меньшей мере, рядом с одним из следующих устройств: первой половинкой пресс-формы или второй половинкой пресс-формы формовочной машины. Направляющий узел сопряжен с половинкой пресс-формы и линейно направляет челночную плиту вдоль формующей поверхности половинки пресс-формы. Линейное направление движения челночной плиты обеспечивается приводным механизмом. Рабочая конструкция сопряжена с челночной плитой и выполнена с возможностью осуществления операций с формованным изделием, находящимся либо в оформляющей полости, либо на стержне литейной формы. Операция может включать в себя снятие формованного изделия со стержня литейной формы, нанесение маркировки на оформляющую полость и/или закрытие крышки формованного изделия пока оно находится на стержне литейной формы.
В патенте США 5,037,597, выданном на имя Макгинли и соавт., опубликованном 6 августа 1991 года, описана установка для литья под давлением, а также процесс формирования множества первых деталей и множества комплементарных вторых деталей во время единого цикла формования, оснащенная системой для снятия деталей, сформованных во время каждого цикла, а также сборки деталей в готовые изделия. Система включает в себя. множество способных вращаться чашечных присосок, предназначенных для снятия деталей, а также для их выравнивания и установки в серии загрузочных отверстий в центральном элементе пресс-формы таким образом, чтобы первые детали совпадали с соответствующими отверстиями для первых деталей, а вторые детали совпадали с соответствующими отверстиями для вторых деталей. Кроме этого, в центральном элементе пресс-формы имеются внутренние спускные лотки для выгрузки собранных изделий из пресс-формы. Инновационная система приведения в движение способных вращаться чашечных присосок использует способный вращаться элемент, соединенный с разными половинками пресс-формы, а также систему кулачков, при помощи которой за счет перемещения половинок пресс-формы относительно друг друга во время замыкания и размыкания пресс-формы происходит вращение чашечных присосок.
В патенте США 4,589,840, выданном на имя Шад, опубликованном 20 мая 1986 года, описана установка для непрерывной подачи и сбора формованных изделий из работающей в непрерывном цикле машины для литья под давлением, причем изделия собираются последовательно и непрерывно в единообразном физическом положении или направлении.
В патенте США 6,939,504, выданном на имя Хомман и соавт., опубликованном 6 сентября 2005 года, описан способ и система производства полых ребристых конструкций для декоративных компонентов и панелей, использующая литье под давлением с применением газа. В оформляющей полости имеются подвижные вставные элементы, в частности у торцов конструкционных ребристых элементов. После нагнетания пластикового материала в оформляющую полость, пластик заполняет пресс-форму, а вставные элементы фиксируются по месту. Для фиксирования вставных элементов используются выборочно приводимые в действие запорные механизмы. После этого в ребристые элементы подается газ или иная текучая среда для формирования в них полых каналов. При перемещении вставных элементов образуется углубление или канавка, которую заполняет полимер, вытесняемый из ребристых элементов. Вытесняемый полимерный материал завершает формирование формованного пластикового изделия.
В патенте США 3,982,869, выданном на имя Эггерс, опубликованном 28 сентября 1976 года, описан узел из множества пресс-форм, используемый для изготовления изделий в установке для литья под давлением. Узел включает в себя две формующие секции, которые попеременно возвратно-поступательно перемещаются из одних положений в противоположные положения, причем одна из литьевых секций находиться в положении для операции формования, а другая литьевая секция находится в положении для загрузки вставок, осуществляя подготовительные или завершающие операции или снятие формованных изделий. Возвратно-поступательный узел по данному изобретению, в частности, выполнен с возможностью его использования в горизонтальной установке для литья под давлением, а также для формования с использованием вставок.
В патенте США 4,981,634, выданном Мауз и соавт., опубликованном 1 января 1991 года, описан процесс литья под давлением, во время которого создается атмосфера чистого микропомещения внутри оформляющей полости, в которую во время выгрузки и передачи формованной детали не проникают воздушные загрязнении. Формованная деталь формируется и отверждается в плоскости шва формы внутри оформляющей полости, затем перемещается назад на подвижной литьевой вставке во вторую плоскость, где она выталкивается и передается наружу через разгрузочное отверстие, которое открыто когда оформляющая полость находится во второй плоскости и закрыто когда она находится в первой плоскости. Отверстие повернуто, по существу, вниз, во избежание проникновения в него поднимающихся потоков нагретого воздуха. Подаваемый снаружи фильтрованный газ, проникая через вентиляционные каналы, может создавать избыточное давление внутри пресс-формы. Это позволяет обеспечивать максимальную чистоту пресс-формы и детали, одновременно ускоряя цикл "раскрытия пресс-формы", что позволяет отказаться от использования НЕРА фильтров/ограждений и роботов. Предполагаемое применение - производство оптических дисков, линз, пищевой упаковки и медицинских деталей.
В патенте США 4,950,152, выданном на имя Брун, опубликованном 21 августа 1990 года, описано множество литьевых стержней, которые вставляются подвижным прижимным устройством в соответствующие литьевые полости, образованные вставками пресс-формы внутри неподвижного прижимного устройства, причем стержни проходят через соответствующие полости разъемных передаточных пресс-форм. После того как преформы с резьбовыми горловыми участками формуются внутри полостей, преформы вынимаются из оформляющих полостей, отделяются от литьевых стержней и после этого поперечно перемещаются разъемными передаточными пресс-формами в охлаждающие или раздувные полости, образуемые вставками раздувных полостей внутри неподвижного прижимного устройства с противоположных сторон от соответствующих литьевых полостей. Передаточные пресс-формы возвращаются для приема литьевых стержней, а соответствующие обдувные стержневые устройства вставляются в преформы, находящиеся внутри обдувных полостей для раздувания и расширения преформ при прочном соприкосновении с раздувными вставками. Преформы вынимаются из раздувных полостей раздувными стержнями во время чередующихся циклов операции прессования, а затем освобождаются путем снятия с раздувных стержней. Разъемные передаточные пресс-формы перемещаются поперечно в противоположных направлениях, а затем размыкаются и замыкаются кулачковой системой, которая включает в себя рабочие поверхности кулачков, установленные на подвижном прижимном устройстве, а также переключатели рабочих поверхностей кулачков.
Раскрытие изобретения
Согласно изобретению предложены следующие объекты и варианты их реализации.
Устройство передачи формованных изделий, используемое вместе с пресс-формой для литья под давлением, для передачи первого формованного изделия из пресс-формы для литья под давлением, содержащее:
челнок с имеющимся в нем первым отверстием, в которое попеременно помещается первый блок пресс-формы во время формования первого формованного изделия, а также первое формованное изделие.
Устройство передачи формованных изделий, используемое с пресс-формой для литья под давлением, в котором челнок подвижно расположен, во время использования, внутри пресс-формы для литья под давлением;
челнок образует, по меньшей мере, частично, первое отверстие, в которое попеременно устанавливается: (i) первый блок пресс-формы, находящийся в нем во время формования первого формованного изделия; а также (ii) первое формованное изделие, помещаемое в него при размыкании первого блока пресс-формы, для извлечения первого блока пресс-формы из первого отверстия;
первое формованное изделие может передаваться, во время использования, внутри первого отверстия за счет возвратно-поступательных движений челнока.
Челнок может быть расположен подвижно, что обеспечивает его возвратно-поступательное перемещение, когда первая половинка и вторая половинка пресс-формы для литья под давлением находятся в замкнутом положении.
Челнок подвижно расположен между первой формующей плитой первой половинки пресс-формы и второй формующей плитой второй половинки пресс-формы для литья под давлением, обеспечивая возвратно-поступательное перемещение между ними, во время использования, вдоль оси (Y) возвратно-поступательных движений, которая, в целом, проходит перпендикулярно оси (X) колебаний пресс-формы;
первое отверстие выполнено с возможностью размещения в нем, при нахождении в первом принимающем положении (R), первой части первого блока пресс-формы, расположенной в нем с возможностью убирания при формовании, во время использования, первого формованного изделия внутри оформляющей полости, образованной в первом блоке пресс-формы;
первое отверстие дополнительно выполнено с возможностью размещения в нем, при его нахождении в первом принимающем положении (R), первого формованного изделия, после убирания первой части блока из первого отверстия и его выталкивании из первой части блока;
первое формованное изделие может передаваться, во время использования, внутри первого отверстия за счет возвратно-поступательного перемещения челнока из первого принимающего положения (R) в первое передаточное положение (Т).
Устройство дополнительно может содержать:
первую перемычку, которая сопрягается, во время использования, с одним из следующих устройств: первой половинкой пресс-формы или второй половинкой пресс-формы;
первая перемычка выполнена с возможностью взаимодействия с челноком, дополнительно образуя первое отверстие в первом принимающем положении (R).
Устройство может отличаться тем, что
челнок образует первый канал;
первый канал и первая перемычка выполнены с возможностью взаимодействия, во время использования, образуя первое отверстие, при этом первая перемычка находится внутри первого канала, а первый канал, во время использования, находится в первом принимающем положении (R) за счет возвратно-поступательного перемещения челнока, причем расположение первого канал позволяет размещать в нем первую часть блока пресс-формы, которая расположена в нем с возможностью убирания во время формования первого формованного изделия;
первый канал также выполнен с возможностью размещения в нем первого формованного изделия, проходящего вдоль него, в сторону его выхода, при переводе, во время использования, первого канала в первое передаточное положение (Т) за счет возвратно-поступательного перемещения челнок, причем первый канал находится рядом с первой частью блока пресс-формы и первой перемычкой.
Челнок также может образовывать второй канал, который расположен смежно и, в целом, параллельно первому каналу, причем один из следующих каналов: первый канал или второй канал находится в первом принимающем положении (R), а другой из следующих каналов: первый канал или второй канал, находится в первом передаточном положении (Т);
второй канал и первая перемычка выполнены с возможностью взаимодействия, во время использования, образуя второе отверстие, при этом первая перемычка находится внутри второго канала, а второй канал, во время использования, переводится в первое принимающее положение (R), за счет возвратно-поступательного перемещения челнока, причем расположение второго канала позволяет размещать в нем первую часть блока пресс-формы, которая расположена в нем с возможностью убирания во время формования другого первого формованного изделия;
второй канал (160В) дополнительно выполнен с возможностью размещения в нем другого первого формованного изделия (102А), проходящего вдоль него, в сторону его выхода (164), при переводе, во время использования, второго канала (160В) в первое передаточное положение (Т) за счет возвратно-поступательного перемещения челнока (154), причем второй канал (160В) находится рядом с первой частью (110, 210, 310) блока пресс-формы и первой перемычкой (158А).
Устройство, в котором
первый канал, а также второй канал образованы между взаимодействующим парами штанг, сопряженных с челноком;
пары штанг образуют в них зазоры, через которые, во время использования, проходит первая перемычка, при перемещении челнока относительно первой перемычки.
Устройство передачи формованных изделий взаимодействует, во время использования, с пресс-формой для литья под давлением, которая выполнена с возможностью одновременного формования множества формованных изделий при помощи первой колонки блоков пресс-формы, включая первый блок пресс-формы, используемый для формования первого формованного изделия: а также второй блок пресс-формы, используемый для формования второго формованного изделия;
в устройстве передачи формованных изделий также имеется вторая перемычка, которая сопрягается, во время использования, с одним из следующих устройств: первой половинкой пресс-формы или второй половинкой пресс-формы;
первый канал и вторая перемычка выполнены с возможностью взаимодействия, во время использования, образуя третье отверстие, при этом вторая перемычка находится внутри первого канала, а первый канал, во время использования, находится в первом принимающем положении (R) за счет возвратно-поступательного перемещения челнока, причем расположение первого канала позволяет размещать в нем первую часть второго блока пресс-формы, который расположен в нем с возможностью убирания во время формования второго формованного изделия;
первый канал также выполнен с возможностью размещения в нем второго формованного изделия, проходящего вдоль него, в сторону его выхода, при переводе, во время использования, первого канала в первое передаточное положение (Т) за счет возвратно-поступательного перемещения челнока, причем первый канал находится рядом с первой колонкой блоков пресс-формы, первой перемычкой, а также второй перемычкой;
второй канал и вторая перемычка выполнены с возможностью взаимодействия, во время использования, образуя четвертое отверстие, при этом вторая перемычка находится внутри второго канала, а второй канал, во время использования, переводится в первое принимающее положение (R) за счет возвратно-поступательного перемещения челнока, причем расположение второго канала позволяет размещать в нем первую часть второго блока пресс-формы, которая расположена в нем с возможностью убирания во время формования другого второго формованного изделия;
второй канал дополнительно выполнен с возможностью размещения в нем другого второго формованного изделия, проходящего вдоль него, в сторону его выхода, при переводе, во время использования, второго канала в первое передаточное положение (Т) за счет возвратно-поступательного перемещения челнока, причем второй канал находится рядом с первой колонкой блоков пресс-формы, первой перемычкой, а также второй перемычкой.
Устройство дополнительно может содержать
плиту основания, с которой челнок подвижно соединен для его возвратно-поступательного перемещения, во время использования, вдоль оси (Y) возвратно-поступательных движений.
Устройство, в котором
блок выталкивателей шибера пресс-формы, во время использования, установлен на плите основания для сопряжения устройства передачи формованных изделий с подвижным прижимным устройством системы литья под давлением.
Пресс-форма для литья под давлением, содержащая:
первую половинку пресс-формы с первой частью первого блока пресс-формы;
вторую половинку пресс-формы со второй часть первого блока пресс-формы;
устройство передачи формованных изделий с челноком, который включает в себя первое отверстие для попеременного размещения в нем первой части блока во время формования первого формованного изделия, а также первого формованного изделия.
Пресс-форма дополнительно может содержать:
шибер пресс-формы;
первая половинка пресс-формы включает в себя первую формующую плиту с первой частью первого блока пресс-формы, соединенную с ней;
вторая половинка пресс-формы включает в себя вторую формующую плиту со второй частью первого блока пресс-формы, соединенную с ней;
шибер пресс-формы выполнен с возможностью расположения, во время использования, первой части блока и второй части блока пресс-формы относительно друг друга вдоль оси Х колебаний пресс-формы для замыкания и размыкания оформляющей полости, образуемой между ними, соответственно для формования и выталкивания первого формованного изделия;
устройство передачи формованных изделий, выполнено с возможностью приема и передачи первого формованного изделия после размыкания оформляющей полости.
Пресс-форма, отличающаяся тем, что
челнок подвижно расположен, во время использования, внутри пресс-формы для литья под давлением;
в челноке, образующем первое отверстие, по меньшей мере, частично, попеременно устанавливается: (i) первый блок пресс-формы, находящийся в нем во время формования первого формованного изделия; а также (ii) первое формованное изделие, помещаемое в него при размыкании первого блока пресс-формы, для извлечения первого блока пресс-формы из первого отверстия;
первое формованное изделие может передаваться, во время использования, через первое отверстие за счет возвратно-поступательного перемещения челнока.
Пресс-форма, отличающаяся тем, что
шибер пресс-формы включает в себя:
шиберный элемент; а также
соединительный элемент;
одно из следующих устройств: шиберный элемент или соединительный элемент сопрягается, во время использования, с одним из следующих устройств: подвижным прижимным устройством или неподвижным прижимным устройством системы литья под давлением;
другое из следующих устройств: шиберный элемент или соединительный элемент сопрягается, во время использования, с первой формующей плитой;
шиберный элемент попеременно выборочно перемещается, во время использования, в: (i) открытое положение (U), причем шиберный элемент расцепляется с соединительным элементом, за счет чего первая формующая плита может перемещаться, во время использования, вдоль оси (X) колебаний пресс-формы; а также (ii) закрытое положение (S), причем шиберный элемент зацепляется с соединительным элементом, за счет чего первая формующая плита зацепляется с одним из следующих устройств:
подвижным прижимным устройством или неподвижным прижимным устройством.
Контроллер для управления процессом формования, включающий в себя команды, хранящиеся в используемой контроллером памяти контроллера, для управления контроллером процесса формования, предусматривающие: замыкание первого блока пресс-формы для литья под давлением с целью образования в нем оформляющей полости, причем первый блок пресс-формы расположен внутри первого отверстия, образованного челноком устройства передачи формованных изделий;
формование первого формованного изделия внутри оформляющей полости;
размыкание первого блока пресс-формы для извлечения первого блока пресс-формы из первого отверстия;
расположение первого блока пресс-формы для выталкивания первого формованного изделия через первое отверстие челнока; а также
возвратно-поступательное перемещение челнока для передачи первого формованного изделия через первое отверстие.
Контроллер, отличающийся тем, что
замыкание первого блока пресс-формы включает в себя установку первой части первого блока в первом отверстии; а
размыкание первого блока пресс-формы включает в себя удаление первой части блока из первого отверстия; а
расположение первого блока пресс-формы включает в себя расположение первой части для выталкивания из него первого формованного изделия.
Контроллер, отличающийся тем, что
возвратно-поступательное перемещение включает в себя возвратно-поступательное перемещение челнока между первой половинкой и второй половинкой пресс-формы для литья под давлением вдоль оси (Y) возвратно-поступательных движений, которая, в целом, проходит перпендикулярно оси (X) колебаний пресс-формы, причем первое отверстие, а вместе с ним и первое формованное изделие, перемещаются из первого принимающего положения (R) в первое передаточное положение (Т).
Контроллер, отличающийся тем, что
возвратно-поступательное перемещение осуществляется когда первая половинка, а также вторая половинка пресс-формы находятся в замкнутом положении (С) пресс-формы.
Контроллер, отличающийся тем, что
пресс-форма для литья под давлением включает в себя первую половинку пресс-формы, а также вторую половинку пресс-формы, с которыми сопрягается первая часть, а также вторая часть первого блока пресс-формы, соответственно;
первая половинка пресс-формы сопрягается, во время использования, с одним из следующих устройств: подвижным прижимным устройством или неподвижным прижимным устройством системы литья под давлением;
вторая половинка сопрягается с другим из следующих устройств: подвижным прижимным устройством или неподвижным прижимным устройством;
шибер пресс-формы находится между первой формующей плитой первой половинки пресс-формы и одним из следующих устройств: подвижным прижимным устройством или неподвижным прижимным устройством системы литья под давлением, с которой сопряжена первая половинка пресс-формы;
первая часть первого блока пресс-формы установлена в первой формующей плите;
замыкание первого блока пресс-формы включает в себя закрытие шибера пресс-формы, для соединения первой формующей плиты с одним из следующих устройств:
подвижным прижимным устройством или неподвижным прижимным устройством;
размыкание первого блока пресс-формы включает в себя:
раскрытие шибера пресс-формы для расцепления первой формующей плиты с одним из следующих устройств: подвижным прижимным устройством или неподвижным прижимным устройством; а также
выборочное перемещение первой формующей плиты вдоль оси (X) колебаний пресс-формы, за счет чего первая часть блока, а также вторая часть блока могут перемещаться относительно друг друга, не требуя перемещения подвижного прижимного устройства относительно неподвижного прижимного устройства.
Контроллер, отличающийся тем, что
шибер пресс-формы включает в себя шиберный элемент, а также соединительный элемент, причем одно из следующих устройств: шиберный элемент или соединительный элемент сопряжены с одним из следующих устройств: подвижным прижимным устройством или неподвижным прижимным устройством, а другое из следующих устройств: шиберный элемент или соединительный элемент сопряжены с первой формующей плитой;
закрытие шибера пресс-формы включает в себя выборочное перемещение шиберного элемента в закрытое положение (S), причем шиберный элемент зацепляется с соединительным элементом;
раскрытие шибера пресс-формы включает в себя выборочное перемещение шиберного элемента в открытое положение (О), причем шиберный элемент расцепляется с соединительным элементом.
Процесс формования, включающий в себя:
замыкание первого блока пресс-формы для литья под давлением с целью образования в нем оформляющей полости, при этом первый блок пресс-формы находится в первом отверстии, образованном в челноке устройства передачи формованных изделий;
формование первого формованного изделия внутри оформляющей полости;
размыкание первого блока пресс-формы для убирания первого блока из первого отверстия;
расположение первого блока пресс-формы для выталкивания первого формованного изделия через первое отверстие в челноке; а также
возвратно-поступательное перемещение челнока для передачи первого формованного изделия через первое отверстие.
Замыкание первого блока пресс-формы может включать в себя установку первой части первого блока в первом отверстии;
размыкание первого блока пресс-формы включает в себя удаление первой части из первого отверстия; а
расположение первого блока пресс-формы включает в себя расположение первой части для выталкивания из него первого формованного изделия.
Процесс формования, отличающийся тем, что
возвратно-поступательное перемещение включает в себя возвратно-поступательное перемещение челнока между первой половинкой и второй половинкой пресс-формы для литья под давлением вдоль оси (Y) возвратно-поступательных движений, которая, в целом, проходит перпендикулярно оси (X) колебаний пресс-формы, причем первое отверстие, а вместе с ним и первое формованное изделие, перемещаются из первого принимающего положения (R) в первое передаточное положение (Т).
Процесс формования, отличающийся тем, что
возвратно-поступательное перемещение осуществляется когда первая половинка, а также вторая половинка пресс-формы находятся в замкнутом положении (С) пресс-формы.
Процесс формования, отличающийся тем, что
устройство передачи формованных изделий включает в себя первую перемычку, которая сопрягается, во время использования, с одним из следующих устройств: первой половинкой или второй половинкой пресс-формы, а челнок образует первый канал;
перед замыканием первого блока пресс-формы процесс формования дополнительно включает в себя перевод первого канала в первое принимающее положение (R) за счет возвратно-поступательного перемещения челнока, причем первая перемычка находится внутри первого канала, тем самым, образуя первое отверстие; а
возвратно-поступательное перемещение челнока включает в себя перевод, во время использования, первого канала в первое передаточное положение (Т) за счет возвратно-поступательного перемещения челнока, причем первый канал находится рядом с первой частью блока пресс-формы и первой перемычкой;
процесс формования также включает в себя прохождение первого формованного изделия вдоль первого канала после перевода первого канала в первое передаточное положение (Т).
Процесс формования, отличающийся тем, что
пресс-форма для литья под давлением включает в себя первую половинку пресс-формы, а также вторую половинку пресс-формы, с которыми сопрягается первая часть, а также вторая часть первого блока пресс-формы, соответственно;
первая половинка пресс-формы сопрягается, во время использования, с одним из следующих устройств: подвижным прижимным устройством или неподвижным прижимным устройством системы литья под давлением;
вторая половинка сопрягается с другим из следующих устройств: подвижным прижимным устройством или неподвижным прижимным устройством;
шибер пресс-формы находится между первой формующей плитой первой половинки пресс-формы и одним из следующих устройств: подвижным прижимным устройством или неподвижным прижимным устройством системы литья под давлением, с которой сопряжена первая половинка пресс-формы;
первая часть первого блока пресс-формы установлена в первой формующей плите;
замыкание первого блока пресс-формы включает в себя закрытие шиббра пресс-формы, для соединения первой формующей плиты с одним из следующих устройств:
подвижным прижимным устройством или неподвижным прижимным устройством;
размыкание первого блока пресс-формы включает в себя:
раскрытие шибера пресс-формы для расцепления первой формующей плиты с одним из следующих устройств: подвижным прижимным устройством или неподвижным прижимным устройством; а также
выборочное перемещение первой формующей плиты вдоль оси (X) колебаний пресс-формы, за счет чего первая часть блока, а также вторая часть блока могут перемещаться относительно друг друга, не требуя перемещения подвижного прижимного устройства относительно неподвижного прижимного устройства.
Процесс формования, отличающийся тем, что
шибер пресс-формы включает в себя шиберный элемент, а также соединительный элемент, причем одно из следующих устройств: шиберный элемент или соединительный элемент сопряжены с одним из следующих устройств: подвижным прижимным устройством или неподвижным прижимным устройством, а другое из следующих устройств: шиберный элемент или соединительный элемент сопряжены с первой формующей плитой;
закрытие шибера пресс-формы включает в себя выборочное перемещение шиберного элемента в закрытое положение (S), причем шиберный элемент зацепляется с соединительным элементом;
раскрытие шибера пресс-формы включает в себя выборочное перемещение шиберного элемента в открытое положение (О), причем шиберный элемент расцепляется с соединительным элементом.
Шибер пресс-формы, выполненный с возможностью выборочного зацепления, во время использования, первой формующей плиты первой половинки пресс-формы для литья под давлением с одним из следующих устройств: подвижным прижимным устройством или неподвижным прижимным устройством узла зажима пресс-формы.
Шибер пресс-формы, встраиваемый в пресс-форму для литья под давлением, при этом шибер пресс-формы содержит:
шиберный элемент, сопрягаемый, во время использования, с одним из следующих устройств: прижимным устройством узла зажима пресс-формы или первой формующей плитой пресс-формы для литья под давлением; а также
соединительный элемент, сопрягаемый с другим из следующих устройств:
прижимным устройством или первой формующей плитой;
шиберный элемент и соединительный элемент выполнены с возможностью выборочного зацепления для удержания первой формующей плиты в выдвинутом положении (Е) вдоль оси (X) колебаний пресс-формы на этапе формования первого литого изделия в пресс-форме для литья под давлением.
Шибер пресс-формы дополнительно содержит:
исполнительный механизм шибера, обеспечивающий выборочное зацепление шиберного элемента с соединительным элементом.
Шибер пресс-формы, отличающийся тем, что
шиберный элемент и соединительный элемент выполнены с возможностью взаимодействия таким образом, что (i) когда шиберный элемент находится в открытом положении (U) относительно соединительного элемента, шиберный элемент расцепляется с соединительным элементом, за счет чего первая формующая плита может перемещаться, во время использования, вдоль оси (X) колебаний пресс-формы; а также (ii) когда шиберный элемент находится в закрытом положении (S), шиберный элемент зацепляется с соединительным элементом, за счет чего первая формующая плита зацепляется с прижимным устройством.
Шибер пресс-формы, отличающийся тем, что
шиберный элемент образует первое отверстие с зазором, выполненное с возможностью размещения в нем соединительного элемента, устанавливаемого там, во время использования, когда шиберный элемент переводится в открытое положение (U), а первая формующая плита перемещается вдоль оси (X) колебания пресс-формы в выдвинутое положение (В).
Шибер пресс-формы, отличающийся тем, что
соединительный элемент вращательно соединяет первую формующую плиту с шиберным элементом, за счет чего первая формующая плита может перемещаться, во время использования, вдоль оси (X) колебаний пресс-формы, между выдвинутым положением (Е) и убранным положением (В) при перемещении шиберного элемента исполнительным механизмом шибера между закрытым положением (S) и открытым положением (U), соответственно; а также
тем, что после перемещения первой формующей плиты в выдвинутое положение (Е), соединительный элемент располагается так, чтобы он обеспечивал зацепление первой формующей плиты с прижимным устройством таким образом, чтобы во время формования первого формованного изделия первая формующая плита удерживалась в выдвинутом положении (Е).
Шибер пресс-формы, отличающийся тем, что
соединительный элемент включает в себя первый клин, а также второй клин, причем первый клин сопряжен с шиберным элементом, а второй клин сопряжен с первой формующей плитой;
первый клин, а также второй клин могут образовывать между собой клиновое сопряжение, позволяющее преобразовывать перемещение шнберного элемента в перемещение первой формующей плиты вдоль оси (X) колебаний пресс-формы, за счет чего при перемещении шиберного элемента (344) в закрытое положение (S) первая формующая плита перемещается в выдвинутое положение (Е); а также
тем, что после перемещения первой формующей плиты в выдвинутое положение (Е), первый клин, а также второй клин соединительного элемента могут взаимодействовать, обеспечивая зацепление первой формующей плиты с прижимным устройством таким образом, чтобы во время формования первого формованного изделия первая формующая плита удерживалась в выдвинутом положении (Е).
Шибер пресс-формы, отличающийся тем, что
соединительный элемент включает в себя первую шпонку, а также вторую шпонку, причем первая шпонка сопряжена с шиберным элементом, а вторая шпонка сопряжена с первой формующей плитой;
после перевода шиберного элемент в закрытое положение (S), первая шпонка, а также вторая шпонка соединительного элемента могут взаимодействовать вдоль опорного сопряжения, образуемого между ними, для зацепления первой формующей плиты с прижимным устройством таким образом, чтобы во время формования первого формованного изделия первая формующая плита удерживалась в выдвинутом положении (Е); а также
тем, что когда шиберный элемент находится в открытом положении (U), первая шпонка шиберного элемента может убираться в первый шпоночный паз, образованный в первой формующей плите, а вторая шпонка на первой формующей плите может убираться во второй шпоночный паз, образованный в шиберном элементе, за счет чего первая формующая плита может перемещаться вдоль оси (X) колебаний пресс-формы.
Контроллер, включающий в себя команды, хранящиеся в используемой контроллером памяти контроллера, для управления контроллером процесса формования, предусматривающие:
замыкание первого блока пресс-формы для литья под давлением с целью образования в нем оформляющей полости;
закрытие шибера пресс-формы для зацепления первой формующей плиты пресс-формы для литья под давлением с одним из следующих устройств: подвижным прижимным устройством или неподвижным прижимным устройством системы литья под давлением;
формование первого формованного изделия внутри оформляющей полости;
раскрытие шибера пресс-формы для расцепления первой формующей плиты с одним из следующих устройств: подвижным прижимным устройством или неподвижным прижимным устройством; а также
выборочное перемещение первой формующей плиты вдоль оси (X) колебаний пресс-формы.
Контроллер, отличающийся тем, что
первая часть, а также вторая часть первого блока пресс-формы перемещаются относительно друг друга, по существу, не требуя перемещения подвижного прижимного устройства относительно неподвижного прижимного устройства,
Контроллер, отличающийся тем, что
шибер пресс-формы включает в себя шиберный элемент, а также соединительный элемент, причем одно из следующих устройств: шиберный элемент или соединительный элемент сопряжены с одним из следующих устройств: подвижным прижимным устройством или неподвижным прижимным устройством, а другое из следующих устройств: шиберный элемент или соединительный элемент сопряжены с первой формующей плитой;
закрытие шибера пресс-формы включает в себя выборочное перемещение шиберного элемента в открытое положение (U), причем шиберный элемент расцепляется с соединительным элементом;
раскрытие шибера пресс-формы включает в себя выборочное перемещение шиберного элемента в закрытое положение (S), причем шиберный элемент зацепляется с соединительным элементом.
