ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к абсорбирующему изделию, к способам и устройствам для изготовления абсорбирующего изделия, а более конкретно - к способам и устройствам для изготовления одноразового абсорбирующего изделия с абсорбирующим зернистым полимерным материалом, такого как подгузник.
УРОВЕНЬ ТЕХНИКИ
Абсорбирующие изделия, такие как одноразовые подгузники, тренировочные трусы, изделия для взрослых, страдающих недержанием мочи, гигиенические изделия и другие подобные изделия, абсорбируют и удерживают телесные экссудаты. Они предназначены для предотвращения загрязнения, увлажнения и другого воздействия телесными экссудатами на одежду и другие изделия, такие как спальные принадлежности, которые контактируют с пользователем. Одноразовое абсорбирующее изделие, такое как одноразовый подгузник, может носиться несколько часов в сухом состоянии или в наполненном мочой состоянии. Соответственно, принимаются усилия для совершенствования подгонки абсорбирующего изделия и создания комфорта для пользователя, когда изделие сухое и когда оно полностью или частично наполнено жидкими экссудатами, при сохранении и улучшении абсорбирующих и удерживающих функций изделия.
Некоторые абсорбирующие изделия, подобные подгузникам, содержат абсорбирующий полимерный материал (также известный как суперабсорбирующий полимер), такой как абсорбирующий зернистый полимерный материал.
Абсорбирующий зернистый полимерный материал поглощает жидкость и набухает, поэтому может быть более эффективным, когда расположен в абсорбирующем изделии в определенном узоре или конфигурации, предназначенной для оптимальной впитывающей способности, подгонки и/или комфорта. Таким образом, для абсорбирующего зернистого полимерного материала желательно оставаться в предназначенном для него местоположении в абсорбирующем изделии, и по этой причине абсорбирующий зернистый полимерный материал желательно закрепить в абсорбирующем изделии так, чтобы абсорбирующий зернистый полимерный материал оставался закрепленным, когда абсорбирующее изделие сухое и когда оно влажное.
В добавлении к функции впитывания, для абсорбирующих изделий, таких как подгузники, может желательно быть тонкими и гибкими для легкости и комфортности использования и для более удобной и аккуратной упаковки и хранения. Для абсорбирующих изделий, которые могут часто использоваться в больших количествах, может также желательно быть недорогими. Некоторые способы фиксирования абсорбирующего зернистого полимерного материала в абсорбирующем изделии предусматривают добавление объема абсорбирующему изделию и поэтому увеличивают толщину, уменьшают гибкость и/или увеличивают стоимость абсорбирующего изделия. Другие технологии фиксирования абсорбирующего зернистого полимерного материала в абсорбирующем изделии не могут быть так же эффективными в сохранении закрепления, когда абсорбирующее изделие влажное, по сравнению с закреплением, когда абсорбирующее изделие сухое. Таким образом, остается необходимость в тонком, гибком и/или недорогом абсорбирующем изделии, содержащим абсорбирующий зернистый полимерный материал с улучшенным закреплением полимерного материала в сухом и влажном состоянии изделия.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение направлено на решение одной или более описанных выше проблем и раскрывает способ изготовления одноразового абсорбирующего изделия, в соответствии с которым абсорбирующий зернистый полимерный материал наносят из множества емкостей печатающего валика на подложку, расположенную на решетке поддержки, которая включает множество поперечных планок, проходящих по существу параллельно и разнесенных друг от друга так, чтобы формировать каналы, проходящие между множеством поперечных планок. Множество емкостей в первой периферической поверхности могут быть скомпонованы в матрицу, включающую ряды, проходящие по существу параллельно и разнесенные друг от друга. Поддержка и печатающий валик размещены так, что множество поперечных планок по существу параллельны рядам множества емкостей, а абсорбирующий зернистый полимерный материал наносят на подложку узором, так что абсорбирующий зернистый полимерный материал наносится рядами на первой подложке, сформированными между первым множеством поперечных планок. Термопластичный адгезивный материал может быть нанесен на абсорбирующий зернистый полимерный материал и подложку, чтобы покрыть абсорбирующий зернистый полимерный материал на подложке и сформировать абсорбирующий слой.
Согласно другому аспекту настоящего изобретения устройство для изготовления одноразового абсорбирующего изделия содержит бункер для абсорбирующего зернистого полимерного материала, поддержку, включающую решетку, печатающий валик и устройство для нанесения термопластичного адгезивного материала. Поддержка может содержать решетку, включающую множество поперечных планок, проходящих по существу параллельно и разнесенных друг от друга так, чтобы формировать каналы, проходящие между множеством поперечных планок. Печатающий валик сконструирован для получения абсорбирующего зернистого полимерного материала из бункера для абсорбирующего зернистого полимерного материала и имеет периферическую поверхность и множество емкостей в периферической поверхности, скомпонованных в матрицу, включающую ряды, проходящие по существу параллельно и разнесенные друг от друга. Поддержка и печатающий валик размещены так, что множество поперечных планок по существу параллельны рядам множества емкостей в периферической поверхности, так что, когда печатающий валик вращается, множество резервуаров валика получают абсорбирующий зернистый полимерный материал из бункера для абсорбирующего зернистого полимерного материала и наносят абсорбирующий зернистый полимерный материал на подложку узором так, что абсорбирующий зернистый полимерный материал наносится рядами на первой подложке, сформированными между первым множеством поперечных планок. Устройство для нанесения термопластичного адгезивного материала может наносить этот материал на абсорбирующий зернистый полимерный материал и подложку и формировать абсорбирующий слой.
Согласно еще одному аспекту настоящего изобретения одноразовое абсорбирующее изделие может содержать каркас, включающий верхний слой и тыльный слой и по существу свободное от целлюлозы абсорбирующее тело, расположенное между верхним слоем и тыльным слоем. Абсорбирующее тело может иметь продольную ось, и может включать первый и второй абсорбирующие слои. Первый абсорбирующий слой может включать первую подложку, второй абсорбирующий слой может включать вторую подложку. Первый и второй абсорбирующие слои могут включать абсорбирующий зернистый полимерный материал, расположенный на первой и второй подложках, а термопластичный адгезивный материал может покрывать абсорбирующий зернистый полимерный материал на соответствующей первой и второй подложках. Абсорбирующий зернистый полимерный материал может быть расположен на первой и второй подложках в соответствующих узорах, каждый узор может включать ряды абсорбирующего зернистого полимерного материала, разнесенные друг от друга, проходящие по существу перпендикулярно к продольной оси, и соединительные участки, проходящие между рядами и проходящие по существу перпендикулярно к продольной оси. Первый и второй абсорбирующие слои могут быть объединены так, что по меньшей мере часть термопластичного адгезивного материала первого абсорбирующего слоя контактирует по меньшей мере с частью термопластичного адгезивного материала второго абсорбирующего слоя, абсорбирующий зернистый полимерный материал может быть расположен между первой и второй подложками по площади абсорбирующего зернистого полимерного материала, абсорбирующий зернистый полимерный материал может быть по существу непрерывно распределен по площади абсорбирующего зернистого полимерного материала, а соответствующие узоры могут быть смещены относительно друг друга так, что ряды обоих узоров по существу параллельны друг другу и ряды одного узора размещены между рядами другого узора. Другие свойства и преимущества настоящего изобретения будут видны из нижеследующего детального описания, рисунков и формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На фиг.1 показан вид сверху на подгузник в соответствии с воплощением настоящего изобретения.
На фиг.2 приведен в поперечном разрезе по линии 2-2 подгузник, показанный на фиг.1;
На фиг.3 показан продольный разрез части слоя абсорбирующего тела в соответствии с одним воплощением настоящего изобретения.
На фиг.4 изображен продольный разрез части слоя абсорбирующего тела в соответствии с другим воплощением настоящего изобретения.
На фиг.5 показан вид сверху слоя абсорбирующего тела, изображенного на фиг.3.
На фиг.6 изображен вид сверху второго слоя абсорбирующего тела в соответствии с воплощением настоящего изобретения.
На фиг.7 показан продольный разрез части абсорбирующего тела, включающего комбинацию первого и второго слоев абсорбирующего тела, показанных на фиг.5 и фиг.6.
На фиг.8 изображен вид сверху абсорбирующего тела, показанного на фиг.7.
На фиг.9 схематически показан реометр.
На фиг.10 схематически изображен процесс изготовления абсорбирующего тела в соответствии с воплощением настоящего изобретения.
На фиг.11 изображен поперечный разрез части оборудования для изготовления абсорбирующего тела в соответствии с воплощением настоящего изобретения.
На фиг.12 приведен вид в аксонометрии поддерживающего валика, показанного на фиг.11.
На фиг.13 изображен вид в аксонометрии на решетку, формирующую часть поддерживающего валика, показанного на фиг.12.
На фиг.14 показан вид в аксонометрии печатающего валика, изображенного на фиг.11.
На фиг.15 показан вид сверху на участок печатающего валика, изображенного на фиг.14, показывающий емкости для абсорбирующего зернистого полимерного материала.
На фиг.16 изображен вид сверху на участок альтернативного варианта печатающего валика, показывающий емкости для абсорбирующего зернистого полимерного материала.
На фиг.17 показан вид сверху на участок альтернативного варианта печатающего валика, показывающий емкости для абсорбирующего зернистого полимерного материала.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Как сформулировано выше, настоящее изобретение охватывает способ изготовления абсорбирующего изделия, включающего абсорбирующий зернистый полимерный материал, расположенный на подложке, устройство для осуществления способа и изготавливаемое абсорбирующее изделие. Различные воплощения такого способа, устройства и абсорбирующего изделия раскрыты ниже после следующих определений.
Определения
Термин «абсорбирующее изделие» относится к устройствам, которые удерживают телесные экссудаты, и более конкретно, относится к устройствам, которые расположены напротив или в непосредственной близости от тела пользователя, для того чтобы абсорбировать и удерживать различные экссудаты, выделяемые телом. Абсорбирующие изделия могут включать подгузники, обучающие трусы, трусы и нижнее белье для страдающих недержанием, женские гигиенические изделия, грудные подушки, подстилки для ухода, детские нагрудники, раневые перевязочные материалы и тому подобные. Абсорбирующие изделия могут также включать очищающие средства для пола, изделия для пищевой промышленности и тому подобные. Используемый здесь термин «телесные жидкости» или «телесные экссудаты» включает, но не ограничивает, мочу, кровь, вагинальные выделения, грудное молоко, пот и фекальные массы.
Термин «абсорбирующее тело» относится к структуре, обычно расположенной между верхним и тыльным слоем абсорбирующего изделия и удерживающей жидкость, поступившую в абсорбирующее изделие, и может включать одну или более подложек, абсорбирующий полимерный материал, расположенный на одной или более подложках, и термопластичную композицию на абсорбирующем зернистом полимерном материале и по меньшей мере на части одной или более подложек для закрепления абсорбирующего зернистого полимерного материала на одной или более подложках. В случае многослойного абсорбирующего тела оно включает покрывающий слой. Одна или более подложек и покрывающий слой могут включать нетканый материал. Далее, абсорбирующее тело по существу свободно от целлюлозы. Абсорбирующее тело не включает собирающую систему, верхний слой или тыльный слой абсорбирующего изделия. В определенных воплощениях изобретения абсорбирующее тело может содержать по существу одну или более подложек, абсорбирующий полимерный материал, термопластичную композицию и предпочтительно покрывающий слой.
Термины «абсорбирующий полимерный материал», «абсорбирующий желирующий материал», «AGM», «суперабсорбент» и «суперабсорбирующий материал» использованы здесь попеременно и означают поперечно сшитые полимерные материалы, которые могут абсорбировать по меньшей мере в 5 раз больше собственного веса водный 0,9% солевой раствор, измеренный с использованием теста центрифугальной удерживающей способности (Edana 441.2-01 - European Disposables and Nonwovens Association - Европейская ассоциация одноразовых изделий и нетканых материалов).
Термин «абсорбирующий зернистый полимерный материал» использован здесь для обозначения абсорбирующего полимерного материала, который имеет сыпучую форму и подвижен в сухом состоянии.
Термин «площадь абсорбирующего зернистого полимерного материала» использован здесь для обозначения площади абсорбирующего тела, где первая подложка 64 и вторая подложка 72 разделены множеством суперабсорбирующих частиц. На фиг.8 граница площади абсорбирующего зернистого полимерного материала определена периметром перекрывающихся окружностей. Некоторые внешние суперабсорбирующие частицы могут быть снаружи этого периметра между первой подложкой 64 и второй подложкой 72.
Термин «воздушный войлок» использован здесь для обозначения истолченной древесной массы, являющейся формой целлюлозных волокон.
Термины «включают», «включающий» «включает» являются открытыми терминами, каждый определяет присутствие того, что следует за термином, например, компонента, но не исключает присутствие другого, например, элементов, операций, компонентов, известных в данной области техники или здесь раскрытых.
Термин «одноразовый» использован в его обычном значении для обозначения изделия, которое удаляют или выбрасывают после ограниченного числа употреблений в течение различного периода времени, например, не более 20 употреблений, не более 10 употреблений, не более 5 употреблений или не более 2 употреблений.
Термин «подгузник» использован здесь для обозначения изделия, которое обычно носят дети и лица, страдающие недержанием, вокруг нижней части туловища так, что охватывает талию и ноги пользователя, и которое специально приспособлено для приема и удержания мочевых и фекальных выделений. Использованный здесь термин «подгузник» также включает «трусы», которые определены ниже.
Термины «волокно» и «нить» использованы здесь попеременно.
Термин «нетканый материал» означает изготовленной слой, полотно или коврик из направленных или произвольно ориентированных волокон, скрепленных трением и/или когезией и/или адгезией, исключая бумагу и изделия, которые являются сотканными, связанными, стеганными, вязально-прошивными, включающими переплетенные пряди или волокна, или валянные мокрым валянием, дополнительно прошитые или не прошитые. Волокна могут быть натуральными или искусственными, и могут быть штапельными или непрерывными волокнами, или быть сформированы на месте. Коммерчески доступные волокна имеют диаметры, лежащие в интервале от примерно 0,001 мм до примерно 0,2 мм, и поставляются различных видов: короткие волокна (известные как штапельные или прерывистые), непрерывные одиночные волокна (нити или моноволокна), несвитые пучки непрерывных волокон (пакля) и свитые пучки непрерывных волокон (пряжа). Нетканое полотно может быть изготовлено многими процессами, такими, как процесс получения из расплава полимера или процесс получения раздувом полимера, процесс прядения из раствора, процесс электропрядения и процесс прочесывания древесноволокнистой массы. Поверхностная плотность нетканого полотна обычно выражают в граммах на квадратный метр (г/м2).
