[0001] В настоящей заявке испрашивается приоритет по дате подачи предварительной заявки США №61/221,627, поданной 30 июня 2009.
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0002] Настоящее изобретение в целом относится к системам и способам улучшения однородности шины выборочным удалением материала вдоль участков борта вулканизированной шины.
УРОВЕНЬ ТЕХНИКИ
[0003] Неоднородность шины относится к симметрии (или отсутствию симметрии) относительно оси вращения шины в некоторых измеряемых характеристиках шины. Известные способы изготовления шин, к сожалению, имеют большое число возможностей для внесения неоднородностей в изготовляемые шины. Во время вращения шин неоднородности, присутствующие в их структуре, вызывают периодически изменяющиеся силы в оси колеса. Неоднородности шины являются важными в случае, если указанные изменения силы передаются в форме значительных колебаний транспортному средству и пассажирам транспортного средства. Указанные силы передаются через подвеску транспортного средства и могут ощущаться в креслах и на рулевом колесе транспортного средства, или могут передаваться в форме шума в салоне. Величина вибраций, передаваемых пассажирам транспортного средства, были классифицированы как "комфорт во время езды" или "комфорт" шин.
[0004] Характеристики или параметры однородности шины в целом классифицируются как размерные или геометрические изменения (радиальное отклонение (RRO) и боковое отклонение (LRO)), изменения массы и изменения силы качения (изменение радиальной силы, изменение боковой силы и изменение тангенциальной силы, иногда также называемое изменением продольной силы). Устройства для измерения однородности часто измеряют вышеуказанные и другие характеристики однородности, измеряя силу в различных точках вокруг шины во время ее вращения вокруг своей оси.
[0005] После идентификации характеристик однородности шины процедуры коррекции могут учитывать некоторые из однородностей регулировками процесса изготовления. Некоторые из однородностей могут с трудом корректироваться во время процесса изготовления, и таким образом необходимы дополнительные процедуры для корректирования оставшихся неоднородностей вулканизированных шин. Известны различные способы, согласно которым помимо прочего добавляют и/или удаляют материал вулканизированной шины и/или деформируют вулканизированную шину. Некоторые из известных способов коррекции однородности ограничены в своем применении, например, точностью управления и/или типами шин, которые могут быть скорректированы указанными способами. Например, низкопрофильные шины с боковиной, имеющей уменьшенную высоту, в частности, могут быть трудны для корректирования с использованием известных способов коррекции однородности. Известные способы также могут быть ограничены типом параметров однородности, которые могут быть скорректированы с их использованием.
[0006] Примеры известных систем, в которых материал шины удаляют для улучшения однородности, описаны в патентах США №№4,041,647 и 5,537,866. Патент США №4,041,647 (Ugo) описывает улучшение однородности пневматической шины путем измерения и корректирования чрезмерного изменения в свободном радиальном биении шины во время такого вращения шины. В патенте США №5,537,866 (Bangert и др.) описан способ корректирования разбалансировки бескамерной пневматической шины, содержащий частично этап удаления в положениях, в которых значение измеренного радиального параметра больше минимального значения в сумме с пороговым значением, материала шины из обращенной радиально внутрь поверхности седла борта шины по меньшей мере до такой степени, чтобы остаточная разбалансировка шины лежала в пределах данного допустимого диапазона.
[0007] Пример корректирования неоднородностей добавлением материала описан в патенте США №5,060,510 (Rousseau), в котором раскрыт способ корректирования изменений радиальной силы между шиной и землей, содержащий этап осуществления коррекции посредством клиньев в форме круглых колец, размещенных между установочным ободом и бортами шины.
[0008] Примеры известных систем, в которых однородности шины корректируются без шлифовки, но вместо этого деформацией, описаны в патенте США №5,616,859 (Rhyne) и опубликованной заявке США №2007/0145623 А1 (Hair, JR). В патенте США №5,616,859 (Rhyne) описаны способ и установка для уменьшения величины характеристики однородностей в вулканизированной шине, в результате чего по меньшей мере часть одного усиливающего элемента каркаса шины постоянно деформирована на заданную величину, например, изменяющимся растяжением по меньшей мере части усиливающего элемента каркаса за пределы его упругости в течение заданного периода времени. В опубликованной заявке США №2007/0145623 А1 (Hair, JR) описаны установка и способ для уменьшения величины гармоник характеристик однородностей в вулканизированной шине с использованием кольца, содержащего некоторое количество пластин для постоянной деформации части усиливающего элемента каркаса шины в различных идентифицированных положениях.
[0009] В свете необходимости обеспечения эффективных решений для корректирования неоднородностей в вулканизированной шине существует потребность в новом способе коррекции, который обеспечивает точное управление коррекцией путем выборочного удаления по меньшей мере в одном из различных участков борта шины для корректирования по меньшей мере одной из гармоник по меньшей мере одного из различных параметров однородностей. Несмотря на то, что имеются известные способы коррекции однородностей, выяснилось, что ни один из них в целом не охватывает все необходимые характеристики, которые охватывает предложенный способ согласно настоящему изобретению.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0010] Настоящее изобретение решает проблемы уровня техники предложением усовершенствованных устройства и способа для корректирования неоднородности вулканизированной шины путем выборочного удаления материала шины в участках вдоль ее борта.
[0011] Согласно одному из вариантов реализации настоящего изобретения предложен способ уменьшения величины по меньшей мере одной из гармоник по меньшей мере одного из параметров однородностей в вулканизированной шине. Возможные параметры однородностей для коррекции содержат по меньшей мере одно из изменений радиальной и боковой силы при низких и/или высоких скоростях, а также другие, например изменение тангенциальной силы, радиальное отклонение, боковое отклонение, различие массы, конусность и угол бокового увода. Коррекция может быть направлена на обработку выбранного числа гармоник для каждого целевого параметра однородностей, например, одной, двух, трех, четырех, пяти или больше гармоник, или всех гармоник, составляющих полную циклическую волновую форму параметра однородностей.
