Группа изобретений относится к ускорительной технике и может быть использована при разработке импульсных рентгеновских трубок, предназначенных для облучения медицинских или промышленных объектов.
Известен способ изготовления металлической мишени для рентгеновской трубки (авторов Горнового В.А., Сорокина А.И., Хуповеца А.Е., Гусева А.Г., а.с. №2094898, кл. МПК H01J 35/10, 9/14, опубл. 27.10.1997 г.). Способ заключается в том, что корпус из молибденового сплава соединяют сваркой или пайкой с кольцевым диском из вольфрамового сплава при последовательной реализации трех кольцевых швов.
Недостаток этого способа заключается в том, что он пригоден только для мишеней сравнительно большой толщины и не пригоден для прострельных мишеней толщиной 0.05-0.1 мм.
Известен способ изготовления и устройство прострельной мишени (С.А.Иванов, Г.А.Щукин. Рентгеновские трубки технического назначения. Л.: «ЭНЕРГОАТОМИЗДАТ», 1989, стр.127-129), согласно которым мишень выполнена в виде слоя вольфрама или рения методом покрытия на внутреннюю поверхность куполообразного окна.
Недостаток этого способа - малый ресурс мишени трубки (1000 импульсов) из-за малой механической прочности покрытия.
Наиболее близким к заявляемому является способ изготовления и устройство прострельной мишени (Э.-Г. В.Александрович, Н.В.Белкин, М.А.Канунов, А.А.Разин. Малогабаритная импульсная рентгеновская трубка с самовосстанавливающимся автокатодом. ПТЭ, №6, 1972, стр.198), согласно которым мишень выполняют из тонкой фольги из тантала и закрепляют точечной сваркой на внутренней поверхности плоского окна.
Недостатком этого способа и устройства является то, что при увеличении плотности электронного тока на мишени до и более 3-5 кА/см2 происходит «съеживание» материала мишени в зоне фокусного пятна, накопление в этой зоне больших механических напряжений, которые, в свою очередь, приводят к разрыву мишени и выходу трубки из строя. Поэтому трубки по прототипу при использовании их для облучения медицинских или промышленных объектов имеют малый ресурс работы.
При создании данной группы изобретений решалась задача увеличения ресурса работы прострельной мишени рентгеновской трубки.
Техническим результатом является уменьшение механических напряжений в материале мишени.
Указанный технический результат достигается тем, что по сравнению с известным способом изготовления прострельной мишени импульсной рентгеновской трубки, заключающимся в том, что используют металлическую фольгу из металла с большим атомным номером, новым является то, что на поверхности фольги выполняют элементы, имеющие возможность растяжения или сжатия за счет деформаций изгиба фольги.
В устройстве мишени рентгеновской трубки, выполненной из металлической фольги с большим атомным номером, новым является то, что на участке поверхности фольги, расположенном в зоне фокусного пятна, выполнены штампованные выступы, высота и максимальный размер в поперечном сечении которых не превышают соответственно 0.2S и 0.3d, где S - величина зазора между катодом и мишенью, d - диаметр фокусного пятна трубки, причем расстояние между выступами не превышает 0.3d или фольга разделена на гофрированные полоски, закрепленные на подложке из материала с малым атомным номером, полоски в плоскости подложки расположены вплотную друг к другу, высота и шаг гофр не превышают соответственно 0.2S и 0.2d, где S - величина зазора между катодом и мишенью, d - диаметр фокусного пятна трубки, ширина полосок не превышает 2 мм.
Ресурс рентгеновской трубки, как правило, определяется ресурсом мишени, в которой происходит генерация рентгеновского излучения. Именно мишень подвергается прямому воздействию электронного пучка, наибольшему нагреву и эрозионному разрушению по сравнению с другими деталями трубки.
При облучении электронами плоской мишени происходит стягивание ее участка в зоне фокусного пятна за счет растягивания смежных участков. При этом как в них, так и в зоне фокусного пятна появляются значительные механические напряжения, которые при достижении предела прочности приводят к разрыву мишени. Выполнение на поверхности фольги объемных элементов, имеющих возможность растяжения или сжатия за счет деформаций изгиба стенок этих элементов, позволяет во много раз снизить механические напряжения в материале фольги и этим предотвратить разрыв мишени и выход ее из строя.
