Изобретение относится к стеклотарной, пищевой и фармацевтической промышленности, а именно к устройствам контроля геометрических размеров и дефектов типа посечек, сколов стеклоизделий (банок, бутылок и пр.).
Известно устройство автоматического контроля движущихся объектов, содержащее три видеокамеры (ТВ камеры) и систему управления. Отображение видеокамер сравнивается с пороговым значением эталона. Однако, данное устройство позволяет проводить фактически регистрацию только геометрических параметров и не позволяет производить отбраковку объектов контроля по внутренним дефектам, к которым относятся в частности посечки и сколы на венчиках стеклоизделий, и не осуществляет автоматическую отбраковку, т.к. движение объекта контроля не связано с результатами полученных изображений. Заявка N 59-246769, ИСМ N 6, стр. 8, выпуск 082 за 1996, МКИ G 01 B 11/24.
Наиболее близким к заявляемому устройству, выбранному в качестве прототипа, является "Контрольно-измерительный автомат" по заявке JP 1-291110A, 22.11.1989. Данное устройство содержит вращающийся стол с периодическим остановом, установленный соосно с ним дисковый стол, вращающий контролируемое изделие, ролики, зубчатую звездочку, обеспечивающую загрузку изделий на вращающийся стол, осветительные лампы, ТВ камеры, устройство обработки изображений, сортирующее устройство. Недостатком этого автомата является невысокая производительность, связанная с периодическим остановом вращающегося стола и дополнительным вращением контролируемого изделия.
Заявляемое устройство решает задачу повышения производительности одновременного контроля как геометрических, так и механических дефектов (посечек, сколов, трещин) при обеспечении высокой точности и качества сортировки. Для этого конструкция сортировочного автомата движущихся объектов, включающая станину, каркас, вращающийся стол с электродвигателем, звездочку подачи объекта контроля с транспортерной ленты, звездочку возврата объекта контроля на транспортерную ленту, ТВ камеры, расположенные в зоне контроля, устройство обработки отображений и сортирующее устройство, причем скорость электродвигателя вращающегося стола и скорость электродвигателя транспортера автоматически синхронизированы, при этом контрольно-сортировочный автомат дополнительно содержит делительные звездочки, причем одна из них связана цепной и зубчатой передачами со звездочкой подачи объекта контроля с транспортерной ленты, а другая связана цепной и зубчатой передачами со звездочкой возврата объекта контроля на транспортерную ленту. Расположенные в зоне контроля три ТВ камеры размещены так, что оптические оси их смещены на 120o относительно друг друга, и напротив каждой ТВ камеры установлены осветители, состоящие из светорассеивающих экранов и источников излучения, которыми являются матрицы из светодиодов, работающие в импульсном режиме и расположенные на фиксированном расстоянии от светорассеивающих экранов, причем высота и ширина светорассеивающих экранов выбирается из соотношения (0,2 - 0,8)L, где L -расстояние между ТВ камерой и светорассеивающим экраном. Передаточное отношение зубчатых и цепных передач между вращающимся столом, звездочками подачи и возврата и делительными звездочками подобраны таким образом, что стеклоизделия проходят зону контроля с определенной скоростью и интервалом, величины которых при определенной длительности экспозиции должны обеспечивать высокую точность измерений геометрических параметров и расположения дефектов. При изменении интервала между объектами контроля в меньшую сторону изображение двух разных объектов может одновременно попасть в обработку одного видеосигнала, что вызовет недостоверность контроля, увеличение же этого интервала понизит производительность. В результате синхронной работы автомата и транспортера стеклоизделие успевает пройти контроль и вернуться на транспортер, не нарушая его рабочего состояния. Количество и расположение ТВ камер под углом 120o обеспечивает съемку стеклообъекта с разных ракурсов, что улучшает качество сортировки и точность контроля. Конструкция осветителя обеспечивает создание светящегося фона, на котором в ТВ камере получают изображение в виде контрастного контура. Контрастность контура обеспечивает его нахождение программой обработки изображений. Контрастный контур можно получить на фоне с равномерной освещенностью и яркостью. Равномерная освещенность экрана достигается за счет расположения матрицы из светодиодов на фиксированном расстоянии от экрана и выполнением экрана из молочного стекла. Неравномерность яркости фона по полю зрения ТВ камеры должна быть не более 15%, чтобы программа уверенно различала контуры изображения объекта контроля. Кроме того, необходимо обеспечивать локальную неравномерность яркости фона не более 2%, иначе программа будет воспринимать ее как наличие сколов. Для ослабления влияния общей и локальной неравномерности яркости осветители расположены на возможно большем расстоянии от объекта контроля вне зоны наводки на резкость объектива ТВ камеры, а размеры светорассеивающих экранов, высоту и ширину, выбирают в зависимости от расстояния L между ними и ТВ камерами из соотношения (0,2 - 0,8)L. В этом случае дефекты фона не фокусируются в объективе ТВ камеры в виде четких изображений и отличаются от изображений дефектов стеклообъектов. При изменении этих соотношений как в большую, так и в меньшую сторону не обеспечиваются требования по общей и локальной яркости фона светорассеивающих экранов, что приводит к неконтрастности изображения контура стеклоизделия и к невозможности проведения процесса контроля автоматом. Осветители работают в импульсном режиме. Длительностью свечения осветителей можно влиять на длительность экспозиции. Так как стеклоизделие движется в зоне контроля с некоторой скоростью, время подсветки должно быть таким, чтобы эта скорость не влияла на вид изображения и оно не было размытым. Автомат имеет регулируемые по высоте опоры и колеса для перемещения и снабжен съемным кожухом. Конструкция контрольно-сортировочного автомата представляет собой компактное, легко перевозимое и удобно монтируемое устройство, которое пристыковывается к транспортерной ленте. Колеса автомата устанавливаются и фиксируются по ходу желаемого перемещения.
