Изобретение относится к рентгенотехнике, конкретно к способам изготовления наиболее ответственного узла рентгеновской трубки вращающегося анода или его части металлической мишени.
Известен способ изготовления комбинированных анодов для мощных рентгеновских трубок (авт.св. N 392828, кл. H 01 J 35/08, 1980). Способ заключается в нанесении покрытия из вольфрамрениевого сплава на молибденовую основу. Поверхностный слой наносят путем многократного вакуумного направления вольфрамрениевого сплава при толщине каждого слоя 0,2 1,0 мм.
Однако при реализации данного способа происходит взаимное перемешивание контактирующих металлов, приводящее к загрязнению рабочего вольфрамрениевого слоя молибденом.
Наличие молибдена в рабочем слое приводит к тому, что при нагреве мишени в процессе эксплуатации молибден испаряется, давление внутри рентгеновской трубки возрастает, возможна реализация электрического пробоя. Все сказанное выше приводит к снижению надежности работы трубки.
Наиболее близким по технической сущности к заявляемому является способ изготовления рентгеновской трубки с вращающимся анодом (патент Великобритании N 1395138, кл. H 01 J 35/10, 1975). Способ выбран в качестве прототипа. Способ включает изготовление анода из сплава на основе молибдена, к которому область мишени, бомбардируемая электронами, прикрепляется при помощи ударной сварки. Область бомбардируемая электронами, изготавливается из сплава на основе вольфрама с добавками рения и тантала.
Недостатком такого способа изготовления металлического диска анода является следующее: так как сплавы вольфрама хрупки, это, с одной стороны, может привести к образованию трещин в вольфрамовом диске в момент его закрепления на молибденовом основании, с другой стороны, при ударной сварке соединение осуществляется на уровне схватывания и в процессе эксплуатации, когда анод подвергается термоциклическим воздействиям, возникающие напряжения могут вызвать хрупкое разрушение места соединения вольфрамового диска с молибденовым основанием.
Наличие дефектов и низкое качество соединения снижают надежность и качество работы мишени.
В основу изобретения положена задача качественного бездефектного соединения вольфрамового диска к молибденовому корпусу, что повышает надежность работы мишени рентгеновской трубки.
Поставленная задача решается за счет того, что в способе изготовления металлической мишени для рентгеновской трубки, включающем изготовление корпуса из сплава на основе молибдена, изготовление кольцевого диска из сплава на основе вольфрама и соединение корпуса с диском, соединение осуществляют сваркой-пайкой кольцевыми швами, причем первым и вторым швами соединяют соответственно наружную боковую поверхность и внутреннюю поверхность отверстия кольцевого диска с поверхностью корпуса, на которой размещен диск, третьим швом соединяют поверхности диска и корпуса в зоне их контакта по всей площади прилегания, причем шов формируют расплавлением металла корпуса со стороны, противоположной поверхности контакта с диском. Кроме того, диск с конической разделкой кромок располагают в выемке корпуса, по краям которой формируют буртики, а в процессе формирования первого и второго швов заполняют полученные разделки расплавлением буртиков корпуса.
Возможность решения поставленной задачи обусловлена тем, что сведена к минимуму величина растягивающих напряжений, воздействующих на вольфрамовый диск в процессе соединения. Рабочая поверхность вольфрамового диска не имеет включений молибдена; кроме того, осуществляется надежный теплоотвод от вольфрамового диска к корпусу по сварному шву.
Наличие отличительных признаков позволяет сделать вывод о соответствии заявляемого технического решения критерию "новизна".
В процессе поиска не выявлено технических решений, содержащих признаки, сходные с отличительными признаками заявляемого решения, что позволяет сделать вывод о соответствии заявляемого способа критерию "изобретательский уровень".
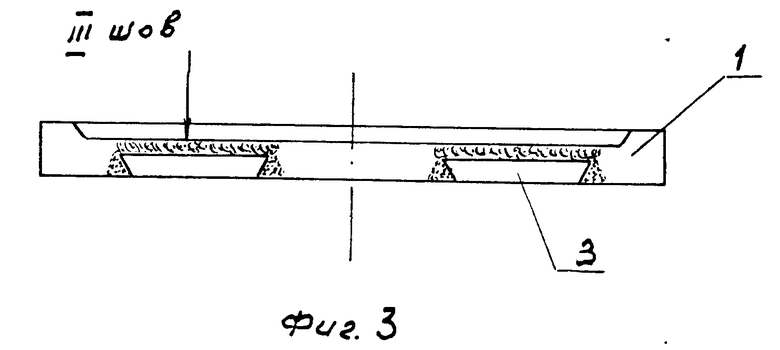
На фиг. 1 3 приведена схема поэтапной реализации способа: на фиг. 1 - первый шов; на фиг. 2 второй шов; на фиг. 3 третий шов.
Способ реализуется следующим образом.