Термин «трусы» или «тренировочные трусы» использован здесь для обозначения одноразовой одежды, имеющей поясное отверстие и ножные отверстия и разработанной для детей и лиц, страдающих недержанием. Трусы могут быть надеты на пользователя вставлением ног в ножные отверстия и натягиванием трусов в положение вокруг нижней части туловища. Трусы могут быть заранее сформированы любой подходящей техникой, включающей, но не ограниченной, соединение вместе частей изделия, используя многоразовые или одноразовые соединения (например, сшивку, сварку, склейку, когезивное соединение, застежку, и тому подобное). Трусы могут быть заранее сформированы где-нибудь вдоль окружности изделия (например, боковым закреплением, передним поясным закреплением). Несмотря на использованные здесь значения терминов «трусы» или «штаны», трусы также обычно обозначают как «закрытые подгузники», «предварительно скрепленные подгузники», «подгузники без застежек», «тренировочные трусы», «подгузники-трусы». Соответствующие трусы раскрыты в патентах US 5246433, US 5569234, US 6120487, US 6120489, US 4940464, US 5092861, в заявке US 2003/0233082, в патентах US 5897545, US 5958908.
Термин «по существу свободное от целлюлозы» использован здесь для обозначения изделия, такого как абсорбирующее тело, которое содержит меньше 10 мас.% целлюлозных волокон, меньше 5 мас.% целлюлозных волокон, меньше 1 мас.% целлюлозных волокон, не содержит целлюлозных волокон или не более чем не играющее никакой роли количество целлюлозных волокон. Не играющее никакой роли количество целлюлозного материала не влияет на толщину, гибкость или абсорбирующую способность абсорбирующего тела.
Термин «по существу непрерывно распределенный» использован здесь для указания, что на площади абсорбирующего зернистого полимерного материала первая подложка 64 и вторая подложка 72 разделены множеством суперабсорбирующих частиц. Это означает, что на площади абсорбирующего зернистого полимерного материала могут быть незначительные маленькие контактные участки между первой подложкой 64 и второй подложкой 72. Контактные участки между первой подложкой 64 и второй подложкой 72 могут быть преднамеренными или непреднамеренными (например, производственные дефекты), но не формирующими геометрические формы, такие, как имеющие форму подушки, карманы, трубки, стеганые узоры и тому подобное.
Использованный здесь термин «термопластичный адгезивный материал» включает полимерную композицию, с помощью которой волокнам придают форму и прикрепляют к суперабсорбирующему материалу с целью закрепления суперабсорбирующего материала как в сухом, так и во влажном состоянии. Термопластичный адгезивный материал в настоящем изобретении формирует сеть поверх суперабсорбирующего материала.
Термины «толщина» и «размер» использованы здесь попеременно.
Абсорбирующие изделия
На фиг.1 показан вид сверху на подгузник 10 в соответствии с одним из воплощений настоящего изобретения. Подгузник 10 показан в развернутом несжатом состоянии (т.е., без сжатия, вызванного эластичным материалом), при этом участки вырезаны для более ясного показа нижележащей структуры подгузника 10. На фиг.1 часть подгузника, которая контактирует с пользователем, обращена к зрителю. Подгузник 10 обычно включает каркас 12 и абсорбирующее тело 14, расположенное в каркасе.
Каркас 12 подгузника 10 на фиг.1 может включать основу подгузника 10. Каркас 12 может содержать внешний покрывающий слой 16, включающий верхний слой 18, который может быть влагопроницаемым, и/или тыльный слой 20, который может быть влагонепроницаемым. Абсорбирующее тело 14 может быть заключено между верхним слоем 18 и тыльным слоем 20. Каркас 12 может также включать боковые панели 22, эластичные ножные манжеты 24 и эластичную поясную деталь 26.
Ножные манжеты 24 и эластичная поясная деталь 26 могут обычно включать эластичные элементы 28. Одна концевая часть подгузника 10 может быть сформирована как первая поясная область 30 подгузника 10. Противолежащая концевая часть подгузника 10 может быть сформирована как вторая поясная область 32 подгузника 10. Промежуточная часть подгузника 10 может быть сформирована как ластовичная область 34, проходящая в продольном направлении между первой и второй поясными областями 30 и 32. Поясные области 30 и 32 могут включать эластичные элементы, такие, что они будут стягиваться вокруг талии пользователя, обеспечивая улучшенную подгонку и удерживание подгузника. Ластовичная область 34 является той частью подгузника 10, которая при ношении подгузника обычно находится между ног пользователя.
Подгузник 10, показанный на фиг.1, имеет продольную ось 36 и поперечную ось 38. Контур 40 подгузника 10 определен внешними кромками подгузника 10, из которых продольные кромки 42 проходят обычно параллельно продольной оси 36 подгузника 10, а концевые кромки 44 проходят между продольными кромками 42, обычно параллельно поперечной оси 38 подгузника 10. Каркас 12 может содержать скрепляющее устройство, которое может включать по меньшей мере один скрепляющий элемент 46 и по меньшей мере одну приемную площадку 48.
Подгузник 10 может также включать другие элементы, известные в данной области, включая переднюю и заднюю клапанные панели, поясные покрывающие элементы, эластичные элементы для улучшения подгонки, удержания и внешнего вида. Такие дополнительные элементы хорошо известны в производстве подгузников и, например, раскрыты в патентах US 3860003 и US 5151002.
Для того чтобы удерживать подгузник на месте вокруг пользователя, по меньшей мере часть первой поясной области 30 может быть прикреплена скрепляющим элементом 46 по меньшей мере к части второй поясной области 32 для формирования ножных отверстий и пояса изделия.
Будучи скреплено, скрепляющее устройство выдерживает растягивающее усилие вокруг пояса изделия. Скрепляющее устройство может дать возможность пользователю изделия захватить один элемент скрепляющего устройства, такой как скрепляющий элемент 46, и соединить первую поясную область 30 со второй поясной областью 32 по меньшей мере в двух местах. Это может быть достигнуто за счет сцепления элементов скрепляющего устройства.
Согласно одному воплощению изобретения подгузник 10 может иметь многоразовое скрепляющее устройство или, наоборот, быть сформирован в подгузник типа штанов. Когда абсорбирующее изделие является подгузником, он может включать многоразовое скрепляющее устройство, присоединенное к каркасу для закрепления подгузника на пользователе. Когда абсорбирующее изделие выполнено в виде штанов, изделие может включать по меньшей мере две боковые панели, присоединенные к каркасу и друг к другу для формирования штанов. Скрепляющее устройство и другие подобные компоненты могут включать материал, пригодный для такой цели, включая, но не ограничивая, пластмассы, пленки, вспененный материал, нетканый материал, тканый материал, бумагу, слоистый материал, волокна упроченного пластика и тому подобное или их комбинации. В определенных воплощениях изобретения материалы скрепляющего устройства могут быть гибкими. Гибкость может позволить скрепляющему устройству соответствовать форме тела и, таким образом, уменьшить вероятность того, что скрепляющее устройство будет раздражать или ранить кожу пользователя.
Для унитарных абсорбирующих изделий каркас 12 и абсорбирующее тело 14 могут формировать главную структуру подгузника и при добавлении других элементов могут формировать комбинированную структуру подгузника. В то время как верхний слой 18, тыльный слой 20 и абсорбирующее тело 14 могут быть соединены в различные, хорошо известные конфигурации, предпочтительные конфигурации подгузника раскрыты в патентах US 5554145, US 5569234, US 6004306.
Верхний слой 18 на фиг.1 может быть полностью или частично эластичным, или может быть укорочен для создания пустого пространства между верхним слоем 18 и абсорбирующим телом 14. Примерные структуры, включающие эластичные или укороченные верхние слои, раскрыты более детально в патентах US 5037416, US 5269775.
Тыльный слой 20 может быть соединен с верхним слоем 18. Тыльный слой 20 может предотвратить загрязнение экссудатами, абсорбированными абсорбирующим телом 14, а также содержащимися в подгузнике 10, другие внешние изделия, контактирующие с подгузником 10, такими как простыни и нижнее белье. В определенных воплощениях изобретения тыльный слой 20 может быть по существу непроницаемым для жидкости (например, мочи) и включать слоистый материал из нетканого полотна и тонкой полимерной пленки, такой как термопластичная пленка, имеющая толщину от примерно 0,012 мм (0,5 мил) до примерно 0,051 мм (2,0 мил). Подходящие для тыльного слоя пленки включают те, что производятся Tredegar Industry Inc. (шт.Индиана, США) и продаются под торговым наименованием Х15306, Х10962 и Х10964. Другие подходящие для тыльного слоя материалы могут включать воздухопроницаемые (дышащие) материалы, которые позволяют парам выходить из подгузника 10, но в то же время препятствуют жидким экссудатам проходить через тыльный слой подгузника 10. Примеры таких воздухопроницаемых материалов могут включать такие материалы, как тканые полотна, нетканые полотна, композитные материалы, такие как нетканые полотна, покрытые пленкой, и микропористые пленки, производимые Mitsui Toatsu Со (Япония) под обозначением ESPOIR NO, и EXXON Chemical Co (шт.Техас, США) под обозначением EXXAIRE. Подходящие воздухопроницаемые композитные материалы, включающие полимерные смеси, выпускаются Clopay Corporation (шт.Огайо, США) под обозначением NYTREL blend Н18-3097. Такие подходящие воздухопроницаемые композитные материалы более детально описаны в международной заявке WO 95/16746. Другие подходящие воздухопроницаемые тыльные слои, включающие нетканое полотно и перфорированную пленку, раскрыты в патенте US 5571096.
В определенных воплощениях изобретения тыльный слой может иметь скорость проникновения водяных паров больше чем примерно 2000 г/24 час/м2, чем примерно 3000 г/24 час/м2, чем примерно 5000 г/24 час/м2, чем примерно 7000 г/24 час/м2, чем примерно 8000 г/24 час/м2, чем примерно 9000 г/24 час/м2, чем примерно 10000 г/24 час/м2, чем примерно 11000 г/24 час/м2, чем примерно 12000 г/24 час/м2, чем примерно 15000 г/24 час/м2, измеренных в соответствии с WSP 70.5(08) при температуре 37,8°C и относительной влажности 60%.
Фиг.2 показывает в поперечном разрезе по линии 2-2 подгузник, показанный на фиг.1. Начиная от обращенной к пользователю стороне, подгузник 10 может включать верхний слой 18, компоненты абсорбирующего тела 14 и тыльный слой 20. В соответствии с определенным воплощением изобретения подгузник 10 может также включать собирающую систему 50, расположенную между влагопроницаемым верхним слоем 18 и обращенной к пользователю стороной абсорбирующего тела 14. Собирающая система 50 может непосредственно контактировать с абсорбирующим телом. Собирающая система 50 может включать один слой или несколько слоев, таких как верхний собирающий слой 52, обращенный к коже пользователя, и нижний собирающий слой 54, обращенный к одежде пользователя. В соответствии с определенным воплощением изобретения собирающая система 50 предназначена для получения потока жидкости, такого как струя мочи. Другими словами, собирающая система 50 может служить как временный резервуар для жидкости, пока абсорбирующее тело 14 не впитает жидкость.
В определенном воплощении изобретения собирающая система 50 может содержать химически поперечно сшитые целлюлозные волокна. Такие поперечно сшитые целлюлозные волокна имеют необходимые сорбционные свойства. Пример поперечно сшитых целлюлозных волокон описан в патенте US 5137537. В определенных воплощениях химически поперечно сшитые целлюлозные волокна являются поперечно сшитыми от примерно 0,5 мольных % до примерно 10,0 мольных % от C2 до C9 поликарбоксильного поперечно сшивающего реагента или от примерно 1,5 мольных % до примерно 6,0 мольных % от C2 до C9 поликарбоксильного поперечно сшивающего реагента, отнесенного к единице глюкозы. Лимонная кислота является примером поперечно сшивающего реагента. В определенных воплощениях используются полиакрилатные кислоты. Далее, в определенных воплощениях поперечно сшитые целлюлозные волокна имеют величину влагозадержания от примерно 25 до примерно 60 или от примерно 28 до примерно 5 от примерно 25 до примерно 60, или от примерно 30 до примерно 45. Метод определения величины влагозадержания раскрыт в патенте US 5137537. В определенном воплощении изобретения поперечно сшитые целлюлозные волокна могут быть закрученными, переплетенными или искривленными или могут быть комбинацией закрученных, переплетенных или искривленных волокон.
В определенном воплощении изобретения верхний собирающий слой 52, или нижний собирающий слой 54, или оба этих слоя могут включать нетканый материал, который может быть гидрофильным. Далее, в определенных воплощениях верхний собирающий слой 52, или нижний собирающий слой 54, или оба этих слоя могут включать химически поперечно сшитые целлюлозные волокна, которые формируют часть нетканого материала, а могут и не формировать этот материал. В определенном воплощении изобретения верхний собирающий слой 52 может включать нетканый материал без поперечно сшитых целлюлозных волокон, а нижний собирающий слой 54 может содержать химически поперечно сшитые целлюлозные волокна, смешанные с другими волокнами, как природными, так и синтетическими полимерными волокнами. В определенном воплощении изобретения природные или синтетические полимерные волокна могут включать волокна с развитой поверхностью, термопластические соединенные волокна, полиэтиленовые волокна, полипропиленовые волокна, волокна из полиэстера, вискозные волокна, ячеистые волокна и их смеси. В определенном воплощении изобретения в верхнем собирающем слое 52 поперечно сшитые целлюлозные волокна могут присутствовать в количестве от примерно 30% до примерно 95% от сухого веса нижнего собирающего слоя 54, а другие природные или синтетические полимерные волокна могут присутствовать в количестве от примерно 70% до примерно 5% от сухого веса нижнего собирающего слоя 54. В другом воплощении изобретения в первом собирающем слое поперечно сшитые целлюлозные волокна могут присутствовать в количестве от примерно 80% до примерно 90% от сухого веса нижнего собирающего слоя 54, а другие природные или синтетические полимерные волокна могут присутствовать в количестве от примерно 20% до примерно 10% от сухого веса нижнего собирающего слоя 54.