Процесс формования, включающий в себя:
замыкание первого блока пресс-формы для литья под давлением с целью образования в нем оформляющей полости;
закрытие шибера пресс-формы для соединения первой формующей плиты пресс-формы для литья под давлением с одним из следующих устройств: подвижным прижимным устройством или неподвижным прижимным устройством системы литья под давлением;
формование первого формованного изделия внутри оформляющей полости;
раскрытие шибера пресс-формы для разъединения первой формующей плиты с одним из следующих устройств: подвижным прижимным устройством или неподвижным прижимным устройством ; а также
выборочное перемещение первой формующей плиты вдоль оси (X) колебаний пресс-формы.
Процесс формования, отличающийся тем, что
первая часть, а также вторая часть первого блока пресс-формы перемещаются относительно друг друга, по существу, не требуя перемещения подвижного прижимного устройства относительно неподвижного прижимного устройства.
Процесс формования, отличающийся тем, что
шибер пресс-формы включает в себя шиберный элемент, а также соединительный элемент, причем одно из следующих устройств: шиберный элемент или соединительный элемент сопряжены с одним из следующих устройств: подвижным прижимным устройством или неподвижным прижимным устройством, а другое из следующих устройств: шиберный элемент или соединительный элемент сопряжены с первой формующей плитой;
закрытие шибера пресс-формы включает в себя выборочное перемещение шиберного элемента в открытое положение (U), причем шиберный элемент расцепляется с соединительным элементом;
раскрытие шибера пресс-формы включает в себя выборочное перемещение шиберного элемента в закрытое положение (S), причем шиберный элемент зацепляется с соединительным элементом.
Способ выталкивания первого формованного изделия из первой части блока пресс-формы, предусматривающий:
удерживание снимающей муфты в неподвижном положении при опирании на нее первого формованного изделия;
убирание внутреннего стержня и внешнего стержня относительно снимающей муфты.
Комбинация из пресс-формы и крышки контейнера, содержащая:
пресс-форму, содержащую:
первую половинку пресс-формы и вторую половинку пресс-формы, один из следующих элементов: первая или вторая половинка пресс-формы может выборочно перемещаться относительно другой между разомкнутым положением пресс-формы и замкнутым положением пресс-формы;
оформляющую полость, образованную по меньшей мере в одном из следующих элементов: первой или второй половинке пресс-формы; и
стержень, который может выборочно располагаться внутри оформляющей полости;
и
крышку контейнера,
крышка контейнера образуется за счет взаимодействия оформляющей полости и стержня после нагнетания соответствующего материала в полость, крышка контейнера зацепляется со стержнем после удаления крышки контейнера из оформляющей полости;
в которой первая половинка пресс-формы и вторая половинка пресс-формы выполнены таким образом, что они могут оставаться в замкнутом положении пресс-формы как во время а) формования крышки контейнера в оформляющей полости так и b) после удаления крышки контейнера из оформляющей полости.
Комбинация, дополнительно содержащая:
блок пресс-формы с имеющейся у него первой частью блока, связанной с первой половинкой пресс-формы, и второй частью блока, связанной со второй первой половинкой пресс-формы.
Комбинация, в которой:
стержень связан с первой частью блока пресс-формы и в которой стержень включает в себя внешний стержень; который подвижно расположен вокруг внутреннего стержня, обеспечивая, во время использования, его относительное перемещение, а крышка контейнера включает в себя уплотнительную часть, образуемую внутренним стержнем и внешним стержнем, за счет чего уплотнительная часть крышки контейнера может расцепляться из положения между внутренним стержнем и внешним стержнем.
Комбинация, в которой:
первая часть блока пресс-формы дополнительно включает в себя снимающую муфту, снимающая муфта подвижно расположена вокруг внешнего стержня, обеспечивая, во время использования, его относительное перемещение, за счет чего крышка контейнера может сниматься с внешнего стержня.
Комбинация, в которой:
оформляющая полость образована во вставке полости, которая связана со второй частью блока пресс-формы.
Комбинация, дополнительно содержащая:
шибер пресс-формы; и
первую формующую плиту, соединенную с первой половинкой пресс-формы;
в которой шибер пресс-формы функционально выполнен с возможностью выборочного зацепления, во время использования, первой формующей плиты первой половинки пресс-формы, с которой связана первая часть блока, с одним из следующих элементов: подвижным прижимным устройством или неподвижным прижимным устройством зажимного узла пресс-формы.
Пресс-форма, содержащая:
первую половинку пресс-формы и вторую половинку пресс-формы, первая и вторая половинки пресс-формы могут выборочно перемещаться относительно друг друга между разомкнутым положением пресс-формы и замкнутым положением пресс-формы;
оформляющую полость, взаимодействующую по меньшей мере с одним из следующих элементов: первой или второй половинками пресс-формы; и
стержень, который может выборочно располагаться внутри оформляющей полости, оформляющая полость и стержень взаимодействуют, формируя формованное изделие после нагнетания в оформляющую полость соответствующего материала;
в которой первая половинка пресс-формы и вторая половинка пресс-формы выполнены таким образом, что они могут оставаться в замкнутом положении пресс-формы как во время а) формования формованного изделия в оформляющей полости так и b) после удаления формованного изделия из оформляющей полости.
Пресс-форма, дополнительно содержащая:
первый блок пресс-формы с имеющейся у него первой частью блока, связанной с первой половинкой пресс-формы, и второй частью блока, связанной со второй половинкой пресс-формы.
Пресс-форма, в которой:
стержень связан с первой частью блока пресс-формы и в которой стержень включает в себя внешний стержень, подвижно расположенный вокруг внутреннего стержня, обеспечивая, во время использования, его относительное перемещение, в которой внешний стержень и внутренний стержень взаимодействуют, определяя область, позволяющую создавать уплотнение на формованном изделии, за счет чего уплотнение на формованном изделии может расцепляться из положения между внутренним стержнем и внешним стержнем.
Пресс-форма, в которой:
первая часть блока пресс-формы дополнительно включает в себя снимающую муфту, снимающая муфта подвижно расположена вокруг внешнего стержня, обеспечивая, во время использования, его относительное перемещение, за счет чего формованное изделие может сниматься с внешнего стержня.
Пресс-форма, в которой:
оформляющая полость образована во вставке полости, которая связана со второй частью блока пресс-формы.
Пресс-форма, дополнительно содержащая:
шибер пресс-формы; и
первую формующую плиту, соединенную с первой половинкой пресс-формы;
в которой шибер пресс-формы функционально выполнен с возможностью выборочного зацепления, во время использования, первой формующей плиты первой половинки пресс-формы, с которой связана первая часть блока, с одном из следующих элементов: подвижным прижимным устройством или неподвижным прижимным устройством зажимного узла пресс-формы.
Пресс-форма, содержащая:
первую половинку пресс-формы;
вторую половинку пресс-формы;
оформляющую полость, определяемую между первой половинкой пресс-формы и второй половинкой пресс-формы, внутри которой может формоваться формованное изделие;
стержень, выполненный с возможностью формирования уплотнения на формованном изделии;
в которой первая половинка пресс-формы и вторая половинка пресс-формы выполнены таким образом, что они могут оставаться в замкнутом положении пресс-формы при формовании и снятии формованного изделия.
Пресс-форма, дополнительно содержащая:
первый блок пресс-формы с имеющейся у него первой частью блока, связанной с первой половинкой пресс-формы, и второй частью блока, связанной со второй половинкой пресс-формы.
Пресс-форма, в которой:
стержень связан с первой частью блока пресс-формы и в которой стержень включает в себя внешний стержень, подвижно расположенный вокруг внутреннего стержня, обеспечивая, во время использования, его относительное перемещение, в которой внешний стержень и внутренний стержень взаимодействуют, определяя область, позволяющую создавать уплотнение на формованном изделии, за счет чего уплотнение на формованном изделии может расцепляться из положения между внутренним стержнем и внешним стержнем.
Пресс-форма, в которой:
первая часть блока пресс-формы дополнительно включает в себя снимающую муфту, снимающая муфта подвижно расположена вокруг внешнего стержня, обеспечивая, во время использования, его относительное перемещение, за счет чего формованное изделие может сниматься с внешнего стержня.
Пресс-форма, в которой:
оформляющая полость образована во вставке полости, которая связана со второй частью блока пресс-формы.
Пресс-форма, дополнительно содержащая:
шибер пресс-формы; и
первую формующую плиту, соединенную с первой половинкой пресс-формы;
в которой шибер пресс-формы функционально выполнен с возможностью выборочного зацепления, во время использования, первой формующей плиты первой половинки пресс-формы, с которой связана первая часть блока, с одном из следующих элементов: подвижным прижимным устройством или неподвижным прижимным устройством зажимного узла пресс-формы.
Литьевая машина, содержащая:
литьевой узел, выполненный с возможностью подачи соответствующего литьевого материала;
зажимной узел пресс-формы, включающий в себя подвижное прижимное устройство и неподвижное прижимное устройство;
пресс-форму для литья под давлением, взаимодействующую с нагнетающим узлом, в которую подается литьевой материал и которая может использоваться для формования формованного изделия из литьевого материала, пресс-форма для литья под давлением включает в себя:
первую половинку пресс-формы, установленную на один из следующих элементов:
подвижное или неподвижное прижимное устройство, а также вторую половинку пресс-формы, установленную на другой из следующих элементов: подвижное или неподвижное прижимное устройство, подвижное прижимное устройство может выборочно перемещаться относительно неподвижного прижимного устройства для перемещения половинок пресс-формы между разомкнутым положением пресс-формы и замкнутым положением пресс-формы;
оформляющую полость, взаимодействующую по меньшей мере с одним из следующих элементов: первой или второй половинками пресс-формы; и
стержень, который может выборочно располагаться внутри оформляющей полости, оформляющая полость и стержень взаимодействуют, формируя формованное изделие после нагнетания в оформляющую полость литьевого материала;
в которой прижимные устройства выполнены таким образом, что они могут оставаться в замкнутом положении пресс-формы как во время а) формования формованного изделия в оформляющей полости так и b) после удаления формованного изделия из оформляющей полости.
Способ формования крышки, предусматривающий:
расположение первой половинки пресс-формы и второй половинки пресс-формы относительно друг друга для перевода пресс-формы в замкнутое положении, по меньшей мере один из следующих элементов: первая половинка пресс-формы или вторая половинка пресс-формы определяет оформляющую полость;
поддержание половинок пресс-формы в замкнутом положении пресс-формы, а затем, в порядке очередности:
а. расположение стержня с оформляющей полостью;
b. нагнетание литьевого материала в оформляющую полость для формирования крышки;
с. извлечение стержня вместе с прикрепленной к стержню крышкой из оформляющей полости, в то время как половинки пресс-формы остаются в замкнутом положении пресс-формы; и
d. снятие крышки со стержня, в то время как половинки пресс-формы остаются в замкнутом положении пресс-формы.
Способ, в котором расположение стержня в оформляющей полости включает в себя расположение стержня таким образом, чтобы радиальные объекты находились вокруг него, и в котором нагнетание материала в оформляющую полость включает в себя обтекание литьевого материала вокруг объекта.
Эти и другие аспекты и признаки станут очевидны специалистам в данной области техники после ознакомления со следующим описанием конкретных, неограничивающих вариантов осуществления изобретения совместно с прилагаемыми чертежами.
Краткое описание чертежей
Описание иллюстративных (неограничивающих) вариантов осуществления станет более понятно при рассмотрении совместно с прилагаемыми чертежами, где:
На фиг.1 схематически изображена система литья под давлением с расположенной в ней пресс-формой по одному из неограничивающих вариантов осуществления;
На фиг.2А показан вид в перспективе части первой половинки пресс-формы для литья под давлением по фиг.1, а также сопряженных с ней частей устройства передачи формованных изделий и шибера пресс-формы по неограничивающим вариантам осуществления;
На фиг.2В показан вид в перспективе части второй половинки пресс-формы для литья под давлением по фиг.1, а также другой части сопряженного с ней устройства передачи формованных изделий по фиг.2А;
На фиг.3 показан другой вид в перспективе части устройства передачи формованных изделий по фиг.2А;
На фиг.4 показан дополнительный вид в перспективе части устройства передачи формованных изделий по фиг.2А в частично собранном состоянии;
На фигурах 5А-5D показан пусковой этап процесса формования с использованием пресс-формы для литья под давлением, устройства передачи формованных изделий, а также шибера пресс-формы по фиг.2А, причем каждое из следующих устройств: пресс-форма для литья под давлением, устройство передачи формованных изделий и шибер пресс-формы показано в сечении вдоль линии А-А по фигурам 2А и 2В;
На фигурах 5Е-5К показан производственный этап процесса формования с использованием пресс-формы для литья под давлением, устройства передачи формованных изделий, а также шибера пресс-формы по фиг.2А;
На фигурах 6А-6G показан альтернативный производственный этап процесса формования с использованием пресс-формы для литья под давлением, устройства передачи формованных изделий, а также шибера пресс-формы по фиг. 2А по альтернативному варианту осуществления;
На фигурах 7А-7F показан другой альтернативный производственный этап процесса формования с использованием пресс-формы для литья под давлением и устройства передачи формованных изделий по фиг.6А, при котором шибер пресс-формы по фиг.2А не используется;
На фигурах 8А-8G показан альтернативный производственный этап процесса формования с использованием пресс-формы для литья под давлением по альтернативному варианту осуществления, устройства передачи формованных изделий по альтернативному варианту осуществления, а также шибера пресс-формы по фиг.2А;
На фиг.9 показана блок-схема первого аспекта производственного этапа процесса формования;
На фиг.10 показана блок-схема второго аспекта производственного этапа процесса формования;
На фигурах 11А и 11В, 12А и 12В, а также 13А и 13В показаны различные альтернативные неограничивающие варианты осуществления шибера пресс-формы соответственно в закрытом и раскрытом положениях;
На фиг. 14 показан еще один другой альтернативный, неограничивающий вариант осуществления шибера пресс-формы в закрытом положении.
Чертежи необязательно показаны в масштабе и могут содержать пунктирные линии, эскизное изображение и местные виды. В отдельных случаях, детали, необязательные для понимания вариантов осуществления изобретения или делающие другие детали сложными для восприятия, могут быть опущены.
Осуществление изобретения
На фиг.1 схематически изображена система 900 литья под давлением с расположенной в ней пресс-формой 100 для литья под давлением по одному из неограничивающих вариантов осуществления. Пресс-формы 100 для литья под давлением может использоваться для формования первого формованного изделия 102 (фиг.2А), например, крышки для контейнера.
Поскольку в представленном ниже описании многие компоненты системы 900 литья под давлением, а также пресс-формы 100 для литья под давлением известны специалистам в данной области техники, подробное описание подобных компонентов будут опущено. Подробное описание подобных известных компонентов можно найти, по меньшей мере, частично в следующих изданиях (например): (i) «Руководство по литью под давлением», автор Оссвальд/Тёрнг/Грамман (ISBN: 3-446-21669-2), (ii) «Руководство по литью под давлением», автор Розато и Розато (ISBN: 0-412-10581-3), (iii) «Системы литья под давлением», 3-е издание, автор Джоханнабер (ISBN 3-446-17733-7), а также «Руководство по проектированию литника и литниковой системы», автор Бомонт (ISBN 1-446-22672-9).
Система 900 литья под давлением, изображенная на фиг.1, включает в себя, но не ограничивается, узел 996 зажима пресс-формы и литьевой узел 997.
Например, рассматриваемый здесь узел 996 зажима пресс-формы содержит три прижимных устройства, хотя с конструктивной и/или функциональной точек зрения подобное ограничение не является преднамеренным. Поэтому узел 996 зажима пресс-формы может иметь иную конструкцию, например, лишь с двумя прижимными устройствами. Таким образом, неограничивающий вариант осуществления узла 996 зажима пресс-формы включает в себя, помимо прочих деталей, подвижное прижимное устройство 912, неподвижное прижимное устройство 914, зажимной блок 913 и затяжку 916. Затяжка 916 связывает неподвижное прижимное устройство 914 с зажимным блоком 913, а подвижное прижимное устройство 912 подвижно расположено сверху нее. Хотя с целях упрощения показана лишь одна затяжка 916, обычно используются четыре подобных затяжки 916, каждая из которых проходит между одним из четырех углов подвижного прижимного устройства 912, неподвижным прижимным устройством 914 и зажимным блоком 913. Узел 996 зажима пресс-формы также включает в себя исполнительный механизм 915 прижимного устройства (такой как, например, гидропривод, пневмопривод, электромеханический привод и т.п.), который расположен между подвижным прижимным устройством 912 и зажимным блоком 913. Исполнительный механизм 915, приводящий в движение прижимное устройство, выполнен с возможностью, во время его использования, перемещать подвижное прижимное устройства 912 относительно неподвижного прижимного устройства 914 и, таким образом, перемещать установленные на них соответственно первую половинку 96 пресс-формы относительно второй половинки 98 пресс-формы. Узел 996 зажима пресс-формы также включает в себя исполнительный механизм 918 зажима и шибер 920 зажима, сопряженный с зажимным блоком 913. Шибер 920 зажима выполнен с возможностью, во время использования, выборочно соединять исполнительный механизм 918 зажима с подвижным прижимным устройством 912 для прижимания друг к другу первой половинки 96 пресс-формы и второй половинки 98 пресс-формы. Наконец, узел 996 зажима пресс-формы также может включать в себя исполнительный механизм 922 выталкивающего устройства (такой как, например, гидропривод, пневмопривод, электромеханический привод и т.п.), который сопряжен с подвижным прижимным устройством 912. Исполнительный механизм 922 выталкивающего устройства может соединяться с конструкцией, которая сопряжена с первой половинкой 96 пресс-формы. Конструкция первой половинки 96 пресс-формы приводится в движение, во время использования, после включения исполнительного механизма 922 выталкивающего устройства, за счет чего выполняется операция, такая как, например, выталкивание первого формованного изделия 102 из первой половинки 96 пресс-формы.
В качестве примера, рассматриваемый ниже узел 997 нагнетания содержит обычный шнек возвратно-поступательного действия, хотя с конструктивной и/или функциональной точек зрения подобное ограничение не является преднамеренным. Поэтому узел 997 нагнетания может иметь иную конструкцию, например, с раздельными средствами пластикации и нагнетания (т.е. т.н. двухэтапного типа). Узел 997 нагнетания выполнен с возможностью расплавления и нагнетания формовочного материала, такого как, например, полиэтилен или полиэтилен терефталат (ПЭТ) через форсунки машины (не показаны) в установку 190 распределения расплава (например, с обогреваемым литником, охлаждаемым литником, изолированным литником и т.п.), которая сопряжена со второй половинкой 98 пресс-формы. Установка 190 распределения расплава, в свою очередь, направляет формовочный материал в одну или несколько оформляющих полостей 101 (фиг.5А), которые образованы внутри пресс-формы 100 для литья под давлением, у которой первая половинка 96 пресс-формы и вторая половинка 98 пресс-формы замкнуты и сжаты друг с другом.
Также показано, что первая половинка 96 пресс-формы 100 для литья под давлением включает в себя шибер 140 пресс-формы, устройство 150 передачи формованных изделий и расположенную между ними первую формующую плиту 130. Подробное описание конструкции и функциональности будет дано ниже. В целом, шибер 140 пресс-формы выполнен с возможностью выборочного зацепления, во время использования, первой формующей плиты 130 (фиг.2А) первой половинки 96 пресс-формы с одним из следующих устройств: подвижным прижимным устройством 912 или неподвижным прижимным устройством 914 узла 996 зажима пресс-формы, за счет чего пресс-форма 100 для литья под давлением может размыкаться или замыкаться, по существу, без необходимости перемещения подвижного прижимного устройства 912 относительно неподвижного прижимного устройства 914 (хотя подобное перемещение не исключается). В свою очередь, первая формующая плита 130 сконструирована таким образом, чтобы с ней была соединена первая часть 110 (фиг.5А) первого блока 106А пресс-формы. Наконец, устройство 150 передачи формованных изделий выполнено с возможностью передачи первого формованного изделия 102А (фиг.2А), поступающего из первого блока 106А пресс-формы.
Детализированная конструкция неограничивающего варианта осуществления пресс-формы 100 для литья под давлением может быть также рассмотрена со ссылкой на фигуры 2А, 2В, 3 и 5А. Как отмечалось ранее и как наиболее наглядно показано на фиг.5А, первая часть 110 первого блока 106А пресс-формы соединена с первой формующей плитой 130 первой половинки 96 пресс-формы. Также показано, что вторая часть 120 первого блока 106А пресс-формы соединена со второй формующей плитой 131 второй половинки 98 пресс-формы. Первая часть 110 и вторая часть 120 блока пресс-формы, во время использования, расположены относительно друг друга вдоль оси Х колебаний пресс-формы 100 для литья под давлением, замыкая и размыкая оформляющую полость 101, образуемую между ними, соответственно для формования и выталкивания из нее первого формованного изделия 102А (фиг.2А).
Первая часть 110 первого блока 106А пресс-формы включает в себя внутренний стержень 112, внешний стержень 114, а также снимающую муфту 116, которая сопрягается, во время использования, со вставкой 122 полости второй части 120 блока пресс-формы, образуя оформляющую полость 101.
Внешний стержень 114 подвижно расположен вокруг внутреннего стержня 112, обеспечивая, во время использования, его относительное перемещение вдоль оси Х колебаний пресс-формы, технический эффект от подобного расположения может включать в себя, например, освобождение уплотнительной части 103 (фиг.5D) первого формованного изделий 102А. Аналогичным образом снимающая муфта 116 скользяще расположена вокруг внешнего стержня 114, обеспечивая, во время использования, ее относительное перемещение вдоль оси Х колебаний пресс-формы, технический эффект от подобного расположения может включать в себя, например, снимание первого формованного изделия 102А с внешнего стержня 114.
Как отмечалось ранее, вышеупомянутые элементы первой части 110 блока пресс-формы соединены с первой формующей плитой 130. Теперь, переходя к более подробному описанию, можно отметить, что формующая плита 130 включает в себя первый стержневой фиксатор 132, а также фиксатор 136 снимающего устройства, которые подвижно соединены между собой, обеспечивая их относительное перемещение, во время использования, вдоль оси Х колебаний пресс-формы, причем внутренний стержень 112 соединен с первым стержневым фиксатором 132, а выталкивающая муфта 116 удерживается фиксатором 136 снимающего устройства. Поэтому снимающая муфта 116 может перемещаться, во время использования, вдоль оси Х колебаний пресс-формы, относительно внутреннего стержня 112 и внешнего стержня 114, даже если внешний стержень 114 достиг конечного положения относительно внутреннего стержня 112, между положением формования снимающей муфты (фиг. 5А) и выталкивающим положением (фиг.5D), относительно перемещаясь между первым фиксатором 132 стержня и фиксатором 136 снимающего устройства.
Следует отметить, что внутренний стержень 112 показан соединенным с первым стержневым фиксатором 132 влагонепроницаемым образом для изолирования образованного в нем контура теплоносителя. Контур теплоносителя образован между дозатором 193 охлаждающей жидкости и пространством, образованным внутри внутреннего стержня 112, внутри которого находится дозатор 193 охлаждающей жидкости. Торцевая часть дозатора 193 охлаждающей жидкости соединена с первым стержневым фиксатором 132 и также используется для направления охлаждающей жидкости, во время использования, между впускным отверстием 191 контура теплоносителя и выпускным отверстием 194 контура теплоносителя, образованными в первом стержневым фиксаторе 132. Во время использования охлаждающая жидкость, например, вода, циркулирует по контуру теплоносителя для отвода тепла с внутреннего стержня 112, а также любых других элементов первого блока 106А пресс-формы, которые находятся с ним тепловом соединении, за счет чего первое формованное изделие 102А может быстро охлаждаться, сокращая продолжительность цикла формования.
При подобной компоновке снимающая муфта 116 неподвижно установлена в проходе 137, образованном в фиксаторе 136 снимающего устройства. Точнее, фиксатор 136 снимающего устройства включает в себя плиту 133 основания, промежуточную плиту 134 и верхнюю плиту 135, скрепленные между собой, во время использования, а проход 137 образован внутри них, причем фланцевый участок 123 снимающей муфты 116 удерживается между промежуточной плитой 134 и верхней плитой 135. Внешний стержень 114 подвижно расположен внутри прохода 137, обеспечивая перемещение внешнего стержня 114 относительно снимающей муфты 116 вдоль оси Х колебаний пресс-формы во время перемещения внешнего стержня 114 из положения формования внешнего стержня (фиг.5А) в выталкивающее положение (5D).
Как отмечалось ранее, внешний стержень 114 и внутренний стержень 112 подвижно удерживаются вместе с целью ограничения, во время использования, их относительного перемещения вдоль оси Х колебаний пресс-формы. Например, внутренний стержень 112 может быть конструктивно выполнен таким образом, чтобы он образовывал штык 113, а внешний стержень 114, 214, 314 может быть конструктивно выполнен таким образом, чтобы образовывал штыковой разъем 117, причем штык 113 и штыковой разъем 117 выполнены с возможностью взаимодействия, при вращательном зацеплении, для подвижного удержания внешнего стержня 114 вокруг внутреннего стержня 112. Во время использования внутренний стержень 112 и внешний стержень 114 удерживаются во вращательно зацепленном положении шпонкой 119, которая сопряжена с фиксатором 136 снимающего устройства. Шпонка 119 неподвижно установлена между плитой 133 основания и промежуточной плитой 134, а часть ее, с которой взаимодействует внешний стержень 114 для подержания его расположения под углом относительно внутреннего стержня 112, заходит в проход 137.
Первая часть 110 блока пресс-формы также включает в себя упругий элемент 115, расположенный между внутренним стержнем 112 и внешним стержнем 114, причем упругий элемент 115 расположен таким образом, чтобы он смещал внешний стержень 114 в сторону конечного положения при ходе вперед относительно снимающей муфты 116, которое соответствует их относительному расположению во время формования первого формованного изделия 102А, как это показано на фиг. 5А. Конечное положение при ходе вперед внешнего стержня 114 относительно снимающей муфты 116 обеспечивается за счет взаимодействия заплечика 121, образованного на внешнем стержне 114, и уступа 139, образованного в проходе 137 внизу фланцевой части 123 снимающей муфты 116.
Как отмечалось ранее, пресс-форма 100 для литья под давлением также включает в себя шибер 140 пресс-формы, который сопряжен с первой половинкой 96 пресс-формы. Как наиболее наглядно показано со ссылкой на фиг.5А, шибер 140 пресс-формы, в целом, включает в себя шиберный элемент 144 и связующий элемент 146. Как можно заметить, шиберный элемент 144 сопряжен с подвижным прижимным устройством 912 узла 996 зажима пресс-формы, а соединительный элемент 146 сопряжен с первой формующей плитой 130. Во время использования шиберный элемент 144 попеременно выборочно устанавливается, во время использования, в: i) открытое положение U, а также ii) в закрытое положение S. Поэтому шибер 140 пресс-формы дополнительно включает в себя исполнительный механизм 148 шибера, который соединен с шиберным элементом 144, исполнительный механизм 148 шибера выполнен с возможностью, во время использования, перемещать шиберный элемент 144 между открытым положением U и закрытым положением S. Когда шиберный элемент 144 находится в закрытом положении S, как это показано на фиг. 5А, шиберный элемент 144 зацепляется с соединительным элементом 146, за счет чего первая формующая плита 130 зацепляется с подвижным прижимным устройством 912. Когда шиберный элемент 144 находится в открытом положении U, как это показано на фиг. 5В или 5F, шиберный элемент 144 расцепляется от соединительного элемента 146, за счет чего первая формующая плита 130 может перемещаться, во время использования, вдоль оси Х колебаний пресс-формы. Перемещение первой формующей плиты 130 вдоль оси Х колебаний пресс-формы может осуществляться, например, при помощи исполнительного механизма 922 выталкивающего устройства или узла 996 зажима пресс-формы. Описанное выше схематично показано со ссылкой на фиг.5В, причем исполнительный механизм 922 выталкивающего устройства показан соединенным с первым стержневым фиксатором 132.
Шибер 140 пресс-формы дополнительно включает в себя опорное основание 142, с которым подвижно сопряжен шиберный элемент 144, причем опорное основание 142 конструктивно выполнено таким образом, чтобы оно было неподвижно соединено, во время использования, крепежом 192 или аналогичным устройством, с подвижным прижимным устройством 912. Кроме этого, соединительный элемент 146 соединен с задней стороной первого стержневого фиксатора 132 первой формующей плиты 130. При подобном расположении соединительный элемент 146 выровнен с первой частью 110 первого блока 106А пресс-формы. Аналогичным образом, пресс-форма 100 для литья под давлением включает в себя множество блоков пресс-формы, в том числе первый блок 106А пресс-формы, образующих множество оформляющих полостей для формования, во время использования, множества формованных изделий, подобных тем, которые показаны со ссылкой на фигуры 2А и 2В, шибер 140 пресс-формы также может включать в себя множество соединительных элементов, в том числе соединительный элемент 146, причем каждый из множества соединительных элементов выравнивается с одним из множества блоков пресс-формы. Поэтому никаких специальных ограничений по числу и расположению соединительных элементов не предусмотрено.
Шиберный элемент 144 также образует первое отверстие 145 с зазором, выполненное с возможностью размещения в нем соединительного элемента 146, устанавливаемого там, во время использования, когда шиберный элемент 144 находится в открытом положении U (см. фиг.5В или 5F) и после перемещения первой формующей плиты 130 вдоль оси Х колебания пресс-формы в выдвинутое положение В (фиг. 5D или 51). В зависимости от требуемого хода первой формующей плиты 130, первое отверстие 145 с зазором может проходить, как это показано, через шиберный элемент 144. Кроме этого, опорное основание 142 также может образовывать второе отверстие 143 с зазором, которое выравнивается, во время использования, с первым отверстием 145 с зазором, когда шиберный элемент 144 находится в открытом положении U. Поэтому второе отверстие 143 с зазором выполнено с возможностью размещения в нем, во время использования, соединительного элемента 146, при этом шиберный элемент 144 находится в открытом положении U, а первая формующая плита 130 перемещается вдоль оси Х колебания пресс-формы в убранное положение В, как это показано на фигурах 5D или 51.
Форма и размер соединительного элемент 146 по сравнению с формой и размером первого отверстия 146 с зазором и второго отверстия 143 с зазором могут быть любыми, при условии, что соединительный элемент 146 проходит через них. По настоящему неограниченному примеру соединительный элемент 146 имеет цилиндрический корпус, а первое отверстие 146 с зазором и второе отверстие 143 с зазором имеют комлементарную цилиндрическую форму.
