Изобретение относится к устройству для идентификации металлургических изделий, в частности заготовок, полученных непрерывной разливкой, или прокатных изделий, а также к устройству для осуществления способа.
Металлургические изделия, в частности заготовки, полученные непрерывной разливкой, и прокатные изделия, как то: блюмы, слябы или сортовые заготовки, пластины, листы, ленты и подобное, непрерывно отслеживаются и фиксируются в потоке производства, а также между последующими металлургическими переделами. С этой целью определенные поверхностные признаки, например целенаправленно нанесенная маркировка, а также другие признаки, относящиеся к качеству, например поверхностные дефекты, наблюдаются и приписываются соответствующему изделию.
Для маркировки обычно иногда используются маркировочные станки с маркировочным клеймом и ударным устройством, как это известно, например, из WO 03/074295.
В способе и устройстве для распознавания объекта согласно публикации WO 00/37926 распознаваемый объект освещается с помощью по меньшей мере двух источников света с разных направлений или под разными углами, а камера при этом из заданного положения снимает этот объект и тени, возникающие от этих источников света. С помощью этого способа или устройства, должны отслеживаться отклонения внешней формы объекта. Такой способ не пригоден и не предназначен для отслеживания поверхностных признаков.
В основу настоящего изобретения положена задача предложить способ и создать устройство, позволяющие в условиях производства надежно определять и записывать полезную информацию относительно поверхностных признаков металлургических изделий, в частности заготовок, полученных непрерывной разливкой, и прокатных изделий.
Эта задача согласно изобретению решается с помощью способа и устройства с признаками п. 1, или п. 4 формулы изобретения.
Другие предпочтительные варианты выполнения способа и устройства согласно изобретению составляют предмет зависимых пунктов формулы изобретения.
Способ согласно изобретению дает возможность в исключительно короткое время определить и записать чрезвычайно полезную информацию о металлургических изделиях, так чтобы они могли быть безошибочно идентифицированы при дальнейшей обработке.
Далее изобретение более подробно поясняется на основе чертежа, на котором схематически изображено:
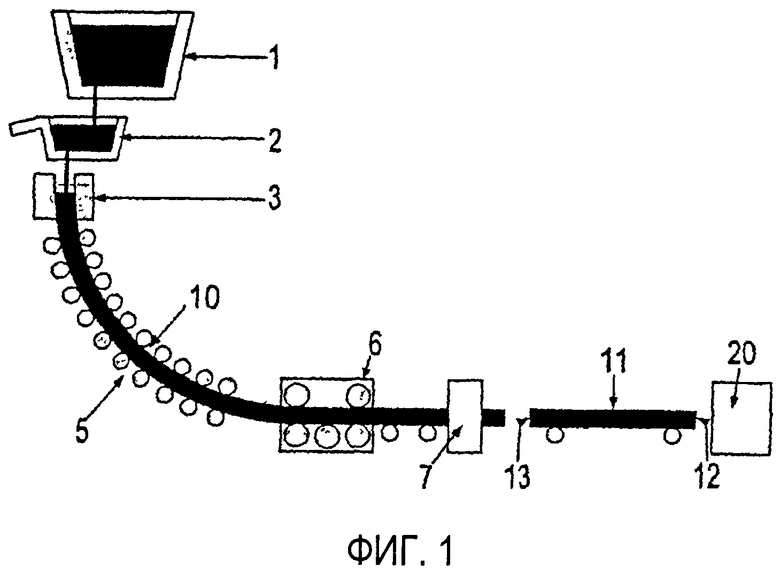
фиг. 1 - принципиальное устройство установки непрерывной разливки;
фиг. 2 - первый пример выполнения устройства для отслеживания поверхности изделия согласно изобретению;
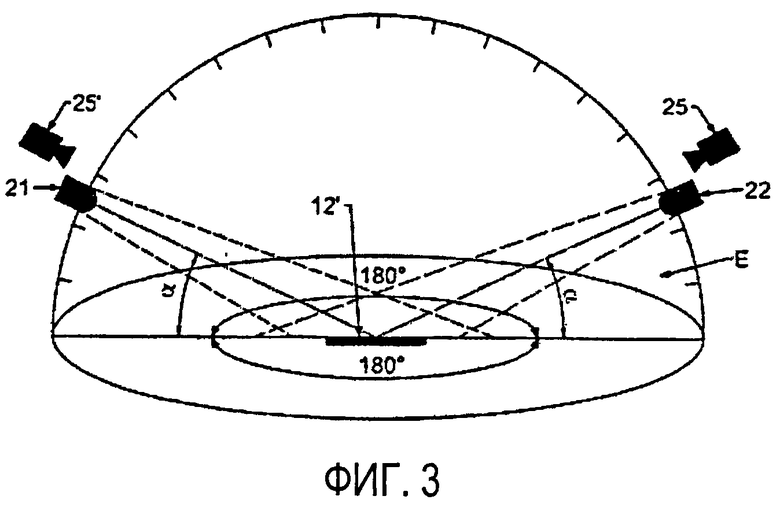