В определенном воплощении изобретения желательно, чтобы нижний собирающий слой 54 имел высокую влагопоглотительную способность. Поглощение влаги может быть измерено в граммах абсорбированной жидкости на грамм абсорбирующего материала и выражается величиной «максимальное поглощение». Высокая влагопоглотительная способность соответствует высокой емкости материала и является полезной, поскольку это гарантирует, что вся влага будет абсорбирована собирающим материалом. Согласно примеру воплощения изобретения нижний собирающий слой 54 имеет максимальное поглощение примерно 10 г/г.
Подходящим показателем нижнего собирающего слоя 54 является половинное давление десорбции, MDP. MDP - это величина капиллярного давления, которое требуется для обезвоживания нижнего собирающего слоя 54 до примерно 50% его емкости при 0 см высоты капиллярного всасывания под действием механического давления величиной 0,3 фунта на квадратный дюйм (0,02 кг/см2). Обычно относительно низкое MDP может быть полезно. Низкое MDP может позволить нижнему собирающему слою 54 более эффективно осушать верхний собирающий материал. Не обращаясь к теории, подобный распределительный материал может иметь поддающееся определению капиллярное всасывание. Возможность нижнего собирающего слоя 54 подавать жидкость вертикально посредством капиллярных сил будет прямо зависеть от веса и противоположно направленных капиллярных сил, обусловленных десорбцией верхнего собирающего слоя. Уменьшение этих капиллярных сил может положительно влиять на функционирование нижнего собирающего слоя 54. Однако в определенном воплощении изобретения нижний собирающий слой 54 может также иметь соответствующее капиллярное абсорбционное всасывание для осушения лежащих сверху слоев (в частности, верхнего собирающего слоя 52 и верхнего слоя 18) для временного удержания жидкости до тех пор, пока жидкость не будет поглощена компонентами абсорбирующего тела. Поэтому, в определенном воплощении изобретения нижний собирающий слой 54 может иметь минимальное MDP больше 5 см. Далее, согласно примеру воплощения изобретения нижний собирающий слой 54 имеет MDP меньше 20,5 см H2O или меньше 19 см H2O, или меньше 18 см H2O, чтобы обеспечить быстрое собирание.
Методы определения MDP и максимального поглощения описаны в заявке US 2007/0118087. Например, согласно первому воплощению изобретения нижний собирающий слой 54 может содержать примерно 70 мас.% химически поперечно сшитых целлюлозных волокон, примерно 10 мас.% волокон полиэстера, и примерно 20 мас.% необработанных целлюлозных волокон. Согласно второму воплощению изобретения нижний собирающий слой 54 может содержать примерно 70 мас.% химически поперечно сшитых целлюлозных волокон, примерно 20 мас.% ячеистых волокон, и примерно 10 мас.% волокон полиэстера.
Согласно третьему воплощению изобретения нижний собирающий слой 54 может содержать примерно 68 мас.% химически поперечно сшитых целлюлозных волокон, примерно 16 мас.% необработанных целлюлозных волокон и примерно 16 мас.% волокон полиэстера. В одном воплощении изобретения нижний собирающий слой 54 может содержать примерно 90-100 мас.% химически поперечно сшитых целлюлозных волокон.
Подходящие нетканые материалы для верхнего и нижнего собирающих слоев 52 и 54 включают, но не ограничивают, CMC материал, содержащий слой из волокон, выдуваемых из расплава (С), слой, полученный из расплава аэродинамическим способом (М), и слой, полученный из волокон, выдуваемых из расплава (С). В определенных воплощениях желательны исходно гидрофильные нетканые материалы и, в частности, нетканые материалы с долговечным гидрофильным покрытием. Другое подходящее воплощение изобретения включает СММС-структуру. В определенных воплощениях нетканые материалы являются пористыми.
В определенных воплощениях нетканые материалы могут включать, но не ограничивать, синтетические волокна, такие как полиэтиленовые, волокна из полиэстера, полипропиленовые волокна. Полимеры, используемые для производства нетканых материалов, могут быть по существу гидрофобными, но они могут быть покрыты гидрофильными покрытиями. Одним из путей производства нетканых материалов с долговечным гидрофильным покрытием является нанесение гидрофильного мономера и радикального инициатора полимеризации на нетканый материал и осуществление полимеризации, активированной ультрафиолетовым светом, в результате чего мономер химически связывается с поверхностью нетканого материала, как описано в заявке US 2005/0159720. Другим путем производства нетканых материалов с долговечным гидрофильным покрытием является покрытие нетканого материала гидрофильными наночастицами, как описано патенте US 7112621 и международной заявке WO 02/064877.
Обычно наночастицы имеют размер менее 750 нм. Наночастицы с размером от 2 до 750 нм производятся промышленностью. Преимущество наночастиц заключается в том, что они могут быть легко диспергированы в водном растворе для покрытия нетканого материала и обычно формируют прозрачные покрытия, причем покрытия, нанесенные из водных растворов, обычно длительно не смываются водой. Наночастицы могут быть органическими или неорганическими, синтетическими или природными. Типичными примерами подходящих наночастиц являются слоистые глинистые материалы (например, LAPONITE, производимый фирмой Southern Clay Products, Inc., США), и бемитный глинозем (Disperal P2, производимый фирмой North American Sasol, Inc., США). В соответствии с определенным воплощением изобретения подходящий нетканый материал, покрытый наночастицами, описан в заявке US 2004/0158212 под названием «Одноразовое абсорбирующее изделие, включающее долговечную гидрофильную оболочку абсорбирующего тела».
Далее, полезные нетканые материалы описаны в патентах US 6645569, US 6863933, US 7112621 и в заявках US 2003/0148684 и US 2005/0008839.
В некоторых случаях поверхность нетканого материала может быть предварительно обработана высокочастотной энергией (коронным разрядом, плазмой) перед нанесением покрытия из наночастиц. Предварительная обработка высокочастотной энергией обычно временно увеличивает поверхностную энергию поверхностей, имеющих низкую поверхностную энергию, (таких как полипропиленовая поверхность), и, таким образом, обеспечивает лучшее смачивание нетканого материала диспергированными в воде наночастицами.
В частности, постоянно гидрофильные нетканые материалы также полезны в других частях абсорбирующего изделия. Например, обнаружено, что хорошо работают верхние слои и слои абсорбирующего тела, включающие постоянно гидрофильные нетканые материалы, описанные выше.
В определенном воплощении верхний собирающий слой 52 может включать материал, который обеспечивает хорошее восстановление, когда прикладывается внешнее давление, которое затем снимается. Далее, в соответствии с определенным воплощением верхний собирающий слой 52 может включать смесь различных волокон, выбранных, например, из полимерных волокон, описанных выше.
В определенных воплощениях по меньшей мере часть волокон может быть спирально извитыми, имеющими винтообразную форму. В некоторых воплощениях верхний собирающий слой 52 может включать волокна, имеющие различную степень или тип извитости, или и то и другое. Например, одно воплощение может включать смесь из волокон, имеющих от примерно 8 изгибов на дюйм (3,2 на см) до 12 изгибов на дюйм (4,8 на см) или от примерно 9 изгибов на дюйм (3,6 на см) до 10 изгибов на дюйм (4 на см), и волокон, имеющих от примерно 4 изгибов на дюйм (1,6 на см) до 8 изгибов на дюйм (3,2 на см) или от примерно 5 изгибов на дюйм (2 на см) до 7 изгибов на дюйм (2,8 на см). Различные типы извитости включают, но не ограничивают, двухмерную извитость или «плоскую извитость» и трехмерную извитость или спиральную извитость. В соответствии с определенным воплощением изобретения волокна могут включать бикомпонентные волокна, которые являются индивидуальными волокнами, каждое из которых включает различные материалы, обычно первый и второй полимерный материал. Полагают, что использование би-компонентных волокон способствует приданию волокнам спиральной извитости.
В определенном воплощении верхний собирающий слой 52 может быть стабилизирован латексным связующим, например, стирол-бутадиеновым латексным связующим (СБ-латексом). Процесс получения таких латексов известен, например, из патента EP 149880 и заявки US 2003/0105190. В определенных воплощениях связующее может содержаться в верхнем собирающем слое 52 в количестве, превышающим примерно 12 мас.%, примерно 14 мас.% или примерно 16 мас.%. Для определенных воплощений доступен СБ-латекс, выпускаемый фирмой OMNOVA Solutions Inc., США по товарным знакам GENFLO 3160.
Абсорбирующее тело 14, показанное на фиг.1 - фиг.8, расположено между верхним слоем 18 и нижним слоем 20 и содержит два слоя, первый абсорбирующий слой 60 и второй абсорбирующий слой 62. Как показано на фиг.3, первый абсорбирующий слой 60 абсорбирующего тела 14 включает подложку 64, абсорбирующий зернистый полимерный материал 66 на подложке 64 и термопластичную композицию 68 на абсорбирующем зернистом полимерном материале 66 и по меньшей мере на участках первой подложки 64 в качестве адгезива для покрытия и закрепления абсорбирующего зернистого полимерного материала 66 на первой подложке 64. В соответствии с другим воплощением изобретения, показанном на фиг.4, первый абсорбирующий слой 60 абсорбирующего тела 14 может также включать покрывающий слой 70 на термопластичной композиции 68.
Также, как лучше всего показано на фиг.7, второй абсорбирующий слой 62 абсорбирующего тела 14 может также включать вторую подложку 72, абсорбирующий зернистый полимерный материал 74 на второй подложке 72 и термопластичную композицию 76 на абсорбирующем зернистом полимерном материале 74 и по меньшей мере на участках второй подложки 72 в качестве адгезива для покрытия и закрепления абсорбирующего зернистого полимерного материала 74 на второй подложке 72. Хотя это не показано, вторая подложка 72 может также включать покрывающий слой, такой как покрывающий слой 70, показанный на фиг.4.
Подложка 64 первого абсорбирующего слоя 60, которая может быть определена как обеспыливающий слой, имеет первую поверхность 78, обращенную к тыльному слою 20 подгузника 10, и вторую поверхность 80, обращенную к абсорбирующему зернистому полимерному материалу 66. Подобным образом подложка 72 второго абсорбирующего слоя 62, которая может быть определена как покрытие абсорбирующего тела, имеет первую поверхность 82, обращенную к верхнему слою 18 подгузника 10, и вторую поверхность 84, обращенную к абсорбирующему зернистому полимерному материалу 74. Первая и вторая подложки 64 и 72 могут быть скреплены друг с другом по контуру для формирования оболочки вокруг абсорбирующих зернистых полимерных материалов 66 и 74, чтобы удерживать абсорбирующий зернистый полимерный материал в абсорбирующем теле 14.
В соответствии с определенным воплощением изобретения подложки 64 и 72 первого и второго абсорбирующих слоев 60 и 62 могут быть нетканым материалом, таким, как нетканые материалы, описанные выше. В определенных воплощениях изобретения нетканые материалы являются пористыми и в одном воплощении имеют размер пор около 32 мкм.
Как показано на фиг.1 - фиг.8, абсорбирующий зернистый полимерный материал 66 и 74 расположен на соответствующих подложках первого и второго абсорбирующих слоев 60 и 62 в группах 90 частиц для формирования сетчатой структуры 92, включающей ряды абсорбирующего зернистого полимерного материала 66 и 74, разнесенные друг от друга, и соединительные участки 96 между рядами 94. Термопластичный адгезивный материал 68 и 76 может не контактировать с нетканой подложкой или непосредственно с дополнительным адгезивом в рядах 94, за исключением площадок, где меньше абсорбирующего зернистого полимерного материала 66 и 74. Соединительные участки 96 являются теми участками, где термопластичный адгезивный материал 68 и 76 контактирует с нетканой подложкой или непосредственно с дополнительным адгезивом. Соединительные участки 96 в сетчатой структуре 92 содержат мало абсорбирующего зернистого полимерного материала 66 и 74 или совсем не содержат его. Ряды 94 и соединительные участки 96 вытянуты и проходят в поперечном направлении, которое по существу перпендикулярно продольной оси 100 абсорбирующего тела 14.
Сетчатая структура, показанная на фиг.5, фиг.6 и фиг.8, является прямоугольной сеткой с постоянным интервалом и размером рядов. Могут быть также полезны другие сетчатые структуры, включающие гексагональную, ромбическую, призматическую, параллелограммную, треугольную, квадратную и их комбинации. Согласно определенному воплощению изобретения интервал между рядами 94 может быть постоянным.
Размер рядов 94 в сетчатых структурах 92 может быть различным. В определенных воплощениях изобретения ширина 119 рядов 94 в сетчатых структурах 92 колеблется в пределах от примерно 8 мм до примерно 12 мм. В определенном воплощении ширина рядов 94 составляет примерно 10 мм. Соединительные площадки, с другой стороны, в определенных воплощениях изобретения имеют ширину или наибольший размер меньше, чем 3 мм, или примерно 3 мм. Согласно определенному воплощению изобретения абсорбирующий зернистый полимерный материал 66 и 74 формирует по существу непрерывные ряды, но согласно другому воплощению изобретения группы 90 абсорбирующего зернистого полимерного материала 66 и 74 могут формировать ряды прерывистого абсорбирующего зернистого полимерного материала 66 и 74.
Как показано на фиг.5, фиг.6 и фиг.8, абсорбирующее тело 14 имеет продольную ось 100, проходящую от заднего конца 102 к переднему концу 104, и поперечную ось 106, перпендикулярную к продольной оси 100 и проходящую от первой кромки 108 ко второй кромке 110. Сетчатая структура 92 групп 90 абсорбирующего зернистого полимерного материала сформирована на подложках 64 и 72 соответствующих абсорбирующих слоев 60 и 62 так, что ряды 94 и соединительные участки 96 по существу перпендикулярны к продольной оси 100 абсорбирующего тела 14. Соответственно, определенные воплощения абсорбирующего тела 14 могут быть изготовлены так, что границы сетчатых структур 92 абсорбирующих слоев 60 и 62 являются по существу прямыми.