Описанный способ реализован в конструкции мишени, на поверхности которой выполнены компенсирующие элементы в виде штампованных выступов. При уменьшении размеров выступов под воздействием электронного пучка растягивание материала выступов происходит преимущественно за счет изгиба стенок выступов. При этом происходит распрямление выступов, но механические напряжения в материале мишени значительно меньше, чем при растяжении плоской мишени, поэтому разрыва мишени не происходит. Ограничение размеров выступов и расстояния между ними введено для того, чтобы при разглаживании выступов и изменении их высоты в течение эксплуатации не происходило недопустимых изменений выходных параметров рентгеновской трубки за счет изменения зазора между катодом и мишенью.
Заявляемый способ реализован также в конструкции мишени, которая состоит из гофрированных полосок фольги, выступы гофр которых с одной стороны закреплены точечной сваркой на подложке из титановой фольги, полоски расположены вплотную друг к другу в плоскости мишени. Гофры компенсируют стягивание материала мишени вдоль полосок, а малая ширина полосок (менее 2 мм) ограничивает абсолютную величину их поперечной деформации, поэтому разрыва мишени при облучении ее электронами не происходит. Ограничение размеров гофр введено по тем же причинам, что и в мишени со штампованными выступами.
Таким образом, в данной группе изобретений реализуется указанный технический результат, поскольку применение элементов, имеющих возможность растяжения или сжатия за счет деформаций изгиба фольги, позволяет во много раз снизить механические напряжения в фольге мишени и тем самым способствовать повышению ресурса ее работы.
На фиг.1 показана фотография участка плоской мишени импульсной рентгеновской трубки.
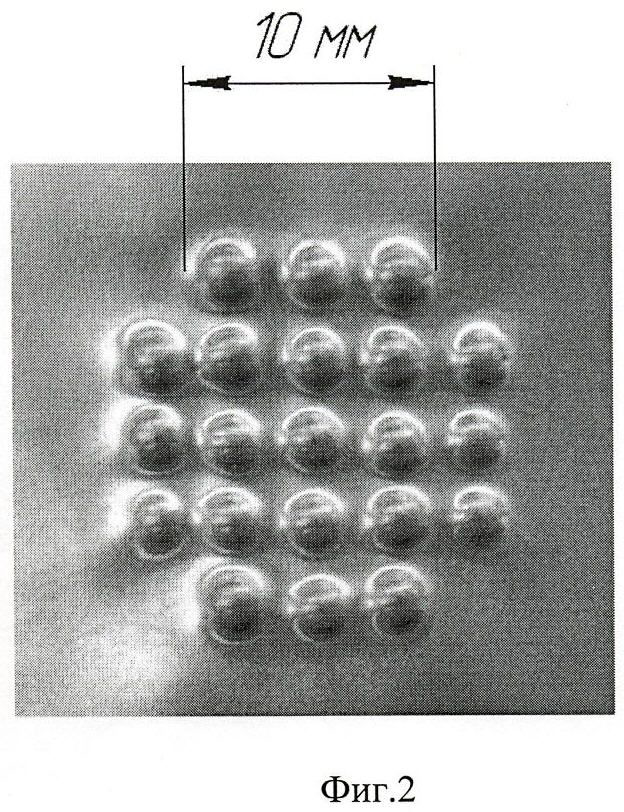
На фиг.2 показана фотография изготовленной мишени с компенсирующими элементами в виде штампованных полусферических выступов диаметром 2.5 мм и высотой 1 мм.