фиг. 3 - второй пример выполнения устройства для отслеживания поверхности изделия согласно изобретению;
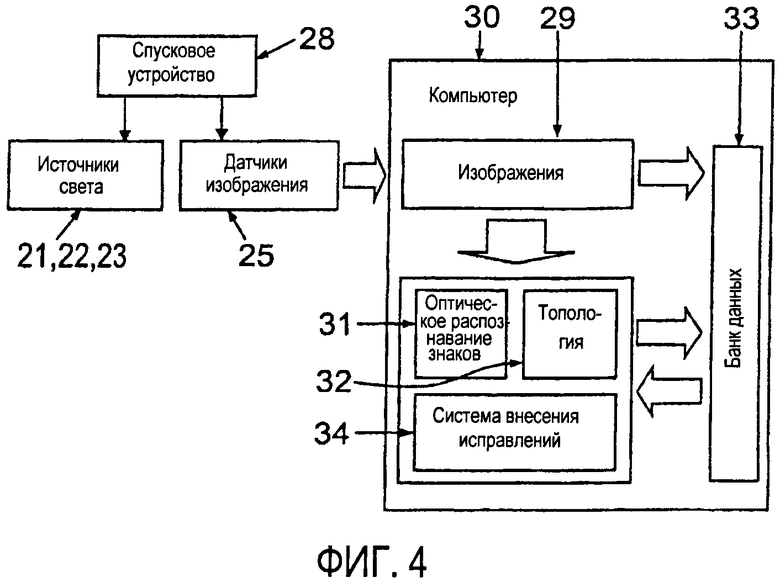
фиг. 4 - блок-схема устройства для идентификации металлических изделий, в частности заготовок, полученных непрерывной разливкой, согласно изобретению и
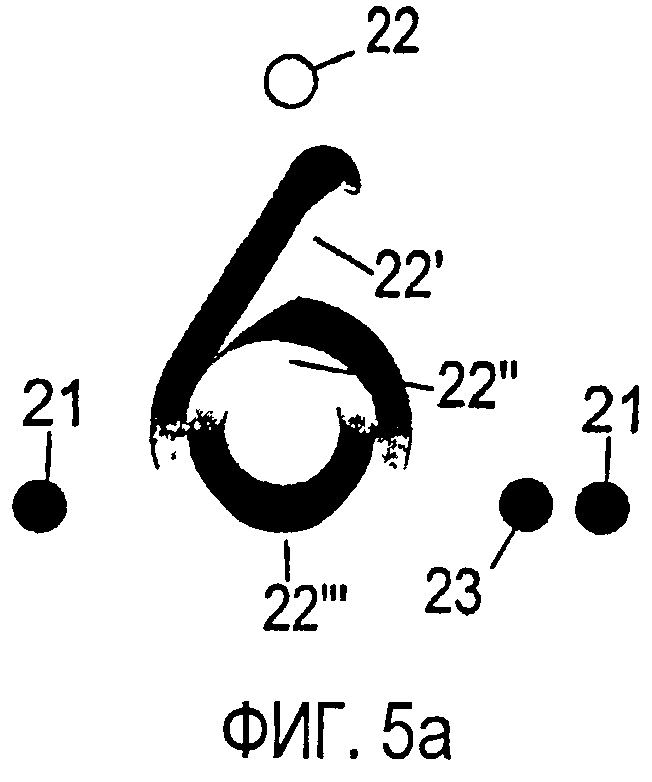
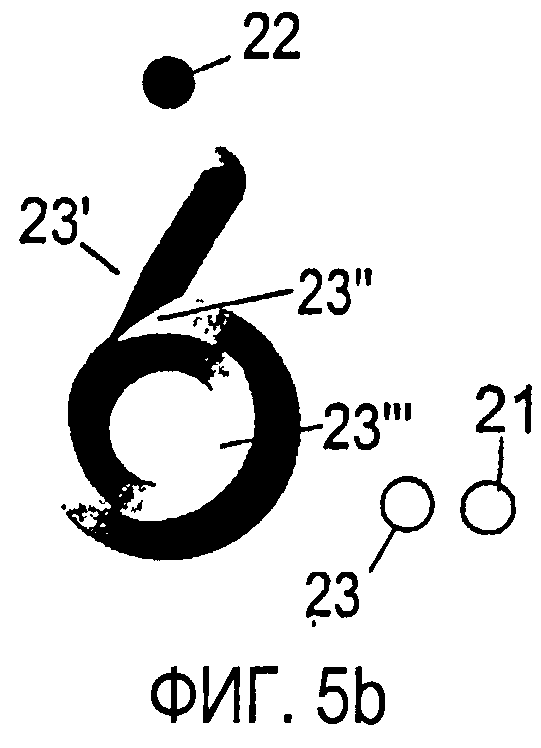
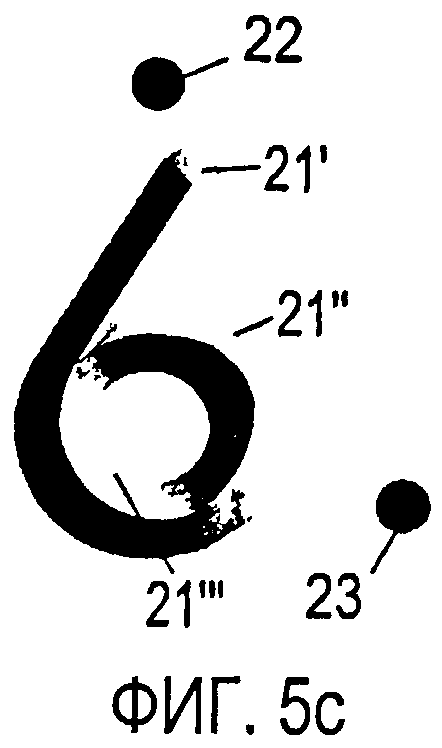
фиг. 5а-5с - маркировка (цифра 6), соответственно освещенная одним источником света.
На фиг. 1 схематически изображено принципиальное устройство самой по себе известной установки непрерывной разливки с литейным ковшом 1, промежуточным ковшом 2 (Tundish), водоохлаждаемым кристаллизатором 3, а также с направляющим устройством 5 для заготовки 10. В показанном примере так называемой установки с изгибом заготовки эта горячая заготовка в агрегате 5 вытягивания с помощью роликов изгибается в горизонталь и сжимается с помощью валков 6. После этого заготовка 10 в агрегате 7 разделения (например, с помощью горелки или ножниц) разрезается на «штуки» 11, в случае которых в зависимости от сечения литой заготовки речь идет о блюмах, слябах или сортовых заготовках, которые затем проходят на прокатном стане дальнейшую обработку до получения пластин, листов, лент и подобного.