Как лучше всего видно на фиг.7 и фиг.8, первый и второй слои 60 и 62 могут быть объединены для формирования абсорбирующего тела 14. Абсорбирующее тело 14 имеет площадь 114 абсорбирующего зернистого полимерного материала, ограниченную длиной 116 структуры и шириной 118 структуры. Протяженность и форма площади 114 абсорбирующего зернистого полимерного материала могут быть различными, в зависимости от желательного применения абсорбирующего тела 14 и конкретного абсорбирующего изделия, в котором оно может быть использовано. Однако в определенном воплощении изобретения площадь 114 абсорбирующего зернистого полимерного материала проходит по существу полностью через абсорбирующее тело 14, как показано на фиг.8.
Первый и второй абсорбирующие слои 60 и 62 могут быть скреплены друг с другом для формирования абсорбирующего тела 14 так, что сетчатые структуры 92 соответственно первого и второго абсорбирующих слоев 60 и 62 смещены относительно друг друга вдоль длины абсорбирующего тела 14. Длина абсорбирующего тела 14 проходит вдоль продольной оси 100 абсорбирующего тела 14 и параллельна ей. Соответствующая сетчатая структура 92 может быть смещена в направлении продольной оси 100 (машинном направлении) так, что абсорбирующий зернистый полимерный материал 66 и 74 по существу непрерывно распределен по площади 114 абсорбирующего зернистого полимерного материала. В определенном воплощении изобретения абсорбирующий зернистый полимерный материал 66 и 74 по существу непрерывно распределен по площади 114 абсорбирующего зернистого полимерного материала благодаря перемежающимся рядам 94 и соединительным участкам 96, несмотря на то, что индивидуальные сетчатые структуры 92, включающие абсорбирующий зернистый полимерный материал 66 и 74, по существу дискретно распределенный на первой и второй подложках 64 и 72. В определенном воплощении изобретения сетчатые структуры могут быть смещены так, что ряды 94 первого абсорбирующего слоя 60 обращены к соединительным участкам 96 второго абсорбирующего слоя 62 и ряды 94 второго абсорбирующего слоя 62 обращены к соединительным участкам 96 первого абсорбирующего слоя 60. Другими словами, ряды 94 и соединительные участки 96 первого абсорбирующего слоя 60 по существу параллельны рядам 94 и соединительным участкам 96 второго абсорбирующего слоя 62, и ряды 94 первого абсорбирующего слоя 60 расположены по меньшей мере частично между рядами 94 второго абсорбирующего слоя 62. Когда ряды 94 и соединительные участки 96 являются соответствующими по величине и по размещению, результирующая комбинация абсорбирующего зернистого полимерного материала 66 и 74 является по существу непрерывным слоем абсорбирующего зернистого полимерного материала на всей площади 114 абсорбирующего зернистого полимерного материала абсорбирующего тела 14. В определенном воплощении изобретения соответствующие сетчатые структуры 92 первого и второго абсорбирующих слоев 60 и 62 могут быть по существу одинаковыми и соответствующие структуры смещены на половину периода относительно друг друга в машинном направлении.
В следующем случае соответствующие сетчатые структуры 92 абсорбирующего зернистого полимера 66 и 74 могут быть также смещены в направлении, по существу перпендикулярном продольной оси 100 (в поперечном направлении), так что результирующая комбинация абсорбирующего зернистого полимерного материала 66 и 74 является по существу непрерывным слоем абсорбирующего зернистого полимерного материала на всей площади 114 абсорбирующего зернистого полимерного материала абсорбирующего тела 14.
В определенном воплощении изобретения, показанном на фиг.8, количество абсорбирующего зернистого полимерного материала 66 и 74 может быть различным вдоль длины 116 сетчатой структуры 92. В определенном воплощении изобретения сетчатая структура может быть разделена на абсорбирующие зоны 120, 122, 124 и 126, в которых количество различается от зоны к зоне. Использованный здесь термин «абсорбирующая зона» означает участок площади 114 абсорбирующего зернистого полимерного материала, имеющий границы, которые перпендикулярны к продольной оси, показанной на фиг.8. В определенном воплощении изобретения количество абсорбирующего зернистого полимерного материала 66 и 74 может иметь постепенный переход от одной из множества абсорбирующих зон 120, 122, 124 и 126 к другой зоне. Этот постепенный переход количества абсорбирующего зернистого полимерного материала 66 и 74 может уменьшить возможность растрескивания абсорбирующего тела 14.
Количество абсорбирующего зернистого полимерного материала 66 и 74, содержащееся в абсорбирующем теле 14 может быть различным, но в определенных воплощениях он содержится в абсорбирующем теле в количестве, большем 80% веса абсорбирующего тела, или большем 85% веса абсорбирующего тела, или большем 90% веса абсорбирующего тела, или большем 95% веса абсорбирующего тела. В определенных воплощениях абсорбирующее тело 14 содержит по существу первую и вторую подложки 64 и 72, абсорбирующий зернистый полимерный материал 66 и 74 и термопластичную полимерную композицию 68 и 76. В воплощении абсорбирующее тело 14 может по существу быть свободно от целлюлозы.
В соответствии с определенными воплощениями изобретения вес абсорбирующего зернистого полимерного материала 66 и 74 по меньшей мере на одной свободно выбранной первой площадке размером 1×1 см2 может быть по меньшей мере примерно на 10% или на 20%, или на 30%, или на 40%, или на 50% больше веса абсорбирующего зернистого полимерного материала 66 и 74 по меньшей мере на одной свободно выбранной второй площадке размером 1×1 см2. В определенном воплощении изобретения первая и вторая площадки центрированы вокруг продольной оси.
В соответствии с определенным воплощением изобретения площадь абсорбирующего зернистого полимерного материала может иметь относительно узкую ширину в ластовичной области абсорбирующего изделия для увеличения комфортности ношения изделия. Поэтому площадь абсорбирующего зернистого полимерного материала, в соответствии с определенным воплощением изобретения, может иметь ширину, измеренную вдоль поперечной линии, расположенной на равном расстоянии от передней кромки и задней кромки абсорбирующего изделия, меньше, чем примерно 100 мм, 90 мм, 80 мм, 70 мм, 60 мм или даже меньше, чем примерно 50 мм.
Было обнаружено, что для большинства абсорбирующих изделий, таких как подгузники, жидкие выделения поступают преимущественно в переднюю половину подгузника. Поэтому передняя половина абсорбирующего тела 14 должна содержать основную часть абсорбирующей емкости тела. Поэтому, в соответствии с определенным воплощением изобретения, передняя половина абсорбирующего тела 14 может включать больше, чем примерно 60% суперабсорбирующего материала, или больше, чем примерно 65%, 70%, 75%, 80%, 85%, или 90% суперабсорбирующего материала.
В определенных воплощениях изобретения абсорбирующее тело 14 может далее включать абсорбирующий материал, который обычно является сжимающимся, комфортным, не раздражающим кожу пользователя и способным абсорбировать и удерживать жидкости, такие как моча и другие некоторые телесные экссудаты. В таких воплощениях изобретения абсорбирующее тело 14 может включать самые различные материалы, абсорбирующие жидкость, такие как измельченная древесная целлюлоза, которая обычно называется воздушным войлоком, крепированная целлюлозная вата, материал из волокон, полученных аэродинамическим способом из расплава полимера, включающих комбинированные формы, химически скрепленные, модифицированные или поперечно сшитые целлюлозные волокна, бумага, включающая оберточную бумагу и бумажные ламинаты, абсорбирующие пены, абсорбирующие губки или другие известные абсорбирующие материалы или комбинации материалов, абсорбирующее тело 14 может далее включать малые количества (обычно менее 10%) материалов, таких как адгезивы, воски, масла и тому подобное.
Примеры абсорбирующих структур для использования в качестве абсорбирующих комплектов раскрыты в патентах US 4610678, US 4834735, US 4888231, US 5260345, US 5387207, US 5397316 и US 5625222.
Термопластичный адгезивный материал 68 и 76 может служить для покрытия и по меньшей мере для закрепления абсорбирующего зернистого полимерного материала 66 и 74. В одном воплощении настоящего изобретения термопластичный адгезивный материал 68 и 76 может быть расположен по существу равномерно по абсорбирующим зернистым полимерным материалам 66 и 74 и между ними. Однако в определенном воплощении изобретения термопластичный адгезивный материал 68 и 76 может быть выполнен в виде волокнистого слоя, который по меньшей мере частично соприкасается с подложками 64 и 72 первого и второго абсорбирующих слоев 60 и 62. На фиг.3, фиг.4 и фиг.7 показана такая структура, в которой абсорбирующий зернистый полимерный материал 66 и 74 представлен как прерывистый слой, а слой волокнистого термопластичного адгезивного материала 68 и 76 уложен на слой абсорбирующего зернистого полимерного материала 66 и 74, так что термопластичный адгезивный материал 68 и 76 непосредственно соприкасается с абсорбирующим зернистым полимерным материалом 66 и 74, но также непосредственно соприкасается со вторыми поверхностями 80 и 84 подложек 64 и 72, где подложки не покрыты абсорбирующим зернистым полимерным материалам 66 и 74. Это придает по существу трехмерную структуру волокнистому термопластичному адгезивному материалу 68 и 76, который в самом деле является двухмерной структурой относительно малой толщины, если сравнивать ее с размерами в продольном и поперечном направлениях. Другими словами, термопластичный адгезивный материал 68 и 76 волнообразно изгибается между абсорбирующим зернистым полимерным материалом 66 и 74 и вторыми поверхностями подложек 64 и 72.
Таким образом, термопластичный адгезивный материал 68 и 76 может образовывать впадины в покрытии абсорбирующего зернистого полимерного материала 66 и 74 и, таким образом, фиксировать этот материал. Кроме того, термопластичный адгезивный материал 68 и 76 скрепляет подложки 64 и 72 и, таким образом, фиксирует абсорбирующий зернистый полимерный материал 66 и 74 на подложках 64 и 72. Таким образом, в соответствии с определенными воплощениями изобретения термопластичный адгезивный материал 68 и 76 фиксирует абсорбирующий зернистый полимерный материал 66 и 74, когда он смочен, так что в абсорбирующем теле 14 достигается разрушение абсорбирующего зернистого полимерного материала не более чем примерно 70%, 60%, 50%, 40%, 30%, 20%, 10% в соответствии с испытанием связывания влаги, описанном здесь. Некоторые термопластичные адгезивные материалы будут также проникать в оба абсорбирующего зернистого полимерного материала 66 и 74 и подложки 64 и 72, обеспечивая, таким образом, дальнейшее фиксацию и закрепление. Конечно, в то время как термопластичные адгезивные материалы, раскрытые здесь, обеспечивают очень хорошую влажную фиксацию (т.е. фиксацию абсорбирующего материала, когда изделие влажное или по меньшей мере наполненное), эти термопластичные адгезивные материалы могут также обеспечивать очень хорошую фиксацию абсорбирующего материала, когда абсорбирующее тело 14 сухое. Термопластичный адгезивный материал 68 и 76 может быть также отмечен как термопластичный адгезив.
Не обращаясь к теории, было обнаружено, что эти термопластичные адгезивные материалы, которые являются наиболее полезными для фиксации абсорбирующего зернистого полимерного материала 66 и 74, соединяют в себе хорошие когезионные и адгезионные свойства. Хорошая адгезия способствует хорошему контакту термопластичного адгезивного материала 68 и 76, абсорбирующего зернистого полимерного материала 66 и 74, и подложек 64 и 72. Хорошая когезия уменьшает вероятность разрушения адгезива, в частности в результате воздействия внешних сил, а именно в результате растяжения. Когда абсорбирующее тело 14 впитывает жидкость, абсорбирующий зернистый полимерный материал 66 и 74 набухает и воздействует на термопластичный адгезивный материал 68 и 76 внешним усилием. В определенных воплощениях изобретения термопластичный адгезивный материал 68 и 76 может допускать такое набухание без разрушения и без создания слишком больших сжимающих усилий, которые сдерживают набухание абсорбирующего зернистого полимерного материала 66 и 74.
В соответствии с определенными воплощениями изобретения термопластичный адгезивный материал 68 и 76 может включать в свою основу единственный термопластичный полимер или смесь термопластичных полимеров, имеющих температуру размягчения, определенную методом ASTM D-36-93 «Кольцо и шар», в интервале между 50°С и 300°С, или, альтернативно, термопластичный адгезивный полимерный материал может быть термоплавким адгезивом, включающим по меньшей мере один термопластичный полимер в комбинации с другим термопластичным разбавителем, таким как смолы с повышенной клейкостью, пластификаторы и добавки, такие как антиоксиданты. В определенных воплощениях изобретения термопластичный полимер имеет обычно молекулярный вес (Мв) более 10000 и температуру стеклования (Тс) обычно ниже комнатной температуры или в интервале - 6°С<Тс<16°С. В определенных воплощениях изобретения обычно концентрации термопластичного полимера находятся в интервале от 20 мас.% до 40 мас.%. В определенных воплощениях изобретения термопластичные полимеры могут быть нечувствительны к воде. Примерными полимерами являются (стирольные) блоксополимерные структуры, включающие А-В-А трехблочные структуры, А-В двухблочные структуры и (А-В)n радикальные блочные сополимерные структуры, где А блоки являются неэластомерными полимерными блоками, обычно включающими полистирол, и В блоки являются ненасыщенными сопряженными диенами или (частично) их гидрогенизированными вариантами. В блок является обычно изопреном, бутадиеном, этилен/бутилен (гидрогенизированный бутадиен), этилен/пропилен (гидрогенизированный изопрен) и их смеси.
Другими подходящими термопластичными полимерами, которые могут быть использованы, являются металлоценовые полимеры, которые являются этиленовыми полимерами, изготовленными с использованием одноместных или металлоценовых катализаторов.
Здесь по меньшей мере один полимер может быть полимеризован с этиленом для изготовления сополимера, тройного сополимера или полимера более высокого порядка. Также применимыми являются аморфные полиолефины или аморфные полиальфа-олефины (АПАО), которые являются гомополимерами, сополимерами или тройными сополимерами от С2 до С8 альфа-олефинами.
