Изобретение относится к области оружейной техники, а более конкретно для аттестации новых баллистических стволов, используемых при проведении баллистических испытаний пороховых метательных зарядов и малокалиберных артиллерийских патронов.
Уровень данной области техники характеризует способ, включающий предварительное старение новых баллистических малокалиберных артиллерийских стволов, по которому, согласно п.2.2.4 Технических условий К1-ТКБ-689.000ТУ (с.13-14), перед аттестацией по результатам измерения внутрибаллистических характеристик, полученных стрельбой образцовыми патронами, проводят настрел до 200 шт. патронов (обкатка) для формирования естественного разгара.
В результате дополнительных стрельб под действием термодинамической абляции часть металла ската пульного входа патронника на стыке со стволом, включая торец его спиральных нарезов, в условиях больших давления и температуры эрозионно уносится высокоскоростным потоком газообразных продуктов горения метательного заряда патронов.
Итогом этой так называемой «обкатки» стволов стрельбой установочной партии патронов формируется на вышеописанном участке пульного входа патронника поднутрение на его скате, сопряженное с торцом спиральных ведущих нарезов ствола.
Испытания стрельбой образцовыми патронами баллистических стволов, после проведения предварительного формирования технологического поднутрения на поверхности ската пульного входа в ствол, подтверждают достижение соответствия нормативным отклонениям внутрибаллистичеких характеристик, что позволяет аттестовать обработанные стволы на практические работы.
В системе «боеприпас-ствол» образцовые патроны являются носителями эталонных баллистических характеристик и обеспечивают их преемственность на всем периоде нахождения соответствующего артиллерийского вооружения на снабжении МО РФ. Образцовые патроны предназначены для обеспечения единообразия результатов при проведении баллистических испытаний пороховых зарядов и патронов и при аттестации баллистических стволов
Без описанной «обкатки» стрельбой новые баллистические стволы могут быть забракованы как не обеспечивающие адекватных характеристик внутренней баллистики, что является ошибочным и чрезвычайно затратным.
Недостатком известного способа с предварительной обработкой новых баллистических стволов нормированным настрелом является его большая затратность при неизбежной субъективности результатов, так как после настрела установленной партии патронов обработанный ствол может не пройти последующей аттестации.
При контрольной стрельбе образцовыми патронами могут быть установлены отклонения параметров внутрибаллистических характеристик, больше нормируемых, что требует дополнительных стрельб, которые также могут не обеспечить ожидаемого результата.
Технической задачей, на решение которой направлено настоящее изобретение, является усовершенствование известного способа, которое позволит исключить дорогостоящую операцию, осуществляемую стрельбой партии патронов, характеризующуюся вариативностью результатов естественного разгара.
Требуемый технический результат достигается тем, что по известному способу испытаний баллистических малокалиберных артиллерийских стволов для их аттестации по результатам отстрела партии образцовых патронов, содержащему операцию предварительного старения пульного входа патронника путем формирования поднутрения на стыке его ската со спиральными ведущими нарезами собственно ствола, согласно изобретению, упомянутое поднутрение формируют механической обработкой посредством шарошки на длине 3-7 мм на глубину половины высоты спиральных нарезов, на торце которых срезают фаску.
Отличительные признаки обеспечили объективность испытаний новых баллистических стволов при их аттестации на пригодность испытаниям по назначению.
Искусственное механическое старение новых баллистических стволов гарантированно переводит их в полное соответствие техническим требованиям аттестации в качестве испытательного оружия для исследования внутрибаллистических характеристик, принимаемых на вооружение партий патронов.
При этом изобретение исключает отстрел до 200 шт. патронов для требуемого натурного термодинамического старения новых баллистических стволов, что многократно снижает расходы на проведение работ.