Как упоминалось ранее, первый стержневой фиксатор 132 и фиксатор 136 снимающего устройства подвижно соединены между собой, обеспечивая их относительное перемещение, во время использования, вдоль оси Х колебания пресс-формы. Кроме этого, первый стержневой фиксатор 132 и фиксатор 136 снимающего устройства также подвижно соединены с шибером 140 пресс-формы. Поэтому, как показано на фиг. 5А, шибер 140 пресс-формы дополнительно включает в себя направляющий элемент 141, при помощи которого элементы первой формующей плиты 130 направляются вдоль оси Х колебания пресс-формы. В частности, направляющий элемент 141 может включать в себя одну или несколько направляющих колонок или аналогичных устройств, которые неподвижно закреплены на опорном основании 142, причем направляющий элемент 141 подвижно вставлен во втулку 149, имеющуюся в каждом из следующих устройств: первом стержневом фиксаторе 132 и фиксаторе 136 снимающего устройства.
Также допустимы, хотя и не показаны, другие альтернативные, неограничивающие варианты осуществления пресс-формы 100 для литья под давлением с шибером 140 пресс-формы. Например, шибер 140 пресс-формы может быть сопряжен со второй половинкой 98 пресс-формы вместо первой половинки 96 пресс-формы и, соответственно, взаимодействовать, во время использования, с неподвижным прижимным устройством 914 (фиг.1). В качестве другого примера, сопряжение шибера 144 пресс-формы с соединительным элементом 146 может быть взаимоизменено таким образом, чтобы шиберный элемент 144 сопрягался с первой формующей плитой 130, а соединительный элемент 146 сопрягался с подвижным прижимным устройством 912. В целом, по различным альтернативным, неограничивающим вариантам осуществления пресс-формы 100 для литья под давлением одно из следующих устройств: шиберный элемент 144 или соединительный элемент 146 сопрягается, во время использования, с одним из следующих устройств: подвижным прижимным устройством 912 или неподвижным прижимным устройством 914 системы 900 литья под давлением, тогда как другое из следующих устройств: шиберный элемент 144 или соединительный элемент 146, сопрягается, во время использования, с первой формующей плитой 130.
Как упоминалось ранее, пресс-форма 100 для литья под давлением также включает в себя устройство 150 передачи формованных изделий. Как показано на фигурах 2А, 2В, 3, 4 и 5А устройство 150 передачи формованных изделий, в целом, включает в себя челнок 154, подвижно расположенный, во время использования, внутри пресс-формы 100 для литья под давлением. Челнок 154, по меньшей мере, частично образует первое отверстие, которое попеременно вмещает в себя: i) первый блок 106А пресс-формы, расположенный в нем, как это показано на фиг.5А; а также ii) первое формованное изделие 102А, расположенное в нем, как это показано на фиг.5I, причем первое формованное изделие 102А может перемещаться, во время использования, внутри первого отверстия 156А при возвратно-поступательном перемещении челнока 154.
В частности, челнок 154 подвижно расположен между первой формующей плитой 130 и второй формующей плитой 131 пресс-формы 100 для литья под давлением, обеспечивая возвратно-поступательное перемещение между ними, во время использования, вдоль оси Y возвратно-поступательных движений (фиг.3), которая, в целом, проходит перпендикулярно оси Х колебаний пресс-формы (фиг.5А). Как показано на фиг.5А, первое отверстие 156А выполнено с возможностью размещения в нем, при нахождении в первом принимающем положении R, первой части 110 первого блока 106А пресс-формы, подвижно расположенной в нем при формовании, во время использования, первого формованного изделия 102А (фиг.5В). Как показано со ссылкой на фиг.5I1, первое отверстие 156А дополнительно выполнено с возможностью размещения в нем, также при нахождении в первом принимающем положении R, первого формованного изделия 102А, при отводе из него первой части 110 блока пресс-формы и при его выталкивании из первой части 110 блока пресс-формы. После этого, первое формованное изделие 102А перемещается, во время использования, внутри первого отверстия 156А, при возвратно-поступательном перемещении челнока 154 из первого принимающего положения R во второе передаточное положение Т (фиг.3). Для обеспечения возвратно-поступательных движений челнока 154 в устройстве 150 передачи формованных изделий дополнительно имеется челночный исполнительный механизм 168, соединенный с челноком 154, челночный исполнительный механизм 168 выполнен с возможностью, во время использования, обеспечивать возвратно-поступательные движения челнока 154.
При подобной компоновке челнок 154 расположен подвижно, что обеспечивает его возвратно-поступательное перемещение когда первая половинка 96 и вторая половинка 98 пресс-формы 100 для литья под давлением находятся в замкнутом положении С (фиг.5А). То есть, для того, чтобы обеспечить возвратно- поступательное перемещение челнока 154 первую половинку 96 и вторую половинку 96 пресс-формы 100 для литья под давлением не нужно переводить в положение О разомкнутой пресс-формы (фиг.5В). Поэтому устройство 150 передачи формованных изделий дополнительно включает в себя плиту 170 основания, с которой челнок 154 подвижно соединен для обеспечения его возвратно-поступательных движений, во время использования, вдоль оси Y возвратно-поступательных движений. Плита 170 основания сопряжена, как это показано на фиг.5А, с первой половинкой 96 пресс-формы 100 для литья под давлением. Способ подвижного соединения челнока 154 с плитой 170 основания не ограничен каким-то конкретным вариантом. Например, по настоящему неограниченному варианту осуществления челнок 154 подвижно соединен с поверхностью плиты 170 основания при помощи линейной системы опор. В частности, для упрощения изготовления, обслуживания и сборки челнок 154 может быть выполнен в виде множества соединенных между собой челночных модулей 155, как это показано на фиг.2А, каждый из которых соединен с опорным блоком 172, как это показано на фиг.4, которые, в свою очередь, подвижно соединены с линейным бегунком 174, установленным на плите 170 основания.
Как отмечалось ранее, плита 170 основания сопряжена, как показано на фиг.5А, с первой половинкой 96 пресс-формы 100 для литья под давлением. Поэтому у шибера 140 пресс-формы дополнительно имеется блок 147 выталкивателей, при помощи которого соединяется первая формующая плита 130, а также сопрягается, во время использования, плита 170 основания устройства 150 передачи формованных изделий с подвижным прижимным устройством 912 системы 900 литья под давлением. В частности, один крепеж 192 соединяет плиту 170 основания с верхней частью блока 147 выталкивателей, а другой крепеж 192 соединяет опорное основание 142 шибера 140 пресс-формы с нижней частью блока 147 выталкивателей, помня о том, что опорное основание 142 неподвижно соединено, во время использования, крепежом 192 или аналогичным приспособлением с подвижным прижимным устройством 912. Кроме этого, блок 147 выталкивателей образует пространство 151, внутрь которого, вдоль оси Х колебаний пресс-формы, может перемещаться первая формующая плита 130 для позиционирования элементов блоков пресс-формы. Как отмечалось ранее, перемещение первой формующей плиты 130 вдоль оси Х колебаний пресс-формы может обеспечиваться, по меньшей мере, частично, исполнительным механизмом 922 выталкивающего устройства узла 996 зажима пресс-формы. В частности, показано, что исполнительный механизм 922 выталкивающего устройства соединен с первым стержневым фиксатором 132 для изменения его положения. Кроме этого, как показано на фиг. 5В, пресс-форма 100 для литья под давлением также включает в себя исполнительный механизм 153 снимающего устройства, при помощи которого устройство 150 передачи формованных изделий соединено с фиксатором 136 снимающего устройства, исполнительный механизм 153 снимающего устройства выполнен с возможностью, во время использования, обеспечивать относительное перемещение фиксатора 136 снимающего устройства вдоль оси Х колебаний пресс-формы.
Как показано со ссылкой на фигуры 2В и 5А, устройство 150 передачи формованных изделий дополнительно включает в себя первую перемычку 158А, которая сопряжена со второй половинкой 98 пресс-формы. Первая перемычка 158А выполнена с возможностью сопряжения с челноком 154, как это показано на фиг.5А, дополнительно образуя первое отверстие 156А, при его нахождении в первом принимающем положении R.
Возвращаясь к описанию неограничивающего варианта осуществления, со ссылкой на фиг.2А показано, что челнок 154 также образует первый канал 160А. Первый канал 160А и первая перемычка 158А выполнены с возможностью взаимодействия, во время использования, образуя первое отверстие 156А когда первая перемычка 158А, перемещается, за счет возвратно-поступательных движений челнока 154, внутрь первого канала 160А. Вышеупомянутая компоновка на данных фигурах показана не очень наглядно и может быть также рассмотрена на фиг. 3, причем второй канал 160В и первая перемычка 158А выполнены с возможностью взаимодействия, образуя второе отверстие 156В, при этом первая перемычка 158А находится внутри второго канала I60B. Поскольку, во время использования, первый канал 160А находится в первом принимающем положении R, как это показано на фиг.2А, за счет возвратно-поступательного перемещения челнока 154, первый канал 160А может принимать первую часть 110, 210, 310 блока пресс-формы, которая подвижно находится в нем во время формования первого формованного изделия 102А.
Со ссылкой на фиг.3 можно заметить, что первый канал 160А также выполнен с возможностью размещения в нем первого формованного изделия 102А, проходящего вдоль него, в сторону его выхода 164, при нахождении, во время использования, первого канала 160А в первом передаточном положении Т за счет возвратно-поступательного перемещения челнока 154, причем первый канал 160А находится рядом с первой частью 110, 210, 310 блока пресс-формы и первой перемычкой 158А.
Как отмечалось ранее, челнок 154 также образует второй канал 160В. Второй канал 160В расположен смежно и, в целом, параллельно первому каналу 160А, причем один из следующих каналов: первый канал 160А или второй канал 160В находится в первом принимающем положении R, а другой из следующих каналов: первый канал 160А или второй канал 160В находится в первом передаточном положении Т. Описанное выше расположение показано на противопоставляемых фигурах 2А и 3, где челнок 154 уже совершил возвратно-поступательное перемещение, при этом на фигуре 2А первый канал 160А находится в первом принимающем положении R, а второй канал 160В находится в первом передаточном положении Т, тогда как на фиг.3 показана обратная ситуация когда первый канал 160А находится в первом передаточном положении Т, а второй канал 160В находится в первом принимающем положении R.
Как показано на фиг.3, второй канал 160В и первая перемычка 158А выполнены с возможностью взаимодействия, во время использования, образуя второе отверстие 156В, при этом первая перемычка 158А находится внутри второго канала 160В, а второй канал 160А, во время использования, находится в принимающем положении R за счет возвратно-поступательного перемещения челнока 154, причем расположение второго канала 160В позволяет размещать в нем первую часть 110 блока пресс-формы, которая подвижно расположена в нем во время формования другого первого формованного изделия 102А. Аналогичным образом второй канал 160В также выполнен с возможностью размещения в нем другого первого формованного изделия 102А, которое не показано, проходящего вдоль него в сторону его выхода, при нахождении, во время использования, второго канала 160А в первом передаточном положении Т, как это показано на фиг.2А, за счет возвратно-поступательного перемещения челнока 154, причем второй канал 160В находится рядом с первой частью 110 блока пресс-формы и первой перемычкой 158А.
Как можно заметить со ссылкой на фигуры 2А и 3, первый канал 160А и второй канал 160В, каждый, включает в себя прямой участок, внутри которого образованы первое отверстие 156А, а также второе отверстие 156В, соответственно. Как таковой, первый канал 160А и второй канал 160В образованы между взаимодействующими парами штанг 162, которые сопряжены с челноком 154. Пары штанг 162 образуют зазоры 166, через которые проходит первая перемычка 158А, во время использования, при перемещении челнока 154 относительно первой перемычки 158А.
Как можно заметить со ссылкой на фиг.2А, пресс-форма 100 для литья под давлением включает в себя несколько колонок блоков пресс-формы, используемых для одновременного формования множества формованных изделий. Следует отметить, что хотя у части второй половинки 98 пресс-формы по фиг.2А показана лишь вторая часть 120 первого блока 106А пресс-формы, вторая половинка 98 пресс-формы также включает в себя другие вторые части блоков пресс-форм, с которыми взаимодействуют другие блоки пресс-форм.
Как можно заметить со ссылкой на фигуры 2А и 3, колонки блоков пресс-формы включают в себя первую колонку блоков пресс-формы, в которой находится первый блок 106А пресс-формы, при помощи которого формуется первое формованное изделие 102А, а также второй блок 106В пресс-формы, при помощи которого формуется второе формованное изделие 102В. Устройство 150 передачи формованных изделий также включает в себя вторую перемычку 158В, которая сопряжена со второй половинкой 98 пресс-формы. Первый канал 160А и вторая перемычка 158В выполнены с возможностью взаимодействия, во время использования, образуя третье отверстие 156С, при этом вторая перемычка 158В находится внутри первого канала 160А, а первый канал 160А, во время использования, находится в принимающем положении R за счет возвратно-поступательного перемещения челнока 154, причем расположение первого канала 160А позволяет размещать в нем первую часть 110 второго блока 106В пресс-формы, который подвижно расположен в нем во время формования другого второго формованного изделия 102В. Как показано со ссылкой на фиг.3, первый канал 160А также выполнен с возможностью размещения в нем второго формованного изделия 102В, проходящего вдоль него, в сторону его выхода 164, при нахождении, во время использования, первого канала 160А в первом передаточном положении Т за счет возвратно-поступательного перемещения челнока 154, причем первый канал 160А находится рядом с первой колонкой блоков пресс-формы, первой перемычкой 158А и второй перемычкой 158В. Аналогичным образом, как показано также со ссылкой на фиг.3, второй канал 160В и вторая перемычка 158В выполнены с возможностью взаимодействия, во время использования, образуя четвертое отверстие 156D, при этом вторая перемычка 158В находится внутри второго канала 160В, а второй канал 160В, во время использования, находится в принимающем положении R за счет возвратно-поступательного перемещения челнока 154, причем расположение второго канала 160В позволяет размещать в нем первую часть 110 второго блока 106В пресс-формы, который подвижно расположен в нем во время формования другого второго формованного изделия 102В (не показано). Как показано со ссылкой на фиг.3, второй канал 160В также выполнен с возможностью размещения в нем другого второго формованного изделия 102В (не показано), проходящего вдоль него (не показано), в сторону его выхода 164, при нахождении, во время использования, второго канала 160В в первом передаточном положении Т за счет возвратно-поступательного перемещения челнока 154, причем второй канал 160В находится рядом с первой частью 110, 210, 310 блока первой колонки блоков пресс-формы, первой перемычкой 158А и второй перемычкой 158В.
Также со ссылкой на фигуры 2А и 3 видно, что колонки блоков пресс-формы также включают в себя вторую колонку блоков пресс-формы, в которой находится третий блок 106С пресс-формы, при помощи которого формуется третье формованное изделие 102С, а также четвертый блок 106D пресс-формы, при помощи которого формуется четвертое формованное изделие 102D. Поэтому устройство 150 передачи формованных изделий дополнительно включает в себя третью перемычку 158С, а также четвертую перемычку 158D, которые сопряжены со второй половинкой 98 пресс-формы. Кроме этого, челнок 154 также образует третий канал 160С и четвертый канал 160D, которые расположены смежно и, в целом, параллельно первому каналу 160А и второму каналу 160В, причем один из следующих каналов: третий канал 160С или четвертый канал 160D находятся во втором принимающем положении R', а другой из следующих каналов: третий канал 160С или четвертый канал 160D находятся во втором передаточном положении Т'. Как показано на фиг.2А, третий канал 160С и третья перемычка 158С выполнены с возможностью взаимодействия, во время использования, образуя пятое отверстие 156Е, при этом третья перемычка 158С находится внутри третьего канала 160С, а третий канал 160С, во время использования, находится во втором принимающем положении R' за счет возвратно-поступательного перемещения челнока 154, причем расположение третьего канала 160С позволяет размещать в нем первую часть 110 третьего блока 106С пресс-формы, который подвижно расположен в нем во время формования третьего формованного изделия 102С. Аналогичным образом, как показано на фиг.3, четвертый канал 160D и третья перемычка 158С выполнены с возможностью взаимодействия, во время использования, образуя шестое отверстие 156F, при этом третья перемычка 158С находится внутри четвертого канала 160D, а четвертый канал 160D, во время использования, находится во втором принимающем положении R' за счет возвратно-поступательного перемещения челнока 154, причем расположение четвертого канала 160D позволяет размещать в нем первую часть 110, 210, 310 третьего блока 106С пресс-формы, который подвижно расположен в нем во время формования другого третьего формованного изделия 102С (не показано).
Аналогичным образом, как показано на фиг.2А, третий канал 160С и четвертая перемычка 158D выполнены с возможностью взаимодействия, во время использования, образуя седьмое отверстие 156G, при этом четвертая перемычка 158D находится внутри третьего канала 160С, а третий канал 160С, во время использования, находится во втором принимающем положении R' за счет возвратно-поступательного перемещения челнока 154, причем расположение третьего канала 160С позволяет размещать в нем первую часть 110, 210, 310 четвертого блока 106D пресс-формы, который подвижно расположен в нем во время формования четвертого формованного изделия 102D. Наконец, как показано на фиг.3, четвертый канал 160D и четвертая перемычка 158D выполнены с возможностью взаимодействия, во время использования, образуя восьмое отверстие 156Н, при этом четвертая перемычка 158D находится внутри четвертого канала 160D, а четвертый канал 160D, во время использования, находится во втором принимающем положении R' за счет возвратно-поступательного перемещения челнока 154, причем расположение четвертого канала 160D позволяет размещать в нем первую часть 110, 210, 310 четвертого блока 106D пресс-формы, который подвижно расположен в нем во время формования четвертого формованного изделия 102D (не показано). Кроме этого, третий канал 160С и четвертый канал 160D дополнительно выполнены с возможностью размещения в них третьего формованного изделия 102С, а также четвертого формованного изделия 102D, а также, как вариант, другого третьего формованного изделия 102С, а также другого четвертого формованного изделия 102D, соответственно, проходящих вдоль них, в сторону их выхода 164, при последовательном нахождении, во время использования, третьего канала 160С и четвертого канала 160D во втором передаточном положении Т' за счет возвратно-поступательного перемещения челнока 154, причем третий канал 160С и четвертый канал 160D находятся рядом со второй колонкой блоков пресс-формы, третьей перемычкой 158С и четвертой перемычкой 158D.
Таким образом, рассмотрев только что неограничивающий вариант осуществления пресс-формы 100 для литья под давлением и прежде чем перейти к подробному рассмотрению ее функционирования, следует отметить, что допустимо простое изменение конфигурации (не показано), когда плита 170 основания сопрягается со второй половинкой 98 пресс-формы 100 для литья под давлением, а первая перемычка 158А и т.п. в свою очередь сопрягается с первой половинкой 96 пресс-формы.
Функциональность вышеупомянутого неограничивающего варианта осуществления пресс-формы 100 для литья под давлением далее будет рассмотрена со ссылкой на пусковой этап процесса формования, показанный на фигурах с 5А по 5D, и последующий производственный этап процесса формования, показанный на фигурах с 5Е по 5J. При описании функциональности первого блока 106А пресс-формы, также подразумевается и функциональность остальных блоков пресс-формы 100 для литья под давлением, даже если они явно не упоминаются.
Как говорит за себя само название, пусковой этап процесса формования обычно, хотя и не обязательно, начинается с подготовки пресс-формы 100 для литья под давлением. Как, в целом, известно, перед началом использования пресс-формы оператору системы для литья под давлением часто приходится выполнять ручные операции, связанные с очисткой недостаточно залитых изделий (т.е. частично сформованных изделий), удалением формованных изделий, которые остались в установке (например, из-за их чрезмерного переохлаждения) или удалением облоя (т.е. формовочного материала, вытекшего из оформляющей полости 101) и т.п. Так на пусковом этапе может потребоваться перевести первую половинку 96 пресс-формы, а также вторую половинку 98 пресс-формы вдоль оси Х колебаний пресс-формы, в открытое положение О для формования, как это показано на фиг.5В, при относительном расположении подвижного прижимного устройства 912 и неподвижного прижимного устройства 914 таким образом, чтобы обеспечивался беспрепятственный доступ к каждому из следующих устройств: первой части 110 блока пресс-формы и второй части 120 блока пресс-формы.
Пусковой этап процесса формования начинается, как показано на фиг.5А, с того, что пресс-форма 100 для литья под давлением переводится в замкнутое положение С пресс-формы, при этом первая формующая плита 130 расположена вдоль оси Х колебаний пресс-формы, в выдвинутом положении Е, таким образом, чтобы первый блок 106А пресс-формы был замкнут, образуя в нем оформляющую полость 101. Кроме этого, шиберный элемент 144 шибера 140 пресс-формы находится в закрытом положении S, за счет чего первая формующая плита 130 зацепляется с подвижным прижимным устройством 912. Соответственно, пресс-форма 100 для литья под давлением выполнена с возможностью формования первого формованного изделия 102А. После этого формование первого формованного изделия 102А (не показано) осуществляется путем нагнетания формующего материала в оформляющую полость 101.
Затем, как показано со ссылкой на фиг.5В, пусковой этап процесса формования включает в себя раскрытие первого блока 106А пресс-формы и перемещение первой половинки 96 пресс-формы и второй половинки 98 пресс-формы вдоль оси Х колебания пресс-формы в конфигурацию О размыкания пресс-формы, при этом, за счет управления исполнительным механизмом 915 (фиг.1) подвижное прижимное устройство 912 (фиг.1) отводится от неподвижного прижимного устройства 914 (фиг.1). В это время первое формованное изделие 102А вынимается при помощи первой части 110 блока пресс-формы. При размыкании пресс-формы 100 для литья под давлением также происходит раскрытие шибера 140 пресс-формы, который расцепляет первую формующую плиту 130 от подвижного прижимного устройства 912. Раскрытие шиберного элемента 144 включает в себя перевод шиберного элемента 144 в разомкнутое положение U, за счет управления исполнительным механизмом 148 шибера, причем шиберный элемент 144 расцепляется от соединительного элемента 146.
Далее пусковой этап процесса формования включает в себя, как показано со ссылкой на фиг.5С, снимание уплотнительной части 103 первого формованного изделия 102А в том месте, где оно было сформовано, между внутренним стержнем 112 и внешним стержнем 114, при их относительном перемещении. Во время вышеупомянутых действий фиксатор 136 снимающего устройства прижимается к плите 170 основания за счет управления исполнительным механизмом 153 снимающего устройства, таким образом, чтобы снимающая муфта 116, которая неподвижно соединена с ним, находилась в положении формования, одновременно с этим отодвигая первый стержневой фиксатор 132 вдоль оси Х колебаний пресс-формы за счет управления исполнительным механизмом 922 выталкивающего устройства, тем самым отодвигая удерживаемый им внутренний стержень 112 на расстояние, достаточное для снятия уплотнительной части 103.
Далее пусковой этап процесса формования включает в себя, как показано со ссылкой на фиг.5D, выталкивание первого формованного изделия 102А из первой части 110 блока пресс-формы при перемещении внешнего стержня 114 относительно снимающей муфты 116, причем снимающая муфта 116 выталкивает первое формованное изделие 102А с внешнего стержня 114. Во время вышеупомянутых действий фиксатор 136 снимающего устройства прижимается к плите 170 основания за счет управления исполнительным механизмом 153 снимающего устройства, таким образом, чтобы снимающая муфта 116, которая неподвижно соединена с ним, находилась в положении формования, одновременно с этим перемещая первый фиксатор 132 стержня вдоль оси Х колебаний пресс-формы в убранное положение В, за счет управления исполнительным механизмом 922 выталкивающего устройства, отодвигая тем самым удерживаемый им внутренний стержень 112 на расстояние, достаточное для дополнительного перемещения внешнего стержня 114 в снимающее положение за счет того, что внутренний стержень достиг конечного положения при ходе назад относительно внешнего стержня 114, определяемого штыком 113 совместно со штыковым разъемом 117.
Пусковой этап процесса формования завершается, как показано со ссылкой на фиг.5Е, замыканием первого блока 106А пресс-формы и перемещением первой половинки 96 пресс-формы, а также второй половинки 98 пресс-формы вдоль оси Х колебаний пресс-формы в конфигурацию С замыкания пресс-формы, при этом, за счет управления исполнительным механизмом 915 подвижное прижимное устройство 912 перемещается в направлении неподвижного прижимного устройства 914 (фиг.1). Замыкание первого блока 106А пресс-формы дополнительно включает в себя выдвижение первого фиксатора 132 стержня вдоль оси Х колебаний пресс-формы в выдвинутое положение Е, за счет управления исполнительным механизмом 922 выталкивающего устройства, для выдвижения внутреннего стержня 112, удерживаемого им, в положение формования, при этом внешний стержень 114 выталкивается в положение формования, за счет того, что внутренний стержень достиг крайнего конечного положения при ходе вперед относительно внешнего стержня 114, определяемого штыком 113 совместно со штыковым разъемом 117. При замыкании пресс-формы 100 для литья под давлением шибер 140 пресс-формы также закрывается, а первая формующая плита 130 зацепляется с подвижным прижимным устройством 912 (фиг.1). Закрытие шиберного элемента 144 включает в себя перемещение шиберного элемента 144 в закрытое положение S, за счет управления исполнительным механизмом 148 шибера, причем шиберный элемент 144 снова зацепляется с соединительным элементом 146. Пусковой этап процесса формования может повторяться многократно, в зависимости от рабочего состояния пресс-формы 100 для литья под давлением (например, если все блоки пресс-формы формуют формованные изделия приемлемого качества) перед началом производственного этапа процесс формования.
Далее будет рассмотрен производственный этап процесса формования с использованием пресс-формы 100 для литья под давлением. Как следует из названия, производственный этап процесса формования обычно, но не обязательно, осуществляется после завершения пускового этапа процесса формования. Производственный этап процесса формования отличается от пускового этапа процесса формования тем, что он дополнительно включает в. себя, помимо прочего, технологические этапы, связанные с использованием устройства 150 передачи формованных изделий, но при этом не включает этапы размыкания и замыкания пресс-формы 100. То есть производственный этап процесса формования не требует перевода первой половинки 96 пресс-формы, а также второй половинки 98 пресс-формы из конфигурации О размыкания пресс-формы в конфигурацию С замыкания пресс-формы и соответственно перемещения подвижного прижимного устройства 912 (фиг.1) относительно неподвижного прижимного устройства 914 (фиг.1). Технический эффект от этого может включать в себя, помимо прочего, сокращение продолжительности этапа формования, причем время, которое раньше затрачивалось на некоторые операции с использованием узла 996 зажима пресс-формы, высвобождается. То есть, на данном производственном этапе больше не нужно ждать пока шибер 920 зажима последовательно (т.е. при каждом цикле формования) раскроется и снова закроется, также не нужно ждать перемещений, вперед и назад, подвижного прижимного устройства 912 (фиг.1). Между тем, изменение положения первой половинки 96 пресс-формы, а также второй половинки 98 пресс-формы не исключается.
Производственный этап процесса формования начинается, как показано на фиг.5Е, с того, что пресс-форма 100 для литья под давлением переводится в замкнутое положение С пресс-формы, при этом первая формующая плита 130 расположена вдоль оси Х колебаний пресс-формы, в выдвинутом положении Е, таким образом, что первый блок 106А пресс-формы замкнут, образуя в нем оформляющую полость 101. При этом первый блок 106А пресс-формы находится внутри первого отверстия 156А, образуемого челноком 154 устройства 150 передачи формованных изделий, первое отверстие 156А находится в первом принимающем положении R. Кроме этого, шиберный элемент 144 шибера 140 пресс-формы находится в закрытом положении S, причем первая формующая плита 130 зацепляется с подвижным прижимным устройством 912 (фиг.1). Соответственно, пресс-форма 100 для литья под давлением выполнена с возможностью формования первого формованного изделия 102А. После этого формование первого формованного изделия 102А (не показано) осуществляется путем нагнетания формующего материала в оформляющую полость 101.
Производственный этап процесса формования далее включает в себя, как показано со ссылкой на фиг. 5F, раскрытие шибера 140 пресс-формы для расцепления первой формующей плиты 130 с подвижным прижимным устройством 912 (фиг.1). Раскрытие шиберного элемента 144 включает в себя перевод шиберного элемента 144 в открытое положение U за счет управления исполнительным механизмом 148 шибера, причем шиберный элемент 144 расцепляется с соединительным элементом 146.
Далее производственный этап процесса формования включает в себя, как показано со ссылкой на фиг.50, размыкание первого блока 106А пресс-формы и отвод первой части 110 блока вдоль оси Х колебаний пресс-формы для размещения первого формованного изделия 102А, находящегося в нем, в первом отверстии 156А. Для этого фиксатор 136 снимающего устройства и первый стержневой фиксатор 132 совместно отводятся вдоль оси Х колебаний пресс-формы, соответственно отводя сопряженные с ними снимающую муфту 116 и внутренний стержень 112, причем внешний стержень 114 отводится вместе с внутренним стержнем 112 и снимающей муфтой 116 за счет того, что он соединен с ними посредством первого формованного изделия 102А. Отвод фиксатора 136 снимающего устройства и первого стержневого фиксатора 132 осуществляется за счет управления исполнительным механизмом 153 снимающего устройства и исполнительным механизмом 922 выталкивающего устройства, соответственно.
Далее производственный этап процесса формования включает в себя, как показано со ссылкой на фиг.5Н, первый этап расположения первой части 110 блока пресс-формы для выталкивания первого формованного изделия 102А через первое отверстие 156А челнока 154, точнее снимание уплотнительной части 103 с первого формованного изделия 102А в том месте, где оно было сформовано, между внутренним стержнем 112 и внешним стержнем 114, при их относительном перемещении. Для этого фиксатор 136 снимающего устройства удерживается по месту за счет управления исполнительным механизмом 153 снимающего устройства (что в данном случае весьма просто осуществить, поскольку исполнительный механизм 153 снимающего устройства достиг своего крайнего положения при ходе назад) для удержания снимающей муфты 116, которая неподвижно соединена с ним, в неподвижном положении, за счет чего первое формованное изделие 102А удерживается в первом отверстии 156А. Для этого дополнительно осуществляется отвод первого стержневого фиксатора 132, за счет управления исполнительным механизмом 922 выталкивающего устройства, для отвода внутреннего стержня 112, удерживаемого им, вдоль оси Х колебаний пресс-формы на расстояние, относительно внешнего стержня 114, который удерживается в неподвижном положении за счет того, что он находится внутри первого формованного изделия 102А, достаточное для снятия уплотнительной части 103.