[0012] После идентифицирования параметров однородностей (и дополнительно выбранного набора целевых гармоник) вычисляют по меньшей мере один шаблон удаления для каждого из первого и второго бортов шины. По меньшей мере один шаблон удаления задают относительно углового положения вокруг каждого из первого и второго бортов шины. Шаблоны удаления могут быть определены по меньшей мере в одном из участков дорожки вдоль профиля борта, например, в седле борта, областях профиля нижней и/или верхней кромок. Согласно еще одному из вариантов реализации шаблон удаления определяют из следующей формулы:

где Ablation(θ) - глубина удаления в угловом положении θ вдоль окружности борта шины, Ampk - взвешенная амплитуда коррекции для параметра k, h = номер гармоники и φh - фаза гармоники h для параметра k.
[0013] Согласно еще одному из конкретных вариантов реализации во время или после вычисления шаблона удаления может быть выполнена регулировка. Например, фаза φh, гармоники регулируется на 180° для соответствующих частей шаблона удаления на одном или обоих из первого и второго бортов шины, если по меньшей мере один параметр однородности, идентифицированный для коррекции, содержит изменение боковой силы, или если дорожка для удаления содержит область нижней кромки. Для учета нелинейности при фактического выполнения удаления также может быть отрегулирован шаблон удаления. Для выполнения могут быть выбраны все или только выбранные части шаблона удаления. Например, по меньшей мере один из угловых диапазонов может быть выбран между 0° и 360°, в котором будет осуществлено удаление вдоль борта шины. Один из указанных диапазонов может фактически соответствовать всей окружности 360° каждого борта шины.
[0014] После вычисления по меньшей мере одного из шаблонов удаления выполняют этап способа коррекции однородностей, на котором выборочно удаляют материал шины в соответствии с расчетным шаблоном или расчетными шаблонами удаления. Согласно некоторым из вариантов реализации при удалении могут быть использованы любые подходы с изменяемой скоростью и/или изменяемой мощностью. При изменяемой скорости устройством удаления управляют при фиксированном уровне мощности с выборочным вращением вулканизированной шины с изменяющейся скоростью вращения. При изменяемой мощности вулканизированную шину вращают с фиксированной скоростью, а устройство удаления питают энергией на различных уровнях для достижения необходимого шаблона удаления.
[0015] В дополнение к различным способам следует подразумевать, что настоящее изобретение одинаково относится к связанным системам, содержащим различные аппаратные и/или программные компоненты, которые могут быть использованы в системе для коррекции однородностей шины. Программное обеспечение может быть использовано для вычисления или определения необходимых шаблонов удаления с заданием некоторых уровней коррекции однородностей, в то время как аппаратные средства могут быть использованы для осуществления указанных шаблонов удаления.
[0016] Согласно одному из примерных вариантов реализации настоящего изобретения предложена система для коррекции однородностей для уменьшения величины по меньшей мере одной из гармоник по меньшей мере одного параметра однородностей в вулканизированной шине. Указанная система может содержать такие элементы, как крепление, на котором шина может быть надежно установлена для выборочного вращения, устройство для удаления, ориентированное относительно указанного крепления, и автоматизированная система управления, соединенная с устройством удаления и креплением шины, для выборочного управления частотой вращения шины и мощностью удаления таким образом, что материал шины может быть выборочно удален в соответствии с шаблонами удаления вдоль по меньшей мере одного борта шины, установленной на креплении. Каждый шаблон из шаблонов удаления предназначен для удаления в различных участках дорожки, заданных вдоль профиля по меньшей мере одного борта и заданных по меньшей мере в одном из седла борта и областей нижней и верхней кромок профиля.
[0017] Согласно более конкретным из вариантов реализации устройство для удаления может содержать по меньшей мере одно из лазера, шлифовального станка, пескоструйного аппарата и водоструйного аппарата. Согласно одному из вариантов реализации автоматизированная система управления дополнительно может управлять частотой вращения шины для работы на фиксированной скорости и управлять мощностью удаления для работы при различных уровнях мощности для осуществления по меньшей мере одного из расчетных шаблонов удаления, запрограммированных в автоматизированной системе управления. Согласно еще одному из вариантов реализации изобретения автоматизированная система управления может управлять мощностью удаления для работы при фиксированном уровне мощности (например, максимальной мощности) и управлять скоростью вращения шины для работы на различных уровнях для осуществления по меньшей мере одного из расчетных шаблонов удаления, запрограммированных в автоматизированной системе управления.
[0018] Согласно еще одному из конкретных вариантов реализации автоматизированная система управления может содержать внутренние компоненты, например, по меньшей мере одно запоминающее устройство, выполненное с возможностью сохранения информации, задающей по меньшей мере один из расчетных шаблонов удаления, и исполняемых компьютером инструкций, и по меньшей мере один процессор. По меньшей мере один процессор соединен по меньшей мере с одним запоминающим устройством для исполнения исполняемых компьютером инструкций, сохраненных в нем, и принуждения автоматизированной системы управления функционировать в качестве специализированного станка для управления устройством для удаления и креплением таким образом, чтобы могло быть достигнуто выборочное удаление материала из борта шины в соответствии по меньшей мере с одним из расчетных и программированных шаблонов удаления. Указанное запоминающее устройство дополнительно может быть выполнено с возможностью сохранения информации, задающей масштабные коэффициенты для взвешивания необходимого уровня коррекции для каждого параметра однородностей и участка дорожки для удаления. Дополнительная информация, сохраненная в запоминающем устройстве, может задавать выбранную угловую часть каждого борта шины, в которой должно быть выполнено выборочное удаление материала шины, причем указанная выбранная угловая часть содержит по меньшей мере один из диапазонов, размер которых меньше всего углового пространства шины в 360°. Кроме того, сохраненная информация может содержать информацию, задающую выбранное количество целевых гармоник по меньшей мере для одного из целевых параметров однородностей для коррекции в соответствии по меньшей мере с одним из расчетных шаблонов удаления.