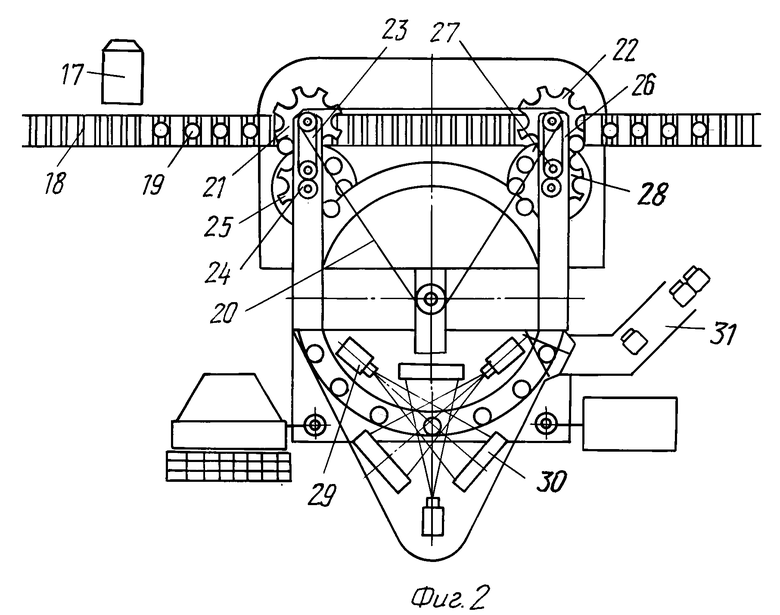
На фиг. 1 изображен общий вид устройства.
На фиг. 2 изображен вид устройства сверху.
На фиг. 3 изображен вид на звездочку подачи снизу.
Автомат состоит из каркаса 1, который установлен на станине 2 на регулируемых по высоте опорах 3 и колесах для перемещения 4; на станине установлен персональный компьютер (ПК) 5, дисплей 6, клавиатура 7, электродвигатель 8, редуктор 9, зубчатая передача 10, передающая вращение от электродвигателя 8 на ось 11 вращающегося стола 12, устройство сброса, состоящее из пневмораспределителя 13 и пневмотолкателя 14, пульт управления 15, автомат закрывается кожухом 16. На фиг. 2 показаны электродвигатель транспортера 17, лента транспортера 18 с установленными на ней стеклоизделиями 19, вращающийся стол 12 посредством цепной передачи 20 вращает звездочки подачи 21 и возврата 22, осуществляющие подачу стеклоизделий 19 с транспортерной ленты 18 в автомат для контроля и возврат их после сортировки, цепная 23 и зубчатая передача 24 передают вращение от звездочки подачи 21 на первую дополнительную звездочку 25, а цепная передача 26 и зубчатая передача 27 передают вращение на вторую дополнительную звездочку 28. В зоне контроля установлены три ТВ камеры 29, сдвинутые относительно друг друга на 120o, напротив каждой ТВ камеры 29 установлены осветители 30; 31 - лоток для сброса бракованной продукции. Звездочка подачи 21 (см. фиг. 3) имеет зубья 32 с основаниями 33, с возможностью отклонения их в сторону, противоположную вращению звездочки подачи 21, на оси 34 и элемент возврата зубьев 32 в исходное положение за счет пружины 35, что смягчает захват стеклоизделия и препятствует их сколу. Автомат подкатывается к транспортеру. При помощи винтовых опор 3 выставляется высота по уровню транспортерной ленты 18 и он пристыковывается к транспортеру с помощью механического и электрокабельного соединения. Подключают пневмопитание к устройству сброса 13, 14. Включение электропитания приводит автомат контроля в состояние готовности. Проводят загрузку ПК 5 и включают кнопку пуска автомата. Автоматически синхронизируется скорость электродвигателя автомата 8 со скоростью электродвигателя транспортера 17, это предотвращает скопления стеклоизделий на входе в автомат. Перемещение вращающегося стола 12, звездочек подачи 21 и возврата 22 происходит от двигателя 8 через редуктор 9 и зубчатую передачу 10 на ось 11 вращающегося стола 12. Линейная скорость вращающегося стола 12 рассчитывается по формуле:
Vст=Vк•Lст/Lк
где: Vк - скорость конвейера;
Lк - расстояние между стеклоизделиями на конвейере;
Lст - расстояние между стеклоизделиями на вращающемся столе.
