Изобретение относится к средствам для соединения пластиковых материалов, в частности к электрическим средствам для нагрева инструмента для резки или запаивания пластиковых элементов, полимерных магистралей для пластиковых контейнеров. В частности - к устройству, пригодному для расплавления и резки полимерных магистралей, к устройству сварки магистралей друг с другом в стерильных условиях.
Из уровня техники известны используемые в качестве контейнеров пластмассовые стерильные мешки (пакеты) для хранения препаратов крови, выпускаемые заводом "Синтез", г.Курган или фирмы Hambro.
В качестве эластичных трубок (магистралей) для соединения таких контейнеров используются выпускаемые серийно полихлорвиниловые трубки. Термоэлементы, в зависимости от задаваемой температуры нагрева, могут быть выполнены в виде обычного нагревательного элемента (например, спирали) или с использованием термоэлектрических элементов типа "Пельтье". Питание термоэлементов осуществляется от интегрального стабилизатора, выполненного, например, на микросхемах серии 142 и двухсоставных транзисторах.
Известно также устройство для соединения ряда пластиковых труб друг с другом путем нагрева и плавления концов стерильных труб (US 4507119), содержащее платину - элемент нагревателя формы пластины, подвижно расположенный между прочими блоками устройства так, чтобы иметь возможность отрезать трубы или соединить расплавленные концы труб вместе. Нагревательный элемент в соединительном устройстве этого типа представляет собой резистор, расположенный между свернутыми металлическими пластинами, имеющими слои изоляции (клейкие слои). Когда резистор запитан электричеством, он вырабатывает тепло так, чтобы весь объем металлической пластины был прогрет US 4501951). Недостатком такой платины является то, что при эксплуатации она заметно деформируется и ширина резистора также изменяется. Таким образом, сопротивление резистора не может быть стабильным. Кроме того, поверхность нагревательного элемента постоянно пачкается расплавленной пластиковой смолой труб или кровью, содержащейся в трубах контейнеров. Таким образом, разработка одноразовых пластин является достаточно серьезной задачей.
Наиболее близким к заявленному является устройство - пластина (Heater element for a tube connecting device), описанная в европейском патентном документе ЕР 0571978 - прототип. В этом документе описана пластина устройства для стерильного соединения (сварки) полимерных магистралей из термопластичных материалов полимерных контейнеров, выполненная в виде одноразового термоэлектрического элемента из листовой меди, на внутренней поверхности которой нанесен слой полимера, а поверх него - электропроводящий состав в виде меандра.
Недостатком известной пластины является низкое качество по прочностным свойствам термоотверждаемого состава, что устраняется в заявленном изобретении за счет того, что электропроводящий слой выполнен из электропроводящего термоотверждаемого состава на основе никеля. Причем именно размерные параметры этого слоя обеспечивают достигаемый технический результат по повышению прочностных и проводящих свойств, а именно: слой выполняют толщиной 30-50 мкм и с шириной линии меандра - 420-440 мкм.
Технический результат достигается за счет того, что многослойная пластина устройства для стерильного соединения термопластичных полимерных магистралей полимерных контейнеров, выполненная в виде одноразового термоэлектрического элемента из листовой меди размером 35×25 мм и толщиной 100 мкм и содержащая сплошной диэлектрический слой полимера толщиной 18-19 мкм и слой электропроводящего состава в виде меандра, характеризуется тем, что электропроводящий слой выполнен из электропроводящего термоотверждаемого состава на основе никеля толщиной 30-50 мкм и с шириной линии меандра - 420-440 мкм.
Кроме того, диэлектрический слой выполнен из термостойкого теплопроводящего полимера, и пластина обеспечивает работу при сопротивлении цепи около 9,50 м.
В отличие от известной пластины заявленное изобретение характеризуется тем, что электропроводящий состав на основе никеля нанесен с толщиной слоя 30-50 мкм и шириной линии 420-440 мкм.