В определенных воплощениях изобретения смола повышенной клейкости имеет обычно Мв ниже 5000 и Тс обычно выше комнатной температуры, типичные концентрации смолы в термопластичном полимере лежат в интервале от примерно 30 мас.% до примерно 60 мас.%, а пластификатор имеет низкий Мв обычно меньше 1000 и Тс ниже комнатной температуры, и типичную концентрацию от примерно 0 до примерно 15 мас.%.
В определенных воплощениях изобретения термопластичный адгезивный материал 68 и 76 присутствует в форме волокон. В некоторых воплощениях изобретения волокна будут иметь толщину от примерно 1 мкм до примерно 50 мкм или от примерно 1 мкм до примерно 35 мкм и среднюю длину от примерно 5 мм до примерно 50 мм или от примерно 5 мм до примерно 30 мм. Для улучшения адгезии термопластичного адгезивного материала 68 и 76 к подложкам 64 и 72 или к какому-либо другому слою, в частности к любому другому слою нетканого материала, такие слои могут быть предварительно обработаны вспомогательным адгезивом.
В определенных воплощениях изобретения термопластичный адгезивный материал 68 и 76 будет соответствовать по меньшей мере одному или нескольким, или всем следующим параметрам:
Примерный термопластичный адгезивный материал 68 и 76 может иметь динамический модуль упругости G', измеренный при 20°С, по меньшей мере 30000 Па и меньше 300000 Па, или меньше 200000 Па, или между 140000 Па и 200000 Па, или меньше 100000 Па. В дальнейшем аспекте, динамический модуль упругости G', измеренный при 35°С может быть больше 80000 Па. В дальнейшем аспекте, динамический модуль упругости G', измеренный при 60°С может быть меньше 300000 Па и больше 18000 Па, или больше 24000 Па, или больше 30000 Па, или больше 90000 Па. В дальнейшем аспекте, динамический модуль упругости G', измеренный при 90°С может быть меньше 200000 Па и больше 10000 Па, или больше 20000 Па, или больше 30000 Па. Динамический модуль упругости, измеренный при 60°С и 90°С, может быть мерой стабильности термопластичного адгезивного материала при повышенной температуре окружающей среды. Эта величина особенно важна, если абсорбирующий продукт используют в жарком климате, где термопластичный адгезивный материал может потерять целостность, если динамический модуль упругости G' при 60°С и 90°С является недостаточно высоким. G' измеряют, используя реометр, схематически показанный на фиг.9 только с целью обычной иллюстрации. Реометр 127 способен прикладывать сдвигающее усилие к адгезиву и измерять результирующую ответную деформацию (деформацию сдвига) при постоянной температуре. Адгезив помещают между элементом Пельтье, действующим, как нижняя неподвижная плита 128, верхней плитой 129 радиусом R, например, 10 мм, который соединен с ведущим валом мотора для создания сдвигающего усилия. Зазор между обеими плитами имеет высоту Н, например, 1500 мкм. Элемент Пельтье способен контролировать температуру материала (+0,5°C). Скорость сдвига и частота должны быть выбраны так, чтобы все измерения проводились в упругопластической области.
Абсорбирующее тело 14 может также включать дополнительный адгезив, который не показан на фигурах. Дополнительный адгезив может быть нанесен на первую и вторую подложки 64 и 72 соответственно первого и второго абсорбирующего слоя 60 и 62 перед нанесением абсорбирующего зернистого полимерного материала 66 и 74 для улучшения адгезии абсорбирующего зернистого полимерного материала 66 и 74 и термопластичного адгезивного материала к соответствующим 68 и 76 к подложкам 64 и 72. Дополнительный клей может также помогать фиксированию абсорбирующего зернистого полимерного материала 66 и 74 и может включать тот же самый термопластичный адгезивный материал, который описан выше, или может также включать другой адгезив, включающий, но не ограниченный, распыляемые термоплавкие адгезивы, такие как выпускаемый Н.В.Fuller Со (Миннесота, США) продукт № HL-1620-B. Дополнительный клей может быть нанесен на подложки 64 и 72 любым подходящим средством, но, согласно определенным воплощениям изобретения, может быть нанесен пятнами шириной от примерно 0,5 мм до примерно 1,0 мм, разнесенных друг от друга на расстояние от примерно 0,5 мм до примерно 2,0 мм.
Способ и устройство для изготовления абсорбирующих изделий
Печатающая система 130 для изготовления абсорбирующего тела 14 в соответствии с воплощением этого изобретения показана на фиг.10 и может включать первый печатающий узел 132 для формирования первого абсорбирующего слоя 60 абсорбирующего тела 14 и второй печатающий узел 134 для формирования второго абсорбирующего слоя 62 абсорбирующего тела 14.
Первый печатающий узел 132 может включать первое устройство 136 для нанесения дополнительного адгезива на первую подложку 64, которая может быть нетканым полотном, первый способный вращаться поддерживающий валик 140 для получения первой подложки 64, первый питатель (бункер) 142 абсорбирующего зернистого полимера для содержания абсорбирующего зернистого полимерного материала 66, первый печатающий валик 144 для перенесения абсорбирующего зернистого полимерного материала 66 на подложку 64 и первое устройство 146 для нанесения термопластичного адгезивного материала 68 на первую подложку 64 и также на абсорбирующий зернистый полимерный материал 66.
Второй печатающий узел 134 может включать второе устройство 148 для нанесения дополнительного адгезива на вторую подложку 72, первый способный вращаться поддерживающий валик 152 для получения второй подложки 72, второй питатель (бункер) 154 абсорбирующего зернистого полимера для содержания абсорбирующего зернистого полимерного материала 74, второй печатающий валик 156 для перенесения абсорбирующего зернистого полимерного материала 74 на подложку 72 и второе устройство 158 для нанесения термопластичного адгезивного материала 76 на вторую подложку 72 и также на абсорбирующий зернистый полимерный материал 74.
Печатающая система 130 также включает направляющий валик 160 для направления сформированного абсорбирующего тела из захвата 162 между первым и вторым способными вращаться поддерживающими валиками 140 и 152.
Первое и второе устройства 136 и 148 для нанесения дополнительного адгезива и первое и второе устройства 146 и 158 для нанесения термопластичного адгезивного материала могут быть сопловой системой, которая может обеспечить относительно тонкое, но широкое полотно термопластичного адгезивного материала.
На фиг.11 показаны части первого бункера 142, первого поддерживающего валика 140 и первого печатающего валика 144. На фиг.12 показан первый способный вращаться поддерживающий валик 140, который имеет структуру, одинаковую со структурой второго способного вращаться поддерживающего валика 152, и который включает способный вращаться барабан 164 и периферийную вакуумируемую поддерживающую решетку 166 для приема первой подложки 64. Первая вакуумируемая поддерживающая решетка 166 проходит в поперечном направлении 167а, параллельном оси вращения первого поддерживающего валика 140 и в машинном направлении 167b, по существу перпендикулярном поперечному направлению 167а. Первая вакуумируемая поддерживающая решетка 166 может включать первое множество поперечных планок 168, проходящих по существу параллельно и разнесенных друг от друга так, чтобы формировать каналы 170, проходящие между первым множеством поперечных планок 168. Первое множество поперечных планок 168 проходят в поперечном направлении 167а первой вакуумируемой поддерживающей решетки 166 и разнесены друг от друга так, что каналы 170 проходят между первым множеством поперечных планок 168 в поперечном направлении 167а первой вакуумируемой поддерживающей решетки 166. Как показано на фиг.13 первая вакуумируемая поддерживающая решетка 166 далее включает множество распорок 172, разнесенных друг от друга и проходящих между множеством поперечных планок 168 в машинном направлении 167b первой вакуумируемой поддерживающей решетки 166. Каждая из первого множества поперечных планок 168 имеет по существу прямые обращенные наружу кромки 174, проходящие по существу через всю первую вакуумируемую поддерживающую решетку 166.
Как также показано на фиг.14, первый печатающий валик 144, который имеет ту же самую структуру, что и второй печатающий валик 156, включает способный вращаться барабан 180 и множество емкостей 182 для абсорбирующего полимерного материала в первой периферийной поверхности 184 барабана 180. Емкости 182, более наглядно показанные на фиг.15, могут иметь различную форму, включающую цилиндрическую, коническую или любую другую форму. На фиг.16 и фиг.17 показаны дополнительные воплощения, предусмотренные изобретением. На фиг.16 изображен вид сверху на участок альтернативного варианта печатающего валика, показывающий емкости для абсорбирующего зернистого полимерного материала. В этом воплощении индивидуальные круглые отверстия в печатающем валике заменены одной щелью или множеством щелей. На фиг.17 показано, что ориентация планок в расположенном ниже барабане и/или печатающем валике может быть отлична от перпендикулярной к машинному направлению, в результате чего образуется узор, показанный на фиг.17. Далее, комбинация этих воплощений также предусмотрена изобретением.
Первая периферийная поверхность 184 проходит в поперечном направлении, параллельном оси вращения первого печатающего валика 144 и в машинном направлении 185b, по существу перпендикулярном поперечному направлению 185а. Первое множество емкостей 182 в первой периферийной поверхности 184 скомпонованы в матрицу 186, включающую ряды 187, проходящие по существу параллельно и разнесенные друг от друга. Первый поддерживающий валик 140 и первый печатающий валик 144 размещены так, что первое множество поперечных планок 168 по существу параллельны рядам 187 первого множества емкостей 182 в первой периферийной поверхности 184, так что, когда первый печатающий валик 144 вращается, первое множество емкостей 182 получают абсорбирующий зернистый полимерный материал 66 из первого бункера 142 абсорбирующего зернистого полимерного материала и наносят абсорбирующий зернистый полимерный материал 66 на первую подложку 64 первым узором 92 так, что абсорбирующий зернистый полимерный материал 66 собирается в ряды 94 на первой подложке 64, сформированные между первым множеством поперечных планок 168. Ряды 187 первого множества резервуаров 183 проходят в поперечном направлении 185а первой периферийной поверхности 184 и разнесены друг от друга в машинном направлении 185b первой периферийной поверхности 184. Первый поддерживающий валик 140 и первый печатающий валик 144 размещены так, что машинное направление 167b первой вакуумируемой поддерживающей решетки 166 по существу параллельно машинному направлению 185b первой периферийной поверхности 184 и поперечное направление 167b первой вакуумируемой поддерживающей решетки 166 по существу параллельно поперечному направлению 185b первой периферийной поверхности 184.
В определенном воплощении изобретения каждое из множества емкостей 182 в первом печатающем валике 144 имеет диаметр 188 от примерно 3 мм до примерно 8 мм или от примерно 4 мм до примерно 6 мм, расстояние 190 в поперечном направлении 185а между центрами 192 емкостей составляет от примерно 5,5 мм до примерно 10 мм или от примерно 6 мм до примерно 8 или примерно 7,6 мм, а расстояние 194 в машинном направлении 185b между центрами 192 резервуаров составляет от примерно 8 мм до примерно 10 мм. Согласно определенному воплощению изобретения емкости 182 могут иметь глубину примерно 2 мм. Размер емкостей 182 может быть различным в матрице 186, так как он оказывает влияние на желательное распределение поверхностной плотности абсорбирующего зернистого полимерного материала 66 по площади 114 абсорбирующего зернистого полимерного материала абсорбирующего тела 14.
При работе печатающая система 130 подает первую и вторую подложки 64 и 72 соответственно в первый и второй печатающие узлы 132 и 134, первая подложка протягивается вращающимся первым поддерживающим валиком 140 мимо первого устройства 136 для нанесения дополнительного адгезива, которое наносит первый дополнительный адгезив на первую подложку узором, таким, как описано выше. Первая подложка 64 располагается на первой вакуумируемой поддерживающей решетке 166 так, что первая подложка 64 непосредственно соприкасается по существу по всей длине с обращенными наружу кромками 174 первого множества поперечных планок 168 вакуумируемой поддерживающей решетки 166. Согласно определенному воплощению изобретения примерно 8% площади первой подложки 64 соприкасается с обращенными наружу кромками 174 первого множества поперечных планок 168.
Разряжение первого поддерживающего валика 140 притягивает первую подложку 64 к вертикальной поддерживающей решетке 166 и удерживает первую подложку 64 на первом поддерживающем валике 140. Первая подложка 64 оказывается на неровной поверхности. Благодаря силе тяжести или под действием вакуумирующего средства первая подложка 64 повторяет контуры неровной поверхности, и, таким образом, первая подложка 64 будет принимать форму гребней и желобов, при этом гребни соответствуют первому множеству поперечных планок 168, а желоба соответствуют каналам 170 между планками. Абсорбирующий зернистый полимерный материал 66 может скапливаться в каналах 170, имеющихся в первой подложке 64 и формировать ряды 94 сетчатой структуры 92 абсорбирующего зернистого полимерного материала. Первый поддерживающий валик 140 затем протягивает первую подложку 64 мимо вращающегося первого печатающего валика 144, который подает абсорбирующий зернистый полимерный материал 66 из первого бункера 142 и наносит на первую подложку 64 в виде сетчатой структуры 92, наиболее наглядно показанной на фиг.5 и фиг.6. Первый поддерживающий валик 140 затем передает напечатанную первую подложку 64 мимо первого устройства 146 для нанесения термопластичного адгезивного материала, которое подает термопластичный адгезивный материал и покрывает им абсорбирующий зернистый полимерный материал 66 на первой подложке 64.
Следовательно, неровная поверхность вакуумируемой поддерживающей решетки 166 поддерживающих валиков 140 и 152 определяет распределение абсорбирующего зернистого полимерного материала 66 на всем протяжении абсорбирующего тела 14 и также определяет структуру соединительных участков 96.