[0019] Дополнительные варианты реализации настоящего изобретения, не обязательно описанные в данном разделе "СУЩНОСТЬ ИЗОБРЕТЕНИЯ", могут содержать и инкорпорировать различные комбинации аспектов отличительных особенностей, компонентов или этапов, на которые ссылаются описанные выше варианты реализации, и/или других отличительных особенностей, компонентов или этапов, описанных в других разделах настоящей заявки. Специалисты лучше оценят отличительные особенности и аспекты указанных и других вариантов реализации после ознакомления с остальной частью настоящего описания.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0020] Полное и достаточное раскрытие настоящего изобретения, включая его лучший вариант, адресованное специалистам, сформулировано в описании со ссылкой на сопроводительные чертежи, на которых:
[0021] На фиг.1 показан пример блок-схемы этапов и отличительных особенностей способа уменьшения величины по меньшей мере одного из параметров однородностей в вулканизированной шине в соответствии с аспектами настоящего изобретения.
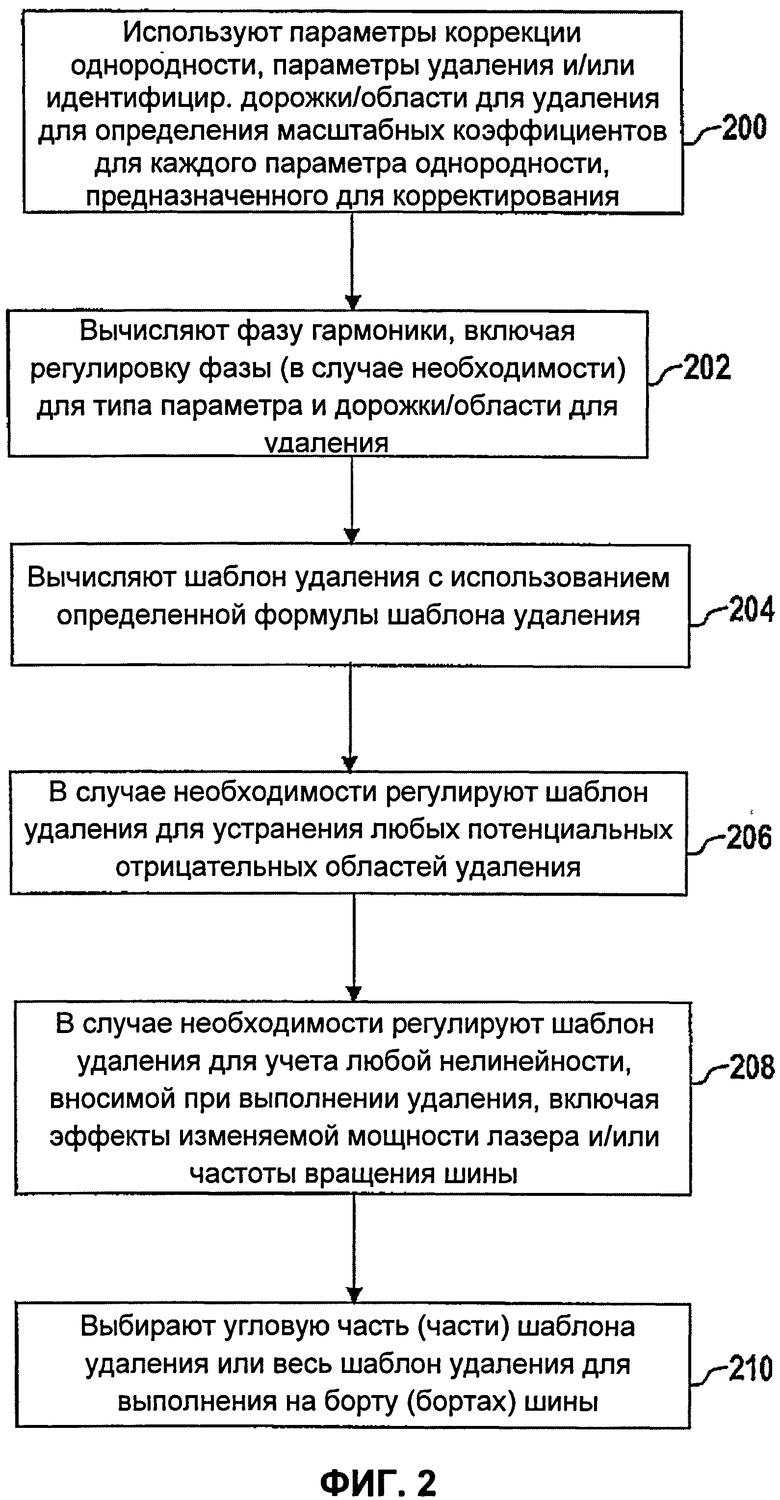
[0022] На фиг.2 показан более конкретный пример блок-схемы этапов и отличительных особенностей способа вычисления шаблонов удаления для выборочного удаления по меньшей мере в одном из участков вдоль борта шины в соответствии с аспектами настоящего изобретения.