Для идентификации, то есть распознавания, «штук» или промежуточных продуктов 11, отводимых, например, в направлении, перпендикулярном к плоскости чертежа на фиг. 1, одна из двух поверхностей 12, 13 реза заготовки 10, образующихся в результате разрезания - поверхность 12 изделия 1 на фиг. 1 - с помощью устройства 20 согласно изобретению оптически фиксируется для распознавания, как это показано далее на фиг. 2-4.
В варианте выполнения, схематически изображенном на фиг. 2, в соответствии со способом согласно изобретению поверхность 12′ (например, вышеупомянутая поверхность 12 реза блюма) освещается тремя источниками света 21, 22, 23, установленными в трех разных местах. Все три источника 21, 22, 23 света, располагающиеся в трех плоскостях Е1, Е2, Е3, образующих между собой угол 120º и перпендикулярных к поверхности 12 изделия, направлены под одинаковым углом α к поверхности 12 изделия. Имеется датчик изображения, предпочтительно, цифровая камера 25, с помощью которой освещаемая поверхность 12 изделия снимается на избранном участке с соответствующими тенями и отражениями. Полученные таким образом изображения, или точечные матрицы, наряду с информацией для распознавания продукта содержат огромное количество информации о состоянии и структуре поверхности, например о поверхностных дефектах, трещинах, шлаковых включениях, царапинах и подобном.
Как показано на блок-схеме на фиг. 4, изображения 29, полученные после включения 28 освещения и камеры, фиксируются в компьютере 30, то есть в базе 33 данных, откуда их в любое время можно вызвать для распознавания.
В качестве источников 21, 22, 23 света, предпочтительно, используются светодиоды (светоизлучающие диоды) LED, имеющие по сравнению, например, с галогенными лампами, значительно большие срок службы и эффективность.
При использовании разноцветных светодиодов LED (и цветной цифровой камеры 25) достигаются прекрасные результаты. Особенно эффективным является применение красного, зеленого и синего цветов.
При простом использовании разноцветных светодиодов LED оптическое распознавание знаков 31 (OCR - optical character recognition) применимо в качестве системы обнаружения и распознавания.
При использовании светодиодов красного, зеленого и синего цветов RGB-LED в качестве системы обнаружения и распознавания годятся как оптическое распознавание знаков (OCR) 31, так и трехмерная топология (fingerprint) 32.
Для обеих систем обнаружения и распознавания предусмотрена система обнаружения ошибок и внесения исправлений.
Устройство 20 согласно изобретению обеспечивает точную фиксацию движущихся деталей, например заготовок, полученных непрерывной разливкой. Наилучшая контрастность достигается при относительно небольшом угле α (около 10-20º).
Информация о трехмерной топологии может быть усовершенствована с помощью стереотехники, то есть, путем применения двух камер. Две камеры могут способствовать также улучшению контрастности.
Как показано на фиг. 3, можно также использовать только два цветных светодиода LED 21, 22, например красного и зеленого цветов, и довольствоваться неполной информацией о трехмерной топологии. Светодиоды 21, 22 располагаются в этом варианте в общей плоскости Е, перпендикулярной к поверхности 12′ изделия. Здесь вместо одной единственной камеры также могут быть использованы две камеры 25, 25′, причем первопричиной для этого является не получение стереоизображения, а улучшение контрастности при больших углах α.
Устройство согласно изобретению за исключительно короткое время позволяет определять и записывать огромное количество полезной информации о металлических изделиях, в частности, об изделиях, полученных непрерывной разливкой, так чтобы они могли безошибочно идентифицироваться при дальнейшей обработке.