Тем временем второй поддерживающий валик протягивает вторую подложку 72 мимо второго устройства 148 для нанесения дополнительного адгезива, которое наносит дополнительный адгезив на вторую подложку узором, описанным выше. Второй вращающийся поддерживающий валик 152 затем подает вторую подложку 72 мимо второго печатающего валика 156, который подает абсорбирующий зернистый полимерный материал 74 из второго бункера 154 и наносит на вторую подложку 72 в виде сетчатой структуры 92 так же, как описано выше относительно первого печатающего узла 132. Второе устройство 158 для нанесения термопластичного адгезивного материала затем подает термопластичный адгезивный материал 76 и покрывает им абсорбирующий зернистый полимерный материал 74 на второй подложке 72. Напечатанные первая и вторая подложки 64 и 72 затем проходят через захват 162 между первым и вторым поддерживающими валиками 140 и 152, где происходит совместное сжатие первого абсорбирующего слоя 60 и второго абсорбирующего слоя 62 и формирование абсорбирующего тела 14.
Необязательной операцией является нанесение покрывающего слоя 70 на подложки 64 и 72, на абсорбирующий зернистый полимерный материал 66 и 74 и на термопластичный адгезивный материал 68 и 76. В другом воплощении покрывающий слой 70 и соответствующая подложка 64 и 72 могут быть изготовлены из единого листа материала. Укладка покрывающего слоя 70 на соответствующую подложку 64 и 72 может затем включать складывание единого куска материала.
Вышеупомянутые воплощения изобретения могут обеспечить хорошую однородность распределения абсорбирующего зернистого полимерного материала по всей площади 114 абсорбирующего зернистого полимерного материала абсорбирующего тела 14 при незначительном потоке воздуха и незначительном вакууме, подводимых к поддерживающим валикам 140 и 152, могут уменьшить количество абсорбирующего зернистого полимерного материала, которое необходимо возвращать в оборот, в то же время сохраняя или даже улучшая фиксацию влажного абсорбирующего зернистого полимерного материала. Дополнительно, управление процессом может быть упрощено, так как требуется небольшое смещение в поперечном направлении первого и второго абсорбирующих слоев 60 и 62 относительно друг друга, или вообще не требуется их смещать. Ряды 94 абсорбирующего зернистого полимерного материала проходят в поперечном направлении, которое по существу перпендикулярно продольной оси 100 абсорбирующего тела 14.
Метод испытаний и оборудование, описанное ниже, могут быть полезны для испытания воплощения этого изобретения.
Испытание влажной фиксации
Оборудование
градуированный цилиндр,
секундомер,
ножницы,
световая камера,
карандаш,
испытательный раствор: 0,90% солевой раствор при 37°С,
металлическая линейка, поверенная NIST (Национальный институт стандартов и технологий США), DIN (Немецкий институт стандартов), JIS (Японские промышленные стандарты) или другими сопоставимыми национальными организациями,
поливинилхлоридные/металлические ванны с гладкой внутренней поверхностью, минимальной длиной, равной длине (n) пакета тела, которое должно быть измерено, максимальной длиной, равной n+30 мм, шириной 105±5 мм, высотой 30-80 мм или эквивалентной,
электронные весы (диапазон 0-30 кг),
ударное испытательное оборудование мокрой фиксации (WAIIT), номер пакета программ: BM-00112.59500-R01, поставляемый T.M.G. Technisches Buero Manfred Gruna.
Условия
Стандартные лабораторные условия, температура: 23°С±2°С, относительная влажность: <55%.
Приготовление образца
Открыть продукт, чтобы сторона верхнего слоя была наверху.
Развернуть подгузник и прорезать эластичные элементы отворотов через каждые 2,5 см для удаления каркаса.
Для продуктов типа штанов открыть боковые швы и удалить пояса.
Уложить пакет с телом в плоском виде без каких-либо изгибов на световую камеру верхним слоем наверх.
Включить световую камеру для легкого определения внешних кромок абсорбирующего тела.
С помощью линейки провести линию у передней и задней внешних кромок абсорбирующего тела.
Измерить расстояние (А) между двумя метками и разделить полученную величину на 2, это будет вычисленное расстояние (В).
Измерить вычисленное расстояние (В) от передней метки до середины пакета тела и отметить его. Через эту метку провести линию в поперечном направлении.
Испытательная процедура
Калибровка тестера WAIIT:
1. Убедиться, что подвижная плита занимает нижнее положение. Открыть переднюю дверь WAIIT и присоединить крючок весов к верхнему зажиму образца WAIIT. Убедиться, что перед соединением с пружинными весами зажим закрыт.
2. Используя оба плеча на пружинных весах поднимать непрерывно и как можно медленнее подвижную плиту к верхнему положению. Записать среднюю величину (m1) в течение испытаний с точностью до 0,02 кг.
3. Направить вниз как можно медленнее подвижную плиту к нижнему положению и записать среднюю величину (m2), полученную в течение испытаний с точностью до 0,02 кг.
4. Вычислить и записать Δm1-m2 с точностью до 0,01 кг. Если Δ равно 0,6±0,3 кг, то продолжить измерение. В противном случае необходима регулировка подвижной плиты. Удостовериться, что подвижная плита находится в нижнем положении и проверить, нет ли каких-либо загрязнений или повреждений на пути скольжения. Проверить, правильно ли отрегулировано положение подвижной плиты относительно колебаний плиты на пути скольжения. Для легкого скольжения необходим некоторый зазор. Если зазор отсутствует, то необходимо отрегулировать систему.
Настройка тестера WAIIT:
Высота падения 59 см.
Загрузка подгузника (JD) равна 73% емкости тела (cc); JD=0,73×cc.
Емкость тела (cc) вычислена таким образом: cc=mSAP×SAPGV, где mSAP - масса суперабсорбирующего полимера (SAP) в подгузнике; SAPGV - емкость свободно разбухшего суперабсорбирующего полимера. Емкость свободно разбухшего суперабсорбирующего полимера определена методом, описанным в международной заявке WO 2006/062258. Масса суперабсорбирующего полимера определена как средняя масса десяти подгузников.
Проведение испытания
Установить пружинные весы на ноль (с учетом тары), положить пакет с сухим телом на весы. Взвесить и записать полученную величину с точностью до 0/1 г.
Измерить соответствующий объем солевого раствора (0,9% NaCl в деионизованной воде отградуированным цилиндром.
Положить пакет с телом в плоском виде верхним слоем наверх в поливинилхлоридную ванну. Налить солевой раствор поверх пакета с телом.
Взять поливинилхлоридную ванну и держать ее, наклоняя ее в различных направлениях, позволяя еще свободной жидкости быть абсорбированной. Изделия с многослойным тыльным слоем необходимо повернуть после двухминутной выдержки так, чтобы жидкость под тыльным слоем могла быть абсорбирована. Выдержать 10 минут (±1 минута), чтобы позволить всему солевому раствору быть абсорбированным. Некоторое количество капель может остаться в поливинилхлоридной ванне. Использовать только поливинилхлоридную/металлическую ванну, чтобы гарантировать равномерное распределение жидкости и уменьшить количество удерживаемой жидкости.
Установить пружинные весы на ноль (с учетом тары), положить пакет с влажным телом на весы. Взвесить и записать полученную величину точностью до 0,1 г. Согнуть пакет с телом, как только он положен на весы. Проверить осмотром, не вышел ли пакет с влажным телом за предел (определенный как «вес пакета с сухим телом + наполнение подгузника ±4 мл»). Например, 12 г сухого пакета с телом + 150 мл наполнения = 162 г вес влажного пакета с телом. Если фактический вес на шкале находится между 158 г и 166 г, прокладка может быть использована для встряхивания. В противном случае прокладку отправить в отходы и использовать следующую прокладку.
Взять пакет с наполненным телом и разрезать в поперечном направлении вдоль нанесенной линии.
Положить заднюю половину пакета с влажным телом на весы (m1). Взвесить и записать полученную величину с точностью до 0,1 г.
Взять влажное тело и зажать конец герметизированной стороны в верхнем зажиме WAIIT (открытый конец тела ориентирован вниз). Затем зажать обе стороны тела в боковых зажимах держателя образца и убедиться, что изделие зафиксировано в держателе образца вдоль всей длины изделия. Убедиться, что абсорбирующее тело не зажато, а зажат только нетканый материал; для некоторых изделий это означает закрепление изделия за барьерные ножные манжеты.
Поднять двумя руками подвижную плиту в верхнее положение, пока плита не войдет в зацепление.
Закрыть надежно переднюю дверь и задействовать скользящую планку.
Установить весы на ноль (с учетом тары), вынуть пакет с испытанным телом из WAIIT и положить на весы. Взвесить и записать полученную величину с точностью до 0,1 г.
Повторить операции 7-11 с передней половиной пакета с влажным телом.
Составление Отчета
1. Записать вес пакета сухим телом с точностью до 0,1 г.
2. Записать вес пакета влажным телом до испытаний (m1передняя/задняя) и после испытаний (m2передняя/задняя) с точностью до 0,1 г.
3. Вычислить и записать средний вес потери массы (Δm) с точностью до 0,1 г.
Δm=(m1передняя+m1задняя)-(m2передняя+m2задняя).
4. Вычислить и записать средний вес потери массы в процентах (Δрег) с точностью до 1%:
Δрег=[(m1передняя+m1задняя)-(m2передняя+m2задняя)]×100/(m1передняя+m1задняя).
5. Вычислить и записать величину влажного закрепления (W1):
W1=100%-Δрег.
Все приведенные здесь ссылки на патенты и патентные заявки (включая любые патенты, которые потом выданы), заявленные Procter and Gamble Company, включены здесь путем ссылки полностью.
Размеры и их значения, содержащиеся в данном документе, не следует рассматривать как строго ограниченные в точности приведенными значениями. Напротив, если не оговорено особо, под приведенным значением понимается данное значение и все значения, находящиеся в функционально эквивалентном диапазоне значений, окружающих это значение. Так, например, значение, обозначенное как 40 мм, следует рассматривать как «приблизительно 40 мм».
Все документы, упомянутые в детальном описании изобретения, в существенной части, включены здесь путем ссылки; упоминание любого документа не является признанием того, что он является предшествующим уровнем относительно настоящего изобретения. Если любое значение или определение термина в этом документе противоречит любому значению или определению того же самого термина в документе, включенном путем ссылки, значение или определение, данное этому термину в этом документе, должно быть определяющим.