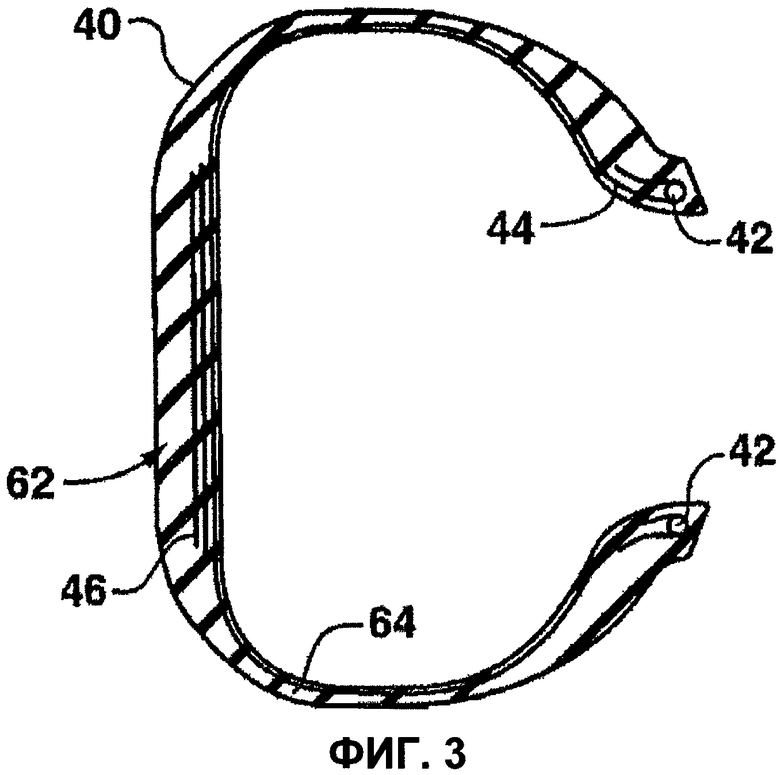
[0023] На фиг.3 показан разрез радиальной шины, которая может быть скорректирована с использованием системы и способа согласно настоящему изобретению.
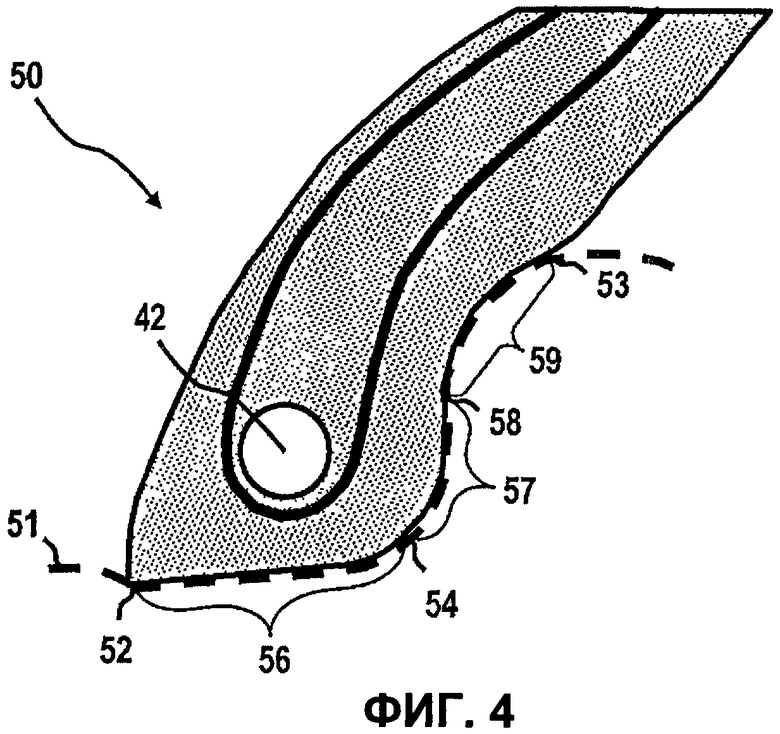
[0024] На фиг.4 показано графическое представление вертикальных и горизонтальных исходных положений вдоль профиля борта шины для определения дорожки или области для выборочного удаления согласно вариантам реализации настоящего изобретения.
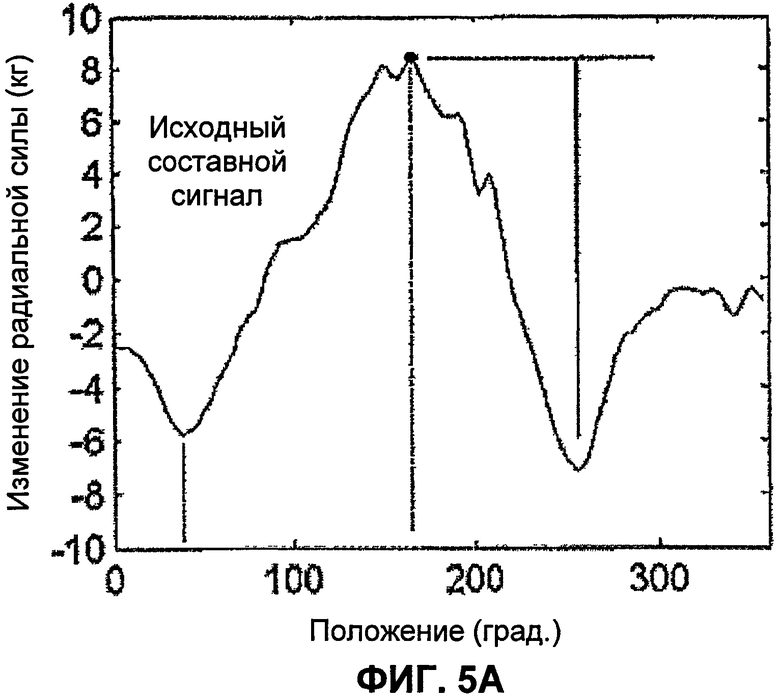
[0025] На фиг.5А показан график составного изменения радиальной силы для испытанной шины в зависимости от углового положения вокруг шины.