От оси 11 через цепную передачу 20 вращение передается на звездочки подачи 21 и возврата 22, а со звездочек подачи 21 и возврата 22 через цепную 23, 26 и зубчатые передачи 24, 27 на первую 25 и вторую 28 делительные звездочки соответственно. Звездочка 21 захватывает стеклоизделия 19 с транспортерной ленты 18 и подает их на первую делительную звездочку 25, она разгоняет их до скорости вращения вращающегося стола 12 и устанавливает на него стеклоизделия 19 с интервалом, достаточным для обеспечения временного цикла контроля. Контроль и регистрацию параметров стеклоизделия осуществляют три ТВ камеры 29, оси которых смещены относительно друг друга на 120o. Каждая ТВ камера 29 строит свое изображение на фоне осветителя 30. Источником излучения осветителей 30 является матрица светодиодов, работающая в импульсном режиме, дающем равномерное освещение. При появлении стеклоизделия 19 в поле первого осветителя 30 происходит запись его изображения первой ТВ камерой 29 и обработка ее видеосигнала. Далее со сдвигом во времени происходит запись и обработка второго и третьего видеосигналов с ТВ камер 29. С таким же сдвигом срабатывают осветители 30, они включаются на время получения изображения в телевизионном кадре. Смещение стеклоизделия 19 за это время в зоне контроля практически не влияет на точность измерений, таким образом импульсное освещение помогает избежать размывания контура на изображении. Сигналы с ТВ камер 29 обрабатываются ПК 5, где они сравниваются с эталоном. В случае выхода контролируемых параметров за установленные допуска, зафиксированных хотя бы одной ТВ камерой, в момент появления бракованного изделия в зоне выбивания автоматически осуществляется запуск пневмораспределителя 13, импульс воздуха, подаваемый по шлангу, выбивает пневмотолкателем 14 бракованное изделие в лоток 31, а кондиционные изделия захватываются второй делительной звездочкой 28, которая замедляет его движение до скорости транспортера и звездочкой возврата 22 возвращает стеклоизделие обратно на транспортерную ленту. Например, при сортировке майонезных банок все три видеокамеры регистрировали их с временным сдвигом 20 мс, с таким же сдвигом срабатывали осветители. Длительность экспозиции не более 125 мкс. Измерение геометрических параметров и дефектов происходит в процессе движения стеклоизделия по конвейеру со скоростью порядка 350 мм/с, что приводит к смещению его примерно на 7,5 мм за время одного телевизионного кадра. Импульсный режим работы осветителей характеризуется временем свечения порядка 120 мкс. Экспериментально установлено, что смещение стеклоизделия за время подсветки, равное 120 мкс, составляет 0,035 мм и практически не влияет на точность измерения. Размеры светорассеивающего экрана 130х180 мм, расстояние от него до светодиодной матрицы 35 мм, а от него до ТВ камеры 320 мм. Благодаря безостановочному движению вращающегося стола контроль качества изделий происходит с высокой скоростью. Автомат обеспечивает контроль 150-ти и более стеклоизделий в минуту при непрерывной