Далее производственный этап процесса формования включает в себя, со ссылкой на фиг.51, заключительный этап расположения первой части 110 блока пресс-формы для выталкивания первого формованного изделия 102А через первое отверстие 156А челнока 154, а также кроме этого отвод первой части 110 блока пресс-формы из первого отверстия 156А. Для этого фиксатор 136 снимающее устройство продолжает удерживаться по месту за счет управления исполнительным механизмом 153 снимающего устройства, для удержания снимающей муфты 116, которая неподвижно соединена с ним, в неподвижном положении, за счет чего первое формованное изделие 102А удерживается в первом отверстии 156А. При этом первый стержневой фиксатор 132 отводится вдоль оси Х колебаний пресс-формы в убранное положение В, за счет управления исполнительным механизмом 922 выталкивающего устройства, для отвода внутреннего стержня 112, удерживаемого им, на расстояние, достаточное для дальнейшего перемещения внешнего стержня 114 в снимающее положение за счет того, что внутренний стержень 112 достиг крайнего положения при ходе назад относительно внешнего стержня 114, определяемого штыком 113 совместно со штыковым разъемом 117. Первое формованное изделие 102А снимается с внешнего стержня 114 пока оно еще удерживается в первом отверстии 156А, опираясь на верхнюю часть снимающей муфты 116, а внешний стержень 114 отводится от него в снимающее положение.
Производственный этап процесса формования далее включает в себя, как показано со ссылкой на фиг.5J, возвратно-поступательное перемещение челнока 154 для передачи первого формованного изделия 102А через первое отверстие 156А. При этом челнок 154 осуществляет возвратно-поступательные движения между первой половинкой 96 и второй половинкой 98 пресс-формы 100 для литья под давлением вдоль оси Y возвратно-поступательных движений (фиг.3), за счет управления исполнительным механизмом 168 челнока, причем первый канал 160А (т.е. подвижная часть первого отверстия 156А), а вместе с ним и первое формованное изделие 102А, перемещается из первого принимающего положения R (фиг.5Е) в первое передаточное положение Т.
Производственный этап процесса формования завершается, как показано со ссылкой на фиг.5К, после прохода первого формованного изделия 102А через первый канал 160А в направлении его выхода 164 (фиг.3, обозначен только за счет отсутствия первого формованного изделия 102А в первом канале 160А) и замыканием первого блока 106А пресс-формы. Замыкание первого блока 106А пресс-формы включает в себя перемещение первой формующей плиты 130 в выдвинутое положение Е и выдвижение первого стержневого фиксатора 132 вдоль оси Х колебаний пресс-формы, за счет управления исполнительным механизмом 922 выталкивающего устройства, для выдвижения внутреннего стержня 112, удерживаемого им, в положение формования, при этом внешний стержень 114 выталкивается в положение формования, за счет того, что внутренний стержень 112 достиг крайнего положения при ходе вперед относительно внешнего стержня 114, определяемого штыком 113 совместно со штыковым разъемом 117. При этом первая часть 110 блока пресс-формы находится внутри второго отверстия 156В, образуемого челноком 154 устройства 150 передачи формованных изделий, второе отверстие 154В находится в первом принимающем положении R. Хотя это не показано, перед формованием другого первого формованного изделия 102А шибер 140 пресс-формы должен быть закрыт для зацепления первой формующей плиты 130 с подвижным прижимным устройством 912 (фиг.1).
Ввиду вышесказанного специалисты в данной области техники без труда смогут увидеть альтернативные неограничивающие варианты осуществления пресс-формы для литья под давлением, а также одного или обоих из следующих устройств: устройства 150 передачи формованных изделий и/или шибера 140 пресс-формы. Один подобный пример альтернативного неограничивающего варианта осуществления может быть рассмотрен со ссылкой на пресс-форму 200 для литья под давлением, показанную на фиг.6А. Пресс-форма 200 для литья под давлением конструктивно выполнена аналогично пресс-форме 100 для литья под давлением по фиг.5А, поэтому в представленном ниже описании будут подробно рассмотрены лишь ее конструктивные и функциональные отличия.
Пресс-форма 200 для литья под давлением включает в себя первую половинку 196 пресс-формы по альтернативному неограничивающему варианту осуществления, а также вторую половинку 98, рассмотренную ранее.
Первая половинка 196 пресс-формы 200 для литья под давлением включает в себя точно такой же шибер 140 пресс-формы, а также устройство 150 передачи формованного изделия, которые были рассмотрены ранее, между которыми находится первая формующая плита 230 по альтернативному, неограничивающему варианту осуществления.
Первая формующая плита 230 сконструирована таким образом, чтобы с ней была соединена первая часть 210 первого блока 206А пресс-формы. В значительной степени также как и первая часть 110 блока пресс-формы, рассмотренная ранее, первая часть 210 первого блока 206А пресс-формы включает в себя внутренний стержень 212, внешний стержень 214, а также выталкивающую муфту 116, рассмотренную ранее, которая сопрягается, во время использования, со вставкой 122 полости второй части 120 блока пресс-формы, образуя оформляющую полость 101. Непосредственно сам внешний стержень 214 подвижно расположен вокруг внутреннего стержня 212, обеспечивая, во время использования, его относительное перемещение вдоль оси Х колебаний пресс-формы. Аналогичным образом, снимающая муфта 116 подвижно расположена вокруг внешнего стержня 214, обеспечивая, во время использования, его относительное перемещение вдоль оси Х колебаний пресс-формы.
В значительной степени также как и первая формующая плита 130, описанная ранее, первая формующая плита 230 включает в себя первый стержневой фиксатор 232, а также фиксатор 236 снимающего устройства, которые подвижно соединены между собой, обеспечивая их относительное перемещение, во время использования, вдоль оси Х колебаний пресс-формы, причем внутренний стержень 212 соединен с первым стержневым фиксатором 232, а снимающая муфта 116 соединена с фиксатором 236 снимающего устройства. Снимающая муфта 116 неподвижно установлена в проходе 237, образованном в фиксаторе 236 снимающего устройства. В частности, фиксатор 236 снимающего устройства включает в себя плиту 234 основания и верхнюю плиту 135, рассмотренную ранее, которые, во время использования, скреплены между собой, а в них образован проход 237, причем фланцевый участок 123 снимающей муфты 116 удерживается между плитой 234 основания и верхней плитой 135. Внешний стержень 214 подвижно расположен внутри прохода 237, обеспечивая относительное перемещение внешнего стержня 214 относительно снимающей муфты 116, во время использования, вдоль оси Х колебаний пресс-формы, при перемещении внешнего стержня 214 из положения формования (фиг.6А) в положение снятия (фиг.6Е).
Первая формующая плита 230 также включает в себя второй стержневой фиксатор 233. Второй стержневой фиксатор 233 подвижно соединен между первым стержневым фиксатором 232 и фиксатором 236 снимающего устройства, обеспечивая его относительное перемещение, во время использования, вдоль оси Х колебаний пресс-формы. Внешний стержень 214 соединен со вторым стержневым фиксатором 233, перемещаясь вместе ним.
Со ссылкой на фиг.6В первая формующая плита 230 также включает в себя исполнительный механизм 153 снимающего устройства, рассмотренный ранее, с той лишь разницей, что по данному неограничивающему варианту осуществления он используется для соединения фиксатора 236 снимающего устройства со вторым стержневым фиксатором 233, исполнительный механизм 153 снимающего устройства выполнен с возможностью, во время использования, обеспечивать его относительное перемещение вдоль оси Х колебаний пресс-формы. Кроме этого, первая формующая плита 230 включает в себя исполнительный механизм 255 стержня, который соединяет первый стержневой фиксатор 232 со вторым стержневым фиксатором 233, исполнительный механизм 255 стержня выполнен с возможностью, во время использования, обеспечивать его относительное перемещение вдоль оси Х колебаний пресс-формы. Наконец, второй стержневой фиксатор 233, как это показано на фигуре, соединен, во время использования, с исполнительным механизмом 922 выталкивающего устройства узла 966 зажима пресс-формы (фиг.1), для обеспечения его перемещения, во время использования, вдоль оси Х колебаний пресс-формы.
Пусковой этап и производственный этап процесса формования с использованием пресс-формы 200 для литья под давлением аналогичны рассмотренным выше. Поэтому в производственном этапе процесса формования с использованием пресс-формы 200 для литья под давлением будут рассмотрены лишь отличия в работе различных исполнительных механизмов, соединенных с первой формующей плитой 230.
Производственный этап процесса формования начинается, как показано на фиг.6А, с того, что пресс-форма 200 для литья под давлением переводится в замкнутое положение С пресс-формы, при этом первая формующая плита 230 расположена вдоль оси Х колебаний пресс-формы, в выдвинутом положении Е, таким образом, чтобы первый блок 206А пресс-формы был замкнут, образуя в нем оформляющую полость 101. При этом первый блок 206А пресс-формы находится внутри первого отверстия 156А, образуемого челноком 154 устройства 150 передачи формованных изделий, первое отверстие 156А находится в первом принимающем положении R. Кроме этого, шиберный элемент 144 шибера 140 пресс-формы находится в закрытом положении S, причем первая формующая плита 230 зацепляется с подвижным прижимным устройством 912 (фиг.1). Соответственно, пресс-форма 200 для литья под давлением выполнена с возможностью формования первого формованного изделия 102А (не показано). После этого формование первого формованного изделия 102А (не показано) осуществляется путем нагнетания формующего материала в оформляющую полость 101.
Далее производственный этап процесса формования включает в себя, как показано со ссылкой на фиг.6G и как было рассмотрено ранее, раскрытие шибера 140 пресс-формы для расцепления первой формующей плиты 130 с подвижным прижимным устройством 912 (фиг.1).
Далее производственный этап процесса формования включает в себя, как показано со ссылкой на фиг.6С, размыкание первого блока 206А пресс-формы и отвод первой части 210 блока вдоль оси Х колебаний пресс-формы для размещения первого формованного изделия 102А, находящегося в нем, в первом отверстии 156А. Это связано с отводом фиксатора 236 снимающего устройства, второго стержневого фиксатора 233, а также первого стержневого фиксатора 232, совместно, вдоль оси Х колебаний пресс-формы и, таким образом, отвода внутреннего стержня 112, внешнего стержня 114, а также снимающей муфты 116, фиксируемых ими, соответственно. Вышеупомянутые действия осуществляются за счет управления исполнительным механизмом 922 выталкивающего устройства для отвода второго стержневого фиксатора 233, причем первый стержневой фиксатор 232 и фиксатор 236 снимающего устройства продолжают, совместно, за счет дополнительного управления исполнительным механизмом 255 стержня, удерживать первый стержневой фиксатор 232 прижатым к нижней поверхности второго стержневого фиксатора 233, а также управления аналогичным образом исполнительным механизмом 153 снимающего устройства для удержания фиксатора 236 снимающего устройства прижатым к верхней поверхности второго стержневого фиксатора 233.
Далее производственный этап процесса формования включает в себя, как показано со ссылкой на фиг.6D, первый этап расположения первой части 210 блока пресс-формы для выталкивания первого формованного изделия 102А через первое отверстие 156А челнока 154, точнее снимание уплотнительной части 103 с первого формованного изделия 102А в том месте, где оно было сформовано, между внутренним стержнем 212 и внешним стержнем 214, при их относительном перемещении. Для этого фиксатор 236 снимающего устройства удерживается на месте, удерживая снимающую муфту 116, которая неподвижно прикреплена к нему, в неподвижном положении, за счет чего первое формованное изделие 102А удерживается в первом отверстии 156А, при этом второй стержневой фиксатор 233 также удерживается на месте, удерживая внешний стержень, который неподвижно прикреплен к нему, затем первый стержневой фиксатор 232 отводится относительно него и, в сущности, отводит внутренний стержень 112, который удерживается им относительно внешнего стержня, вдоль оси Х колебаний пресс-формы на расстояние, достаточное для снятия уплотнительной части 103. Для этого второй стержнневой фиксатор 233 удерживается в прежнем положении за счет управления исполнительным механизмом 922 выталкивающего устройства, тогда как фиксатор 236 снимающего устройства удерживается в прежнем положении за счет управления исполнительным механизмом 153 снимающего устройства, удерживая фиксатор 236 снимающего устройства прижатым к верхней поверхности второго фиксатора 233 стержня. Перемещение первого стержневого фиксатора 232 обеспечивается за счет управления исполнительным механизмом 255 стержня для отвода первого стержневого фиксатора 232 относительно второго стержневого фиксатора 233.
Далее производственный этап процесса формования включает в себя, как показано со ссылкой на фиг.6Е, заключительный этап расположения первой части 210 блока пресс-формы для выталкивания первого формованного изделия 102А через первое отверстие 156А челнока 154, а также кроме этого отвод первой части 210 блока пресс-формы из первого отверстия 156А. Для этого фиксатор 236 снимающего устройства продолжает удерживаться в прежнем положении, удерживая снимающую муфту 116, которая неподвижном прикреплена к нему, в неподвижном положении, за счет чего первое формованное изделие 102А удерживается в первом отверстии 156А, а затем первый стержневой фиксатор 232 и второй стержневой фиксатор 233 отводятся, совместно, относительно него, в сущности, отводя первый стержень 212 и второй стержень 214, которые удерживаются ими, относительно снимающей муфты 116. Первое формованное изделие 102А снимается с внешнего стержня 214 пока оно еще удерживается в первом отверстии 156А, опираясь на верхнюю часть снимающей муфты 116, а внешний стержень 214 отводится от него и переводится в снимающее положение. Описанные выше действия требуют координированного управления исполнительным механизмом 153 снимающего устройства, а также исполнительным механизмом 922 выталкивающего устройства, причем исполнительный механизм 153 снимающего устройства и исполнительный механизм 922 выталкивающего устройства выдвигаются с одинаковым смещением, в противоположных направлениях, тогда как исполнительный механизм 255 стержня управляется таким образом, чтобы он удерживал первый стержневой фиксатор 232 в прежнем положении относительно второго стержневого фиксатора 233 и, в сущности, также убираются.
Производственный этап процесса формования далее включает в себя, как было показано со ссылкой на фиг.6F и рассмотрено ранее, возвратно-поступательные движения челнока 154 для передачи первого формованного изделия 102А через первое отверстие 156А.
Производственный этап процесса формования завершается, как показано со ссылкой на фиг.6G, после прохода первого формованного изделия 102А через первый канал 160А в направлении его выхода 164 (фиг.3, обозначен только за счет отсутствия первого формованного изделия 102А в первом канале 160А) и замыканием первого блока 206А пресс-формы. При замыкании первого блока 206А пресс-формы происходит перемещение первой формующей плиты 230 в выдвинутое положение Е и перемещение первого стержневого фиксатора 232, второго стержневого фиксатора 233, а также фиксатора 236 снимающего устройства вдоль оси Х колебаний пресс-формы, что приводит к переводу внутреннего стержня 212, внешнего стержня 214 и снимающей муфты 116, которые удерживаются ими, в их соответствующие положения формования. Вышеупомянутые перемещения обеспечиваются за счет управления исполнительным механизмом 922 выталкивающего устройства для выдвижения второго стержневого фиксатора 233, причем первый стержневой фиксатор 232 и фиксатор 236 снимающего устройства продолжают, совместно, за счет дополнительного управления исполнительным механизмом 255 стержня, удерживать первый стержневой фиксатор 232 прижатым к нижней поверхности второго стержневого фиксатора 233, а также за счет аналогичного управления исполнительным механизмом 153 снимающего устройства для удержания фиксатора 236 снимающего устройства прижатым к верхней поверхности второго стержневого фиксатора 233. При этом первая часть 210 блока пресс-формы находится внутри второго отверстия 156В, образованного челноком 154 устройства 150 передачи формованных изделий, второе отверстие 156В находится в первом принимающем положении R. Хотя это не показано, перед формованием другого первого формованного изделия 102А шибер 140 пресс-формы должен быть закрыт для зацепления первой формующей плиты 130 с подвижным прижимным устройством 912 (фиг.1).
Также возможны другие альтернативные, неограничивающие варианты осуществления пресс-формы 200 для литья под давлением без шибера 140 пресс-формы, как это показано на фиг.7А. То есть пресс-форма 200 для литья под давлением аналогична описанной ранее, с той лишь разницей, что ней отсутствует шибер 140 пресс-формы, поэтому ее первая формующая плита 130 предназначена для непосредственной установки на подвижное прижимное устройство 912 (фиг.1).
Пусковой этап и производственный этап процесса формования с использованием измененной пресс-формы 200 для литья под давлением аналогичны рассмотренным выше. Поэтому в производственном этапе процесса формования с использованием пресс-формы 200 для литья под давлением далее будут рассмотрены лишь отличия в работе различных исполнительных механизмов, соединенных с первой формующей плитой 230, в частности использование исполнительного механизма 915 прижимного устройства.
Производственный этап процесса формования начинается, как показано на фиг.7А, с того, что измененная пресс-форма 200 для литья под давлением переводится в замкнутое положение С пресс-формы, при этом первый блок 206А пресс-формы замкнут, образуя в нем оформляющую полость 101. При этом первый блок 206А пресс-формы находится внутри первого отверстия 156А, образуемого челноком 154 устройства 150 передачи формованных изделий, первое отверстие 156А находится в первом принимающем положении R. Соответственно измененная пресс-форма 200 для литья под давлением предназначена для формования первого формованного изделия 102А (не показано). После этого формование первого формованного изделия 102А (не показано) осуществляется путем нагнетания формующего материала в оформляющую полость 101.
После этого, как показано со ссылкой на фиг.7В, производственный этап процесса формования включает в себя раскрытие первого блока 206А пресс-формы, перемещение первой половинки 196 пресс-формы, а также второй половинки 98 пресс-формы вдоль оси Х колебаний пресс-формы в конфигурацию О размыкания пресс-формы и сохранение положения устройства 150 передачи формованных изделий относительно второй половинки 98 пресс-формы, при этом первое формованное изделие 102А, установленное в первой части 210 блока пресс-формы, находится в первом отверстии 156А. Перемещение первой половинки 196 пресс-формы и второй половинки 98 пресс-формы связано с раскрытием шибера 920 зажима (фиг.1) и перемещением подвижного прижимного устройства 912 (фиг.1) в сторону от неподвижного подвижного прижимного устройства 914 (фиг.1) за счет управления исполнительным механизмом 915 прижимного устройства (фиг.1). Кроме этого, раскрытие предусматривает управление исполнительным механизмом 922 выталкивающего устройства, а также исполнительным механизмом 255 стержня для сохранения положений первого стержневого фиксатора 232, второго стержневого фиксатора 233 и фиксатора 236 снимающего устройства относительно подвижного прижимного устройства 912, для перемещения вместе с ним. Сохранение положения устройства 150 передачи формованного изделия относительно второй половинки 98 пресс-формы требует координированного управления исполнительным механизмом 153 снимающего устройства, а также исполнительным механизмом 915 прижимного устройства, причем исполнительный механизм 153 снимающего устройства и исполнительный механизм 915 прижимного устройства выдвигаются с одинаковым смещением, но в противоположных направлениях для перемещения первой половинки 196, а также второй половинки 98 пресс-формы в конфигурацию О размыкания пресс-формы.
Далее производственный этап процесса формования включает в себя, как показано со ссылкой на фиг.7С, первый этап расположения первой части 210 блока пресс-формы для выталкивания первого формованного изделия 102А через первое отверстие 156А челнока 154, точнее снимание уплотнительной части 103 с первого формованного изделия 102А в том месте, где оно было сформовано, между внутренним стержнем 212 и внешним стержнем 214, при их относительном перемещении. Для этого фиксатор 236 снимающего устройства удерживается на месте, удерживая снимающую муфту 116, которая неподвижно прикреплена к нему, в неподвижном положении, за счет чего первое формованное изделие 102А удерживается в первом отверстии I56A, при этом второй стержневой фиксатор 233 также удерживается на месте, удерживая внешний стержень 114, который неподвижно прикреплен к нему, затем первый стержневой фиксатор 232 отводится относительно него и, в сущности, отводит внутренний стержень 112, который удерживается им относительно внешнего стержня, вдоль оси Х колебаний пресс-формы на расстояние, достаточное для снятия уплотнительной части 103. Вышеупомянутые действия требуют координированного управления исполнительным механизмом 255 стержня, исполнительным механизмом 922 выталкивающего устройства, а также исполнительным механизмом 915 прижимного устройства, причем исполнительный механизм 255 стержня и исполнительный механизм 922 выталкивающего устройства выдвигаются с одинаковым смещением, но противоположно направлению выдвижения исполнительного механизма 915 прижимного устройства, тогда как управление исполнительным механизмом 153 снимающего устройства направлено на сохранение положения устройства 150 передачи формованных изделий относительно второй половинки 98 пресс-формы.
Далее производственный этап процесса формования включает в себя, как показано со ссылкой на фиг.7D, заключительный этап расположения первой части 210 блока пресс-формы для выталкивания первого формованного изделия 102А через первое отверстие 156А челнока 154, а также кроме этого отвод первой части 210 блока пресс-формы из первого отверстия 156А. Для этого фиксатор 236 снимающего устройства продолжает удерживаться в прежнем положении, удерживая снимающую муфту 116, которая неподвижно прикреплена к нему, в неподвижном положении, за счет чего первое формованное изделие 102А удерживается в первом отверстии 156А, а затем первый стержневой фиксатор 232 и второй стержневой фиксатор 233 отводятся, совместно, относительно него, в сущности, отводя первый стержень 212 и второй стержень 214, которые удерживаются ими, относительно снимающей муфты 116. Первое формованное изделие 102А снимается с внешнего стержня 214 пока оно еще удерживается в первом отверстии 156А, опираясь на верхнюю часть снимающей муфты 116, а внешний стержень 214 отводится от него и переводится в снимающее положение. Вышеупомянутые действия требуют координированного управления исполнительным механизмом 922 выталкивающего устройства, а также исполнительным механизмом 915 прижимного устройства, причем исполнительный механизм 922 выталкивающего устройства и исполнительный механизм 915 прижимного устройства выдвигаются с одинаковым смещением, но в противоположных направлениях, тогда как исполнительный механизм 153 снимающего устройства управляется для сохранения положения устройства 150 передачи формованных изделий относительно второй половинки 98 пресс-формы, а исполнительный механизм 255 стержня управляется для сохранения положения второго фиксатора 233 стержня относительно первого фиксатора 232 стержня.
Далее производственный этап процесса формования включает в себя, как показано со ссылкой на фиг.7Е и как было рассмотрено ранее, возвратно-поступательные движения челнока 154 для передачи первого формованного изделия 102А через первое отверстие 156А.
Производственный этап процесса формования завершается, как показано со ссылкой на фиг.7F, после прохода первого формованного изделия 102А через первый канал 160А в направлении его выхода 164 (фиг.3, обозначен только за счет отсутствия первого формованного изделия 102А в первом канале 160А) и замыкания первого блока 206А пресс-формы. Для замыкания первого блока 206А пресс-формы требуется замыкание первой формующей плиты 230, а также перемещение первой половинки 196 и второй половинки 98 пресс-формы, вдоль оси Х колебаний пресс-формы, в конфигурацию С замыкания пресс-формы. Для этого первый блок 206А пресс-формы устанавливается внутри второго отверстия 156В, образуемого челноком 154 устройства передачи формованных изделий, второе отверстие 156В находится в первом принимающем положении R. Для замыкания первой формующей плиты 230 требуется координированное управление исполнительным механизмом 153 снимающего устройства, исполнительным механизмом 922 выталкивающего устройства (фиг.1), а также исполнительным механизмом 255 стержня для перемещения устройства 150 передачи формованных изделий вдоль оси Х колебаний пресс-формы и его соприкосновение с фиксатором 236 снимающего устройства, соприкосновение фиксатора 236 снимающего устройства со вторым стержневым фиксатором 233, а также соприкосновение второго стержневого фиксатора 233 с первым стержневым фиксатором 232. Расположение первой половинки 196 пресс-формы, а также второй половинки 98 пресс-формы требует перемещения подвижного прижимного устройства 912 (фиг.1) в направлении неподвижного прижимного устройства 914 (фиг.1) за счет управления исполнительным механизмом 915 прижимного устройства (фиг.1), а также закрытия шибера 920 зажима (фиг.1). Хотя это не показано, перед формованием другого первого формованного изделия 102А также необходимо закрыть щибер 140 пресс-формы для зацепления первой формующей плиты 230 с подвижным прижимным устройством 912 (фиг.1).
Другой альтернативный, неограничивающий вариант осуществления может быть рассмотрен на примере пресс-формы 300 для литья под давлением по фиг.8А. Пресс-форма 300 для литья под давлением конструктивно выполнена аналогично пресс-форме 100 для литья под давлением по фиг.5А, а поэтому в представленном ниже описании будут подробно рассмотрены лишь ее конструктивные и функциональные отличия.
Пресс-форма 300 для литья под давлением включает в себя первую половинку 296 пресс-формы по альтернативному, неограничивающему варианту осуществления, а также вторую половинку 98, рассмотренную ранее.
Первая половинка 296 пресс-формы 300 для литья под давлением включает в себя такой же шибер 140 пресс-формы, который был рассмотрен ранее, и устройство 250 передачи формованного изделия по альтернативному, неограничивающему варианту осуществления, между которыми находится первая формующая плита 330 по другому альтернативному, неограничивающему варианту осуществления.
Первая формующая плита 330 сконструирована таким образом, чтобы с ней была соединена первая часть 310 первого блока 306А пресс-формы. В значительной степени также как и первая часть 110 блока пресс-формы, рассмотренная ранее, первая часть 310 первого блока 306А пресс-формы включает в себя внутренний стержень 312, внешний стержень 314, а также выталкивающую муфту 316, которые сопрягаются, во время использования, со вставкой 122 полости второй части 120 блока пресс-формы, образуя оформляющую полость 101. Непосредственно сам внешний стержень 314 подвижно расположен вокруг внутреннего стержня 312, обеспечивая, во время использования, его относительное перемещение вдоль оси Х колебаний пресс-формы. Аналогичным образом, снимающая муфта 316 подвижно расположена вокруг внешнего стержня 314, обеспечивая, во время использования, его относительное перемещение вдоль оси Х колебаний пресс-формы.
В значительной степени также как и первая формующая плита 130, рассмотренная ранее, первая формующая плита 330 включает в себя первый стержневой фиксатор 332, а также фиксатор 336 снимающего устройства, которые подвижно соединены между собой, обеспечивая их относительное перемещение, во время использования, вдоль оси Х колебаний пресс-формы, причем внутренний стержень 212 соединен с первым стержневым фиксатором 232, а снимающая муфта 316 расположена внутри фиксатора 336 снимающего устройства.
Внутренний стержень 312 и внешний стержень 314 подвижно удерживаются вместе точно также как внутренний стержень 112 и внешний стержень 114, описанные ранее, поэтому они подвижно зацепляются внутри первой формующей плиты 330 шпонкой 119, которая сопряжена с фиксатором снимающего устройства 336.
В отличие от пресс-формы 100 для литья под давлением, у которой снимающая муфта 116 неподвижно удерживается фиксатором 136 снимающего устройства, перемещаясь вместе с ним, снимающая муфта 316 пресс-формы 300 для литья под давлением подвижно расположена внутри прохода 337, образованного в фиксаторе 336 снимающего устройства, и поэтому может перемещаться относительно него, обеспечивая, во время использования, его перемещение вдоль оси Х колебаний пресс-формы, из положения формования снимающей муфты (фиг.8А) в положение выталкивания (фиг.8С). Кроме этого, снимающая муфта 216 образует поршневую часть 218, которая подвижно вставляется в поршневой цилиндр 272, образованный в плите 270 основания устройства 250 передачи формованных изделий. В плите 270 основания дополнительно образован канал 274, при помощи которого поршневой цилиндр 272 соединяется, во время использования, с источником или емкостью с рабочей текучей средой (например, воздухом, гидравлической жидкостью и т.п.).
Также, в отличие от пресс-формы 100 для литья под давлением, фиксатор 236 снимающего устройства пресс-формы 300 для литья под давлением соединен с нижней поверхностью плиты 270 основания, причем верхняя поверхность 235 фиксатора 236 снимающего устройства выполнена с возможностью удержания, во время использования, поршневой части 218 снимающей муфты 316 в поршневом цилиндре 272, а также обеспечения иным образом конечного положения при ходе назад для снимающей муфты 316, соответствующего ее положению выталкивания.
Во время использования, снимающая муфта 316 отклоняется вдоль оси Х колебаний пресс-формы, перемещаясь из положения формования снимающей муфты в выталкивающее положение и соединяя канал 274 с источником рабочей текучей среды, поэтому она может убираться вместе с внешним стержнем 314. Снимающая муфта 316 также может выталкиваться внешним стержнем 314 назад, вдоль оси Х колебаний пресс-формы, в положение формования снимающей муфты, при этом заплечик 315, образуемый внешним стержнем 314, зацепляется с нижней поверхностью поршневой части 218.
В остальном конструкция и функциональность устройства 250 передачи формованных изделий аналогичны устройству 150 передачи формованных изделий, рассмотренному ранее.
Далее будет рассмотрен производственный этап процесса формования с использованием пресс-формы 300 для литья под давлением.
Производственный этап процесса формования начинается, как показано на фиг.8А, с того, что пресс-форма 300 для литья под давлением переводится в конфигурацию С замыкания пресс-формы, когда первая формующая плита 330 перемещается, вдоль оси Х колебаний пресс-формы, в выдвинутое положение Е, таким образом, чтобы первый блок 38 306А пресс-формы был замкнут, образуя в нем оформляющую полость 101. При этом первый блок 306А пресс-формы находится внутри первого отверстия 156А, образованного челноком 154 устройства 250 передачи формованных изделий, первое отверстие 156А находится в первом принимающем положении R. Кроме этого, шиберный элемент 144 шибера 140 пресс-формы находится в закрытом положении S, поэтому первая формующая плита 330 зацепляется с подвижным прижимным устройством 912 (фиг. 1). Соответственно, пресс-форма 300 для литья под давлением выполнена с возможностью формования первого формованного изделия 102А. После этого формование первого формованного изделия 102А (не показано) осуществляется путем нагнетания формующего материала в оформляющую полость 101.
Производственный этап процесса формования также включает в себя, как показано со ссылкой на фиг.8В, и как было рассмотрено ранее, раскрытие шибера 140 пресс-формы для расцепления первой формующей плиты 330 с подвижным прижимным устройством 912 (фиг.1).