Дополнительным достижением изобретения является его объективность, так как искусственное старение механической обработкой новых баллистических стволов проводят до заданных размеров и геометрии поднутрения, соответствующих естественному разгару пульного входа. Форма и параметры проточенного шарошкой поднутрения при искусственном старении определены по фактическим эрозионным износам пульного входа стволов после проведения установочных отстрелов по действующему регламенту Технических условий.
Механическая обработка шарошкой формирует поднутрение заданных габаритов, что гарантирует получение измеряемых параметров баллистических характеристик в пределах нормативно установленных отклонений.
Механическое формирование поднутрения на пульном входе патронника в ствол многократно снижает капитальные затраты на предварительное старение новых стволов.
Экспериментально выбранный диапазон длины радиальной канавки поднутрения оптимизирован для всей номенклатуры малокалиберных артиллерийских баллистических стволов и является адекватным габаритам поднутрения, получаемого в результате термодинамической эрозии при настреле партии патронов.
Формируемая при механической обработке шарошкой фаска на торце спиральных нарезов ствола заметно снижает ударную нагрузку от внедрения ведущего пояска при выстреле, что повышает живучесть ствола.
Следовательно, каждый существенный признак необходим, а их совокупность в устойчивой взаимосвязи является достаточной для достижения новизны качества, неприсущей признакам в разобщенности, то есть поставленная в изобретении техническая задача решается не суммой эффектов, а новым сверхэффектом суммы признаков.
Проведенный сопоставительный анализ предложенного технического решения с выявленными аналогами уровня техники, из которого изобретение явным образом не следует для специалиста по испытаниям боеприпасов, а с учетов возможности серийного изготовления в действующем производстве механически состаренных баллистических стволов, пригодных для аттестации метательных зарядов и патронов, можно сделать вывод о соответствии критериям патентоспособности.
Сущность предложенного изобретения поясняется чертежами, которые имеют чисто иллюстративную цель и не ограничивают объема притязаний формулы. На чертежах изображены:
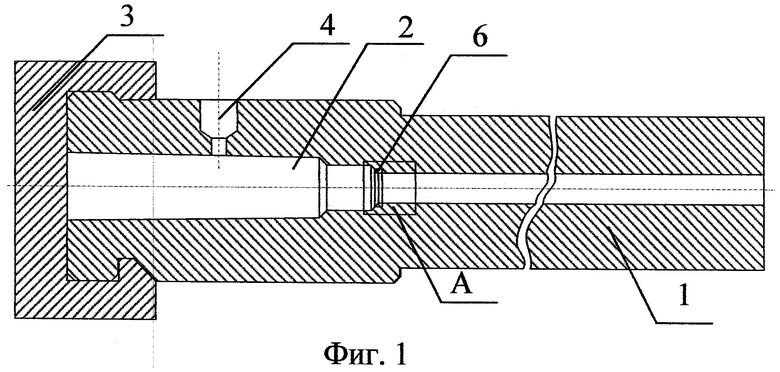
на фиг.1 - аттестуемый баллистический ствол;
на фиг.2 - вид А на фиг.1.
На фиг.2 условно совмещены изображения профиля стыка пульного входа патронника со стволом в условиях поставки - «а» (справа по чертежу) и то же после механической обработки шарошкой - «б».
Баллистический ствол 1 содержит патронник 2 с затвором 3 (фиг.1).
В патроннике 2 выполнено сквозное отверстие 4 для установки крешерного устройства, измеряющего рост давления внутри камеры патронника 2 от генерируемых пороховых газов сгорающего метательного заряда патрона.
На стыке ската пульного входа патронника 2 со спиральными нарезами 5 ствола 1 механической обработкой формируют поднутрение 6 (фиг.2) глубиной, равной примерно половине высоты нарезов 5, и длиной 3-7 мм.
При этом на торцах нарезов 5 ствола 1 шарошкой срезают фаску 7, адекватную глубине поднутрения 6.
Искусственное старение пульного входа новых баллистических стволов проводят инструментальной шарошкой, смонтированной на соосном патроннику прецизионном приводе с регулируемой продольной подачей.