работе транспортера. Автоматическая синхронизация скорости электродвигателя со скоростью работы транспортера устраняет скопление стеклоизделий перед автоматом, обеспечивая надежную и бесперебойную работу всей системы. Автомат универсален, путем переналадки его можно использовать для контроля различных по диаметру и высоте стеклоизделий, а также осуществлять входной контроль стеклотары разливочных линий. Предложенный контрольно- сортировочный автомат легко отстыковывается от транспортера и откатывается для установки в другое место или для ремонта без остановки основного технологического оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДОЗАТОР ВЕСОВОЙ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2003 |
|
RU2260775C2 |
| КОВШОВЫЙ ПРОБООТБОРНИК СЫПУЧЕГО МАТЕРИАЛА | 2009 |
|
RU2409808C1 |
| Машина для обработки стеклоизделий | 1977 |
|
SU941324A1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КЛЮКВЫ В САХАРНОЙ ПУДРЕ | 1995 |
|
RU2084167C1 |
| СПОСОБ ОПРОБОВАНИЯ ДВИЖУЩЕГОСЯ ПОТОКА СЫПУЧЕГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2009 |
|
RU2398206C1 |
| КОРМОРАЗДАТЧИК | 2000 |
|
RU2178639C1 |
| УСТРОЙСТВО ДЛЯ ОБНАРУЖЕНИЯ ПОВЕРХНОСТНЫХ ДЕФЕКТОВ В ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2009 |
|
RU2400704C1 |
| Линия для производства формового хлеба | 1980 |
|
SU938878A1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ ИЗДЕЛИЙ ПРЕИМУЩЕСТВЕННО В МНОГОРЯДОВНЫЕ КАССЕТЫ | 1989 |
|
RU2013899C1 |
| Линия для производства строительного кирпича | 1990 |
|
SU1768398A1 |

Изобретение относится к устройствам для контроля геометрических размеров и дефектов типа посечек, сколов, трещин стеклоизделий. Контрольно-сортировочный автомат включает станину, каркас, вращающийся стол с электродвигателем, звездочку подачи объекта контроля с транспортной ленты, звездочку возврата объекта контроля на транспортную ленту, ТВ камеры, устройство обработки отображений и сортирующее устройство. Скорость электродвигателя вращающегося стола и скорость электродвигателя транспортера автоматически синхронизированы. Автомат также содержит делительные звездочки. Одна из них связана цепной и зубчатой передачами со звездочкой подачи объекта контроля с транспортерной ленты, а другая связана цепной и зубчатой передачами со звездочкой возврата объекта контроля на транспортерную ленту. ТВ камеры размещены так, что оптические оси их смещены на 120° относительно друг друга. Против каждой ТВ камеры установлены осветители. Осветители состоят из светорассеивающих экранов и матриц светодиодов. Высота и ширина светорассеивающих экранов выбирается из соотношения (0,2-0,8)L, где L - расстояние между ТВ камерой и светорассеивающим экраном. Такое выполнение автомата позволяет обеспечить высокую точность и качество сортировки. 6 з.п. ф-лы, 3 ил.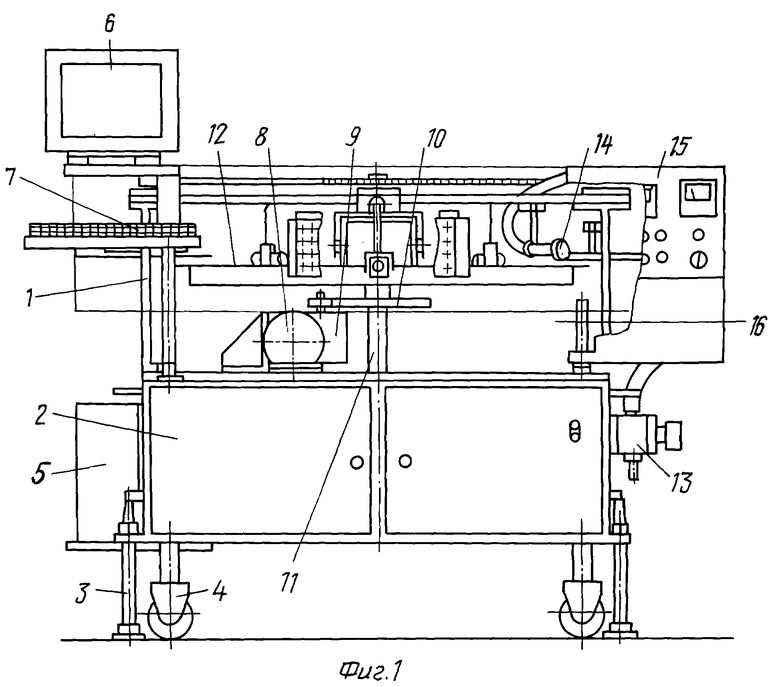
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| US 3837486 A, 24.09.74 | |||
| Способ измерения профиля поверхности и устройство для его осуществления | 1991 |
|
SU1793209A1 |