Производственный этап процесса формования также включает в себя, как показано со ссылкой на фиг.8С, размыкание первого блока 306А пресс-формы и перемещение части 310 первого блока вдоль оси Х колебаний пресс-формы для размещения первого формованного изделия 102А, находящегося в нем, в первом отверстии 156А. Для этого необходимо переместить первый стержневой фиксатор 332 вдоль оси Х колебаний пресс-формы, за счет чего внутренний стержень 312, соединенный с ним, убирается вместе с расположенным снаружи него внешним стержнем 314, а также соединить канал 274 с источником рабочей текучей среды для отклонения снимающей муфты 316 так, чтобы она убиралась вместе с внешним стержнем 314. Убирание первого стержневого фиксатора 332 осуществляется за счет управления исполнительным механизмом 922 выталкивающего устройства.
Далее производственный этап процесса формования включает в себя, как показано со ссылкой на фиг.8D, первый этап расположения части 310 первого блока пресс-формы для выталкивания первого формованного изделия 102А через первое отверстие 156А челнока 154, точнее снятие уплотнительной части 103 с первого формованного изделия 102А в том месте, где оно было сформовано, между внутреннем стержнем 312 и внешним стержнем 314 за счет его относительного перемещения. Вышеупомянутая операция упрощается, по сравнению с предыдущими, неограничивающими вариантами осуществления, тем, что она требует лишь отвода первого стержневого фиксатора 132, за счет управления исполнительным механизмом 922 выталкивающего устройства, для отвода внутреннего стержня 112, удерживаемого им, вдоль оси Х колебаний пресс-формы, относительно внешнего стержня 314, который удерживается в неподвижном положении за счет того, что он находится в первом формованном изделии 102А, на расстояние, достаточное для снятия уплотнительной части 103.
Далее производственный этап процесса формования включает в себя, как показано со ссылкой на фиг.8Е, заключительный этап расположения первой части 310 блока пресс-формы для выталкивания первого формованного изделия 102А через первое отверстие 156А челнока 154, а также, кроме этого, убирание первой части 310 блока из первого отверстия 156А. Для этого необходимо перевести первый стержневой фиксатор 332 вдоль оси Х колебаний пресс-формы в убранное положение В, за счет управления исполнительным механизмом 922 выталкивающего устройства, для убирания внутреннего стержня 112, который удерживается в нем, на расстояние, достаточное для дальнейшего перемещения внешнего стержня 314 в положение снятия, поскольку внутренний стержень 312 достиг своего конечного положения при ходе назад относительно внешнего стержня 314. Первое формованное изделие 102А снимается с внешнего стержня 314, поскольку оно удерживается в первом отверстии 156А, опираясь на верхнюю часть снимающей муфты 116, а внешний стержень отводится из него в положение снятия.
Далее производственный этап процесса формования включает в себя, как показано со ссылкой на фиг.8F, и как было рассмотрено ранее, возвратно-поступательное перемещение шибера 154 для передачи первого формованного изделия 102A через первое отверстие 156А.
Производственный этап процесса формования завершается, как показано со ссылкой на фиг.80, после прохождения первого формованного изделия 102А через первый канал 160А в направлении его выхода 164 (фиг.3, обозначен только за счет отсутствия первого формованного изделия 102А в первом канале 160А) и замыкания первого блока 306А пресс-формы. При замыкании первого блока 306А пресс-формы происходит соединение канала 274 с емкостью с рабочей текучей средой и перемещение первой формующей плиты 330 в выдвинутое положение Е с выдвижением первого стержневого фиксатора 332 вдоль оси Х колебаний пресс-формы, за счет управления исполнительным механизмом 922 выталкивающего устройства, для выдвижения внутреннего стержня 312, удерживаемого им в положение формования внутреннего стержня, при этом внешний стержень 314 выталкивается в положение формования внешнего стержня, поскольку внутренний стержень достиг своего крайнего положения при ходе вперед относительно внешнего стержня 114. При этом первая часть 310 блока находится внутри второго отверстия 156В, образованного в челноке 154, устройства 150 передачи формованных изделий, второе отверстие 154B находится в первом принимающем положении R. Хотя это не показано, перед формованием другого первого формованного изделия 102А необходимо закрыть шибер 140 пресс-формы для зацепления первой формующей плиты 330 с подвижным прижимным устройством 912 (фиг.1).
Таким образом, описав конструкцию и функционирование нескольких неограничивающих вариантов осуществления пресс-форм 100, 200, 300 для литья под давлением с одним или обоими из следующих устройств: устройством 150, 250 передачи формованных изделий и шибером 140 пресс-формы, специалисты в данной области техники без труда смогут увидеть их альтернативные, неограничивающие варианты осуществления. А поскольку производственный этап процесса формования, включающий в себя описанное выше, был рассмотрен достаточно подробно, то никаких общих ограничений или ограничений по его применяемости не предусмотрено. Поэтому далее будет рассмотрен процесс 600 формования, предполагающий использование устройства 150, 250 передачи формованных изделий, а также другой процесс 700 формования, предполагающий использование шибера 140 пресс-формы. Подобные процессы формования могут использоваться раздельно или, как отмечалось ранее, совместно.
Блок схема с описанием этапов процесса 600 формования показана со ссылкой на фиг.9. Процесс 600 формования начинается с замыкания 602 первого блока 106A, 206А, 306А пресс-формы 100, 200, 300 для литья под давлением, в результате чего в нем образуется оформляющая полость 101, причем первый блок 106А, 206А, 306А пресс-формы расположен внутри первого отверстия 156А, образованного в челноке 154 устройства 150, 250 передачи формованных изделий. Затем процесс 600 формования предусматривает формование 604 первого формованного изделия 102А внутри оформляющей полости 101. Затем процесс 600 формования предусматривает размыкание первого блока 106А, 206А, 306А пресс-формы для его извлечения из первого отверстия 156А. Затем, процесс 600 формования предусматривает расположение первого блока 106А, 206А, 306А пресс-формы для выталкивания первого формованного изделия 102А через первое отверстие 156А челнока 154. Процесс 600 формования завершается возвратно-поступательным перемещением 610 челнока 154 для передачи первого формованного изделия 102А через первое отверстие 156А.
Блок-схема с описанием этапов процесса 700 формования показана со ссылкой на фиг.10. Процесс 700 формования начинается с замыкания 702 первого блока 106А, 206А, 306А пресс-формы 100, 200, 300 для образования в ней оформляющей полости 101. Затем процесс 700 формования предусматривает закрытие 704 шибера 140 пресс-формы для зацепления первой формующей плиты 130, 230, 330 пресс-формы 100, 200, 300 для литья под давлением с одним из следующих устройств: подвижным прижимным устройством 912 или неподвижным прижимным устройством 914 системы 900 литья под давлением. Затем процесс 700 формования предусматривает формование 706 первого формованного изделия 102А внутри оформляющей полости 101. Затем процесс 700 формования предусматривает открытие 708 шибера 140 пресс-формы для расцепления первой формующей плиты 130, 230, 330 с одним из следующих устройств: подвижным прижимным устройством 912 или неподвижным прижимным устройством 914. Процесс 700 формования завершается выборочным перемещением 710 первой формующей плиты 130, 230, 330 вдоль оси Х колебания пресс-формы, за счет чего первая часть 110, 210, 310, а также вторая часть 120 первого блока пресс-формы 106А смещаются относительно друг друга, по существу, без относительного перемещения подвижного прижимного устройства 912 относительно неподвижного прижимного устройства 914 (хотя перемещение не исключается).
Вышеупомянутые этапы процессов 600, 700 осуществляются на практике контроллером 501, показанным со ссылкой на фиг.3, таким, например, который обычно используется в системах 900 литья под давлением (фиг.1). Показано, что контроллер 501 соединен с исполнительным механизмом 168 челнока для управления им. Также, как отмечалось выше, с ним соединены некоторые или все исполнительные механизмы, сопряженные с пресс-формой 100, 200, 300 для литья под давлением. Этапы процессов 600, 700 формования заложены в команды 512, хранящиеся в памяти 510 контроллера 501, процессы 600, 700 управляются контроллером 501 при помощи команд 512.
На фигурах 11А и 11В показан альтернативный, неограничивающий вариант осуществления шибера 240 пресс-формы для выборочного зацепления, во время использования, первой формующей плиты 130 (показан только ее первый стержневой фиксатор 132) с прижимным устройством (не показано) узла зажима пресс-формы (не показан).
Шибер 240 пресс-формы включает в себя шиберный элемент 244, который подвижно сопряжен, например, с опорным основанием (не показано), таким же образом, как это было описано ранее со ссылкой на шибер 140 пресс-формы, либо непосредственно с прижимным устройством (не показано) и соединительным элементом 246. Соединительный элемент 246 вращательно соединяет первый стержневой фиксатор 132 (либо другой подобный элемент первой формующей плиты) с шиберным элементом 244. Таким образом, первый стержневой фиксатор 132 первой формующей плиты может перемещаться, во время использования, вдоль оси Х колебаний пресс-формы между выдвинутым положением Е (фиг.11А) и сложенным положением В (11В), а шиберный элемент 244 перемещается исполнительным механизмом шибера (не показан) между закрытым положением S (фиг.11А) и открытым положением U (фиг.11В), соответственно.
Во время использования, после выдвижения первой формующей плиты 130 в выдвинутое положение Е (фиг.11А), соединительный элемент 246 располагается таким образом, чтобы он входил в зацепление с первым стержневым фиксатором 132 первой формующей плиты с прижимным устройством (не показано) таким образом, чтобы во время формования первого формованного изделия 102А (не показано) первая формующая плита 130 удерживалась в выдвинутом положении Е. Поскольку соединительный элемент 246 является простым элементом, имеющим удлиненную форму, он обеспечивает наилучшую поддержку (т.е. передает прикладываемое к пресс-форме усилие зажима между первой формующей плитой и прижимным устройством) когда он расположен, по существу, параллельно оси Х колебаний пресс-формы.
На фигурах 12А и 12В показан другой альтернативный, неограничивающий вариант осуществления шибера 340 пресс-формы, используемого для выборочного зацепления, во время использования, первой формующей плиты 130 (показан только ее первый стержневой фиксатор 132) с прижимным устройством (не показано) узла зажима пресс-формы (не показан).
Шибер 340 пресс-формы включает в себя шиберный элемент 344, который подвижно сопряжен, например, с опорным основанием (не показано), как это было описано ранее со ссылкой на шибер 140 пресс-формы, либо непосредственно с прижимным устройством (не показано) и соединительным элементом 346. Соединительный элемент 346 включает в себя две детали, а именно первый клин 347 и второй клин 349, причем первый клин 347 сопряжен с шиберным элементом 344, а второй клин 349 сопряжен с первым стержневым фиксатором 132 первой формующей плиты 130.
Первый клин 347 и второй клин 349 выполнены с возможностью образования между ними клинового сопряжения 351 (вдоль их комплементарных угловых поверхностей), позволяющего преобразовывать перемещение шиберного элемента 344 из закрытого положения S (фиг.11А) в открытое положение U (фиг.11В), осуществляемое при помощи исполнительного механизма шибера (не показан), в перемещение первого стержневого фиксатор 132 первой формующей плиты вдоль оси Х колебаний пресс-формы.
Во время использования, после перевода шиберного элемент 344 в закрытое положение S, как это показано со ссылкой на фиг.12А, первый клин 347 и второй клин 349 соединительного элемент 346 могут взаимодействовать, зацепляя первую формующую плиту 130 с прижимным устройством таким образом, чтобы во время формования первого формованного изделия 102А (не показано) первая формующая плита 130 удерживалась в выдвинутом положении Е. С другой стороны, когда шиберный элемент 344 находится в открытом положении U, как это показано со ссылкой на фиг.12В, первый клин 347 и второй клин 349 разнесены друг от друга, за счет этого, расцепляя клиновое сопряжение 351, образованное между ними, в результате чего первый стержневой фиксатор 132 первой формующей плиты может перемещаться вдоль оси Х колебаний пресс-формы между выдвинутым положением Е (фиг.12А) и убранным положением В (фиг.12В).