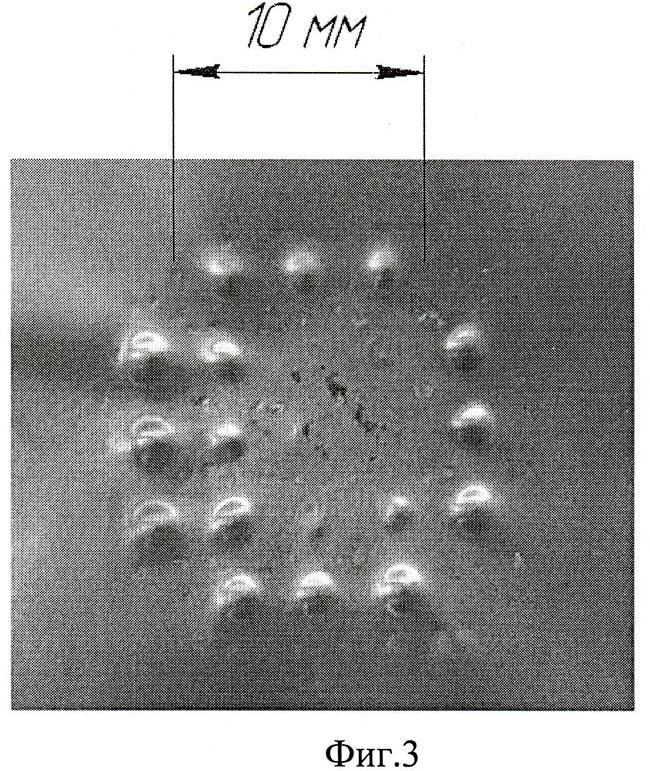
На фиг.3 показана фотография мишени с компенсирующими элементами в виде штампованных полусферических выступов после воздействия электронного пучка.
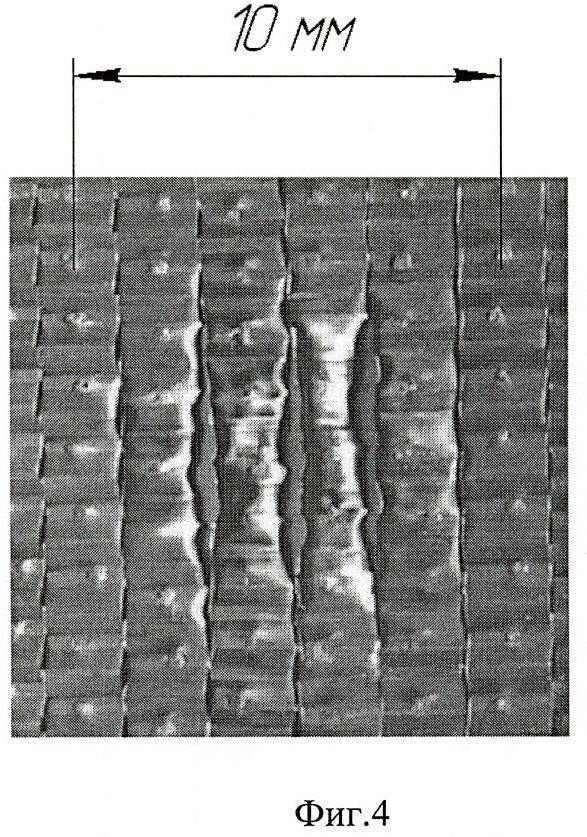
На фиг.4 показана фотография мишени с компенсирующими элементами в виде гофрированных полосок шириной 2 мм. Высота гофр 0.6 мм.
Работа мишени заключается в торможении в ней ускоренных электронов, при этом происходит генерация тормозного (рентгеновского) излучения.
Мишень, фотография которой показана на фиг.1, была изготовлена из плоской танталовой фольги (атомный номер 73) толщиной 0.05 мм. Мишень может быть выполнена также из вольфрама (атомный номер 74) и рения (атомный номер 75). Мишень из тантала прошла ресурсные испытания. При этом она подвергалась в разборной вакуумной камере многократному воздействию электронного пучка с током около 5 кА при диаметре фокусного пятна 10 мм. Хорошо видно, что при этом плоскую мишень разорвало по центру из-за наличия больших механических напряжений.
Мишень, показанная на фиг.2, была изготовлена также из танталовой фольги толщиной 0.05 мм с использованием заявляемого способа путем выполнения на поверхности танталовой фольги компенсирующих элементов в виде штампованных полусферических выступов при помощи пуансона в виде куска закаленной проволоки диаметром 2.5 мм и скругленным краем и свинцовой матрицы. Для повышения пластичности фольга предварительно отжигалась в вакууме при температуре 1100°С в течение двух часов.