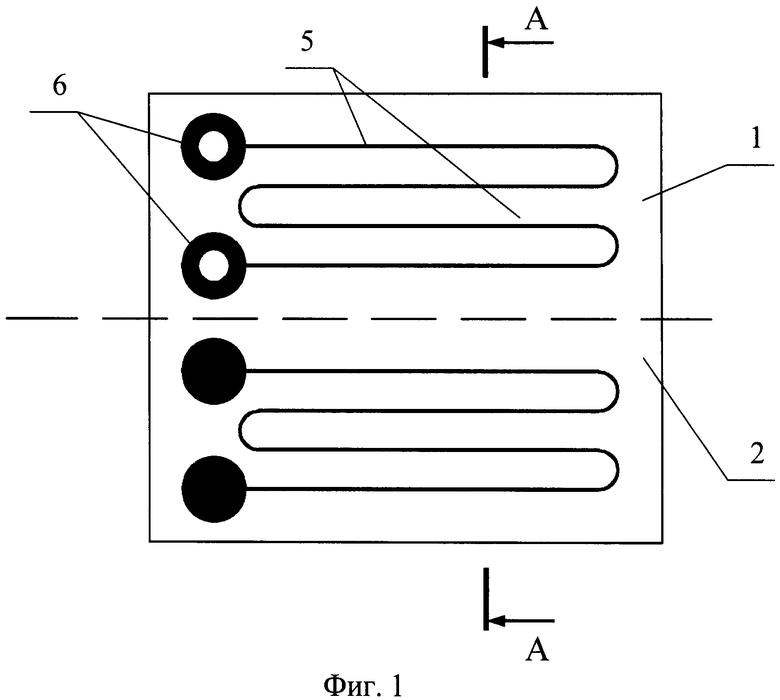
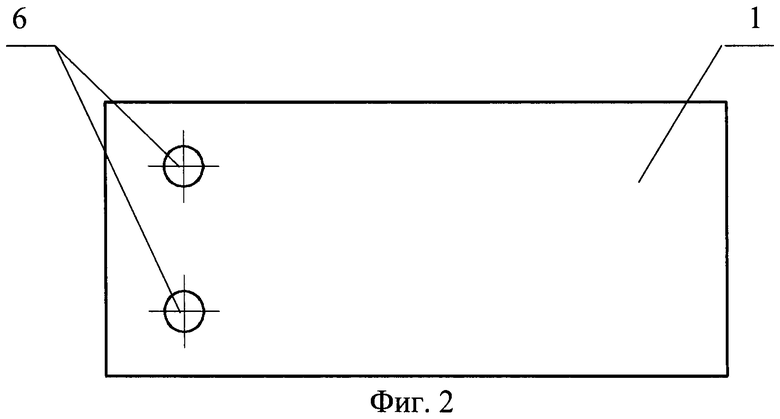
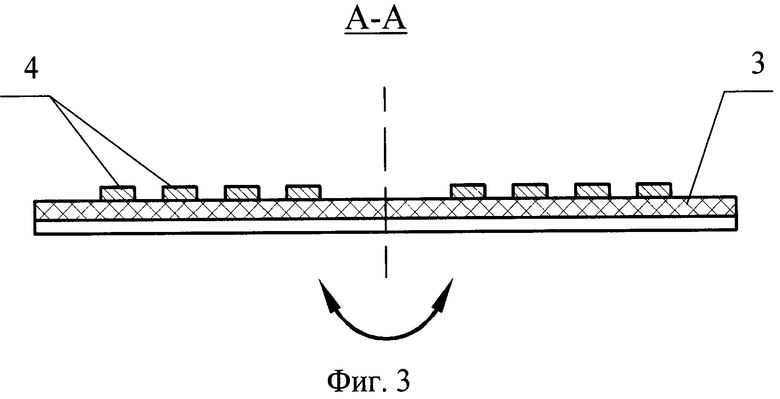
Пластина изображена на фигурах 1 (в развороте), 2 (в сборе), 3 (сечение А-А фигуры 1), со следующими позициями:
1 - пластина,
2 - внутренняя шероховатая поверхность,
3 - слой диэлектрического термостойкого теплопроводящего полимера,
4 - электропроводящий термоотверждаемый состав на основе никеля в виде меандра,
5 - линии меандра,
6 - отверстия для подвода электричества, Штриховой линией показана линия сгиба.
Технологию изготовления пластин можно поэтапно описать следующим образом:
1. Нанесение на фольгу слоя диэлектрического термостойкого теплопроводящего полимера, сушка фольги.
2. Нарезка заготовок фольги на продольно-поперечном резательном станке.
3.Трафаретная печать электропроводящего термоотверждаемого состава на основе никеля в виде меандра.
4. Конвекционная сушка заготовок после трафаретной печати.
5. Разделение групповой заготовки с нанесенным рисунком нагревателя на полосы, вырубка отверстий и гибка полос.
6. Окончательная вырубка деталей с формированием уголка и прессование изделий на нагревательном столе.
7. Электроконтроль готовых нагревательных элементов.
8. Комплектация и упаковка нагревательных элементов.
Готовые пластины укладываются в кассеты по 70 шт. в каждую.
Такая пластина является одним из основных элементов устройства для стерильного разреза магистралей полимерных контейнеров термоэлектрического модуля, использующего одноразовый термоэлектрический элемент (ТЭ) - сваривающую пластину.