На фигурах 13А и 13В показан дополнительный альтернативный, неограничивающий вариант осуществления шибера 440 пресс-формы для выборочного зацепления, во время использования, первой формующей плиты 430 (показан только ее первый стержневой фиксатор 432) с прижимным устройством (не показано) узла зажима пресс-формы (не показан).
Шибер 440 пресс-формы включает в себя шиберный элемент 444, который подвижно сопряжен, например, с опорным основанием (не показано), как это было описано ранее со ссылкой на шибер 140 пресс-формы, либо непосредственно с прижимным устройством (не показано) и соединительным элементом 446. Соединительный элемент 446 состоит из двух частей, а именно, из первой шпонки 447 и второй шпонки 449, причем первая шпонка 447 сопряжена с первым шиберным элементом 444, а вторая шпонка 449 сопряжена с первым стержневым фиксатором 132 первой формующей плиты 130. Шибер 440 пресс-формы также включает в себя пару шпоночных пазов, а именно первый шпоночный паз 455, образованный в первом стержневом фиксатор 132 первой формующей плиты 130, а также второй шпоночный паз 453, образованный в шиберном элементе 444. Шпонки и шпоночные пазы расположены на соответствующих опорных конструкциях, причем шиберный элемент 444 находится в открытом положении U (фиг.13В), первая шпонка 447 может убираться в первый шпоночный паз 455, а вторая шпонка 449 аналогичным образом может убираться во второй шпоночный паз 453, за счет этого первая формующая плита (130) может перемещаться вдоль оси (X) колебаний пресс-формы.
Во время использования, после перевода шиберного элемент 444, при помощи исполнительного механизма шибера (не показан), в закрытое положение S, первая шпонка 447 и вторая шпонка 449 соединительного элемент 446 могут взаимодействовать вдоль опорного сопряжения 451, образуемого между ними, для зацепления первой формующей плиты 130 с прижимным устройством таким образом, чтобы во время формования первого формованного изделия 102А (не показано) первая формующая плита 130 удерживалась в выдвинутом положении Е. С другой стороны, когда шиберный элемент 444 переводится, при помощи исполнительного механизма шибера, в открытое положение U (фиг.13В), первая шпонка 447 углубляется в первый шпоночный паз 455, а вторая и второй шпонка 449 аналогичным образом углубляется во второй шпоночный паз 453, в результате чего первая формующая плита 130 может перемещаться вдоль оси Х колебаний пресс-формы между выдвинутым положением Е (фиг.13A) и убранным положением В (фиг.13В).
Также можно отметить, что шиберный элемент 444 может дополнительно включать в себя, как это показано, массив первых шпонок, в том числе первую шпонку 447, а также массив вторых шпоночных пазов, включая второй шпоночный паз 453, а первая формующая плита 130, аналогичным образом, включает в себя массив вторых шпонок, в том числе вторую шпонку 449, а также массив первых шпоночных пазов, в том числе первый шпоночный паз 455. Поэтому когда первая формующая плита 130 находится в выдвинутом положении Е, а шиберный элемент 444 находится в закрытом положении S, массив первых шпонок и массив вторых шпонок могут взаимодействовать, зацепляя первую формующую плиту 130 с прижимным устройством таким образом, чтобы во время формования первого формованного изделия 102А (не показано) первая формующая плита 130 удерживалась в выдвинутом положении Е. Аналогичным образом, когда шиберный элемент 444 находится в открытом положении U, массив первых шпонок углубляется в массив первых шпоночных пазов, а массив вторых шпонок углубляется в массив вторых шпоночных пазов, в результате чего первая формующая плита 130 перемещается вдоль оси Х колебаний пресс-формы.
Наконец, со ссылкой на фиг.14 показан еще один дополнительный альтернативный, неограничивающий вариант осуществления шибера 540 пресс-формы для выборочного зацепления, во время использования, первой формующей плиты 130 (показан только ее первый стержневой фиксатор 132) с прижимным устройством (не показано) узла зажима пресс-формы (не показан).
Шибер 540 пресс-формы включает в себя исполнительный механизм 548 шибера, выполненный с возможностью выборочного зацепления первого стержневого фиксатора 132 первой формующей плиты 130 с прижимным устройством (не показано) для удержания первой формующей плиты 130 в выдвинутом положении Е, вдоль оси Х колебаний пресс-формы, во время этапа формования первого формованного изделия 102А (не показано). Исполнительный механизм 548 может быть выполнен, как это показано, также как и любой линейный исполнительный механизм, например, поршневой исполнительный механизм, причем шиберный элемент 544 образует поршневое отверстие 559, внутрь которого вставляется поршень 557, а соединительный элемент 546 (т.е. шток) дополнительно соединяет поршень 557 с первым стержневым фиксатором 132.
Во время использования, после выдвижения первой формующей плиты 130 в выдвинутое положение Е, как это показано, исполнительный механизм 548 шибера может выдвигать соединительный элемент 546 для зацепления первой формующей плиты 130 с прижимным устройством (не показано) таким образом, чтобы во время формования первого формованного изделия 102А (не показано) первая формующая плита 130 удерживалась в выдвинутом положении Е. С другой стороны исполнительный механизм 548 шибера также может убирать соединительный элемент 546 для фактического расцепления (т.е. для ликвидации пути нагружения) первой формующей плиты 130 с прижимным устройством (не показано).
Следует отметить, что выше были рассмотрены отдельные наиболее характерные неограничивающие варианты осуществления. Подобные неограничивающие варианты осуществления могут быть использованы в различных областях применения. Поэтому, хотя описание было дано для конкретных конструкций и способов, цели и концепции подобных неограничивающих вариантов осуществления могут быть использованы в других компоновках и областях применения. Специалистам в данной области техники будет понятно, что раскрытые неограничивающие варианты исполнения допускают модификации. Описание неограничивающих вариантов осуществления следует рассматривать исключительно в качестве иллюстрации их отдельных, наиболее характерных признаков. Другие полезные результаты могут быть получены за счет использования данных неограниченных вариантов осуществления иным образом или внесения в них изменений способом, известным для специалистов в данной области техники. Сюда входит смешивание и согласование упоминаемых признаков, элементов и/или функций из различных вариантов осуществления, рассматриваемых здесь в явной форме, если это не оговорено иначе выше.

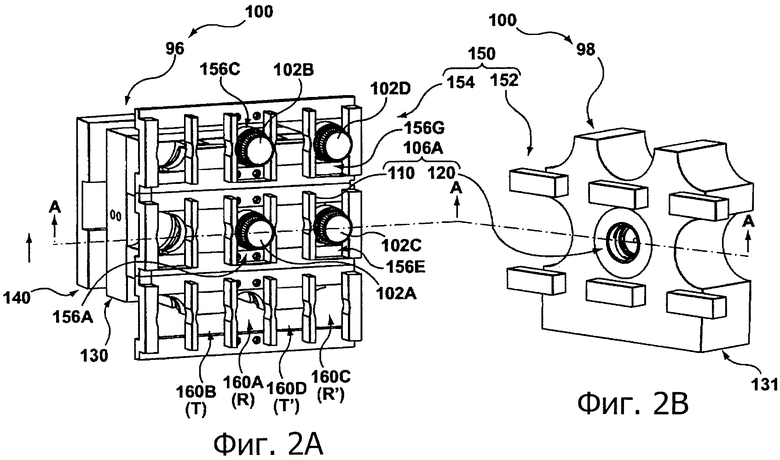
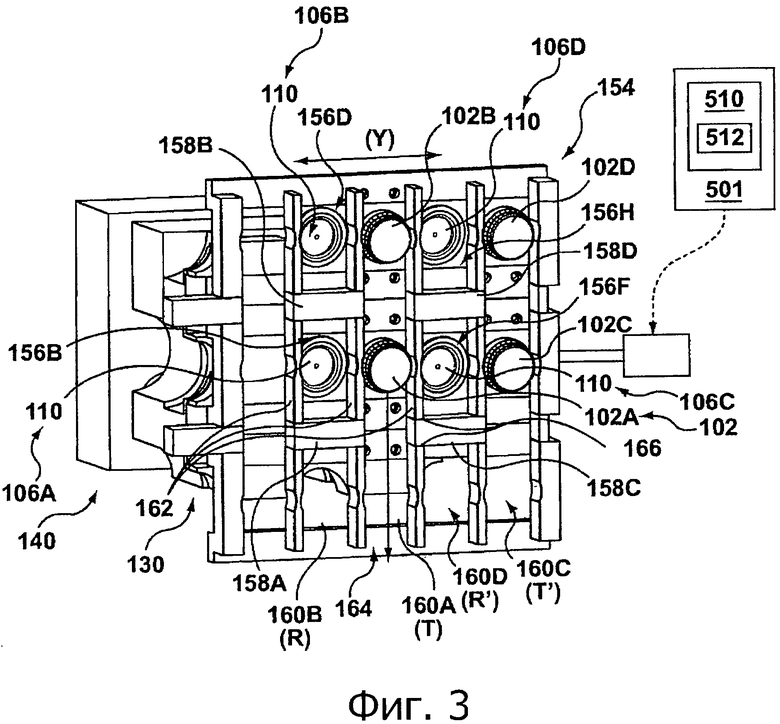
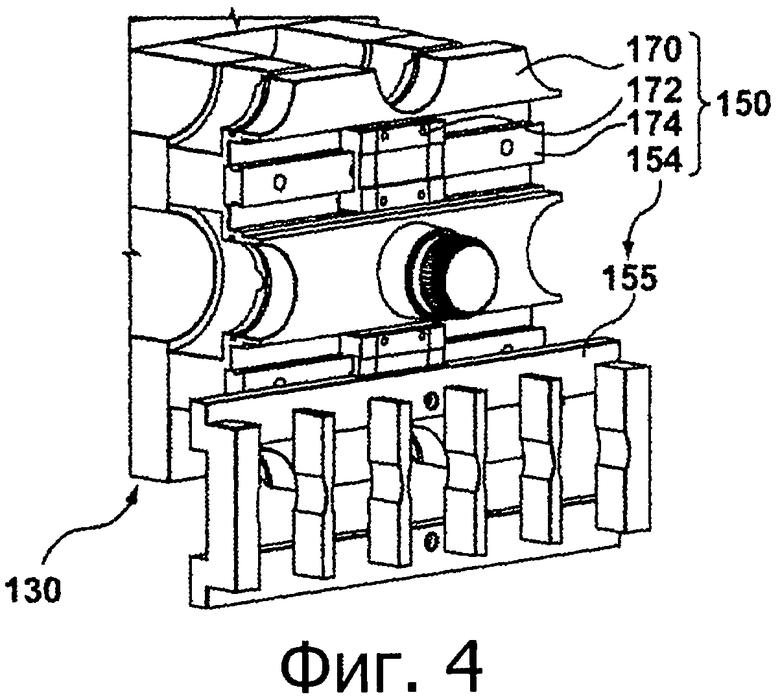
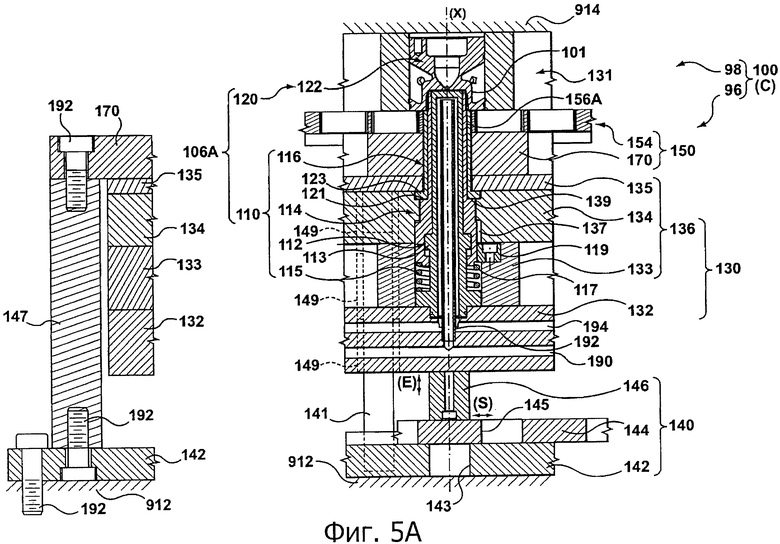
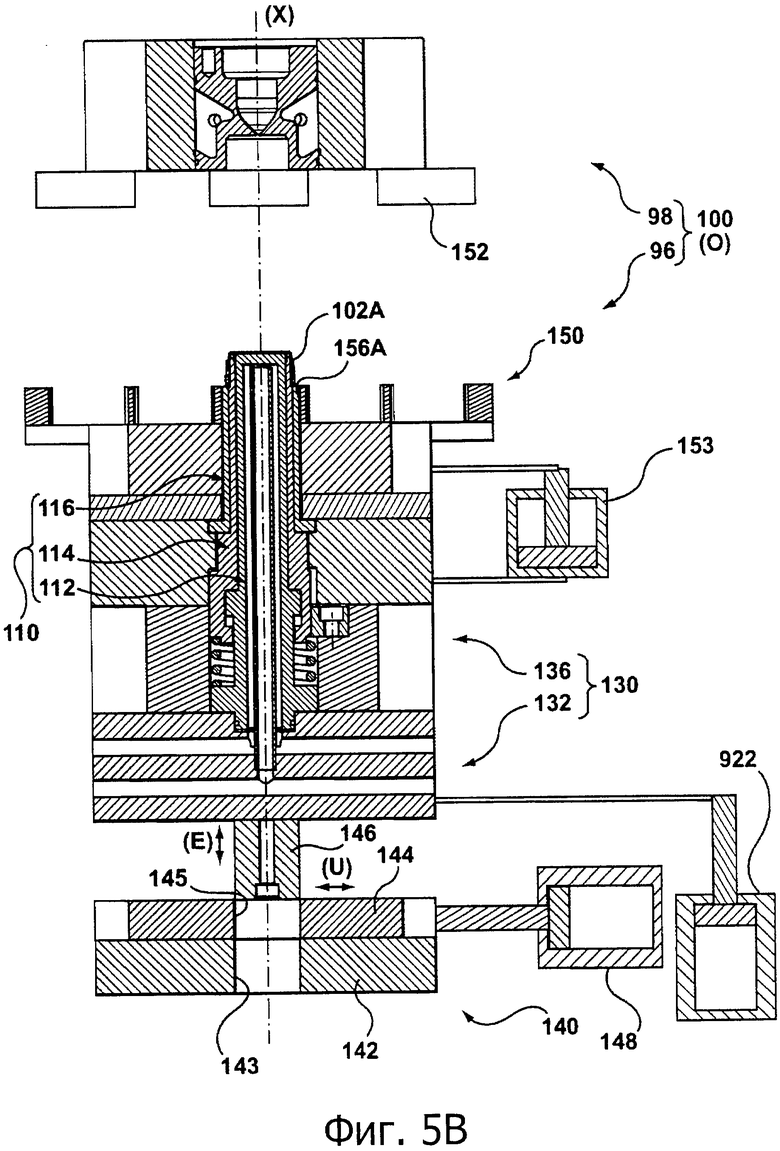
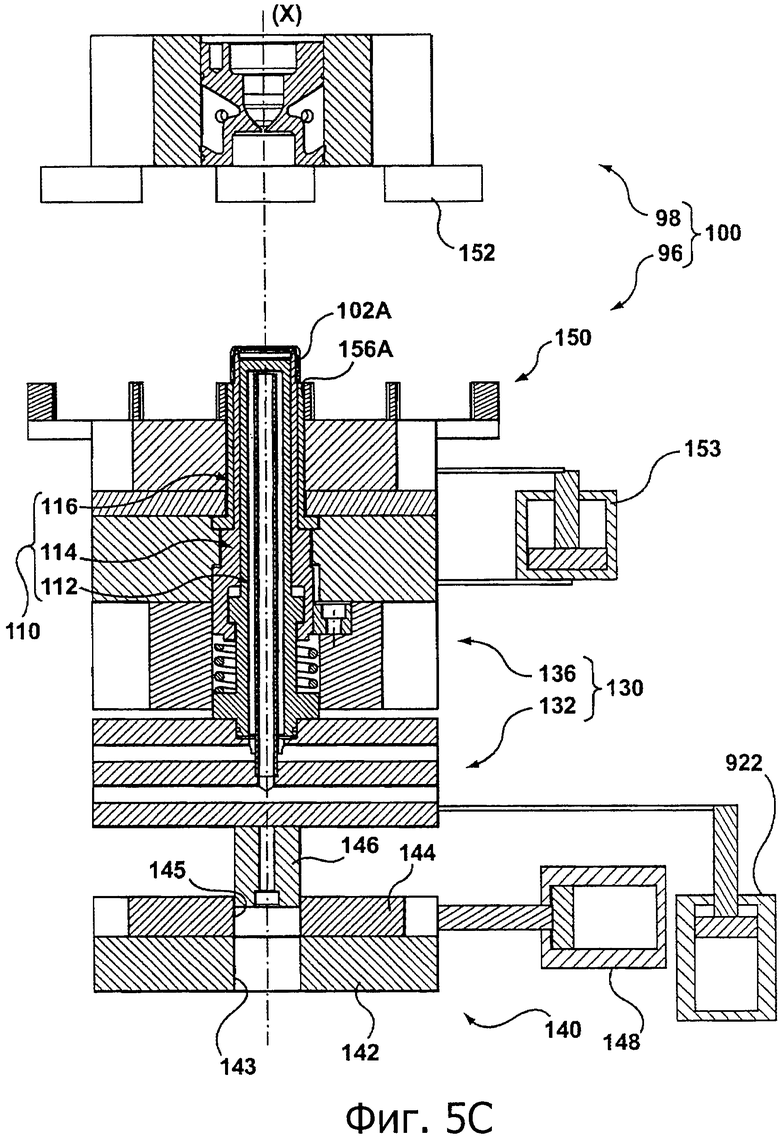

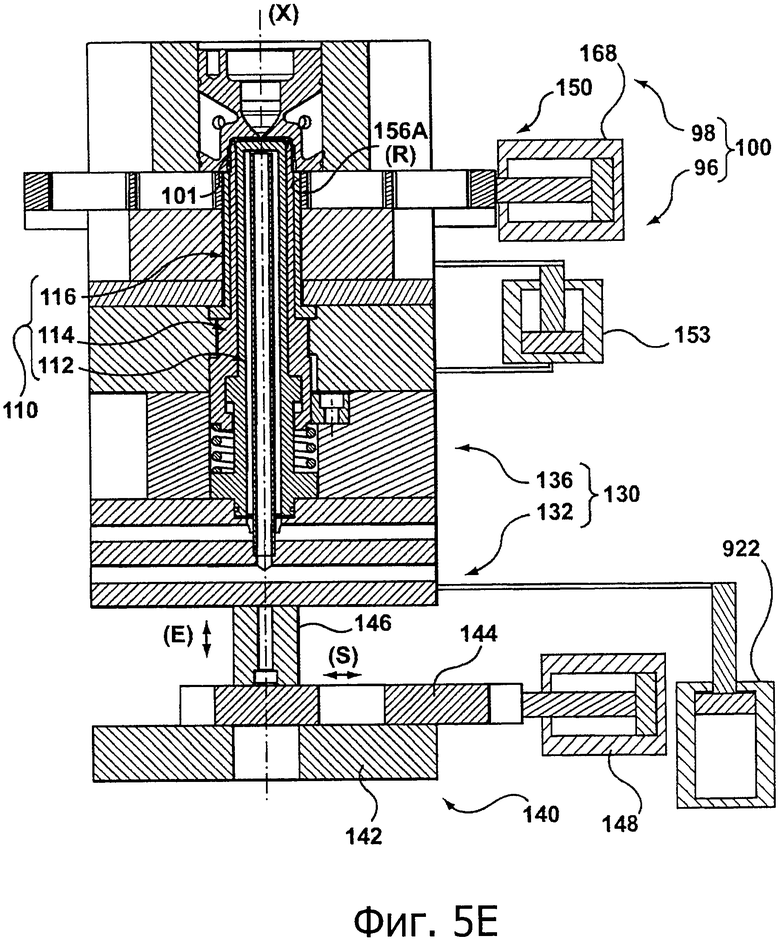
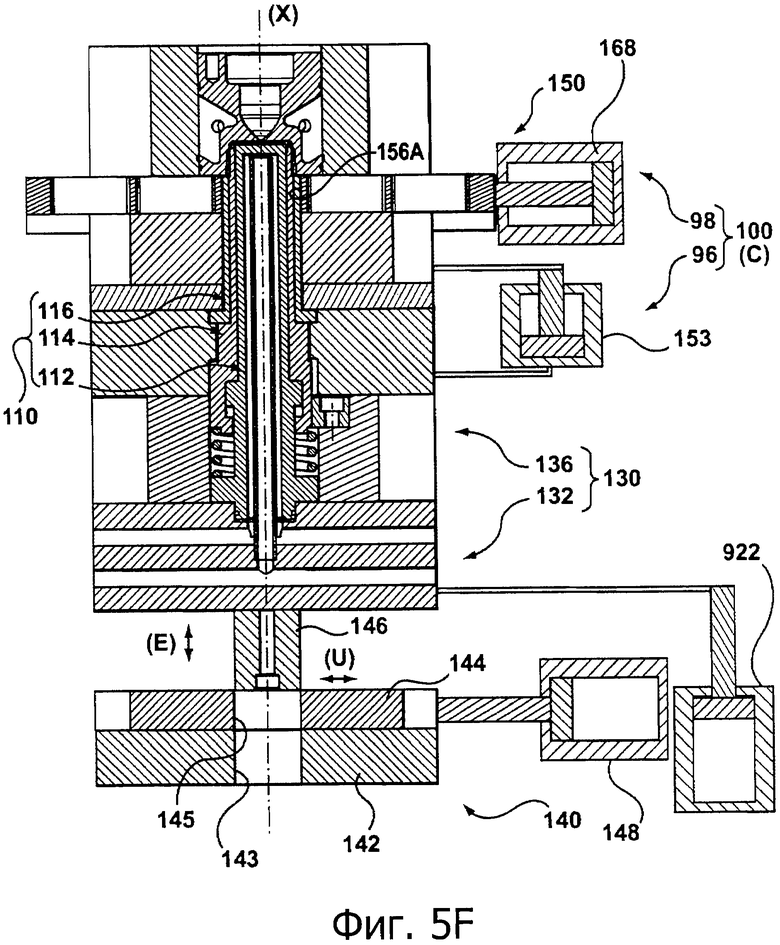



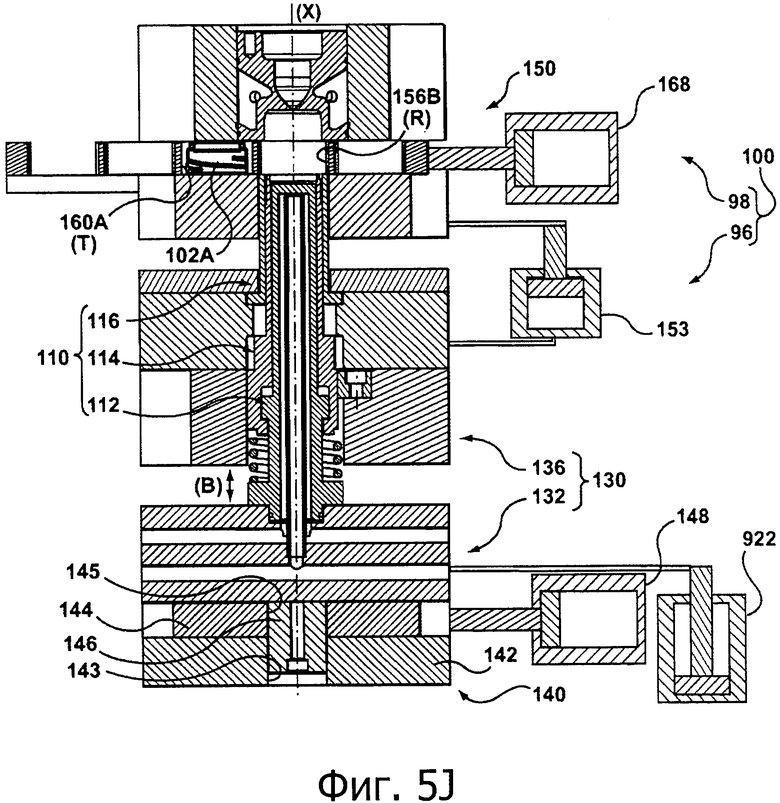
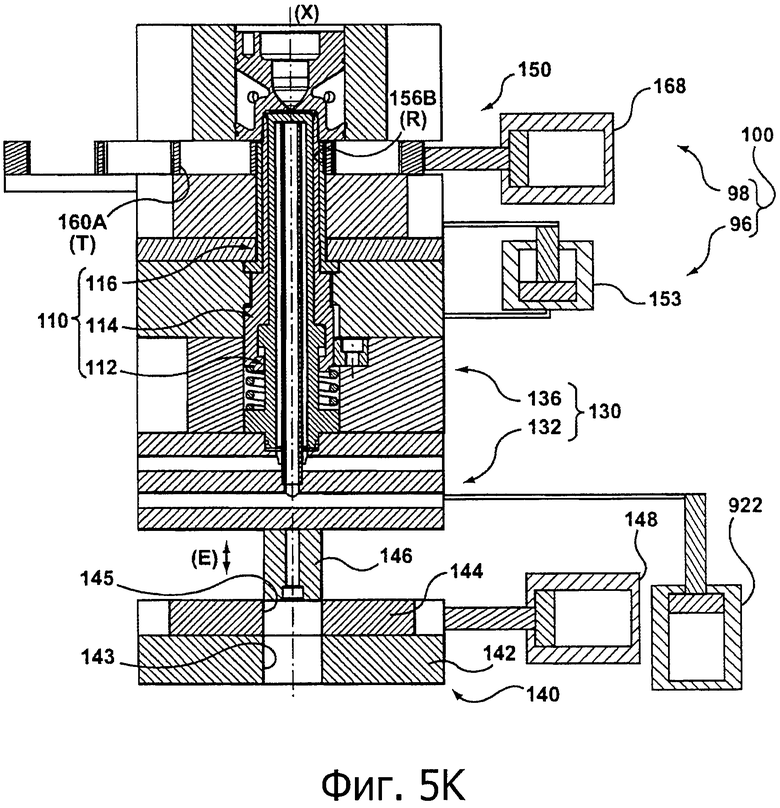


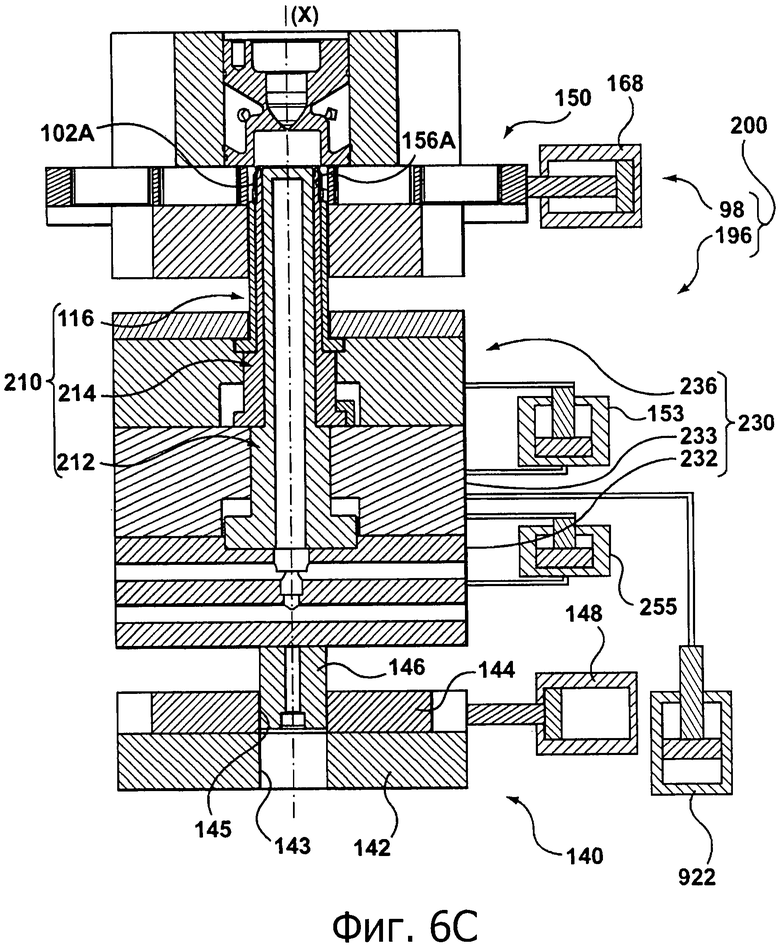
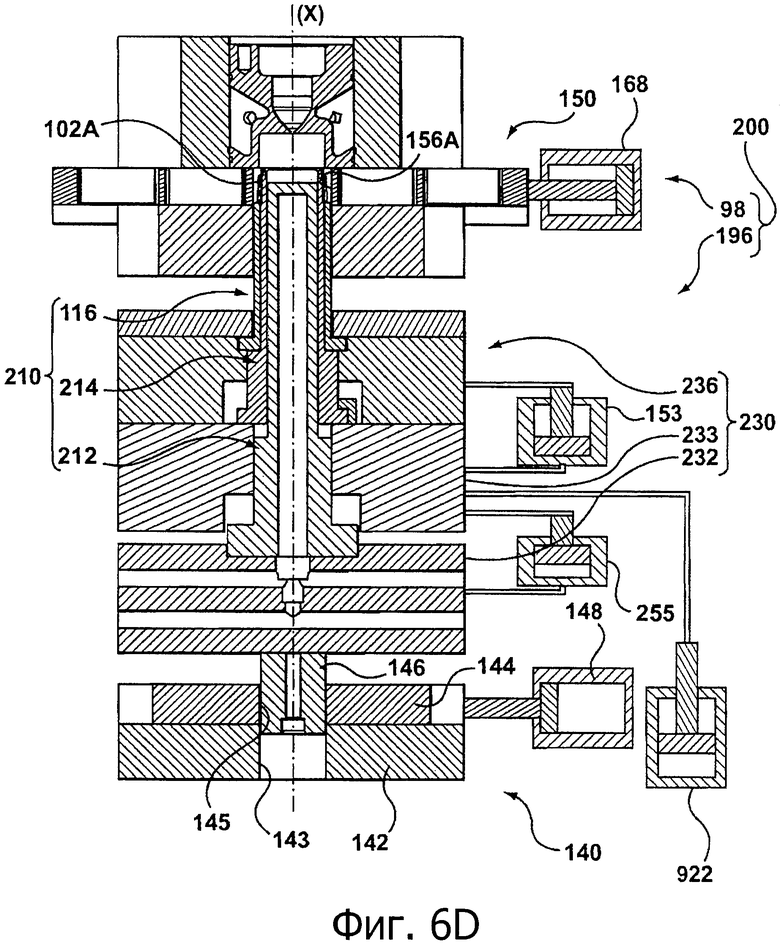
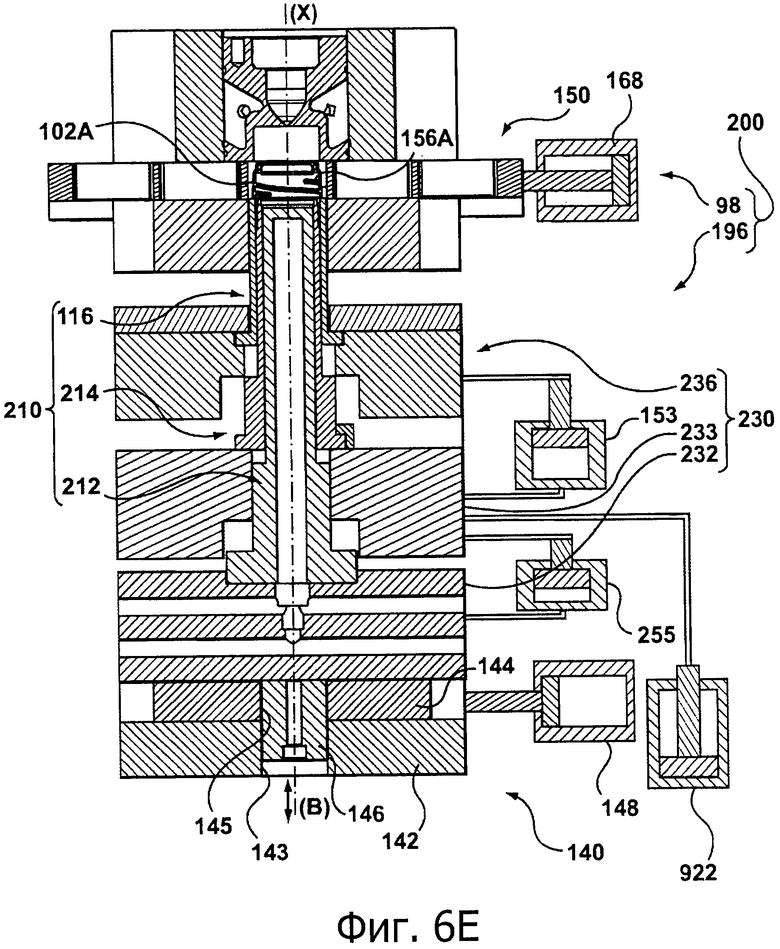




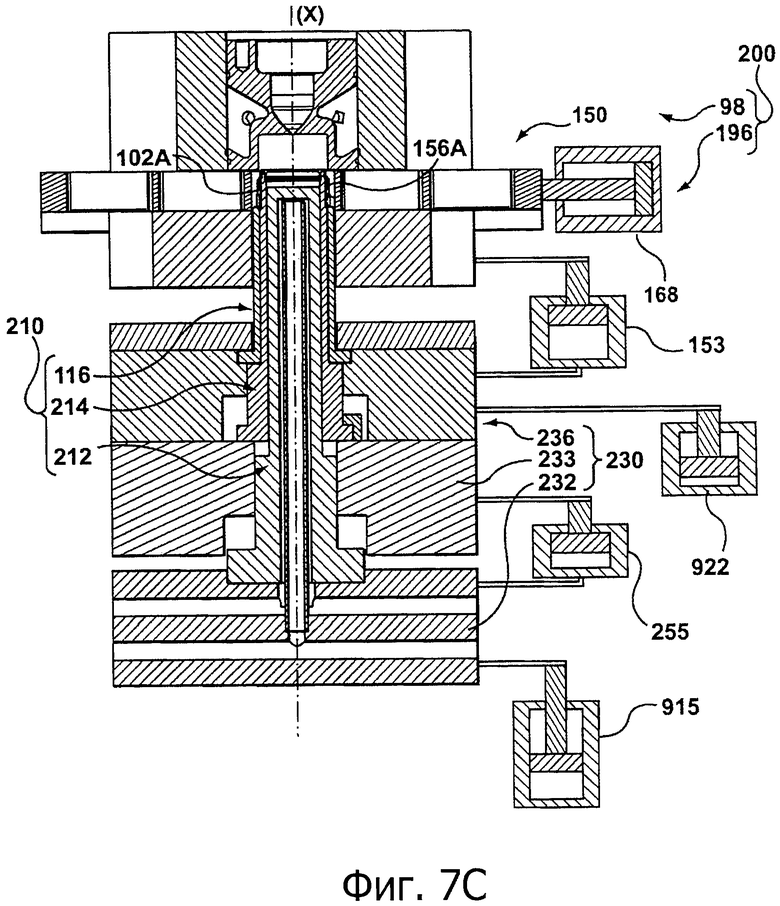
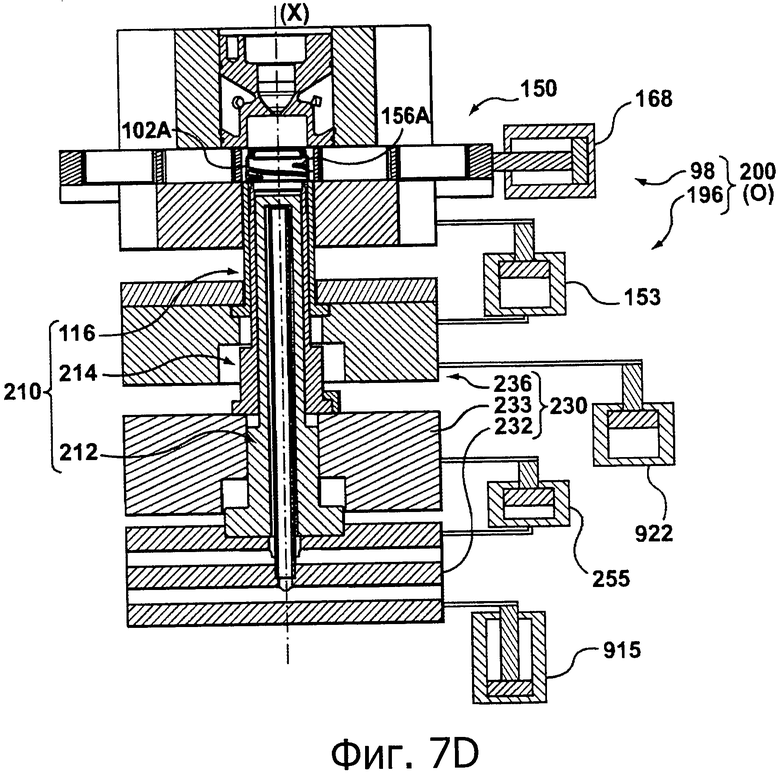
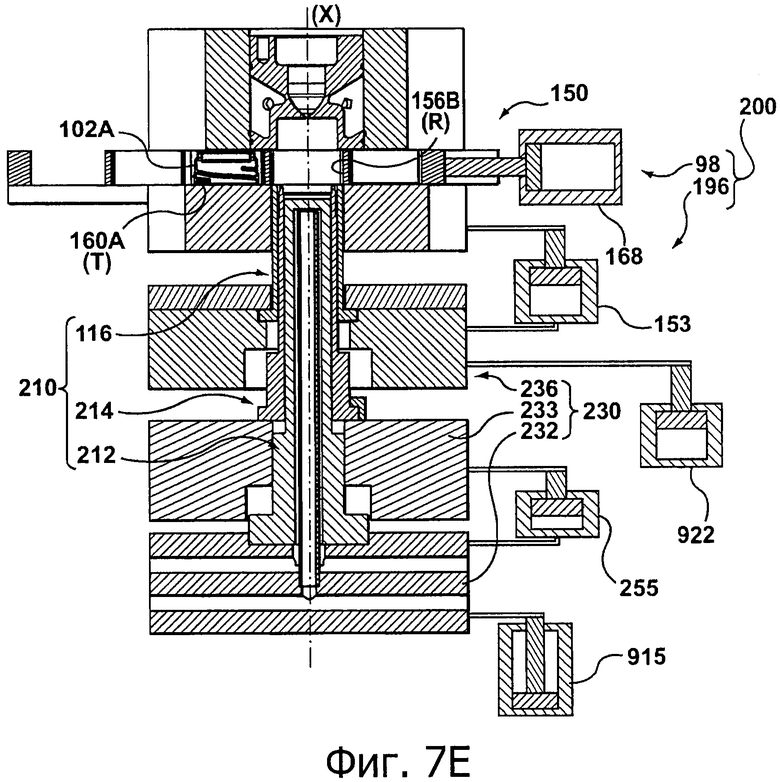

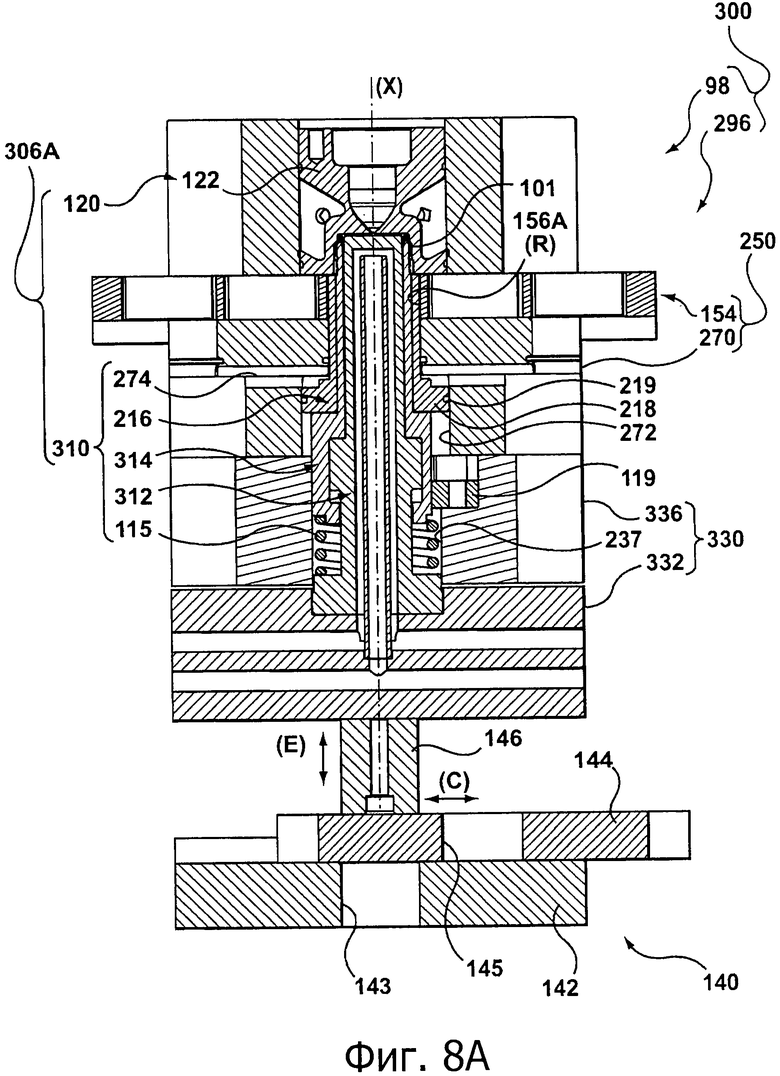
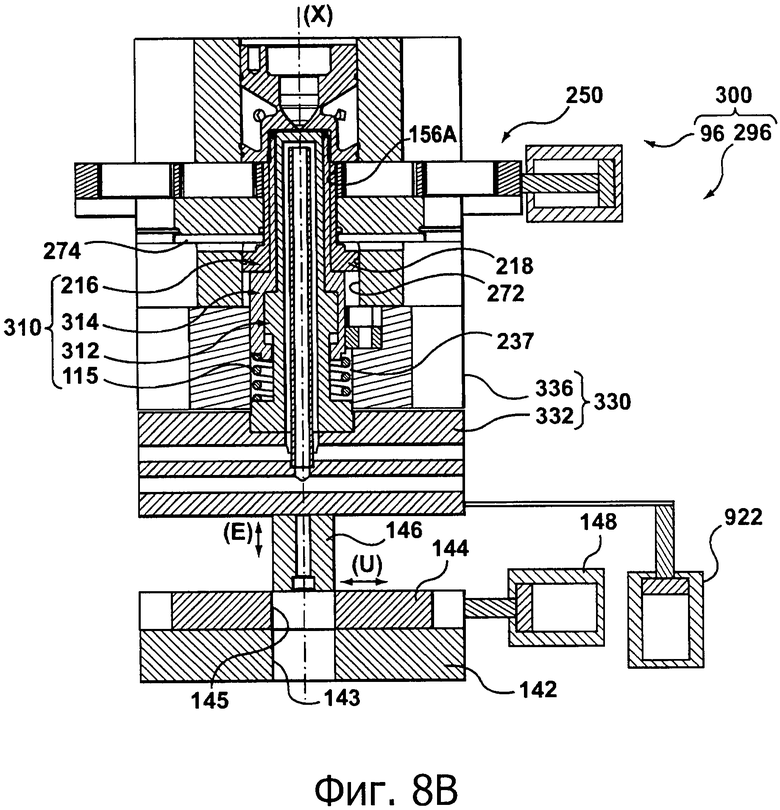

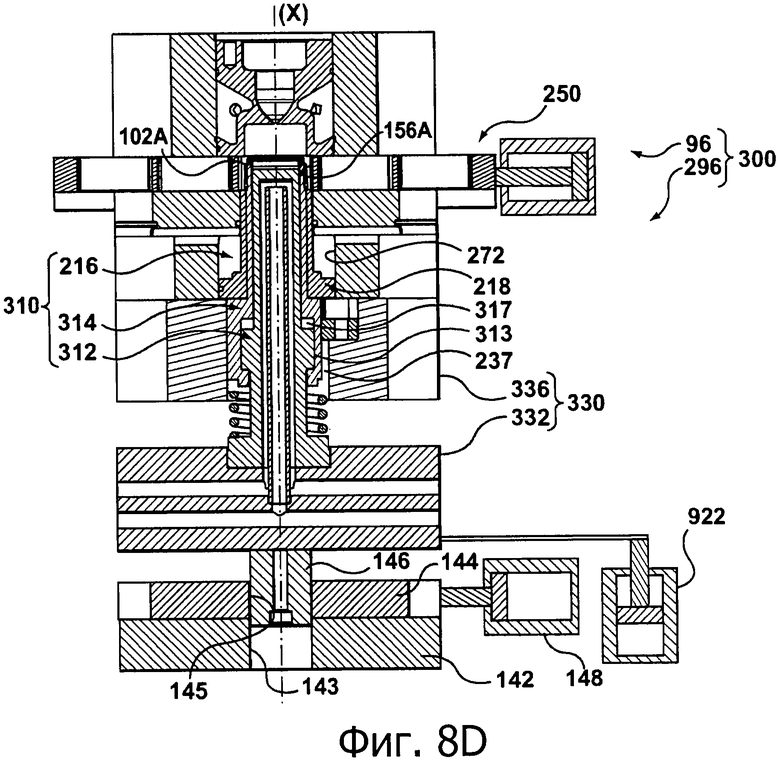
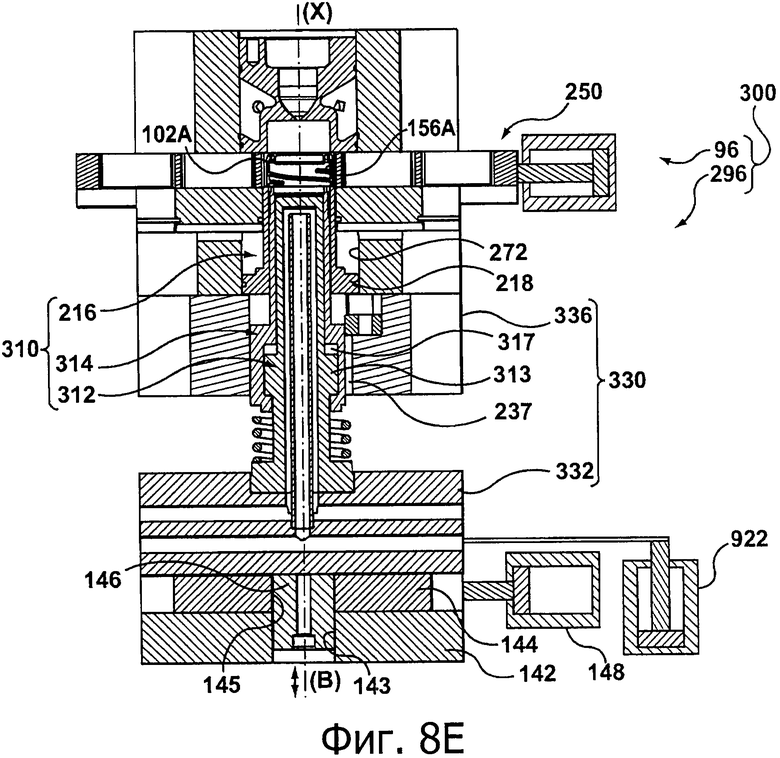
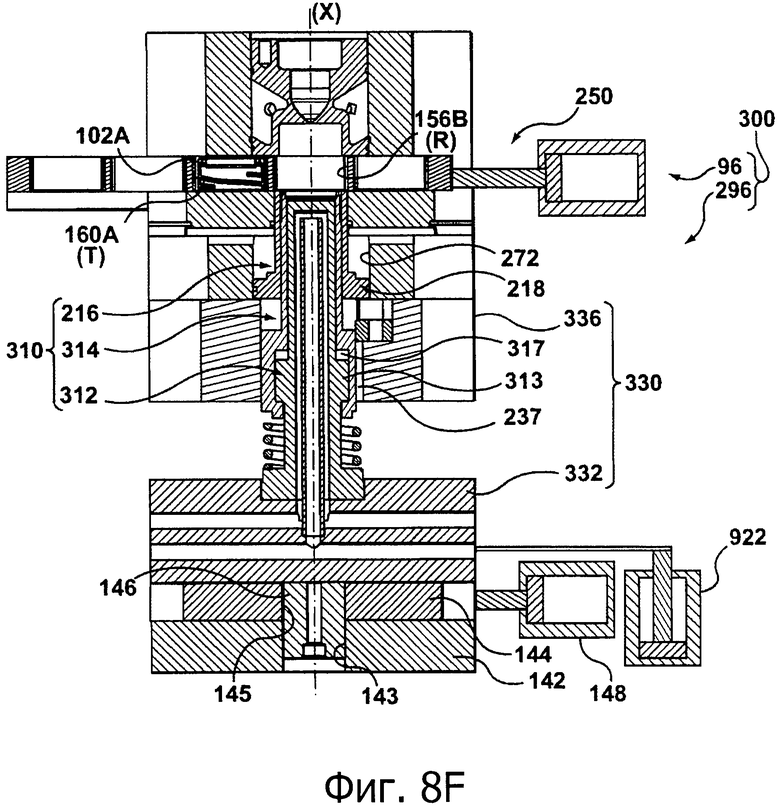
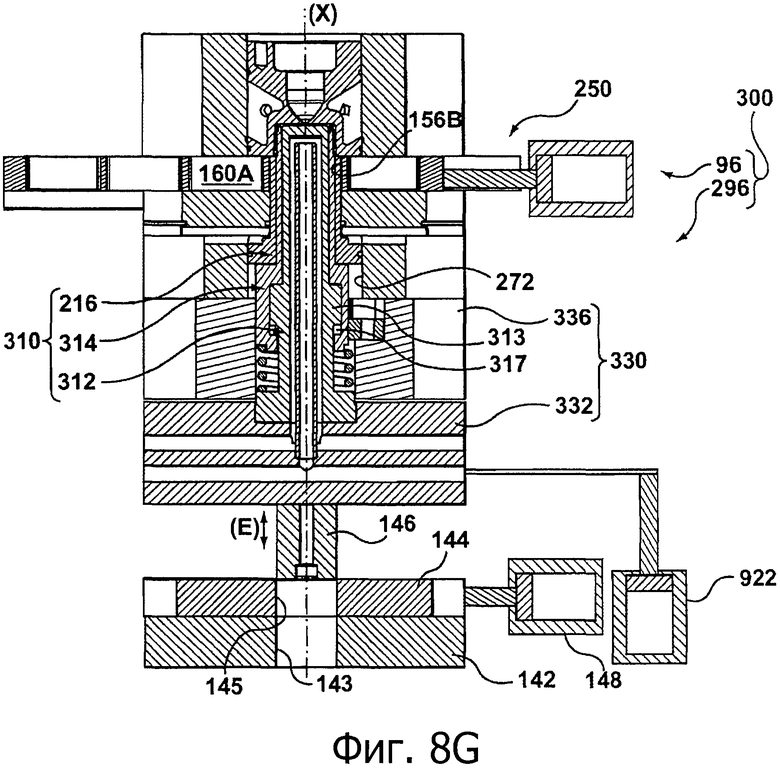
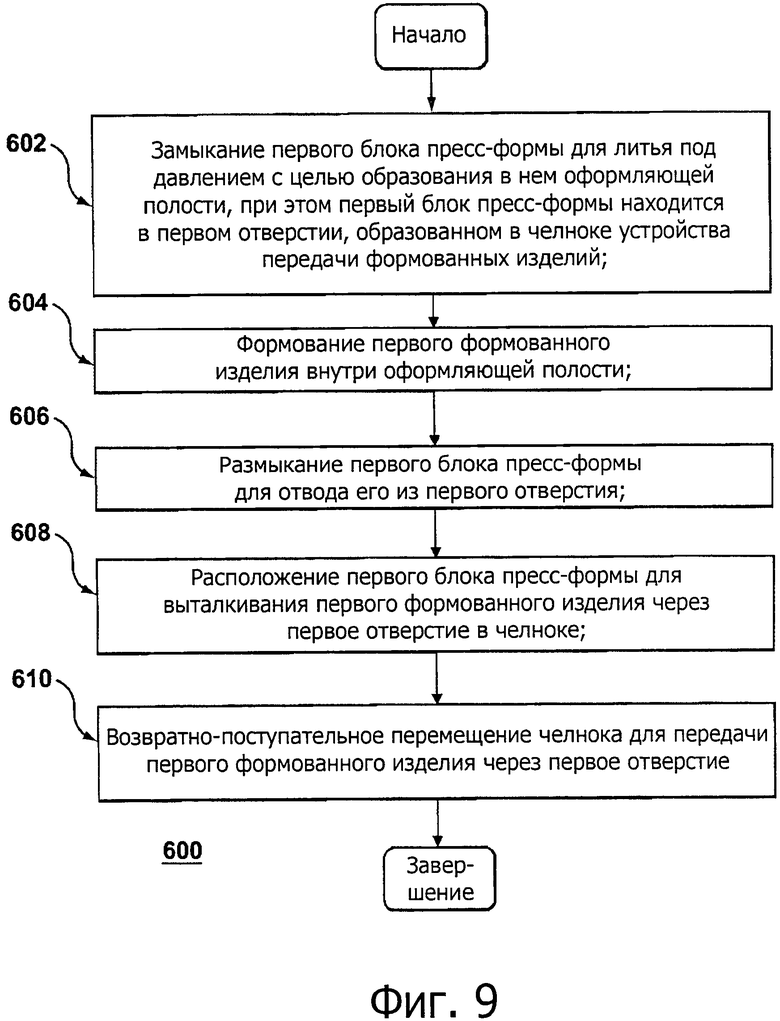
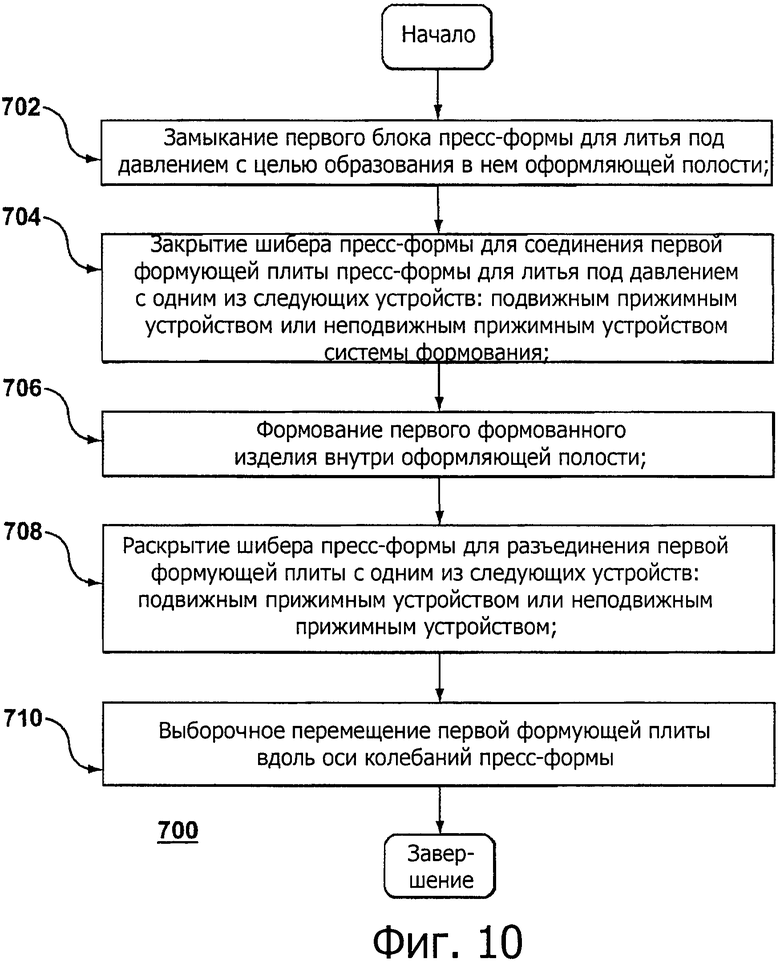
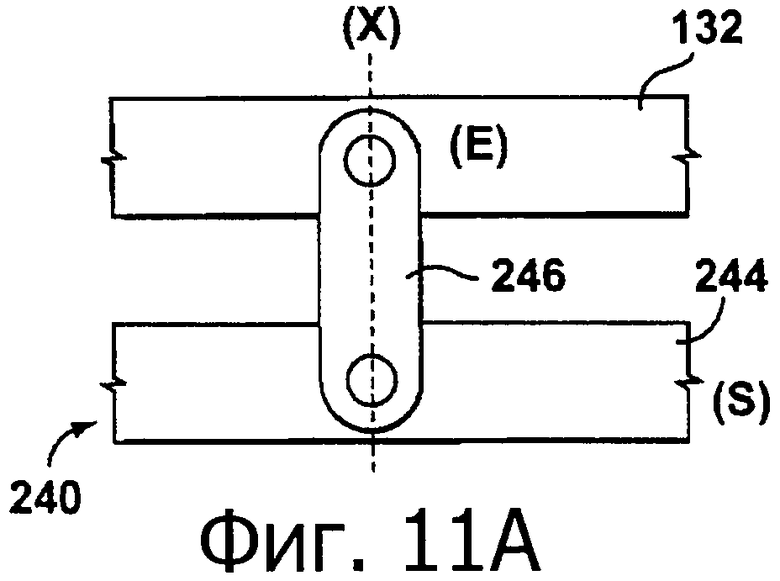

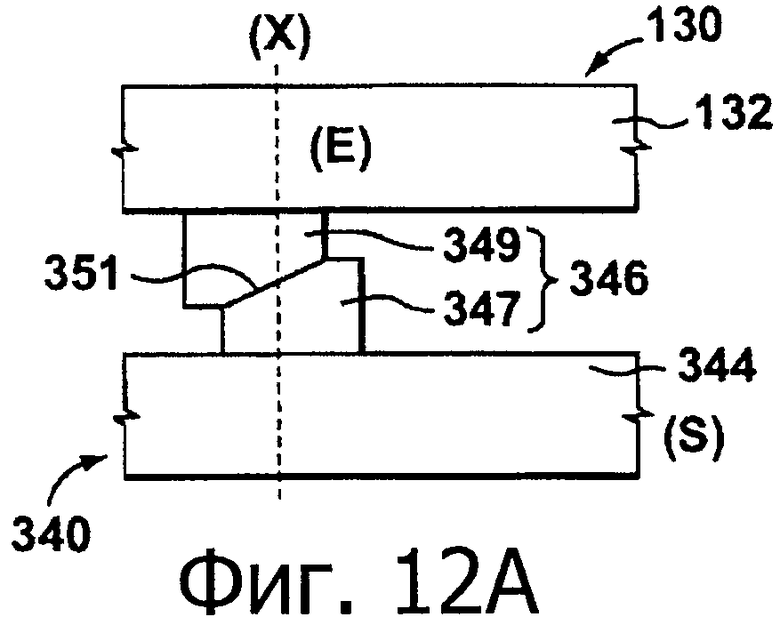

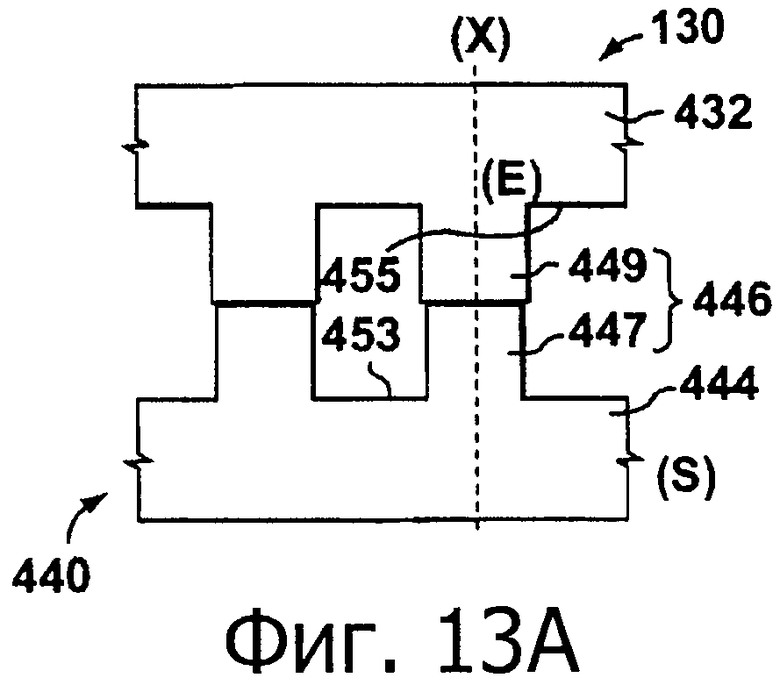
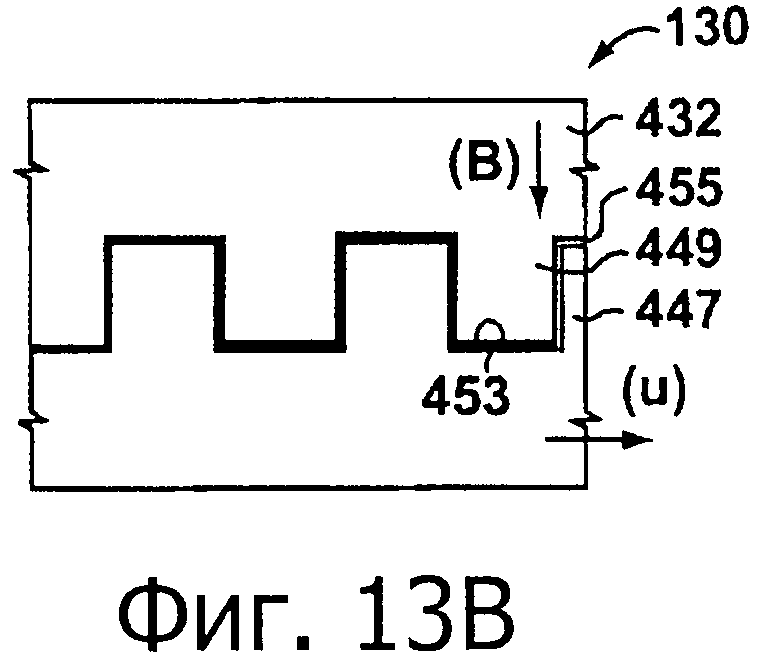

В устройстве передачи формованных изделий используют шибер (140) пресс-формы, встраиваемый в пресс-форму (100, 200, 300) для литья под давлением. Шибер (140, 240, 340, 440, 540) пресс-формы включает в себя исполнительный механизм (148, 548) шибера, выполненный с возможностью выборочного зацепления первой формующей плиты (130) пресс-формы (100, 200, 300) для литья под давлением с прижимным устройством узла (996) зажима пресс-формы для удержания первой формующей плиты (130) в выдвинутом положении (Е), вдоль оси (X) колебаний пресс-формы, во время этапа формования первого литого изделия (102А) в пресс-форме (100, 200, 300) для литья под давлением. Устройство (150, 250) передачи формованных изделий предназначено для использования вместе с пресс-формой (100, 200, 300) для литья под давлением. Устройство (150, 250) передачи формованных изделий включает в себя челнок (154), подвижно расположенный во время использования внутри пресс-формы (100, 200, 300) для литья под давлением. Челнок (154), по меньшей мере, частично, образует первое отверстие (156А), в которое попеременно помещается: (i) первый блок (106А, 206А, 306А) пресс-формы, находящийся в нем, а также (ii) первое формованное изделие (102А), помещаемое в него при размыкании первого блока (106А, 206А, 306А) пресс-формы. Пресс-форма для литья под давлением состоит из двух частей со средством передачи формованных изделий с челноком по изобретению. Устройство для передачи формованных изделий имеет контроллер для управления процессом формования и включает команды для этого управления процессом. В процессе формования изделия осуществляется литье изделия в устройстве с пресс-формой по изобретениям, которые управляются с помощью контроллера. Способ выталкивания первого формованного изделия из первой части блока пресс-формы осуществляется с помощью внешнего и внутреннего стержней и снимающей муфты. В пресс-форме осуществляют комбинации формования крышки контейнера и другого изделия, например контейнера. Литьевая машина содержит основные формующие узлы для литья изделий и прижимные элементы для установки пресс-формы в разных положениях в процессе формования и удаления изделия из нее. Технический результат, достигаемый при использовании устройств и способов по изобретениям, заключается в сокращении продолжительности способа формования изделия за счет возможности одновременного осуществления отдельных этапов операции. 13 н. и 52 з.п. ф-лы, 45 ил.
1. Устройство (150, 250) передачи формованных изделий, используемое вместе с пресс-формой для литья под давлением, для передачи первого формованного изделия (102А) из пресс-формы (100, 200, 300) для литья под давлением, содержащее:
челнок (154) с имеющимся в нем первым отверстием (156А), в которое попеременно помещается первый блок (106А, 206А, 306А) пресс-формы во время формования первого формованного изделия (102А), а также первое формованное изделие (102А).
2. Устройство (150, 250) передачи формованных изделий по п.1, используемое с пресс-формой (100, 200, 300) для литья под давлением, отличающееся тем, что:
челнок (154) подвижно расположен, во время использования, внутри пресс-формы (100, 200, 300) для литья под давлением;
челнок (154) образует, по меньшей мере, частично первое отверстие (156А), в которое попеременно устанавливается: (i) первый блок (106А, 206А, 306А) пресс-формы, находящийся в нем во время формования первого формованного изделия (102А); а также (ii) первое формованное изделие (102А), помещаемое в него при размыкании первого блока (106А, 206А, 306А) пресс-формы, для извлечения первого блока (106А, 206А, 306А) пресс-формы из первого отверстия (156А);
первое формованное изделие (102А) может передаваться, во время использования, внутри первого отверстия (156А) за счет возвратно-поступательных движений челнока (154).
3. Устройство (150) по п.2, отличающееся тем, что
челнок (154) расположен подвижно, что обеспечивает его возвратно-поступательное перемещение, когда первая половинка (96, 196, 296) и вторая половинка (98) пресс-формы (100, 200, 300) для литья под давлением находятся в замкнутом положении (С).
4. Устройство (150, 250) по п.2, отличающееся тем, что
челнок (154) подвижно расположен между первой формующей плитой (130, 230, 330) первой половинки (96, 196, 296) пресс-формы и второй формующей плитой (131) второй половинки (98) пресс-формы (100, 200, 300) для литья под давлением, обеспечивая возвратно-поступательное перемещение между ними, во время использования, вдоль оси (Y) возвратно-поступательных движений, которая, в целом, проходит перпендикулярно оси (X) колебаний пресс-формы;
первое отверстие (156А) выполнено с возможностью размещения в нем, при нахождении в первом принимающем положении (R), первой части (110, 210, 310) первого блока (106А, 206А, 306А) пресс-формы, расположенной в нем с возможностью убирания при формовании, во время использования, первого формованного изделия (102А) внутри оформляющей полости (101), образованной в первом блоке (106А, 206А, 306А) пресс-формы; а также