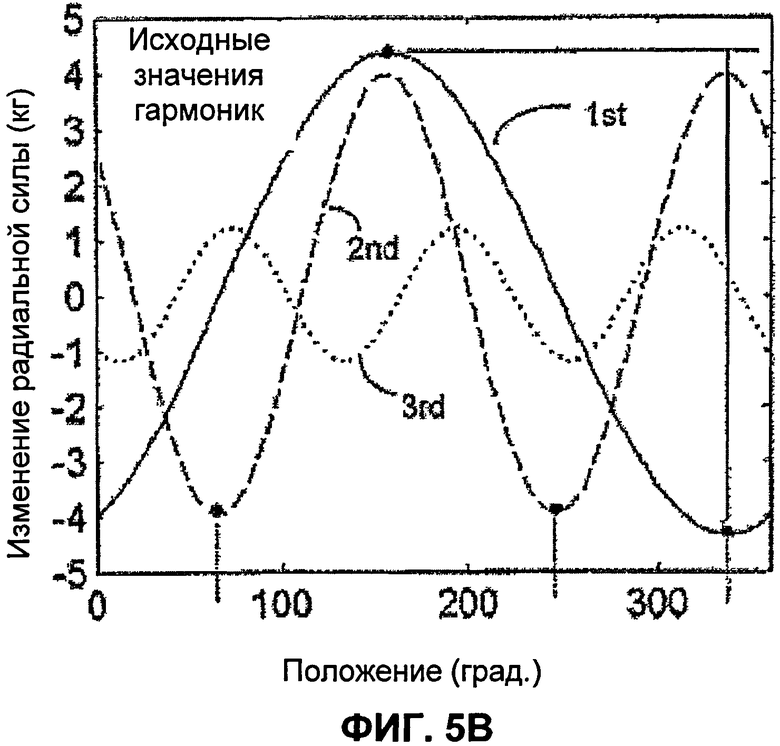
[0026] На фиг.5В показан график исходных значений с первой по третью гармоник изменения радиальной силы для испытанной шины, как показано на фиг.5А.
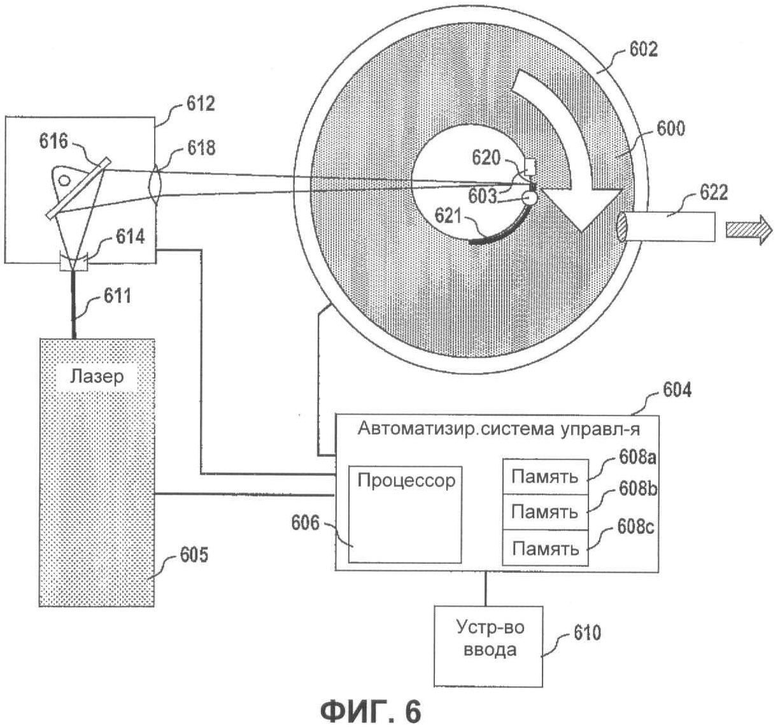
[0027] На фиг.6 показан пример блок-схемы аппаратных компонентов в устройстве для коррекции однородностей с использованием лазерного удаления в соответствии с аспектами настоящего изобретения.
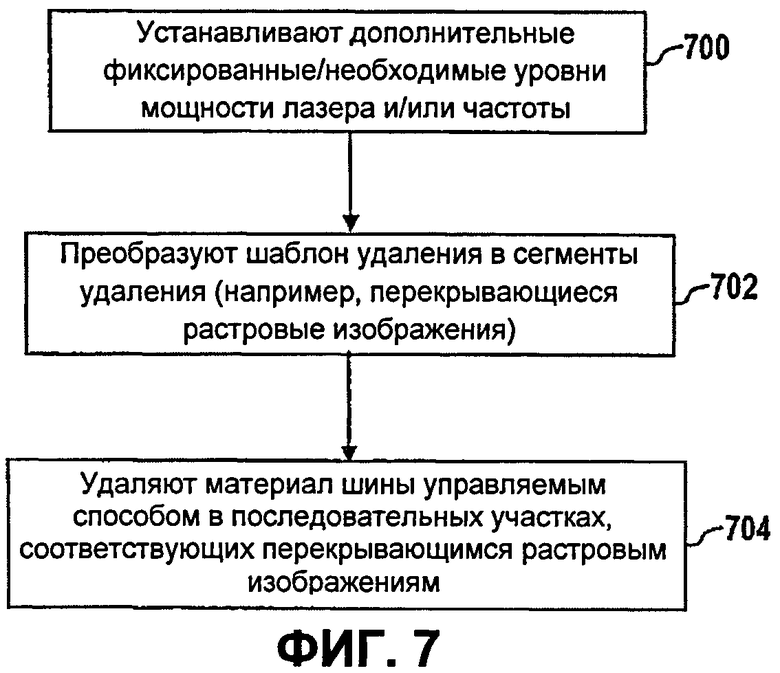
[0028] На фиг.7 показан пример блок-схемы этапов и отличительных особенностей способа выполнения лазерного удаления в соответствии с аспектами настоящего изобретения.