На фиг.3 показана та же мишень после ресурсных испытаний, которые проходили в режиме, в котором испытывалась мишень, приведенная на фиг.1. Мишень осталась цела и работоспособна благодаря наличию компенсирующих элементов, часть которых расправилась из-за стягивания материала мишени; при этом компенсирующие элементы предотвратили растягивание самого материала и появление опасных механических напряжений.
Мишень, показанная на фиг.4, была выполнена из гофрированных полосок из тантала толщиной 0.05 мм. Гофры были выполнены путем прокатывания полосок между мелкомодульными зубчатыми колесами. Полоски были закреплены на подложке из титановой фольги толщиной 0.05 мм точечной сваркой выступов гофр к подложке, и в плоскости мишени располагались вплотную друг к другу. Эта мишень также многократно подвергалась воздействию электронного пучка в вышеописанном режиме и сохранила свою работоспособность. В результате незначительного уменьшения ширины полосок между ними появились щели, что привело к некоторой потере дозы (не более 20%), но рентгеновская трубка при этом сохранила работоспособность. Дальнейшие исследования мишеней, изготовленных с использованием заявляемого способа, показали, что их ресурс работы по меньшей мере вдвое превышает ресурс плоской мишени.
Таким образом, применение заявленного способа изготовления мишени рентгеновской трубки позволило скомпенсировать стягивание материала мишени, происходящее в результате электронной бомбардировки, уменьшить механические напряжения в мишени и увеличить ресурс ее работы и, соответственно, ресурс рентгеновской трубки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Рентгеновская трубка | 1979 |
|
SU824341A1 |
| ИМПУЛЬСНАЯ РЕНТГЕНОВСКАЯ ТРУБКА | 2011 |
|
RU2459307C1 |
| ТОЧЕЧНЫЙ ВЫСОКОИНТЕНСИВНЫЙ ИСТОЧНИК РЕНТГЕНОВСКОГО ИЗЛУЧЕНИЯ | 1999 |
|
RU2161843C2 |
| ИМПУЛЬСНАЯ РЕНТГЕНОВСКАЯ ТРУБКА | 2022 |
|
RU2792844C1 |
| РЕНТГЕНОВСКАЯ ТРУБКА | 2002 |
|
RU2237944C2 |
| ИМПУЛЬСНАЯ РЕНТГЕНОВСКАЯ ТРУБКА | 2008 |
|
RU2384912C1 |
| Микрофокусная рентгеновская трубка | 2016 |
|
RU2645749C2 |
| ИМПУЛЬСНАЯ РЕНТГЕНОВСКАЯ ТРУБКА | 1999 |
|
RU2160480C1 |
| РЕНТГЕНОВСКАЯ ТРУБКА | 2005 |
|
RU2303828C2 |
| Микрофокусная рентгеновская трубка прострельного типа с высоким уровнем рассеиваемой на аноде мощности | 2017 |
|
RU2653508C1 |