Несмотря на то, что в данном документе иллюстрируются и описываются конкретные воплощения настоящего изобретения, для специалистов в данной области техники очевидно, что возможно внесение прочих изменений и модификаций, не нарушающих идею и назначение изобретения. С этой целью в прилагаемой формуле изобретения представлены все возможные подобные изменения и модификации в объеме настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ С ПОВЫШЕННОЙ МЯГКОСТЬЮ | 2008 |
|
RU2443403C2 |
| АБСОРБИРУЮЩИЕ ПРОДУКТЫ С УЛУЧШЕННОЙ ЭФФЕКТИВНОСТЬЮ УПАКОВКИ | 2010 |
|
RU2496460C1 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ | 2006 |
|
RU2383322C2 |
| ОДНОРАЗОВОЕ АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ С ПРАКТИЧЕСКИ НЕПРЕРЫВНО РАСПРЕДЕЛЕННЫМ АБСОРБИРУЮЩИМ ГРАНУЛИРОВАННЫМ ПОЛИМЕРНЫМ МАТЕРИАЛОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2465877C2 |
| АБСОРБИРУЮЩИЕ ИЗДЕЛИЯ С ИНДИКАТОРАМИ ВЛАЖНОСТИ | 2010 |
|
RU2508084C2 |
| АБСОРБИРУЮЩИЙ КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ ДЛЯ АБСОРБИРУЮЩИХ ИЗДЕЛИЙ | 2012 |
|
RU2574975C2 |
| АБСОРБИРУЮЩАЯ СЕРДЦЕВИНА ДЛЯ ОДНОРАЗОВОГО АБСОРБИРУЮЩЕГО ИЗДЕЛИЯ | 2012 |
|
RU2582011C2 |
| Абсорбирующие изделия с каналами и индицирующими элементами | 2014 |
|
RU2636366C2 |
| АБСОРБИРУЮЩИЙ КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ ДЛЯ АБСОРБИРУЮЩИХ ИЗДЕЛИЙ | 2012 |
|
RU2575757C2 |
| АБСОРБИРУЮЩИЕ ИЗДЕЛИЯ С УЛУЧШЕННЫМИ АБСОРБИРУЮЩИМИ СВОЙСТВАМИ | 2012 |
|
RU2573299C2 |
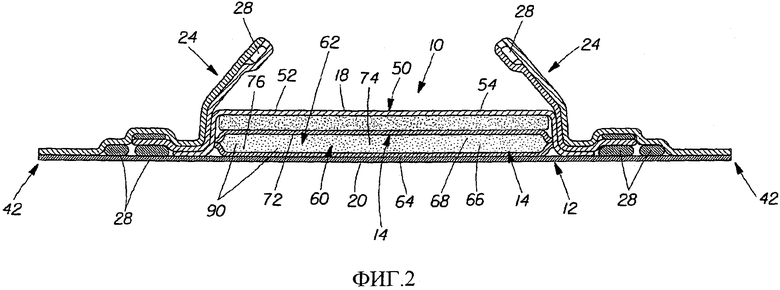
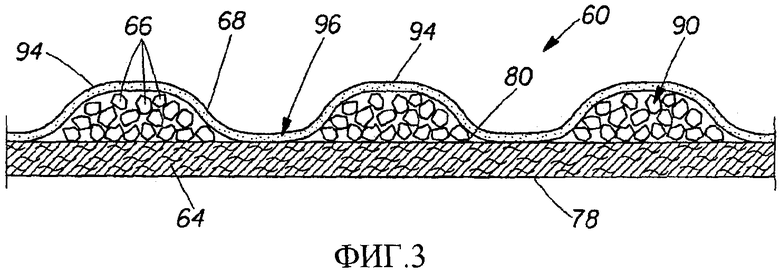
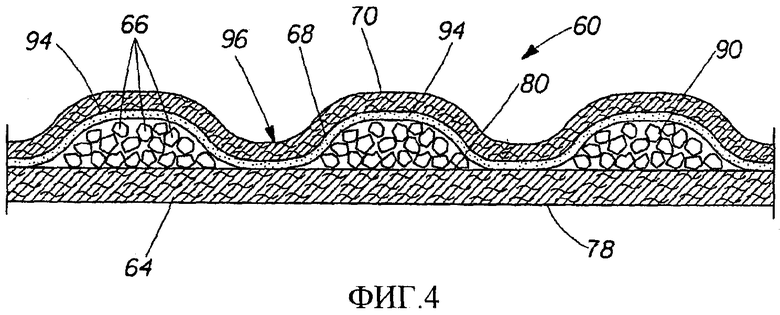



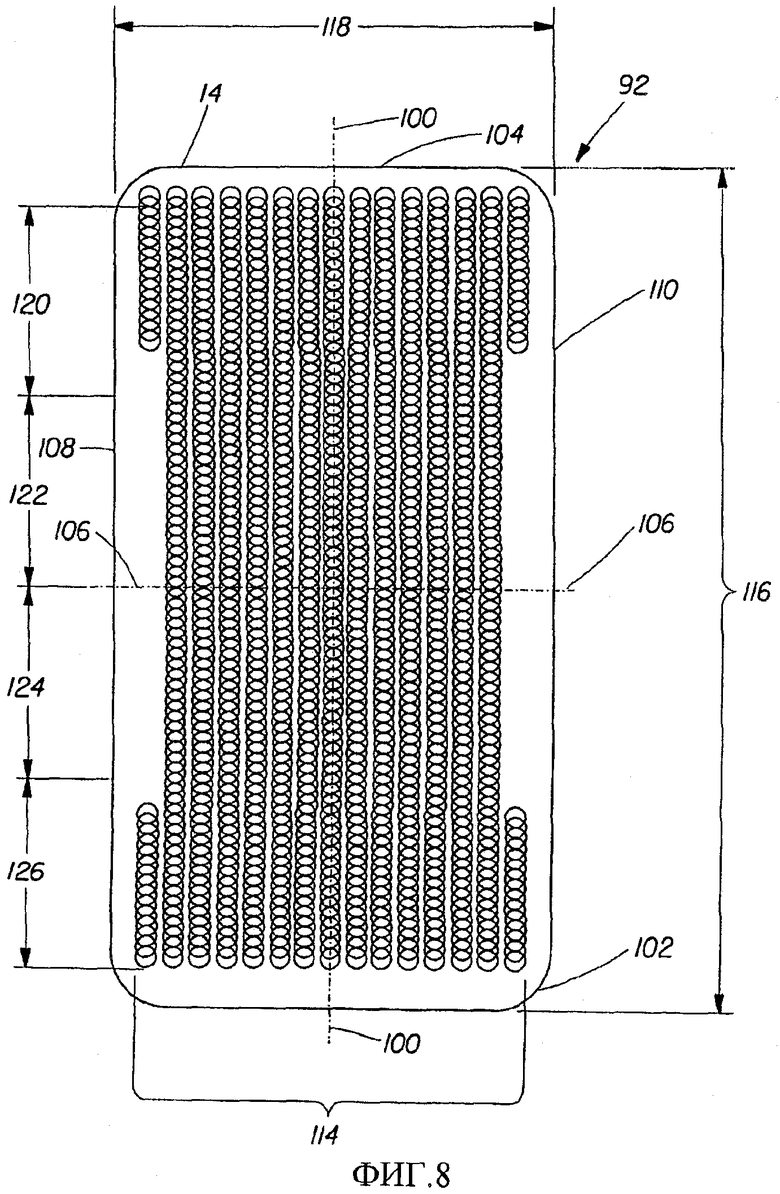
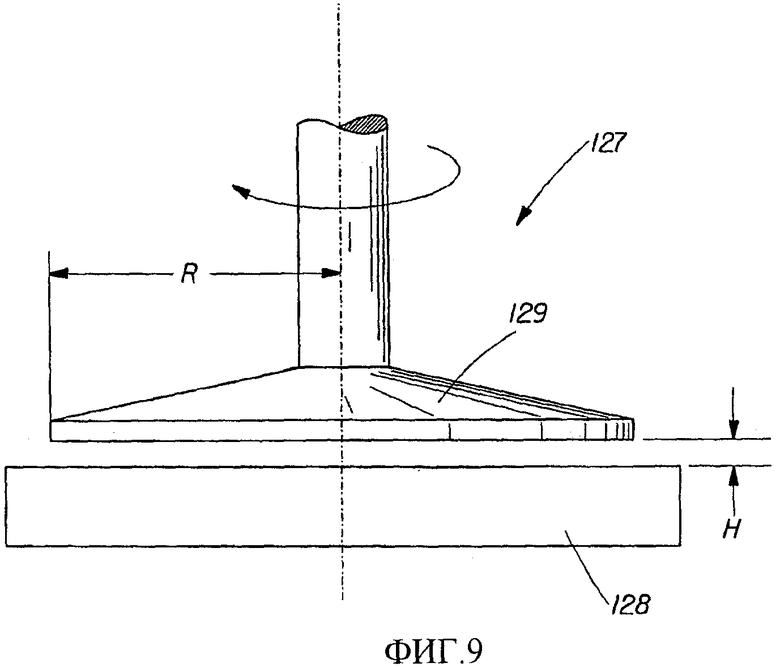
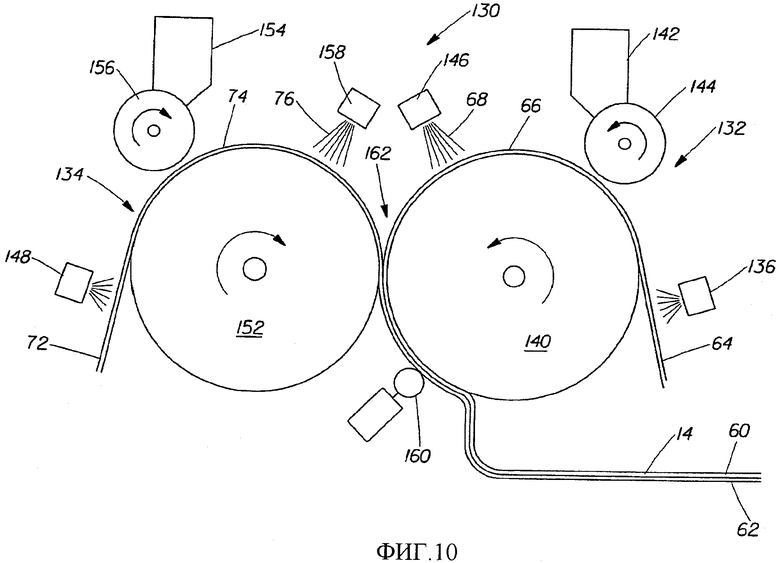



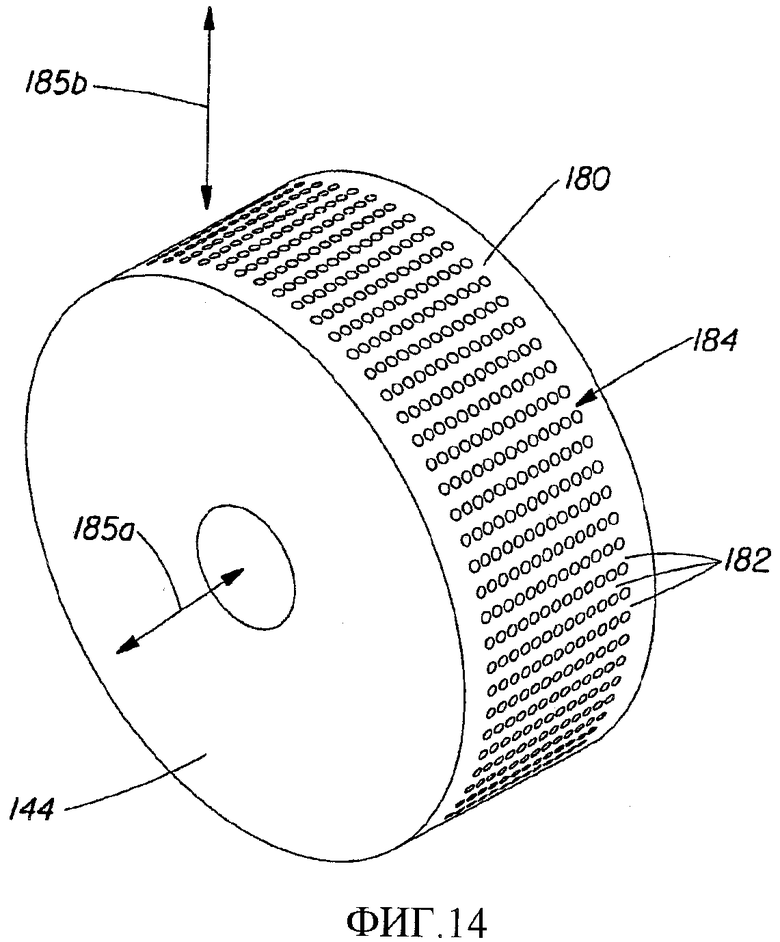
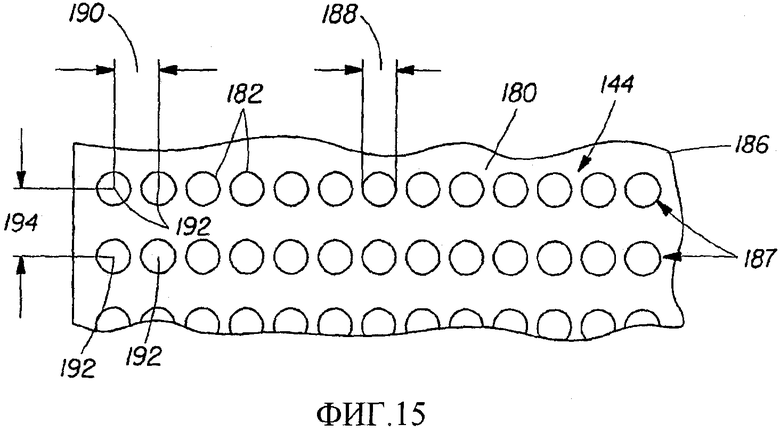
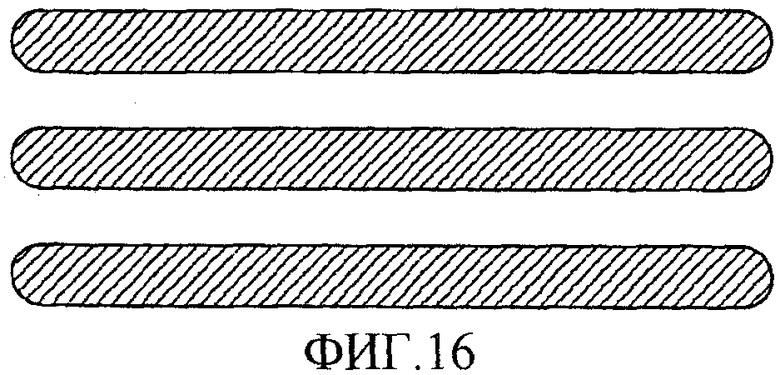
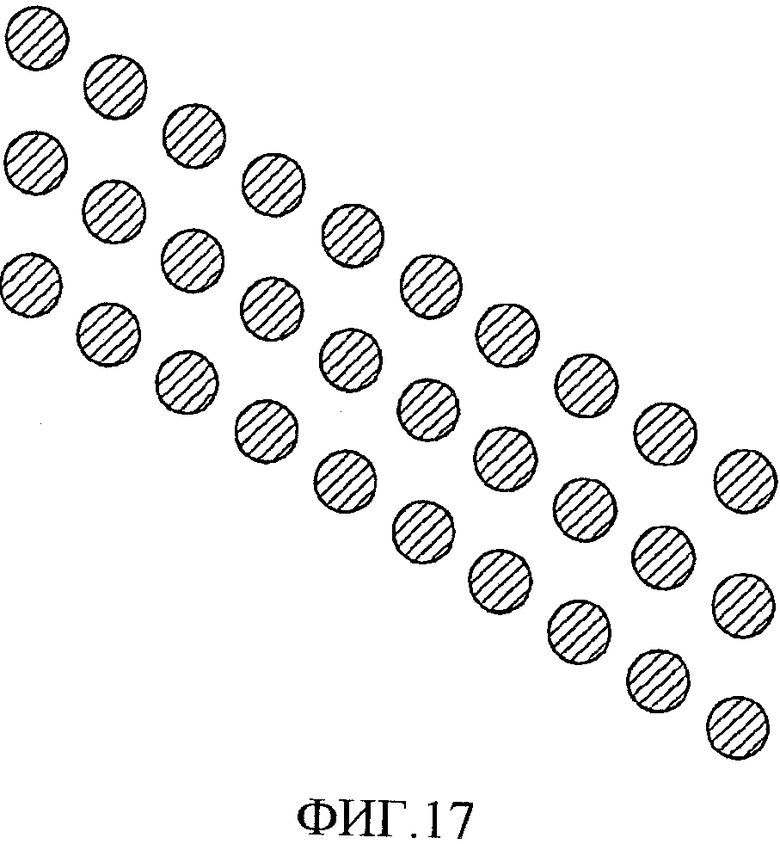
Способ изготовления одноразового абсорбирующего тела включает нанесение абсорбирующего зернистого полимерного материала из множества емкостей в печатающем валике на подложку, расположенную на решетке поддержки, которая включает множество поперечных планок, проходящих по существу параллельно и разнесенных друг от друга для формирования каналов, проходящих между первым множеством поперечных планок. Множество емкостей в первой периферийной поверхности скомпонованных в матрицу, включающую ряды, проходящие по существу параллельно и разнесенные друг от друга. Поддержка и печатающий валик размещены так, что первое множество поперечных планок по существу параллельны рядам первого множества емкостей, абсорбирующий зернистый полимерный материал наносят на подложку по узору так, что абсорбирующий зернистый полимерный материал собирается в ряды на первой подложке, сформированные между первым множеством поперечных планок. Термопластичный адгезивный материал наносят на абсорбирующий зернистый полимерный материал и на подложку для покрытия абсорбирующего зернистого полимерного материала на подложке и формирования абсорбирующего слоя. Также описано устройство для изготовления абсорбирующего изделия. 2 н. и 16 з.п. ф-лы, 17 ил.