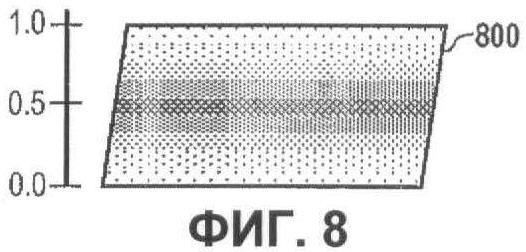
[0029] На фиг.8 показан пример сегмента для удаления в форме полутонового растрового изображения.
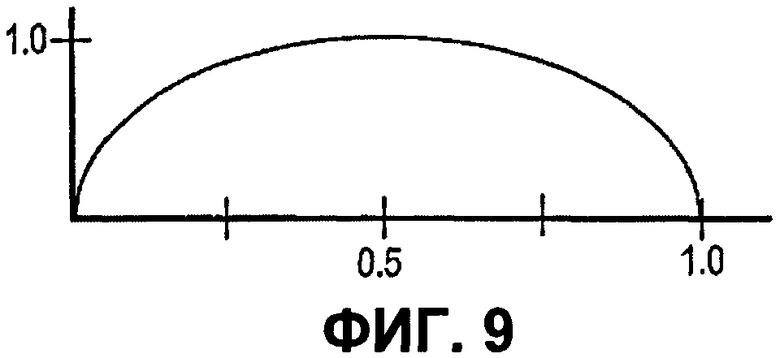
[0030] На фиг.9 показан графический пример глубины удаления, представленной полутоновым изображением на фиг.8.
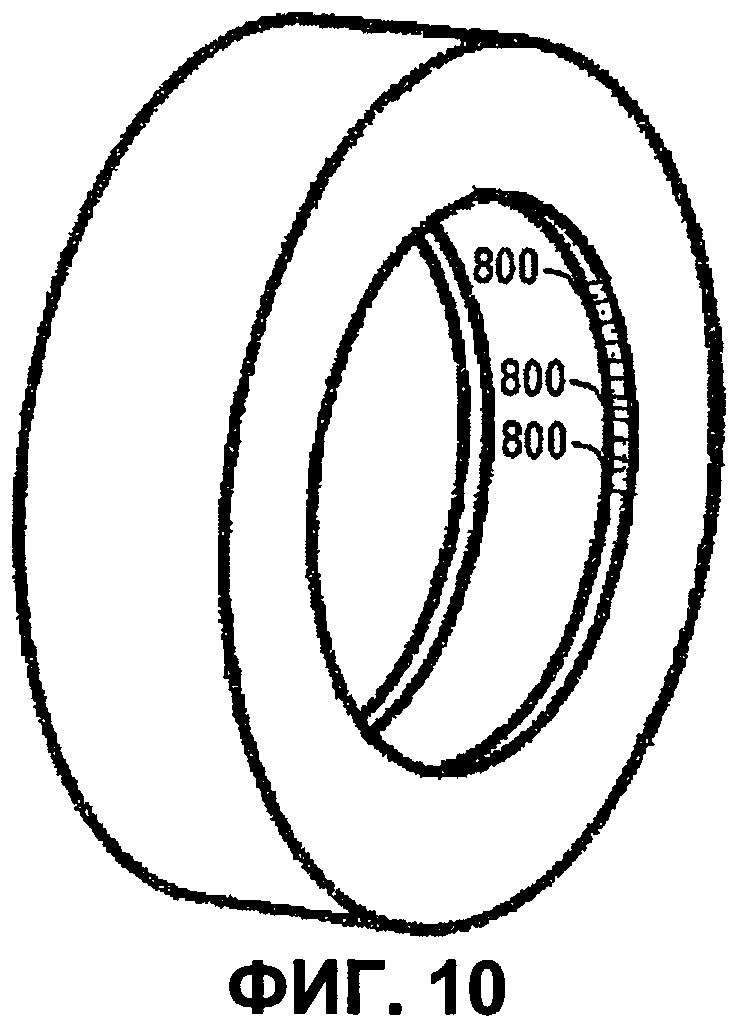
[0031] На фиг.10 показан перспективный вид сегментов для удаления, расположенных вдоль борта шины.