тем, что первое отверстие (156А) дополнительно выполнено с возможностью размещения в нем, при его нахождении в первом принимающем положении (R), первого формованного изделия (102А), после убирания первой части (110, 210, 310) блока из первого отверстия (156А) и его выталкивании из первой части (110, 210, 310) блока;
первое формованное-изделие (102А) может передаваться, во время использования, внутри первого отверстия (156А) за счет возвратно-поступательного перемещения челнока (154) из первого принимающего положения (R) в первое передаточное положение (Т).
5. Устройство (150, 250) по п.4, дополнительно содержащее:
первую перемычку (158А), которая сопрягается, во время использования, с одним из следующих устройств: первой половинкой (96, 196, 296) пресс-формы или второй половинкой (98) пресс-формы;
первая перемычка (158А) выполнена с возможностью взаимодействия с челноком (154), дополнительно образуя первое отверстие (156А) в первом принимающем положении (R).
6. Устройство (150, 250) по п.5, отличающееся тем, что
челнок (154) образует первый канал (160А);
первый канал (160А) и первая перемычка (158А) выполнены с возможностью взаимодействия, во время использования, образуя первое отверстие (156А), при этом первая перемычка (158А) находится внутри первого канала (160А), а первый канал (160А), во время использования, находится в первом принимающем положении (R) за счет возвратно-поступательного перемещения челнока (154), причем расположение первого канала (160А) позволяет размещать в нем первую часть (110, 210, 310) блока пресс-формы, которая расположена в нем с возможностью убирания во время формования первого формованного изделия (102А);
первый канал (160А) также выполнен с возможностью размещения в нем первого формованного изделия (102А), проходящего вдоль него, в сторону его выхода (164), при переводе, во время использования, первого канала (160А) в первое передаточное положение (Т) за счет возвратно-поступательного перемещения челнока (154), причем первый канал (160А) находится рядом с первой частью (110, 210, 310) блока пресс-формы и первой перемычкой (158А).
7. Устройство (150, 250) по п.6, отличающееся тем, что челнок (154) также образует второй канал (160В), который расположен смежно и, в целом, параллельно первому каналу (160А), причем один из следующих каналов: первый канал (160А) или второй канал (160В) находится в первом принимающем положении (R), а другой из следующих каналов: первый канал (160А) или второй канал (160В) находится в первом передаточном положении (Т);
второй канал (160В) и первая перемычка (158А) выполнены с возможностью взаимодействия, во время использования, образуя второе отверстие (156В), при этом первая перемычка (158А) находится внутри второго канала (160В), а второй канал (160В), во время использования, переводится в первое принимающее положение (R), за счет возвратно-поступательного перемещения челнока (154), причем расположение второго канала (160В) позволяет размещать в нем первую часть (110, 210, 310) блока пресс-формы, которая расположена в нем с возможностью убирания во время формования другого первого формованного изделия (102А);
второй канал (160В) дополнительно выполнен с возможностью размещения в нем другого первого формованного изделия (102А), проходящего вдоль него, в сторону его выхода (164), при переводе, во время использования, второго канала (160В) в первое передаточное положение (Т) за счет возвратно-поступательного перемещения челнока (154), причем второй канал (160В) находится рядом с первой частью (110, 210, 310) блока пресс-формы и первой перемычкой (158А).
8. Устройство (150, 250) по п.7, отличающееся тем, что первый канал (160А), а также второй канал (160В) образованы между взаимодействующими парами штанг (162), сопряженных с челноком (154);
пары штанг (162) образуют в них зазоры (166), через которые, во время использования, проходит первая перемычка (158А), при перемещении челнока (154) относительно первой перемычки (158А).
9. Устройство (150, 250) по п.7, отличающееся тем, что устройство (150, 250) передачи формованных изделий взаимодействует, во время использования, с пресс-формой (100, 200, 300) для литья под давлением, которая выполнена с возможностью одновременного формования множества формованных изделий при помощи первой колонки блоков пресс-формы, включая первый блок (106А, 206А, 306А) пресс-формы, используемый для формования первого формованного изделия (102А), а также второй блок (106В) пресс-формы, используемый для формования второго формованного изделия (102В);
в устройстве (150, 250) передачи формованных изделий также имеется вторая перемычка (158В), которая сопрягается, во время использования, с одним из следующих устройств: первой половинкой (96, 196, 296) пресс-формы или второй половинкой (98) пресс-формы;
первый канал (160А) и вторая перемычка (158В) выполнены с возможностью взаимодействия, во время использования, образуя третье отверстие (156С), при этом вторая перемычка (158В) находится внутри первого канала (160А), а первый канал (160А), во время использования, находится в первом принимающем положении (R) за счет возвратно-поступательного перемещения челнока (154), причем расположение первого канала (160А) позволяет размещать в нем первую часть (110, 210, 310) второго блока (106В) пресс-формы, который расположен в нем с возможностью убирания во время формования второго формованного изделия (102В);
первый канал (160А) также выполнен с возможностью размещения в нем второго формованного изделия (102В), проходящего вдоль него, в сторону его выхода (164), при переводе, во время использования, первого канала (160А) в первое передаточное положение (Т) за счет возвратно-поступательного перемещения челнока (154), причем первый канал (160А) находится рядом с первой колонкой блоков пресс-формы, первой перемычкой (158А), а также второй перемычкой (158В);
второй канал (160В) и вторая перемычка (158В) выполнены с возможностью взаимодействия, во время использования, образуя четвертое отверстие (156D), при этом вторая перемычка (158В) находится внутри второго канала (160В), а второй канал (160В), во время использования, переводится в первое принимающее положение (R) за счет возвратно-поступательного перемещения челнока (154), причем расположение второго канала (160В) позволяет размещать в нем первую часть (110, 210, 310) второго блока (106В) пресс-формы, которая расположена в нем с возможностью убирания во время формования другого второго формованного изделия (102В);
второй канал (160В) дополнительно выполнен с возможностью размещения в нем другого второго формованного изделия (102В), проходящего вдоль него, в сторону его выхода (164), при переводе, во время использования, второго канала (160В) в первое передаточное положение (Т) за счет возвратно-поступательного перемещения челнока (154), причем второй канал (160В) находится рядом с первой колонкой блоков пресс-формы, первой перемычкой (158А), а также второй перемычкой (158В).
10. Устройство (150, 250) по п.6, дополнительно содержащее:
плиту (170, 270) основания, с которой челнок (154) подвижно соединен для его возвратно-поступательного перемещения, во время использования, вдоль оси (Y) возвратно-поступательных движений.
11. Устройство (150, 250) по п.10, отличающееся тем, что блок (147) выталкивателей шибера (140) пресс-формы, во время использования, установлен на плите (170, 270) основания для сопряжения устройства (150, 250) передачи формованных изделий с подвижным прижимным устройством (912) системы (900) литья под давлением.
12. Пресс-форма (100, 200, 300) для литья под давлением, содержащая:
первую половинку (96; 196, 296) пресс-формы с первой частью (110, 210, 310) первого блока (106А, 206А, 306А) пресс-формы;
вторую половинку (98) пресс-формы со второй частью (120) первого блока (106А, 206А, 306А) пресс-формы;
устройство (150, 250) передачи формованных изделий с челноком (154), который включает в себя первое отверстие (156А) для попеременного размещения в нем первой части (110, 210, 310) блока во время формования первого формованного изделия (102А), а также первого формованного изделия (102А).
13. Пресс-форма (100, 200, 300) по п.12, дополнительно содержащая:
шибер (140) пресс-формы;
первая половинка (96, 196, 296) пресс-формы включает в себя первую формующую плиту (130, 230, 330) с первой частью (110, 210, 310) первого блока (106А, 206А, 306А) пресс-формы, соединенную с ней;
вторая половинка (98) пресс-формы включает в себя вторую формующую плиту (131) со второй частью (120) первого блока (106А, 206А, 306А) пресс-формы, соединенную с ней;
шибер (140) пресс-формы выполнен с возможностью расположения, во время использования, первой части (110, 210, 310) блока и второй части (120) блока пресс-формы относительно друг друга вдоль оси Х колебаний пресс-формы для замыкания и размыкания оформляющей полости (101), образуемой между ними, соответственно для формования и выталкивания первого формованного изделия (102А);
устройство (150, 250) передачи формованных изделий выполнено с возможностью приема и передачи первого формованного изделия (102А) после размыкания оформляющей полости (101).
14. Пресс-форма (100, 200, 300) по п.13, отличающаяся тем, что
челнок (154) подвижно расположен, во время использования, внутри пресс-формы (100, 200, 300) для литья под давлением;
в челноке (154), образующем первое отверстие (156А), по меньшей мере, частично попеременно устанавливается: (i) первый блок (106А, 206А, 306А) пресс-формы, находящийся в нем во время формования первого формованного изделия (102А); а также (ii) первое формованное изделие (102А), помещаемое в него при размыкании первого блока (106А, 206А, 306А) пресс-формы, для извлечения первого блока (106А, 206А, 306А) пресс-формы из первого отверстия (156А);
первое формованное изделие (102А) может передаваться, во время использования, через первое отверстие (156А) за счет возвратно-поступательного перемещения челнока (154).
15. Пресс-форма (100, 200, 300) по п.13, отличающаяся тем, что шибер (140) пресс-формы включает в себя:
шиберный элемент (144); а также
соединительный элемент (146);
одно из следующих устройств: шиберный элемент (144) или соединительный элемент (146) сопрягается, во время использования, с одним из следующих устройств: подвижным прижимным устройством (912) или неподвижным прижимным устройством (914) системы (900) литья под давлением;
другое из следующих устройств: шиберный элемент (144) или соединительный элемент (146) сопрягается, во время использования, с первой формующей плитой (130, 230, 330);
шиберный элемент (144) попеременно выборочно перемещается, во время использования, в: (i) открытое положение (U), причем шиберный элемент (144) расцепляется с соединительным элементом (146), за счет чего первая формующая плита (130, 230, 330) может перемещаться, во время использования, вдоль оси (X) колебаний пресс-формы; а также (ii) закрытое положение (S), причем шиберный элемент (144) зацепляется с соединительным элементом (146), за счет чего первая формующая плита (130, 230, 330) зацепляется с одним из следующих устройств: подвижным прижимным устройством (912) или неподвижным прижимным устройством (914).
16. Контроллер (501) для управления процессом формования, включающий в себя команды (512), хранящиеся в используемой контроллером памяти (510) контроллера (501), для управления контроллером (501) процесса (600) формования, предусматривающие: замыкание (602) первого блока (106А, 206А, 306А) пресс-формы (100, 200, 300) для литья под давлением с целью образования в нем оформляющей полости (101), причем первый блок (106А, 206А, 306А) пресс-формы расположен внутри первого отверстия (156А), образованного челноком (154) устройства (150, 250) передачи формованных изделий;
формование (604) первого формованного изделия (102А) внутри оформляющей полости (101);
размыкание (606) первого блока (106А, 206А, 306А) пресс-формы для извлечения первого блока (106А, 206А, 306А) пресс-формы из первого отверстия (156А);
расположение (608) первого блока (106А, 206А, 306А) пресс-формы для выталкивания первого формованного изделия (102А) через первое отверстие (156А) челнока (154); а также
возвратно-поступательное перемещение (610) челнока (154) для передачи первого формованного изделия (102А) через первое отверстие (156А).
17. Контроллер (501) по п.16, отличающийся тем, что
замыкание (602) первого блока (106А, 206А, 306А) пресс-формы включает в себя установку первой части (110, 210, 310) первого блока (106А, 206А, 306А) в первом отверстии (156А); а
размыкание (606) первого блока (106А, 206А, 306А) пресс-формы включает в себя удаление первой части (110, 210, 310) блока из первого отверстия (156А); а
расположение (608) первого блока (106А, 206А, 306А) пресс-формы включает в себя расположение первой части (110, 210, 310) для выталкивания из него первого формованного изделия (102А).