На фиг. 5а-5с изображен пример выполнения маркировки на поверхности изделия, выполненной согласно изобретению, в качестве примера она выштампована в виде цифры 6. Снова три источника 21, 22, 23 света направлены к центру под углом 120°. Эти три источника дают, соответственно, цветное или теневое, изображение, наглядно представленное на этих фигурах. В поперечном сечении эта цифра 6 имеет форму V, так что при освещении облучаемых поверхностей этой цифры 6 с верхней стороны источником 22 света ярко освещаются соответственно места 22′, 22′′, 22′′′. На фиг. 5b включен источник 23 света, который осуществляет соответствующее освещение в местах 23′, 23′′, 23′′′, а на фиг. 5с источник 21 света осуществляет соответствующее освещение в местах 21′, 21′′, 21′′′. При этом такая маркировка наносится на этот фрагмент перед оптоэлектронным обнаружением.
Между этой маркировкой, например, отштампованной цифрой или чем-либо в этом роде, и источниками света, облучающими эту цифру с различных направлений, и, следовательно, цветным или теневым изображением, достигается взаимодействие, обеспечивающее особенно надежное оптоэлектронное распознавание. Поэтому эти маркировки выполнены вполне целенаправленно, поскольку они особенно контрастны и гарантированы от смешения. Собственно говоря, речь может идти о классических цифрах или буквах, а также о специально выполненных знаках, соответствующих желательным требованиям.
Таким образом, налицо существенное преимущество, состоящее в том, что уже простыми маркировками в фрагменте поверхности изделия, предназначенной для обнаружения и распознавания, могут быть получены многие различные идентификационные признаки.
Теоретически достаточно уже двух источников света. Все же предпочтительно использовать три источника. Однако можно использовать и более трех источников. В качестве источников излучения можно применять также невидимые лучи, например, инфракрасные или что-либо подобное.
Устройство может быть также выполнено таким образом, чтобы оно было переносным и потому в короткие сроки могло бы быть мобильно применено в любом месте.
При способе распознавания поверхностных признаков металлургических изделий, в частности заготовок, полученных непрерывной разливкой, или прокатных изделий определенный фрагмент поверхности (12, 12') изделия облучается по меньшей мере от двух источников излучения различной длины волны с разных направлений, а облучаемый фрагмент поверхности фиксируется с помощью оптоэлектроники. На поверхность (12, 12') изделия под одинаковым углом (α) направлены три источника (21, 22,) света, расположенные в трех плоскостях (Е1, Е2, Е3,), образующих между собой угол 120° и перпендикулярных к поверхности (12, 12') изделия. Таким образом, за очень короткое время может быть получена и записана полезная информация о металлургических изделиях, так чтобы они могли быть безошибочно идентифицированы, и, соответственно, могли быть определены состояние и структура поверхности. 2 н. и 2 з.п. ф-лы, 5 ил.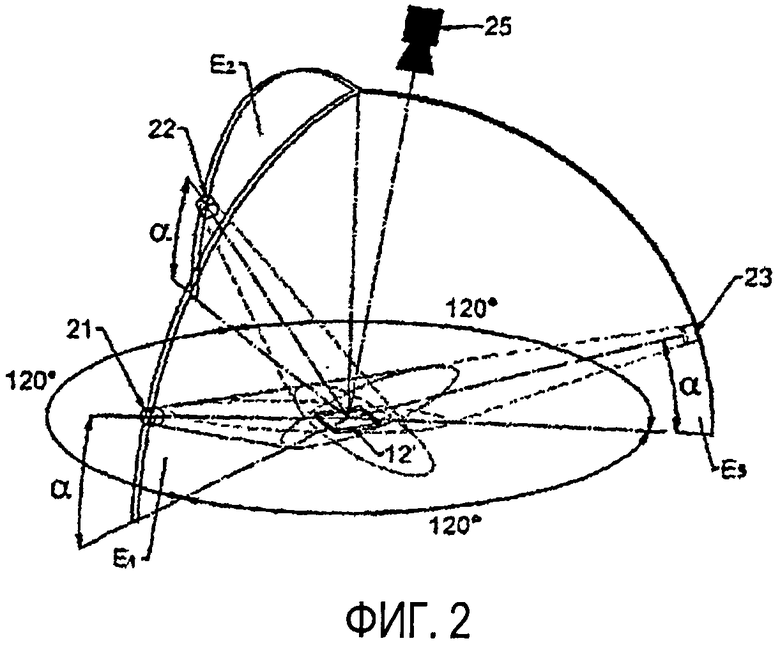