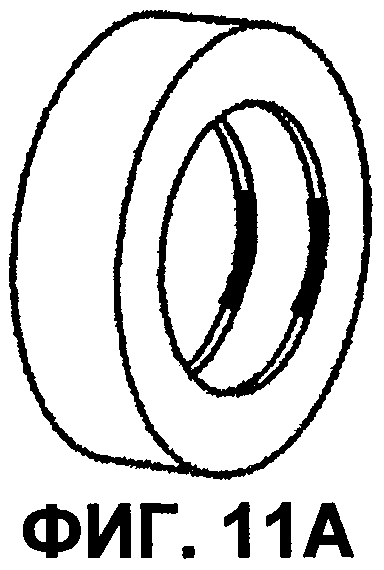
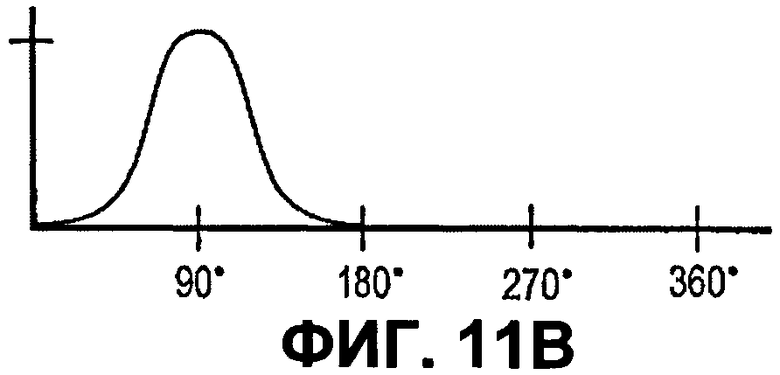
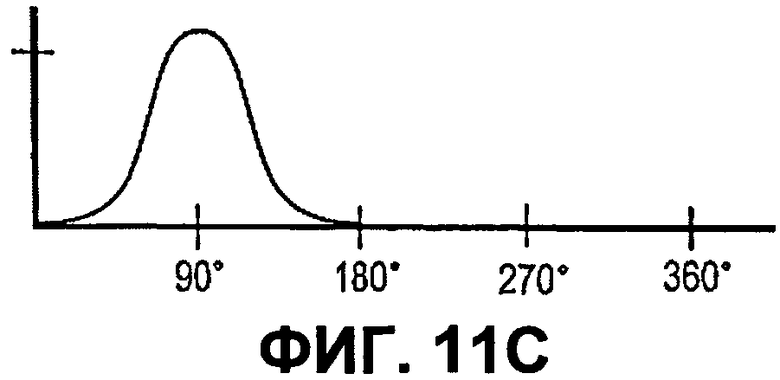
[0032] На фиг.11А показан перспективный вид шины с относительными участками для удаления для коррекции однородностей изменения радиальной силы первой гармоники.
[0033] На фиг.11В и 11С показаны графики глубины удаления в зависимости от углового положения для первого и второго бортов шины соответственно, соответствующие удалению, показанному на фиг.11А, для коррекции изменения радиальной силы.
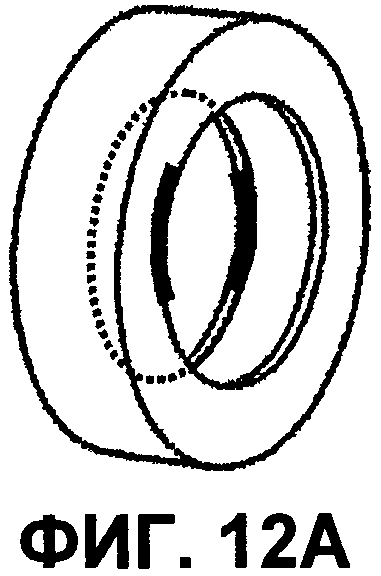
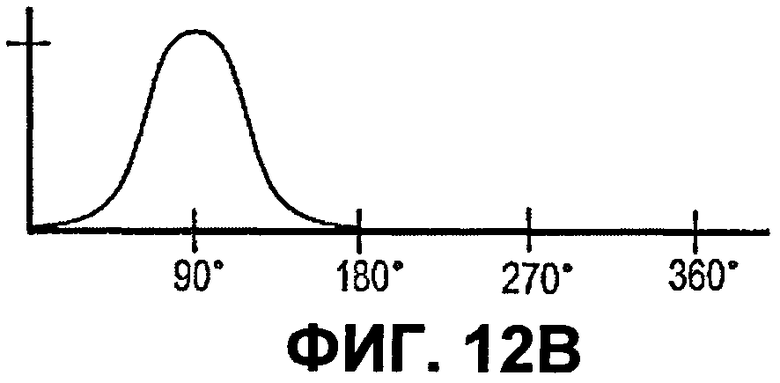
[0034] На фиг.12А показан перспективный вид шины с относительными участками для удаления для коррекции однородностей изменения боковой силы первой гармоники.
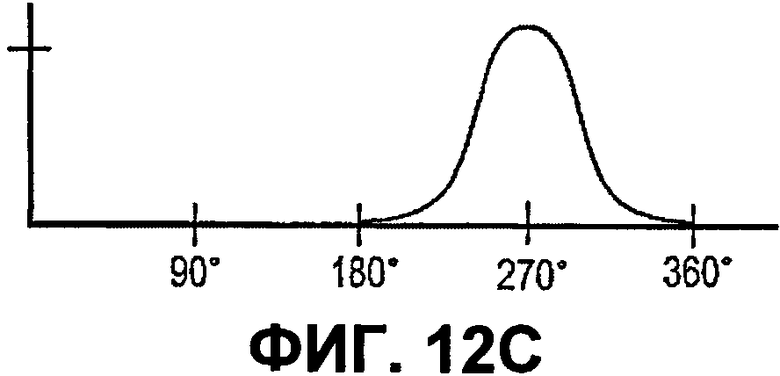
[0035] На фиг.12В и 12С показаны графики глубины удаления в зависимости от углового положения для первого и второго бортов шины соответственно, соответствующие удалению, показанному на фиг.12А, для коррекции изменения боковой силы.