18. Контроллер (501) по п.17, отличающийся тем, что
возвратно-поступательное перемещение (610) включает в себя возвратно-поступательное перемещение челнока (154) между первой половинкой (96, 196, 296) и второй половинкой (98) пресс-формы (100, 200, 300) для литья под давлением вдоль оси (Y) возвратно-поступательных движений, которая, в целом, проходит перпендикулярно оси (X) колебаний пресс-формы (100, 200, 300), причем первое отверстие (156А), а вместе с ним и первое формованное изделие (102А), перемещаются из первого принимающего положения (R) в первое передаточное положение (Т).
19. Контроллер (501) по п.18, отличающийся тем, что
возвратно-поступательное перемещение (610) осуществляется когда первая половинка (96, 196, 296), а также вторая половинка (98) пресс-формы находятся в замкнутом положении (С) пресс-формы.
20. Контроллер (501) по п.16, отличающийся тем, что
пресс-форма (200) для литья под давлением включает в себя первую половинку (96, 196, 296) пресс-формы, а также вторую половинку (98) пресс-формы, с которыми сопрягается первая часть (110, 210, 310), а также вторая часть (120) первого блока пресс-формы (106А, 206А, 306А), соответственно;
первая половинка (96, 196, 296) пресс-формы сопрягается, во время использования, с одним из следующих устройств: подвижным прижимным устройством (912) или неподвижным прижимным устройством (914) системы (900) литья под давлением;
вторая половинка (98) сопрягается с другим из следующих устройств:
подвижным прижимным устройством (912) или неподвижным прижимным устройством (914);
шибер (140) пресс-формы находится между первой формующей плитой (130, 230, 330) первой половинки (96, 196, 296) пресс-формы и одним из следующих устройств:
подвижным прижимным устройством (912) или неподвижным прижимным устройством (914) системы (900) литья под давлением, с которой сопряжена первая половинка (96, 196, 296) пресс-формы;
первая часть (210) первого блока (106А, 206А, 306А) пресс-формы установлена в первой формующей плите (130, 230, 330);
замыкание (602) первого блока (106А, 206А, 306А) пресс-формы включает в себя закрытие шибера (140) пресс-формы для соединения первой формующей плиты (130, 230, 330) с одним из следующих устройств:
подвижным прижимным устройством (912) или неподвижным прижимным устройством (914);
размыкание (606) первого блока (106А, 206А, 306А) пресс-формы включает в себя:
раскрытие шибера (140) пресс-формы для расцепления первой формующей плиты (130, 230, 330) с одним из следующих устройств:
подвижным прижимным устройством (912) или неподвижным прижимным устройством (914); а также
выборочное перемещение (614) первой формующей плиты (130, 230, 330) вдоль оси (X) колебаний пресс-формы, за счет чего первая часть (110, 210, 310) блока, а также вторая часть (120) блока могут перемещаться относительно друг друга, не требуя перемещения подвижного прижимного устройства (912) относительно неподвижного прижимного устройства (914).
21. Контроллер (501) по п.20, отличающийся тем, что
шибер (140) пресс-формы включает в себя шиберный элемент (144), а также соединительный элемент (146), причем одно из следующих устройств:
шиберный элемент (144) или соединительный элемент (146) сопряжены с одним из следующих устройств:
подвижным прижимным устройством (912) или неподвижным прижимным устройством (914), а другое из следующих устройств: шиберный элемент (144) или соединительный элемент (146) сопряжены с первой формующей плитой (130, 230, 330);
закрытие шибера (140) пресс-формы включает в себя выборочное перемещение шиберного элемента (144) в закрытое положение (S), причем шиберный элемент (144) зацепляется с соединительным элементом (146);
раскрытие шибера (140) пресс-формы включает в себя выборочное перемещение шиберного элемента (144) в открытое положение (О), причем шиберный элемент (144) расцепляется с соединительным элементом (146).
22. Процесс (600) формования, включающий в себя:
замыкание (602) первого блока (106А, 206А, 306А) пресс-формы (100, 200, 300) для литья под давлением с целью образования в нем оформляющей полости (101), при этом первый блок (106А, 206А, 306А) пресс-формы находится в первом отверстии (156А), образованном в челноке (154) устройства (150, 250) передачи формованных изделий;
формование (604) первого формованного изделия (102А) внутри оформляющей полости (101);
размыкание (606) первого блока (106А, 206А, 306А) пресс-формы для убирания первого блока (106А, 206А, 306А) из первого отверстия (156А);
расположение (608) первого блока (106А, 206А, 306А) пресс-формы для выталкивания первого формованного изделия (102А) через первое отверстие (156А) в челноке (154); а также
возвратно-поступательное перемещение (610) челнока (154) для передачи первого формованного изделия (102А) через первое отверстие (156А).
23. Процесс (600) формования по п.22, отличающийся тем, что
замыкание (602) первого блока (106А, 206А, 306А) пресс-формы включает в себя установку первой части (110, 210, 310) первого блока (106А, 206А, 306А) в первом отверстии (156А);
размыкание (606) первого блока (106А, 206А, 306А) пресс-формы включает в себя удаление первой части (110, 210, 310) из первого отверстия (156А); а
расположение (608) первого блока (106А, 206А, 306А) пресс-формы включает в себя расположение первой части (110, 210, 310) для выталкивания из него первого формованного изделия (102А).
24. Процесс (600) формования по п.23, отличающийся тем, что возвратно-поступательное перемещение (610) включает в себя возвратно-поступательное перемещение челнока (154) между первой половинкой (96, 196, 296) и второй половинкой (98) пресс-формы (100, 200, 300) для литья под давлением вдоль оси (Y) возвратно-поступательных движений, которая, в целом, проходит перпендикулярно оси (X) колебаний пресс-формы (100, 200, 300), причем первое отверстие (156А), а вместе с ним и первое формованное изделие (102А), перемещаются из первого принимающего положения (R) в первое передаточное положение (Т).
25. Процесс (600) формования по п.24, отличающийся тем, что возвратно-поступательное перемещение (610) осуществляется, когда первая половинка (96, 196, 296), а также вторая половинка (98) пресс-формы находятся в замкнутом положении (С) пресс-формы.
26. Процесс (600) формования по п.24, отличающийся тем, что устройство (150, 250) передачи формованных изделий включает в себя первую перемычку (158А), которая сопрягается, во время использования, с одним из следующих устройств: первой половинкой (96, 196, 296) или второй половинкой (98) пресс-формы, а челнок (154) образует первый канал (160А);
перед замыканием (602) первого блока (106А, 206А, 306А) пресс-формы процесс (600) формования дополнительно включает в себя перевод первого канала (160А) в первое принимающее положение (R) за счет возвратно-поступательного перемещения челнока (154), причем первая перемычка (158А) находится внутри первого канала (160А), тем самым, образуя первое отверстие (158А); а
возвратно-поступательное перемещение (610) челнока (154) включает в себя перевод, во время использования, первого канала (160А) в первое передаточное положение (Т) за счет возвратно-поступательного перемещения челнока (154), причем первый канал (160А) находится рядом с первой частью (110, 210, 310) блока пресс-формы и первой перемычкой (158А);
процесс (600) формования также включает в себя прохождение первого формованного изделия (102А) вдоль первого канала (160А) после перевода первого канала (160А) в первое передаточное положение (Т).
27. Процесс (600) формования по п.22, отличающийся тем, что пресс-форма (200) для литья под давлением включает в себя первую половинку (96, 196, 296) пресс-формы, а также вторую половинку (98) пресс-формы, с которыми сопрягается первая часть (110, 210, 310), а также вторая часть (120) первого блока пресс-формы (106А, 206А, 306А) соответственно;
первая половинка (96, 196, 296) пресс-формы сопрягается, во время использования, с одним из следующих устройств: подвижным прижимным устройством (912) или неподвижным прижимным устройством (914) системы (900) литья под давлением;
вторая половинка (98) сопрягается с другим из следующих устройств:
подвижным прижимным устройством (912) или неподвижным прижимным устройством (914);
шибер (140) пресс-формы находится между первой формующей плитой (130, 230, 330) первой половинки (96, 196, 296) пресс-формы и одним из следующих устройств:
подвижным прижимным устройством (912) или неподвижным прижимным устройством (914) системы (900) литья под давлением, с которой сопряжена первая половинка (96, 196, 296) пресс-формы;
первая часть (210) первого блока (106А, 206А, 306А) пресс-формы установлена в первой формующей плите (130, 230, 330);
замыкание (602) первого блока (106А, 206А, 306А) пресс-формы включает в себя закрытие шибера (140) пресс-формы для соединения первой формующей плиты (130, 230, 330) с одним из следующих устройств: подвижным прижимным устройством (912) или неподвижным прижимным устройством (914);
размыкание (606) первого блока (106А, 206А, 306А) пресс-формы включает в себя:
раскрытие шибера (140) пресс-формы для расцепления первой формующей плиты (130, 230, 330) с одним из следующих устройств:
подвижным прижимным устройством (912) или неподвижным прижимным устройством (914); а также
выборочное перемещение (614) первой формующей плиты (130, 230, 330) вдоль оси (X) колебаний пресс-формы, за счет чего первая часть (110, 210, 310) блока, а также вторая часть (120) блока могут перемещаться относительно друг друга, не требуя перемещения подвижного прижимного устройства (912) относительно неподвижного прижимного устройства (914).
28. Процесс (600) формования по п.27, отличающийся тем, что
шибер (140) пресс-формы включает в себя шиберный элемент (144), а также соединительный элемент (146), причем одно из следующих устройств: шиберный элемент (144) или соединительный элемент (146) сопряжены с одним из следующих устройств:
подвижным прижимным устройством (912) или неподвижным прижимным устройством (914), а другое из следующих устройств: шиберный элемент (144) или соединительный элемент (146) сопряжены с первой формующей плитой (130, 230, 330);
закрытие шибера (140) пресс-формы включает в себя выборочное перемещение шиберного элемента (144) в закрытое положение (S), причем шиберный элемент (144) зацепляется с соединительным элементом (146);
раскрытие шибера (140) пресс-формы включает в себя выборочное перемещение шиберного элемента (144) в открытое положение (О), причем шиберный элемент (144) расцепляется с соединительным элементом (146).
29. Шибер (140, 240, 340, 440, 540) пресс-формы, выполненный с возможностью выборочного зацепления, во время использования, первой формующей плиты (130, 230, 330) первой половинки (96, 196, 296) пресс-формы (100, 200, 300) для литья под давлением с одним из следующих устройств: подвижным прижимным устройством (912) или неподвижным прижимным устройством (914) узла (996) зажима пресс-формы.
30. Шибер (140, 240, 340, 440, 540) пресс-формы по п.29, встраиваемый в пресс-форму (100, 200, 300) для литья под давлением, отличающийся тем, что шибер (140, 240, 340, 440, 540) пресс-формы содержит:
шиберный элемент (144, 244, 344, 444, 544), сопрягаемый, во время использования, с одним из следующих устройств: прижимным устройством узла (996) зажима пресс-формы или первой формующей плитой (130, 230, 330, 430) пресс-формы (100, 200, 300) для литья под давлением; а также
соединительный элемент (146, 246, 346, 446, 546), сопрягаемый с другим из следующих устройств: прижимным устройством или первой формующей плитой (130, 230, 330, 430);
шиберный элемент (144, 244, 344, 444, 544) и соединительный элемент (146, 246, 346, 446, 546) выполнены с возможностью выборочного зацепления для удержания первой формующей плиты (130) в выдвинутом положении (Е) вдоль оси (X) колебаний пресс-формы на этапе формования первого литого изделия (102А) в пресс-форме (100, 200, 300) для литья под давлением.
31. Шибер (140, 240, 340, 440) пресс-формы по п.30 дополнительно содержит:
исполнительный механизм (148, 548) шибера, обеспечивающий выборочное зацепление шиберного элемента (144, 244, 344, 444, 544) с соединительным элементом (146, 246, 346, 446, 546).
32. Шибер (140) пресс-формы по п.30, отличающийся тем, что шиберный элемент (144) и соединительный элемент (146) выполнены с возможностью взаимодействия таким образом, что (i) когда шиберный элемент (144) находится в открытом положении (U) относительно соединительного элемента (146), шиберный элемент (144) расцепляется с соединительным элементом (146), за счет чего первая формующая плита (130, 230, 330) может перемещаться, во время использования, вдоль оси (X) колебаний пресс-формы; а также (ii) когда шиберный элемент (144) находится в закрытом положении (S), шиберный элемент (144) зацепляется с соединительным элементом (146), за счет чего первая формующая плита (130) зацепляется с прижимным устройством.
33. Шибер (140) пресс-формы по п.32, отличающийся тем, что шиберный элемент (144) образует первое отверстие (145) с зазором, выполненное с возможностью размещения в нем соединительного элемента (146), устанавливаемого там, во время использования, когда шиберный элемент (144) переводится в открытое положение (U), а первая формующая плита (130, 230, 330) перемещается вдоль оси (X) колебания пресс-формы в выдвинутое положение (В).
34. Шибер (240) пресс-формы по п.31, отличающийся тем, что соединительный элемент (246) вращательно соединяет первую формующую плиту (130) с шиберным элементом (244), за счет чего первая формующая плита (130, 230, 330) может перемещаться, во время использования, вдоль оси (X) колебаний пресс-формы, между выдвинутым положением (Е) и убранным положением (В) при перемещении шиберного элемента (244) исполнительным механизмом (148) шибера между закрытым положением (S) и открытым положением (U), соответственно; а также тем, что после перемещения первой формующей плиты (130) в выдвинутое положение (Е), соединительный элемент (246) располагается так, чтобы он обеспечивал зацепление первой формующей плиты (130) с прижимным устройством таким образом, чтобы во время формования первого формованного изделия (102А) первая формующая плита (130) удерживалась в выдвинутом положении (Е).
35. Шибер (340) пресс-формы по п.31, отличающийся тем, что
соединительный элемент (346) включает в себя первый клин (347), а также второй клин (349), причем первый клин (347) сопряжен с шиберным элементом (344), а второй клин (349) сопряжен с первой формующей плитой (130);
первый клин (347), а также второй клин (349) могут образовывать между собой клиновое сопряжение (351), позволяющее преобразовывать перемещение шиберного элемента (344) в перемещение первой формующей плиты (130, 230, 330) вдоль оси (X) колебаний пресс-формы, за счет чего при перемещении шиберного элемента (344) в закрытое положение (S) первая формующая плита (130) перемещается в выдвинутое положение (Е); а также
тем, что после перемещения первой формующей плиты (130) в выдвинутое положение (Е) первый клин (347), а также второй клин (349) соединительного элемента (346) могут взаимодействовать, обеспечивая зацепление первой формующей плиты (130) с прижимным устройством таким образом, чтобы во время формования первого формованного изделия (102А) первая формующая плита (130) удерживалась в выдвинутом положении (Е).
36. Шибер (440) пресс-формы по п.31, отличающийся тем, что
соединительный элемент (446) включает в себя первую шпонку (447), а также вторую шпонку (449), причем первая шпонка (447) сопряжена с шиберным элементом (444), а вторая шпонка (449) сопряжена с первой формующей плитой (130); после перевода шиберного элемент (444) в закрытое положение (S), первая шпонка (447), а также вторая шпонка (449) соединительного элемента (446) могут взаимодействовать вдоль опорного сопряжения (451), образуемого между ними, для зацепления первой формующей плиты (130) с прижимным устройством таким образом, чтобы во время формования первого формованного изделия (102А) первая формующая плита (130) удерживалась в выдвинутом положении (Е); а также
тем, что когда шиберный элемент (444) находится в открытом положении (U), первая шпонка (447) шиберного элемента (444) может убираться в первый шпоночный паз (455), образованный в первой формующей плите (130), а вторая шпонка (449) на первой формующей плите (130) может убираться во второй шпоночный паз (453), образованный в шиберном элементе (444), за счет чего первая формующая плита (130) может перемещаться вдоль оси (X) колебаний пресс-формы.
37. Контроллер (501), включающий в себя команды (512), хранящиеся в используемой контроллером памяти (510) контроллера (501), для управления контроллером (501) процесса (700) формования, предусматривающие:
замыкание (702) первого блока (106А, 206 А, 306 А) пресс-формы (100, 200, 300) для литья под давлением с целью образования в нем оформляющей полости (101);
закрытие (704) шибера (140) пресс-формы для зацепления первой формующей плиты (130, 230, 330) пресс-формы (100, 200, 300) для литья под давлением с одним из следующих устройств: подвижным прижимным устройством (912) или неподвижным прижимным устройством (914) системы (900) литья под давлением;
формование (706) первого формованного изделия (102А) внутри оформляющей полости (101);
раскрытие (708) шибера (140) пресс-формы для расцепления первой формующей плиты (130, 230, 330) с одним из следующих устройств:
подвижным прижимным устройством (912) или неподвижным прижимным устройством (914); а также
выборочное перемещение (710) первой формующей плиты (130, 230, 330) вдоль оси (X) колебаний пресс-формы.
38. Контроллер (501) по п.37, отличающийся тем, что
первая часть (110, 210, 310), а также вторая часть (120) первого блока (106А) пресс-формы перемещаются относительно друг друга, по существу, не требуя перемещения подвижного прижимного устройства (912) относительно неподвижного прижимного устройства(914).
39. Контроллер (501) по п.37, отличающийся тем, что
шибер (140) пресс-формы включает в себя шиберный элемент (144), а также соединительный элемент (146), причем одно из следующих устройств:
шиберный элемент (144) или соединительный элемент (146) сопряжены с одним из следующих устройств: подвижным прижимным устройством (912) или неподвижным прижимным устройством (914), а другое из следующих устройств: шиберный элемент (144) или соединительный элемент (146) сопряжены с первой формующей плитой (130, 230, 330);
закрытие (704) шибера (140) пресс-формы включает в себя выборочное перемещение шиберного элемента (144) в открытое положение (U), причем шиберный элемент (144) расцепляется с соединительным элементом (146);
раскрытие (708) шибера (140) пресс-формы включает в себя выборочное перемещение шиберного элемента (144) в закрытое положение (S), причем шиберный элемент (144) зацепляется с соединительным элементом (146).
40. Процесс (700) формования, включающий в себя:
замыкание (702) первого блока (106А, 206А, 306А) пресс-формы (100, 200, 300) для литья под давлением с целью образования в нем оформляющей полости (101);
закрытие (704) шибера (140) пресс-формы для соединения первой формующей плиты (130, 230, 330) пресс-формы (100, 200, 300) для литья под давлением с одним из следующих устройств: подвижным прижимным устройством (912) или неподвижным прижимным устройством (914) системы (900) литья под давлением;
формование (706) первого формованного изделия (102А) внутри оформляющей полости (101);
раскрытие (708) шибера (140) пресс-формы для разъединения первой формующей плиты (130, 230, 330) с одним из следующих устройств:
подвижным прижимным устройством (912) или неподвижным прижимным устройством (914); а также
выборочное перемещение (710) первой формующей плиты (130, 230, 330) вдоль оси (X) колебаний пресс-формы.
41. Процесс (700) формования по п.40, отличающийся тем, что первая часть (110, 210, 310), а также вторая часть (120) первого блока (106А) пресс-формы перемещаются относительно друг друга, по существу, не требуя перемещения подвижного прижимного устройства (912) относительно неподвижного прижимного устройства (914).
42. Процесс (700) формования по п.40, отличающийся тем, что
шибер (140) пресс-формы включает в себя шиберный элемент (144), а также соединительный элемент (146), причем одно из следующих устройств:
шиберный элемент (144) или соединительный элемент (146) сопряжены с одним из следующих устройств: подвижным прижимным устройством (912) или неподвижным прижимным устройством (914), а другое из следующих устройств: шиберный элемент (144) или соединительный элемент (146) сопряжены с первой формующей плитой (130, 230, 330);
закрытие (704) шибера (140) пресс-формы включает в себя выборочное перемещение шиберного элемента (144) в открытое положение (U), причем шиберный элемент (144) расцепляется с соединительным элементом (146);
раскрытие (708) шибера (140) пресс-формы включает в себя, выборочное перемещение шиберного элемента (144) в закрытое положение (S), причем шиберный элемент (144) зацепляется с соединительным элементом (146).
43. Способ выталкивания первого формованного изделия (102А) из первой части (110) блока пресс-формы, предусматривающий:
удерживание снимающей муфты (116) в неподвижном положении при опирании на нее первого формованного изделия (102А);
убирание внутреннего стержня (112) и внешнего стержня (114) относительно снимающей муфты (116).
44. Способ по п.43, отличающийся тем, что
убирание внутреннего стержня (112) и внешнего стержня (114) относительно снимающей муфты (116) включает в себя:
убирание внутреннего стержня (112) вдоль оси Х колебаний пресс-формы, относительно внешнего стержня (114) для освобождения части (103) первого формованного изделия (102А); а также
убирание внутреннего стержня (112) и внешнего стержня (114), совместно, относительно снимающей муфты (116) для снятия первого формованного изделия (102А) с внешнего стержня (114).
45. Способ по п.44, отличающийся тем, что
первое формованное изделие (102А) является крышкой контейнера.
46. Комбинация из пресс-формы и крышки контейнера, содержащая:
пресс-форму, содержащую:
первую половинку пресс-формы и вторую половинку пресс-формы, один из следующих элементов: первая или вторая половинка пресс-формы может выборочно перемещаться относительно другой между разомкнутым положением пресс-формы и замкнутым положением пресс-формы;
оформляющую полость, образованную по меньшей мере в одном из следующих элементов: первой или второй половинке пресс-формы; и
стержень, который может выборочно располагаться внутри оформляющей полости; и
крышку-контейнера,
крышка контейнера образуется за счет взаимодействия оформляющей полости и стержня после нагнетания соответствующего материала в полость, крышка контейнера зацепляется со стержнем после удаления крышки контейнера из оформляющей полости;
в которой первая половинка пресс-формы и вторая половинка пресс-формы выполнены таким образом, что они могут оставаться в замкнутом положении пресс-формы как во время а) формования крышки контейнера в оформляющей полости так и b) после удаления крышки контейнера из оформляющей полости.
47. Комбинация по п.46, дополнительно содержащая:
блок пресс-формы с имеющейся у него первой частью блока, связанной с первой половинкой пресс-формы, и второй частью блока, связанной со второй первой половинкой пресс-формы.
48. Комбинация по п.47, в которой:
стержень связан с первой частью блока пресс-формы и в которой стержень включает в себя внешний стержень, который подвижно расположен вокруг внутреннего стержня, обеспечивая, во время использования, его относительное перемещение, а крышка контейнера включает в себя уплотнительную часть, образуемую внутренним стержнем и внешним стержнем, за счет чего уплотнительная часть крышки контейнера может расцепляться из положения между внутренним стержнем и внешним стержнем.
49. Комбинация по п.48, в которой:
первая часть блока пресс-формы дополнительно включает в себя снимающую муфту, снимающая муфта подвижно расположена вокруг внешнего стержня, обеспечивая, во время использования, его относительное перемещение, за счет чего крышка контейнера может сниматься с внешнего стержня.
50. Комбинация по п.47, в которой:
оформляющая полость образована во вставке полости, которая связана со второй частью блока пресс-формы.
51. Комбинация по п.47, дополнительно содержащая:
шибер пресс-формы; и
первую формующую плиту, соединенную с первой половинкой пресс-формы;
в которой шибер пресс-формы функционально выполнен с возможностью выборочного зацепления, во время использования, первой формующей плиты первой половинки пресс-формы, с которой связана первая часть блока, с одним из следующих элементов: подвижным прижимным устройством или неподвижным прижимным устройством зажимного узла пресс-формы.
52. Пресс-форма, содержащая:
первую половинку пресс-формы и вторую половинку пресс-формы, первая и вторая половинки пресс-формы могут выборочно перемещаться относительно друг друга между разомкнутым положением пресс-формы и замкнутым положением пресс-формы;
оформляющую полость, взаимодействующую по меньшей мере с одним из следующих элементов: первой или второй половинками пресс-формы; и
стержень, который может выборочно располагаться внутри оформляющей полости, оформляющая полость и стержень взаимодействуют, формируя формованное изделие после нагнетания в оформляющую полость соответствующего материала,
в которой первая половинка пресс-формы и вторая половинка пресс-формы выполнены таким образом, что они могут оставаться в замкнутом положении пресс-формы как во время а) формования формованного изделия в оформляющей полости так и b) после удаления формованного изделия из оформляющей полости.
53. Пресс-форма по п.52, дополнительно содержащая:
первый блок пресс-формы с имеющейся у него первой частью блока, связанной с первой половинкой пресс-формы, и второй частью блока, связанной со второй половинкой пресс-формы.
54. Пресс-форма по п.53, в которой:
стержень связан с первой частью блока пресс-формы, и в которой стержень включает в себя внешний стержень, подвижно расположенный вокруг внутреннего стержня, обеспечивая, во время использования, его относительное перемещение, в которой внешний стержень и внутренний стержень взаимодействуют, определяя область, позволяющую создавать уплотнение на формованном изделии, за счет чего уплотнение на формованном изделии может расцепляться из положения между внутренним стержнем и внешним стержнем.
55. Пресс-форма по п.54, в которой:
первая часть блока пресс-формы дополнительно включает в себя снимающую муфту, снимающая муфта подвижно расположена вокруг внешнего стержня, обеспечивая, во время использования, его относительное перемещение, за счет чего формованное изделие может сниматься с внешнего стержня.
56. Пресс-форма по п.53, в которой:
оформляющая полость образована во вставке полости, которая связана со второй частью блока пресс-формы.
57. Пресс-форма по п.53, дополнительно содержащая:
шибер пресс-формы; и
первую формующую плиту, соединенную с первой половинкой пресс-формы;
в которой шибер пресс-формы функционально выполнен с возможностью выборочного зацепления, во время использования, первой формующей плиты первой половинки пресс-формы, с которой связана первая часть блока, с одном из следующих элементов: подвижным прижимным устройством или неподвижным прижимным устройством зажимного узла пресс-формы.
58. Пресс-форма, содержащая:
первую половинку пресс-формы;
вторую половинку пресс-формы;
оформляющую полость, определяемую между первой половинкой пресс-формы и второй половинкой пресс-формы, внутри которой может формоваться формованное изделие;
стержень, выполненный с возможностью формирования уплотнения на формованном изделии;
в которой первая половинка пресс-формы и вторая половинка пресс-формы выполнены таким образом, что они могут оставаться в замкнутом положении пресс-формы при формовании и снятии формованного изделия.
59. Пресс-форма по п.58, дополнительно содержащая:
первый блок пресс-формы с имеющейся у него первой частью блока, связанной с первой половинкой пресс-формы, и второй частью блока, связанной со второй половинкой пресс-формы.
60. Пресс-форма по п.59, в которой:
стержень связан с первой частью блока пресс-формы и в которой стержень включает в себя внешний стержень, подвижно расположенный вокруг внутреннего стержня, обеспечивая, во время использования, его относительное перемещение, в которой внешний стержень и внутренний стержень взаимодействуют, определяя область, позволяющую создавать уплотнение на формованном изделии, за счет чего уплотнение на формованном изделии может расцепляться из положения между внутренним стержнем и внешним стержнем.
61. Пресс-форма по п.60, в которой:
первая часть блока пресс-формы дополнительно включает в себя снимающую муфту, снимающая муфта подвижно расположена вокруг внешнего стержня, обеспечивая, во время использования, его относительное перемещение, за счет чего формованное изделие может сниматься с внешнего стержня.
62. Пресс-форма по п.59, в которой:
оформляющая полость образована во вставке полости, которая связана со второй частью блока пресс-формы.
63. Пресс-форма по п.58, дополнительно содержащая:
шибер пресс-формы; и
первую формующую плиту, соединенную с первой половинкой пресс-формы;
в которой шибер пресс-формы функционально выполнен с возможностью выборочного зацепления, во время использования, первой формующей плиты первой половинки пресс-формы, с которой связана первая часть блока, с одном из следующих элементов: подвижным прижимным устройством или неподвижным прижимным устройством зажимного узла пресс-формы.
64. Литьевая машина, содержащая:
литьевой узел, выполненный с возможностью подачи соответствующего литьевого материала;
зажимной узел пресс-формы, включающий в себя подвижное прижимное устройство и неподвижное прижимное устройство;
пресс-форму для литья под давлением, взаимодействующую с нагнетающим узлом, в которую подается литьевой материал и которая может использоваться для формования формованного изделия из литьевого материала, пресс-форма для литья под давлением включает в себя:
первую половинку пресс-формы, установленную на один из следующих элементов: подвижное или неподвижное прижимное устройство, а также вторую половинку пресс-формы, установленную на другой из следующих элементов: подвижное или неподвижное прижимное устройство, подвижное прижимное устройство может выборочно перемещаться относительно неподвижного прижимного устройства для перемещения половинок пресс-формы между разомкнутым положением пресс-формы и замкнутым положением пресс-формы;
оформляющую полость, взаимодействующую по меньшей мере с одним из следующих элементов: первой или второй половинками пресс-формы; и
стержень, который может выборочно располагаться внутри оформляющей полости, оформляющая полость и стержень взаимодействуют, формируя
формованное изделие после нагнетания в оформляющую полость литьевого материала,
в которой прижимные устройства выполнены таким образом, что они могут оставаться в замкнутом положении пресс-формы как во время а) формования формованного изделия в оформляющей полости так и b) после удаления формованного изделия из оформляющей полости.
65. Способ формования крышки, предусматривающий:
расположение первой половинки пресс-формы и второй половинки пресс-формы относительно друг друга для перевода пресс-формы в замкнутое положение, по меньшей мере, один из следующих элементов: первая половинка пресс-формы или вторая половинка пресс-формы определяет оформляющую полость;
поддержание половинок пресс-формы в замкнутом положении пресс-формы, а затем, в порядке очередности:
а. расположение стержня с оформляющей полостью;
b. нагнетание литьевого материала в оформляющую полость для формирования крышки;
с. извлечение стержня вместе с прикрепленной к стержню крышкой из оформляющей полости, в то время как половинки пресс-формы остаются в замкнутом положении пресс-формы; и
d. снятие крышки со стержня, в то время как половинки пресс-формы остаются в замкнутом положении пресс-формы.
| ЗВУКОПОГЛОЩАЮЩИЕ ЭЛЕМЕНТЫ ПОМЕЩЕНИЙ | 2012 |
|
RU2501918C1 |
| US 20070059395 А1, 15.03.2007 | |||
| US 5662856 A, 02.09.1997 | |||
| US 20010038163 А1, 08.11.2001 | |||
| US 3982869 A, 28.09.1976 | |||
| US 20090032996 А1, 05.02.2009 | |||
| ЩВАРЦ О | |||
| и др | |||
| Переработка пластмасс | |||
| - СПб.: Профессия, 2005, с.165-168. | |||