Изобретение относится к ускорительной технике и может быть использована при разработке импульсных рентгеновских трубок, предназначенных для облучения медицинских или промышленных объектов. Технический результат - уменьшение механических напряжений в материале мишени. Способ изготовления прострельной мишени импульсной рентгеновской трубки заключается в том, что используют металлическую фольгу из металла с большим атомным номером, на поверхности фольги выполняют элементы, имеющие возможность растяжения или сжатия за счет деформаций изгиба фольги. В устройстве мишени рентгеновской трубки, выполненной из металлической фольги с большим атомным номером на участке поверхности фольги, расположенном в зоне фокусного пятна, выполнены штампованные выступы, высота и максимальный размер в поперечном сечении которых не превышают соответственно 0.2S и 0.3d, где S - величина зазора между катодом и мишенью, d - диаметр фокусного пятна трубки, причем расстояние между выступами не превышает 0.3d или фольга разделена на гофрированные полоски, закрепленные на подложке из материала с малым атомным номером, полоски в плоскости подложки расположены вплотную друг к другу, высота и шаг гофр не превышают соответственно 0.2S и 0.2d, где S - величина зазора между катодом и мишенью, d - диаметр фокусного пятна трубки, ширина полосок не превышает 2 мм. 3 н.п. ф-лы, 4 ил.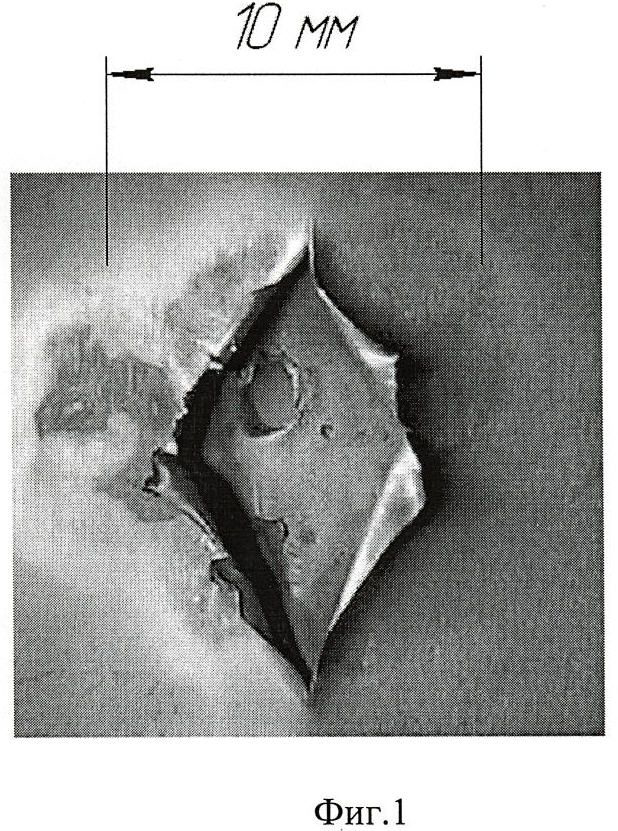
1. Способ изготовления прострельной мишени рентгеновской трубки, заключающийся в том, что используют металлическую фольгу из металла с большим атомным номером, отличающийся тем, что на поверхности фольги выполняют элементы, имеющие возможность растяжения или сжатия за счет деформаций изгиба фольги.
2. Прострельная мишень рентгеновской трубки, выполненная из металлической фольги с большим атомным номером, отличающаяся тем, что на участке поверхности фольги, расположенном в зоне фокусного пятна, выполнены штампованные выступы, высота и максимальный размер в поперечном сечении которых не превышают соответственно 0,2S и 0,3d, где S - величина зазора между катодом и мишенью, d - диаметр фокусного пятна трубки, причем расстояние между выступами не превышает 0,3d.
3. Прострельная мишень рентгеновской трубки, содержащая металлическую фольгу с большим атомным номером, отличающаяся тем, что фольга разделена на гофрированные полоски, закрепленные на подложке из материала с малым атомным номером, полоски в плоскости подложки расположены вплотную друг к другу, высота и шаг гофр не превышают соответственно 0,2S и 0,2d, где S - величина зазора между катодом и мишенью, d - диаметр фокусного пятна трубки, ширина полосок не превышает 2 мм.
| ПТЭ, №6, 1972, с.198 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ МИШЕНИ ДЛЯ РЕНТГЕНОВСКОЙ ТРУБКИ | 1995 |
|
RU2094898C1 |
| ИМПУЛЬСНАЯ ТРУБКА | 1998 |
|
RU2145748C1 |
| РЕНТГЕНОВСКАЯ ТРУБКА | 2005 |
|
RU2308781C2 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| ТРАНСПОРТИРУЮЩИЙ ЦИЛИНДР К АППАРАТАМ ЖИДКОСТНОЙ ОБРАБОТКИ ДВИЖУЩЕГОСЯ ТЕКСТИЛЬНОГО МАТЕРИАЛА | 2005 |
|
RU2298601C1 |