Корпус 1 из молибденового сплава, в кольцевую проточку 2 которого уложен диск 3 из вольфрамового сплава, устанавливают во вращающуюся оправку (не показана). Оправку помещают в вакуумную камеру электронно-лучевой сварочной установки, откачивают камеру для рабочего остаточного давления, включают сварочную установку. Сначала при вращении сборки осуществляют точечную прихватку по большому диаметру диска, соединяя наружную кромку 4 диска 3 с корпусом 1, затем выполняют сплошной шов при реализации процесса сварко-пайки. Буртик 5 из молибдена расплавляется и расплав молибдена заполняет полость в виде конусного щелевого зазора между буртиком 5 и боковой поверхностью 4 вольфрамового диска 3.
После завершения первого кольцевого шва выполняют второй шов по малому диаметру диска, который соединяет внутреннюю боковую поверхность диска с корпусом мишени.
Затем выключают сварочную установку, открывают вакуумную камеру, устанавливают сборку в прежней оправке донной частью корпуса вверх, закрывают камеру, откачивают давление до рабочего уровня; включают установку и, при вращении сборки, прогревают, а затем переплавляют материал корпуса в зоне контакта с торцевой частью диска по всей площади прилегания. Процесс сварко-пайки образует шов между корпусом и диском по всей площади контакта, замыкая с его помощью первый и второй швы.
При отработке в корпус 1 из молибдена диаметром 100 мм устанавливали в специально выполненную канавку 2 диск 3 с отверстием из вольфрамового сплава с наружным диаметром 76 мм и внутренним диаметром 36 мм. На наружной и внутренней боковых поверхностях выполнены скосы. Буртик 5 у корпуса выполняли высотой 1 мм. Первый шов осуществляли при остаточном давлении 10-5 мм рт.ст. токе сварки 20 мА, напряжении 6 кВ. Скорость вращения сборки 25 об/с. Второй шов реализован при тех же значениях технологических параметров. Третий шов выполняли при J 22 мА; U 60 кВ. Полученная мишень не имела дефектов в зоне швов, напряжения растяжения в вольфрамовом диске сведены к минимуму за счет определенной последовательности осуществления швов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВРАЩАЮЩИЙСЯ АНОД РЕНТГЕНОВСКОЙ ТРУБКИ | 1995 |
|
RU2079180C1 |
| ВРАЩАЮЩИЙСЯ АНОД РЕНТГЕНОВСКОЙ ТРУБКИ | 1992 |
|
RU2022394C1 |
| СПОСОБ ПАЙКИ КОНСТРУКЦИЙ ТЕЛЕСКОПИЧЕСКОГО ТИПА | 1996 |
|
RU2120361C1 |
| БАТАРЕЯ ТОПЛИВНЫХ ЭЛЕМЕНТОВ | 1995 |
|
RU2084053C1 |
| СПОСОБ ГАЗОВОЙ ДЕТОНАЦИОННОЙ ШТАМПОВКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1995 |
|
RU2106218C1 |
| ГЕНЕРАТОР ИМПУЛЬСОВ ВЫСОКОГО НАПРЯЖЕНИЯ | 1995 |
|
RU2115226C1 |
| ИМПУЛЬСНАЯ ТРУБКА | 1998 |
|
RU2145748C1 |
| СПОСОБ ДИНАМИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1997 |
|
RU2124416C1 |
| ИМПУЛЬСНАЯ РЕНТГЕНОВСКАЯ ТРУБКА | 1999 |
|
RU2160480C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛАЗМЫ | 1994 |
|
RU2084086C1 |

Использование: при изготовлении анодов рентгеновских трубок для диагностических медицинских аппаратов. Цель: качественное бездефектное соединение вольфрамового диска с молибденовым корпусом, что повышает надежность работы рентгеновской трубки. Сущность изобретения: корпус из молибденового сплава соединяют сварко-пайкой с кольцевым диском из вольфрамового сплава при последовательной реализации трех кольцевых швов. 3 ил.
Способ изготовления металлической мишены для рентгеновской трубки, включающий изготовление корпуса из сплава на основе молибдена, изготовление кольцевого диска из сплава на основе вольфрама и соединение корпуса с диском, отличающийся тем, что соединение осуществляют сварко-пайкой кольцевыми швами, первым и вторыми швами соединяют соответственно наружную боковую поверхность и внутреннюю боковую поверхность отверстия кольцевого диска с поверхностью корпуса, на которой размещен диск, третьим швом соединяют поверхности диска и корпус в зоне их контакта по всей площади прилегания, причем шов формируют расплавлением металла корпуса со стороны, противоположной поверхности контакта с диском, при этом диск с коническим скосом торца располагают в выемке корпуса, по краям которой формируют буртики, а в процессе формирования первого и второго швов заполняют полости между скосом торца и стенкой выемки корпуса расплавлением буртиков корпуса.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления комбинированных анодов | 1970 |
|
SU392828A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ получения N -замещенных-N-(дихлорацетил)глицинамидов | 1984 |
|
SU1395138A3 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