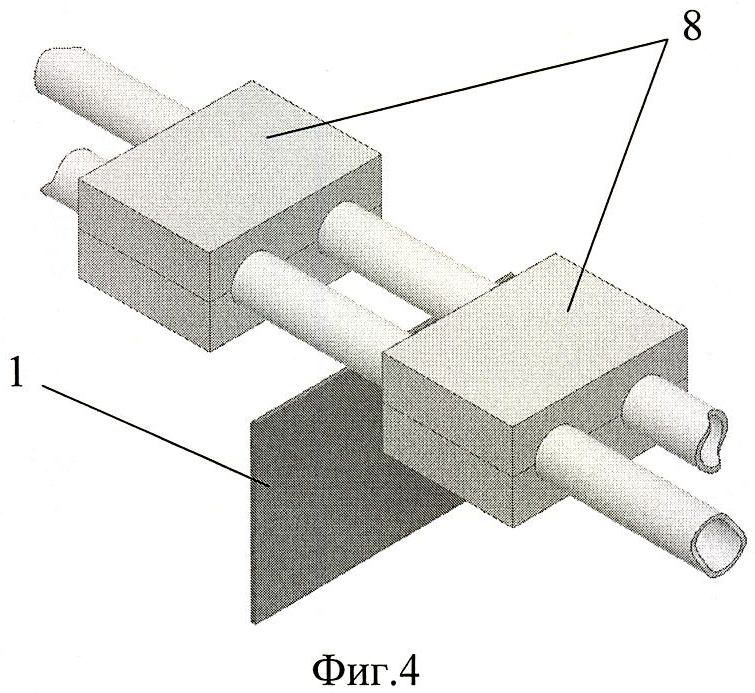
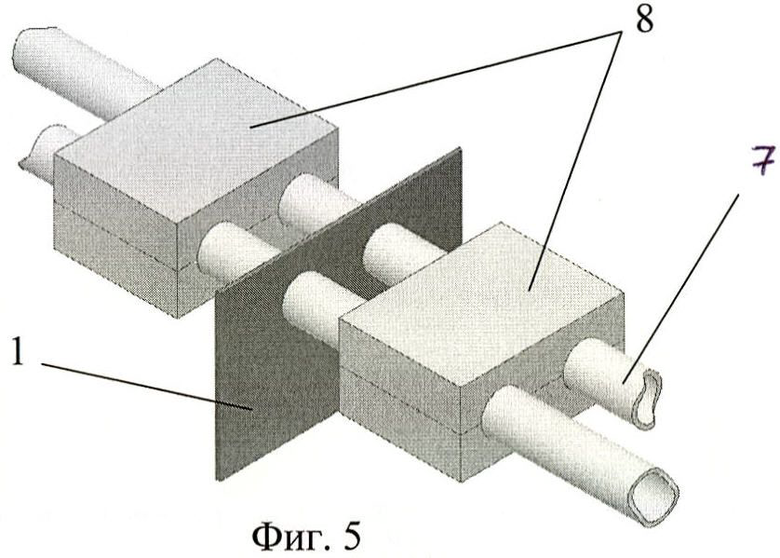
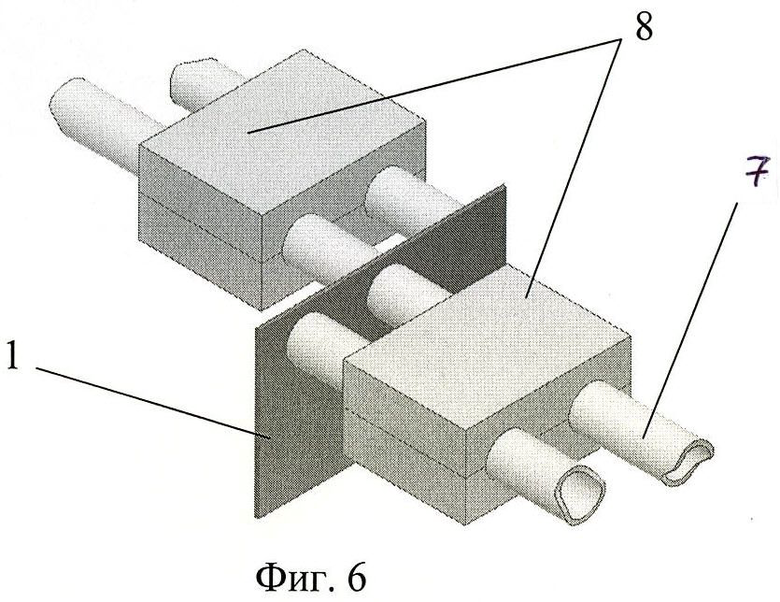
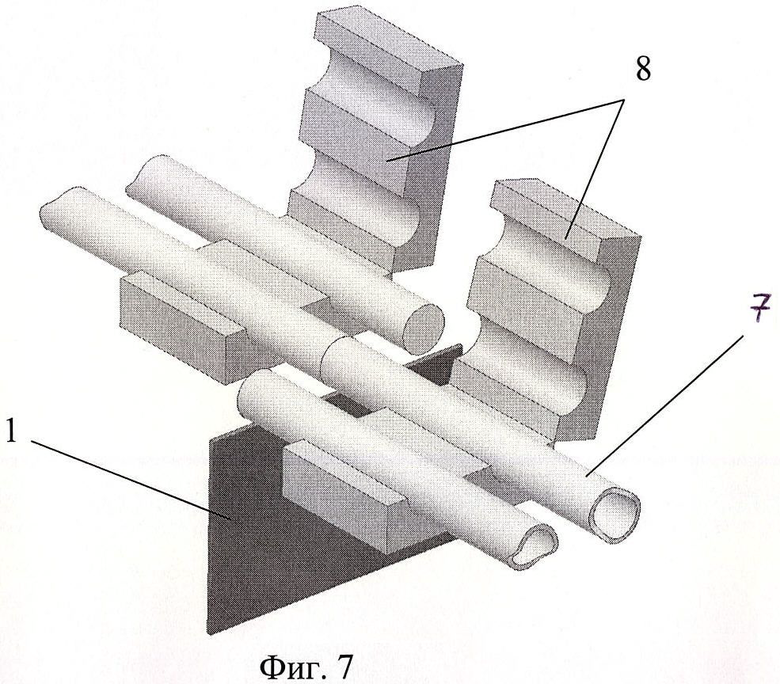
Работа пластины описана в технологическом процессе стерильного соединения магистралей из термопластичных материалов и поэтапно показана схематично на фигурах 4, 5, 6, 7, где позициями показаны 1-пластины, 7 - магистрали, 8 - направляющие.
При этом показаны этапы:
Фиг.4 - укладка магистралей в направляющие и нагрев сваривающей пластины до 300°С.
Фиг.5 - подвод пластины к магистралям, их расплавление, разрезание магистралей.
Фиг.6 - сдвижение зажима в горизонтальной плоскости до совмещения соединяемых магистралей.
Фиг.7 - отвод сваривающей пластины, сближение и сваривание магистралей.
Проведенные испытания показали более лучшие прочностные и электропроводящие свойства предлагаемой пластины по сравнению со всеми известными аналогами, т.е. обеспечение достижения технического результата.
Изобретение относится к средствам для соединения пластиковых материалов, в частности к электрическим средствам для нагрева инструмента для резки или запаивания пластиковых элементов, полимерных магистралей для пластиковых контейнеров. В частности - к устройству, пригодному для расплавления и резки полимерных магистралей, к устройству сварки магистралей друг с другом, в стерильных условиях. Многослойная пластина устройства для стерильного соединения термопластичных полимерных магистралей полимерных контейнеров выполнена в виде одноразового термоэлектрического элемента из листовой меди. Размер ее 35×25 мм при толщине 100 мкм. Пластина содержит сплошной диэлектрический слой полимера толщиной 