Контроль результатов механической обработки осуществляется предельными калибрами.
В результате механической обработки на стыке ската пульного входа патронника 2 в нарезной малокалиберный артиллерийский ствол 1 формируют поднутрение 6 длиной 3-7 мм (в зависимости от калибра) и диаметром, сопоставимым с половиной высоты спиральных ведущих нарезов 5 ствола 1.
В частности, для баллистического ствола калибром 30 мм скат пульного входа патронника 2 с диаметра 32,00 мм до диаметра 30,05 мм на стыке со стволом 1 проточен на длине 6 мм по диаметру 30,55 мм, в результате чего формируют радиальную канавку поднутрения 6.
При этом торец спиральных нарезов 5 высотой 0,85 мм срезан до размера 0,45 с образованием заходной фаски 7 по номиналу.
Наклон механически сточенной шарошкой на торцах спиральных нарезов 5 ствола 1 фаски 7, адекватной глубине поднутрения 6, снижает их механический износ от врезания ведущих поясков снарядов при стрельбе за счет распределения ударной нагрузки при динамическом росте давления пороховых газов сгорающего метательного заряда патрона.
Испытания опытных образцов баллистических стволов после механической обработки шарошкой по изобретению подтвердили по результатам отстрела установочной партии образцовых патронов полное соответствие измеренных внутрибаллистических характеристик:
- не более 1% по начальной скорости и 3% по среднему давлению для новых стволов;
- не более 2% по начальной скорости и 4% по среднему давлению для стволов, находящихся в эксплуатации;
- не более 0,7% по начальной скорости и 2,5% по среднему давлению для контрольных стволов, что полностью удовлетворяет требования ОСТ В84-2260-86.
Разработанная по изобретению технология искусственного старения баллистических стволов механической обработкой калиброванной шарошкой обеспечивает достижение требуемого нормативного результата контролируемых технических характеристик для соответствующей аттестации по результатам стрельбы образцовыми патронами при сопутствующей значительной экономии материальных средств и времени испытаний, что позволяет рекомендовать предложенный способ для согласования и внедрения на полигонах отрасли.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИТАРНЫЙ ПАТРОН | 2004 |
|
RU2259535C1 |