1. Способ изготовления одноразового абсорбирующего изделия, включающий подготовку первой поддержки, содержащей первую решетку, включающую первое множество поперечных планок, проходящих, по существу, параллельно и разнесенных друг от друга для формирования каналов, проходящих между первым множеством поперечных планок; подготовку первого печатающего валика, имеющего первую периферийную поверхность и первое множество емкостей в первой периферийной поверхности, скомпонованных в матрицу, включающую ряды, проходящие, по существу, параллельно и разнесенные друг от друга; нанесение абсорбирующего зернистого полимерного материала из первого множества емкостей первым узором на первую подложку, расположенную на первой решетке, в то время как первая поддержка и первый печатающий валик размещены так, что первое множество поперечных планок, по существу, параллельно рядам первого множества емкостей, так что абсорбирующий зернистый полимерный материал собирается в ряды на первой подложке, сформированные между первым множеством поперечных планок; нанесение термопластичного адгезивного материала на абсорбирующий зернистый полимерный материал и на первую подложку и формирование первого абсорбирующего слоя, при этом первая решетка на первой поддержке проходит в машинном направлении и в поперечном направлении, по существу, перпендикулярном машинному направлению, и первое множество поперечных планок проходит в поперечном направлении первой решетки, и поперечные планки разнесены друг от друга так, что между первым множеством поперечных планок проходят каналы в поперечном направлении первой решетки; периферийная поверхность первого печатающего валика проходит в машинном направлении и в поперечном направлении, по существу, перпендикулярном машинному направлению, ряды первого множества резервуаров проходят в поперечном направлении первой периферийной поверхности и разнесены друг от друга в машинном направлении первой периферийной поверхности; абсорбирующий зернистый полимерный материал наносят из первого множества емкостей на первую подложку на первой поддержке, в то время как первая поддержка и первый печатающий валик размещены так, что машинное направление первой решетки, по существу, параллельно машинному направлению первой периферийной поверхности, и поперечное направление первой решетки, по существу, параллельно поперечному направлению первой периферийной поверхности.
2. Способ по п.1, отличающийся тем, что подготавливают вторую поддержку, содержащую вторую решетку, включающую второе множество поперечных планок, проходящих, по существу, параллельно и разнесенных друг от друга для формирования каналов, проходящих между вторым множеством поперечных планок; подготавливают второй печатающий валик, имеющий вторую периферийную поверхность и второе множество емкостей во второй периферийной поверхности, скомпонованных в матрицу, включающую ряды, проходящие, по существу, параллельно и разнесенные друг от друга; наносят абсорбирующий зернистый полимерный материал из второго множества емкостей вторым узором на вторую подложку, расположенную на второй решетке, в то время как поддержка и второй печатающий валик размещены так, что второе множество поперечных планок, по существу, параллельны рядам второго множества емкостей, так что абсорбирующий зернистый полимерный материал собирается в ряды на второй подложке, сформированные между вторым множеством поперечных планок второй поддержки; наносят термопластичный адгезивный материал на абсорбирующий зернистый полимерный материал и на вторую подложку и формируют второй абсорбирующий слой; соединяют первый и второй абсорбирующие слои наложением друг на друга так, что, по меньшей мере, часть термопластичного адгезивного материала первого абсорбирующего слоя соприкасается, по меньшей мере, с частью термопластичного адгезивного материала второго абсорбирующего слоя, а абсорбирующий зернистый полимерный материал оказывается расположенным между первой и второй подложками и, по существу, равномерно распределен на площади абсорбирующего зернистого полимерного материала.
3. Способ по п.2, отличающийся тем, что первая решетка на первой поддержке проходит в машинном направлении и в поперечном направлении, по существу, перпендикулярном машинному направлению, и первое множество поперечных планок проходит в поперечном направлении первой решетки, и поперечные планки разнесены друг от друга так, что между первым множеством поперечных планок проходят каналы в поперечном направлении первой решетки; вторая решетка на второй поддержке проходит в машинном направлении и в поперечном направлении, по существу, перпендикулярном машинному направлению, второе множество поперечных планок проходит в поперечном направлении второй решетки и разнесены друг от друга так, что между вторым множеством поперечных планок проходят каналы в поперечном направлении второй решетки; периферийная поверхность первого печатающего валика проходит в машинном направлении и в поперечном направлении, по существу, перпендикулярном машинному направлению, ряды первого множества емкостей проходят в поперечном направлении первой периферийной поверхности и разнесены друг от друга в машинном направлении первой периферийной поверхности; периферийная поверхность второго печатающего валика проходит в машинном направлении и в поперечном направлении, по существу, перпендикулярном машинному направлению, ряды второго множества емкостей проходят в поперечном направлении второй периферийной поверхности и разнесены друг от друга в машинном направлении второй периферийной поверхности; абсорбирующий зернистый полимерный материал наносят из первого множества емкостей на первую подложку, расположенную на первой решетке, в то время как первая поддержка и первый печатающий валик размещены так, что машинное направление первой решетки, по существу, параллельно машинному направлению первой периферийной поверхности, и поперечное направление первой решетки по существу параллельно поперечному направлению первой периферийной поверхности; наносят абсорбирующий зернистый полимерный материал из второго множества емкостей на вторую подложку, расположенную на второй решетке, в то время как вторая поддержка и второй печатающий валик размещены так, что машинное направление второй решетки, по существу, параллельно машинному направлению второй периферийной поверхности, и поперечное направление второй решетки, по существу, параллельно поперечному направлению второй периферийной поверхности.
4. Способ по п.1, отличающийся тем, что ряды абсорбирующего зернистого полимерного материала на первой подложке отделяют соединительными участками между рядами абсорбирующего зернистого полимерного материала.
5. Способ по п.2, отличающийся тем, что ряды абсорбирующего зернистого полимерного материала на первой и второй подложках отделяют соединительными участками между рядами абсорбирующего зернистого полимерного материала, соединяют первый и второй абсорбирующие слои наложением друг на друга так, что ряды абсорбирующего зернистого полимерного материала на первой подложке оказываются расположенными между и, по существу, параллельно рядам абсорбирующего зернистого полимерного материала на второй подложке.
6. Способ по п.2, отличающийся тем, что соединяют первый и второй абсорбирующие слои так, что первый и второй узоры абсорбирующего зернистого полимерного материала оказываются разнесенными относительно друг друга в машинном направлении.
7. Способ по п.2, отличающийся тем, что первая поддержка выполнена в виде первого поддерживающего валика, и операция нанесения абсорбирующего зернистого полимерного материала на первую подложку включает нанесение абсорбирующего зернистого полимерного материала на первую подложку вращением первого печатающего и первого поддерживающего валиков; а вторая поддержка выполнена в виде второго поддерживающего валика, и операция нанесения абсорбирующего зернистого полимерного материала на вторую подложку включает нанесение абсорбирующего зернистого полимерного материала на вторую подложку вращением второго печатающего и второго поддерживающего валиков.
8. Способ по п.7, отличающийся тем, что первый поддерживающий валик выполнен вакуумируемым, и операция нанесения абсорбирующего зернистого полимерного материала на первую подложку включает удержание вакуумом первой подложки на первом вакуумируемом поддерживающем валике, второй поддерживающий валик выполнен вакуумируемым, и операция нанесения абсорбирующего зернистого полимерного материала на вторую подложку включает удержание вакуумом второй подложки на втором вакуумируемом поддерживающем валике.
9. Способ по п.2, отличающийся тем, что первое и второе множество емкостей выполнены цилиндрическими или коническими.
10. Способ по п.9, отличающийся тем, что множество емкостей в первом печатающем валике имеют диаметр примерно 3-8 мм, разнесены друг от друга в поперечном направлении примерно на расстояние 5,5-10 мм, измеренное между центрами соседних емкостей, и разнесены друг от друга в машинном направлении примерно на расстояние 8-10 мм, измеренное между центрами соседних емкостей.
11. Способ по п.1, отличающийся тем, что первое множество поперечных планок имеет, по существу, прямые обращенные наружу кромки, проходящие, по существу, через всю первую решетку.
12. Способ по п.1, отличающийся тем, что первую подложку размещают на первой решетке так, что она непосредственно соприкасается, по меньшей мере, с частью первого множества поперечных планок.
13. Способ по п.1, отличающийся тем, что первая решетка включает множество распорок, разнесенных друг от друга и проходящих между первым множеством поперечных планок в машинном направлении первой поддержки.
14. Устройство для изготовления одноразового абсорбирующего изделия, включающее первый бункер для абсорбирующего зернистого полимерного материала, первую поддержку, содержащую первую решетку, включающую первое множество, по существу, параллельных планок, разнесенных друг от друга для формирования каналов, проходящих между первым множеством поперечных планок; первый печатающий валик для получения абсорбирующего зернистого полимерного материала из первого бункера для абсорбирующего зернистого полимерного материала, имеющий первую периферийную поверхность и первое множество емкостей в первой периферийной поверхности, скомпонованных в матрицу, включающую ряды, проходящие, по существу, параллельно и разнесенные друг от друга; первая поддержка и первый печатающий валик размещены так, что первое множество поперечных планок, по существу, параллельны рядам первого множества емкостей в первой периферийной поверхности, так что при вращении первого печатающего валика первое множество емкостей получают абсорбирующий зернистый полимерный материал из первого бункера для абсорбирующего зернистого полимерного материала и наносят его на первую подложку первым узором, так что абсорбирующий зернистый полимерный материал собирается в ряды на первой подложке, сформированные между первым множеством поперечных планок; первое устройство для нанесения термопластичного полимерного материала на абсорбирующий зернистый полимерный материал и первую подложку для покрытия абсорбирующего зернистого полимерного материала на первой подложке и формирования первого абсорбирующего слоя, при этом первая решетка проходит в машинном направлении и в поперечном направлении, по существу, перпендикулярном машинному направлению, и первое множество поперечных планок проходит в поперечном направлении первой решетки и разнесены друг от друга так, что каналы походят между первым множеством поперечных планок в поперечном направлении первой решетки; первая периферийная поверхность проходит в машинном направлении и в поперечном направлении, по существу, перпендикулярном машинному направлению, ряды первого множества емкостей проходят в поперечном направлении первой периферийной поверхности и разнесены друг от друга в машинном направлении первой периферийной поверхности; при этом первая поддержка и первый печатающий валик размещены так, что машинное направление первой решетки, по существу, параллельно машинному направлению первой периферийной поверхности, и поперечное направление первой решетки, по существу, параллельно поперечному направлению первой периферийной поверхности.
15. Устройство по п.14, отличающееся тем, что включает второй бункер для абсорбирующего зернистого полимерного материала, вторую поддержку, содержащую вторую решетку, включающую второе множество поперечных планок, проходящих, по существу, параллельно и разнесенных друг от друга для формирования каналов, проходящих между вторым множеством поперечных планок; второй печатающий валик, имеющий вторую периферийную поверхность и второе множество емкостей во второй периферийной поверхности, скомпонованных в матрицу, включающую ряды, проходящие, по существу, параллельно и разнесенные друг от друга; при этом вторая поддержка и второй печатающий валик размещены так, что второе множество поперечных планок, по существу, параллельны рядам второго множества емкостей во второй периферийной поверхности, так что при вращении второго печатающего валика второе множество емкостей получают абсорбирующий зернистый полимерный материал из второго бункера для абсорбирующего зернистого полимерного материала и наносят его на вторую подложку вторым узором, так что абсорбирующий зернистый полимерный материал собирается в ряды на второй подложке, сформированные между вторым множеством поперечных планок; второе устройство для нанесения термопластичного полимерного материала на абсорбирующий зернистый полимерный материал и вторую подложку для покрытия абсорбирующего зернистого полимерного материала на второй подложке и формирования второго абсорбирующего слоя, причем первая и вторая поддержки сформированы для соединения первого и второго абсорбирующих слоев наложением друг на друга так, что, по меньшей мере, часть термопластичного адгезивного материала первого абсорбирующего слоя соприкасается, по меньшей мере, с частью термопластичного адгезивного материала второго абсорбирующего слоя, а абсорбирующий зернистый полимерный материал оказывается расположенным между первой и второй подложками и, по существу, равномерно распределен на площади абсорбирующего зернистого полимерного материала.
16. Устройство по п.15, отличающееся тем, что первая решетка на первой поддержке проходит в машинном направлении и в поперечном направлении, по существу, перпендикулярном машинному направлению, первое множество поперечных планок проходит в поперечном направлении первой решетки и разнесены друг от друга так, что каналы проходят между первым множеством поперечных планок в поперечном направлении первой решетки; вторая решетка на второй поддержке проходит в машинном направлении и в поперечном направлении, по существу, перпендикулярном машинному направлению, второе множество поперечных планок проходит в поперечном направлении второй решетки и разнесены друг от друга так, что каналы проходят между вторым множеством поперечных планок в поперечном направлении второй решетки; первая периферийная поверхность первого печатающего валика проходит в машинном направлении и в поперечном направлении, по существу, перпендикулярном машинному направлению, ряды первого множества емкостей проходят в поперечном направлении первой периферийной поверхности и разнесены друг от друга в машинном направлении первой периферийной поверхности; вторая периферийная поверхность второго печатающего валика проходит в машинном направлении и в поперечном направлении, по существу, перпендикулярном машинному направлению, ряды второго множества емкостей проходят в поперечном направлении второй периферийной поверхности и разнесены друг от друга в машинном направлении второй периферийной поверхности; первая поддержка и первый печатающий валик размещены так, что машинное направление первой решетки, по существу, параллельно машинному направлению первой периферийной поверхности, и поперечное направление первой решетки, по существу, параллельно поперечному направлению первой периферийной поверхности, а вторая поддержка и второй печатающий валик размещены так, что машинное направление второй решетки, по существу, параллельно машинному направлению второй периферийной поверхности, и поперечное направление второй решетки, по существу, параллельно поперечному направлению второй периферийной поверхности.
17. Устройство по п.14, отличающееся тем, что первое и второе множество емкостей выполнены цилиндрическими или коническими.
18. Устройство по п.14, отличающееся тем, что первое множество поперечных планок имеет, по существу, прямые обращенные наружу кромки, проходящие, по существу, через всю первую решетку.
| US 2006048880 A1, 09.03.2006 | |||
| US 2004162536 A1, 19.04.2004 | |||
| US 5494622 A1, 27.02.1996 | |||
| WO 2007014235 A1, 01.02.2007. |