18-19 мкм и слой электропроводящего состава в виде меандра. Электропроводящий слой выполнен из электропроводящего термоотверждаемого состава на основе никеля толщиной 30-50 мкм и с шириной линии меандра - 420-440 мкм. Диэлектрический слой выполнен из термостойкого теплопроводящего полимера. Пластина обеспечивает работу при сопротивлении цепи около 9,50 м. Техническим результатом изобретения является обеспечение термоотверждаемого состава с высокими прочностными и проводящими свойствами. 2 з.п. ф-лы, 7 ил.
1. Многослойная пластина устройства для стерильного соединения термопластичных полимерных магистралей полимерных контейнеров, выполненная в виде одноразового термоэлектрического элемента из листовой меди размером 35×25 мм и толщиной 100 мкм и содержащая сплошной диэлектрический слой полимера толщиной 18-19 мкм и слой электропроводящего состава в виде меандра, отличающаяся тем, что электропроводящий слой выполнен из электропроводящего термоотверждаемого состава на основе никеля толщиной 30-50 мкм и с шириной линии меандра 420-440 мкм.
2. Многослойная пластина по п.1, отличающаяся тем, что диэлектрический слой выполнен из термостойкого теплопроводящего полимера.
3. Многослойная пластина по любому из пп.1 или 2, отличающаяся тем, что обеспечивает работу при сопротивлении цепи около 9,5 Ом.
| ЕР 0571978 А1, 01.12.1993 | |||
| US 4501951 А, 26.02.1985 | |||
| US 4507119 А, 26.03.1985 | |||
| Покрытие из термоусаживающейся полиэтиленовой пленки | 1979 |
|
SU1482513A3 |
| ПЛАСТМАССОВОЕ МНОГОСЛОЙНОЕ ФОРМОВАННОЕ ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ПУТЕМ СВАРКИ В ЭЛЕКТРОМАГНИТНОМ ПЕРЕМЕННОМ ПОЛЕ | 2006 |
|
RU2428312C2 |