1. Способ идентификации металлургических изделий, полученных непрерывной разливкой, в котором распознавание поверхностных признаков используют для идентификации изделия, отличающийся тем, что одну из поверхностей (12, 13) реза, образующихся после разрезания изделия (10), полученного непрерывной разливкой, на "штуки" (11), облучают по меньшей мере двумя, предпочтительно тремя светодиодами (21, 22, 23) излучения разного цвета, а именно красного и зеленого или красного, зеленого и синего, из разных направлений, при этом для фиксации поверхности изделия, освещаемой светодиодами (21, 22, 23) используют одну или две цифровые камеры (25, 25'), причем изображения или точечные матрицы, зафиксированные одной или двумя камерами (25, 25'), передают компьютеру (30) для идентификации соответствующего металлургического изделия и определения состояния и структуры поверхности, поверхностных дефектов, трещин, шлаковых включений или царапин, и записывают для идентификации в банке (33) данных, причем для упомянутых определения и идентификации используют трехмерную топологию (fingerprint) и/или оптическое распознавание знаков (OCR).
2. Способ по п.1, отличающийся тем, что используют три светодиода (21, 22, 23), которые направлены на поверхность (12, 13) под одинаковым углом (α) и расположены в плоскостях (Е1, Е2, Е3), образующих между собой угол 120° и перпендикулярных к поверхности (12, 13) изделия.
3. Способ по п.1, отличающийся тем, что используют два светодиода (21, 22, 23), которые направлены на поверхность (12, 13) под одинаковым углом (α) и расположены в общей плоскости (Е), перпендикулярной поверхности (12, 13) изделия.
4. Устройство для идентификации металлургических изделий, полученных непрерывной разливкой, в котором распознавание поверхностных признаков используют для идентификации изделия, отличающееся тем, что предназначено для реализации способа по любому из пп.1-3 и содержит:
по меньшей мере два, предпочтительно три светодиода (21, 22, 23) излучения разного цвета, а именно красного и зеленого или красного, зеленого и синего, расположенных в одной общей или в нескольких плоскостях, перпендикулярных к поверхности (12, 13) изделия, которая получена после разрезания изделия (10), полученного непрерывной разливкой, на "штуки" (11), при этом
одну или две цифровые камеры (25, 25') для фиксации поверхности изделия, освещаемой светодиодами (21, 22, 23), а также
компьютер (30) для идентификации соответствующего металлургического изделия и для определения состояния и структуры поверхности, поверхностных дефектов, трещин, шлаковых включений или царапин на основании изображений или точечных матриц, зафиксированных одной или двумя камерами (25, 25'), а также банк (33) данных для записи изображений или точечных матриц, зафиксированных одной или двумя камерами (25, 25').
| Генератор вектора случайных процессов | 1987 |
|
SU1524047A1 |
| US 6965120 В1, 15.11.2005 | |||
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ АВТОМАТ | 1997 |
|
RU2142860C1 |
| СПОСОБ КОРРЕКТИРОВАНИЯ ЭЛЕКТРОННОГО РЕГЕНЕРАТОРА И ЭЛЕКТРОННЫЙ СТАРТСТОПНЫЙ РЕГЕНЕРАТОР ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 1956 |
|
SU112256A1 |