| УНИТАРНЫЙ ПАТРОН | 1997 |
|
RU2114380C1 |
| АРТИЛЛЕРИЙСКИЙ МАЛОКАЛИБЕРНЫЙ ПАТРОН | 2010 |
|
RU2422757C1 |
| АРТИЛЛЕРИЙСКИЙ МАЛОКАЛИБЕРНЫЙ ПАТРОН УНИТАРНОГО ЗАРЯЖАНИЯ | 2010 |
|
RU2422758C1 |
| АРТИЛЛЕРИЙСКИЙ МАЛОКАЛИБЕРНЫЙ ПАТРОН | 2003 |
|
RU2247304C1 |
| СПОСОБ ПРОДУВКИ СТВОЛА СТРЕЛКОВОГО ОРУЖИЯ И КОНСТРУКЦИЯ СТВОЛА | 1999 |
|
RU2142108C1 |
| АРТИЛЛЕРИЙСКИЙ ПАТРОН К АВТОМАТИЧЕСКОМУ ГРАНАТОМЕТУ | 2013 |
|
RU2508519C1 |
| АРТИЛЛЕРИЙСКИЙ ПАТРОН | 2013 |
|
RU2531643C1 |
| ТРАВМАТИЧЕСКИЙ ПАТРОН ДЛЯ ПИСТОЛЕТОВ С ПРОДОЛЬНО СКОЛЬЗЯЩИМ ЗАТВОРОМ И ПИСТОЛЕТ С ПРОДОЛЬНО СКОЛЬЗЯЩИМ ЗАТВОРОМ | 2005 |
|
RU2325610C2 |
| УНИТАРНЫЙ МАЛОКАЛИБЕРНЫЙ ПАТРОН | 1995 |
|
RU2095735C1 |
Изобретение относится к области оружейной техники, а именно для аттестации новых баллистических стволов, используемых при проведении баллистических испытаний пороховых метательных зарядов и малокалиберных артиллерийских патронов. Способ испытаний баллистических малокалиберных артиллерийских стволов содержит операцию предварительного старения пульного входа патронника путем формирования поднутрения на стыке его ската со спиральными ведущими нарезами собственно ствола; поднутрение формируют механической обработкой посредством шарошки на длине 3-7 мм на глубину половины высоты спиральных нарезов, на торце которых срезают фаску. Достигается объективность испытаний новых баллистических стволов при их аттестации на пригодность испытаниям по назначению. 2 ил.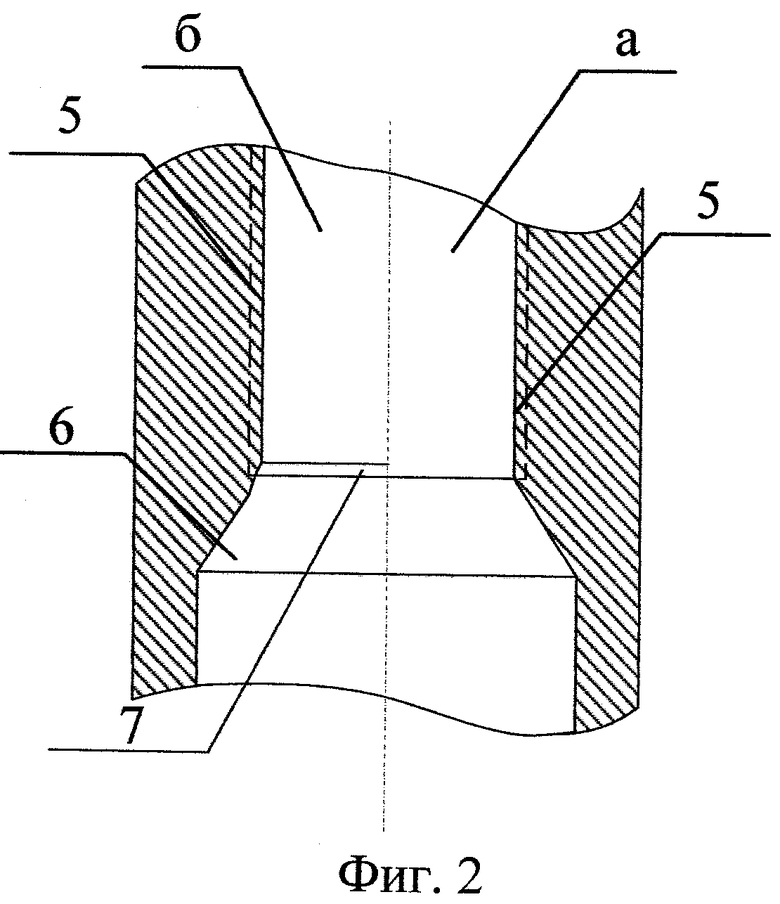
Способ испытаний баллистических малокалиберных артиллерийских стволов для их аттестации по результатам отстрела образцовых патронов, содержащий операцию предварительного старения пульного входа патронника путем формирования поднутрения на стыке его ската со спиральными ведущими нарезами собственно ствола, отличающийся тем, что упомянутое поднутрение формируют механической обработкой посредством шарошки на длине 3-7 мм на глубину половины высоты спиральных нарезов, на торце которых срезают фаску.
| Стволы баллистические | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ИЗМЕРЕНИЯ ИЗНОСА КАНАЛА СТВОЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2368885C2 |
| ШАРОШКА | 2000 |
|
RU2179918C2 |
| СВЧ-нагрузка | 1989 |
|
SU1805514A1 |