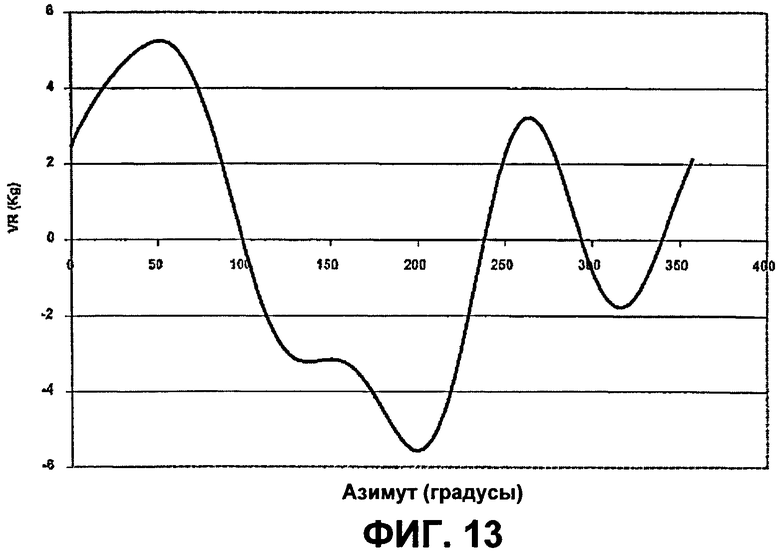
[0036] На фиг.13 показан пример графика моделированной составной волновой формы, содержащей первую, вторую, третью и четвертую гармонические составляющие изменения радиальной силы.
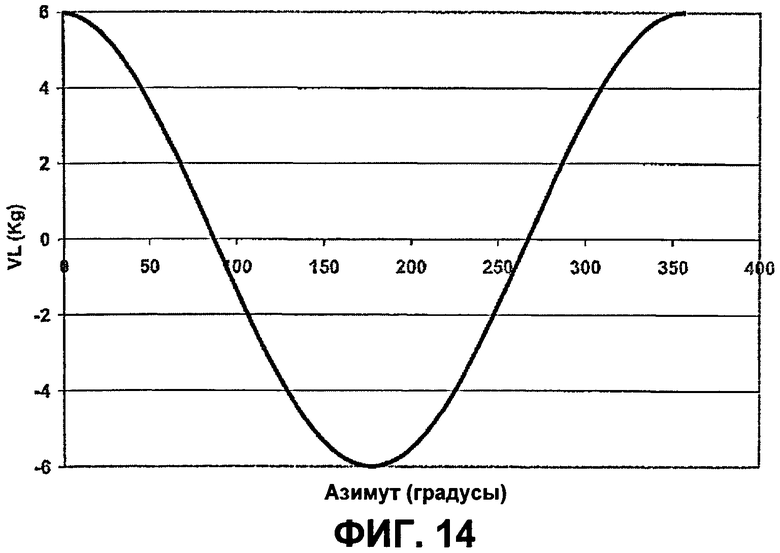
[0037] На фиг.14 показан пример графика моделированной составной волновой формы, содержащей первую гармоническую составляющую изменения боковой силы.
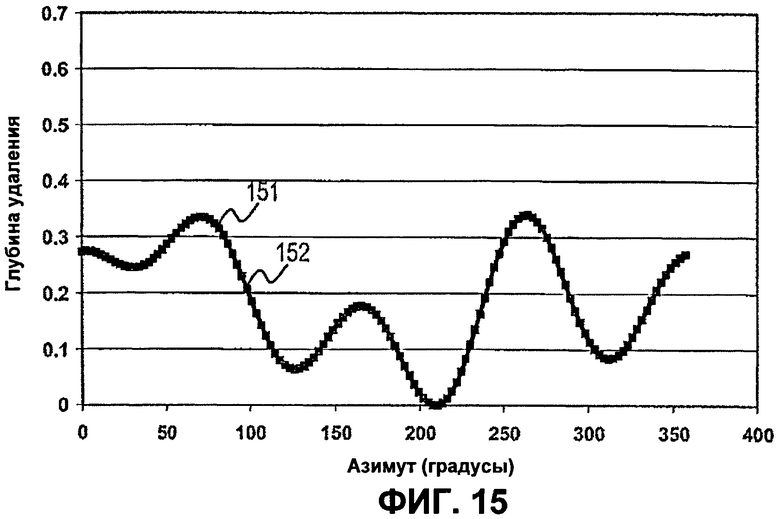
[0038] На фиг.15 показан пример графика расчетных шаблонов удаления для первого и второго бортов шины для корректирования изменения радиальной силы, например, смоделированного суммой с первой по четвертую гармонических составляющих изменения радиальной силы, как показано на фиг.13.
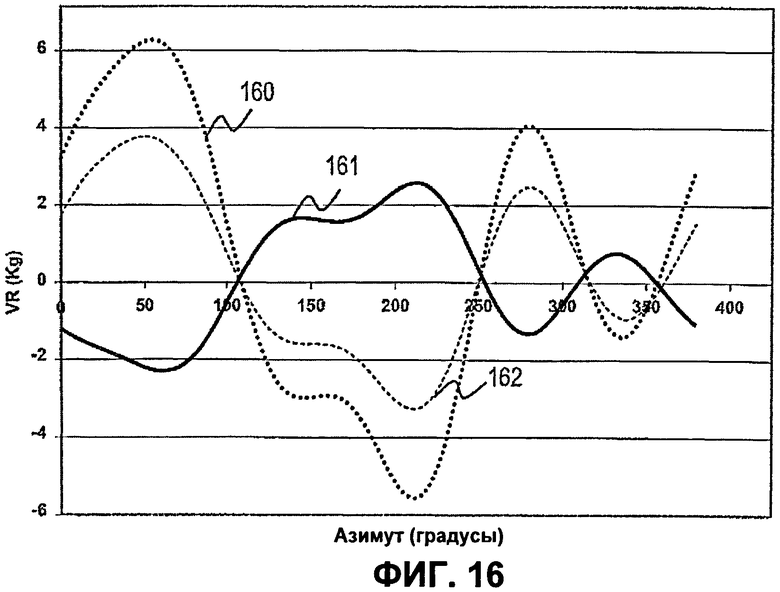
[0039] На фиг.16 показан пример графика моделированных значений для исходной радиальной силы по сравнению с корректированной радиальной силой после выполнения шаблонов удаления, показанных на фиг.15.
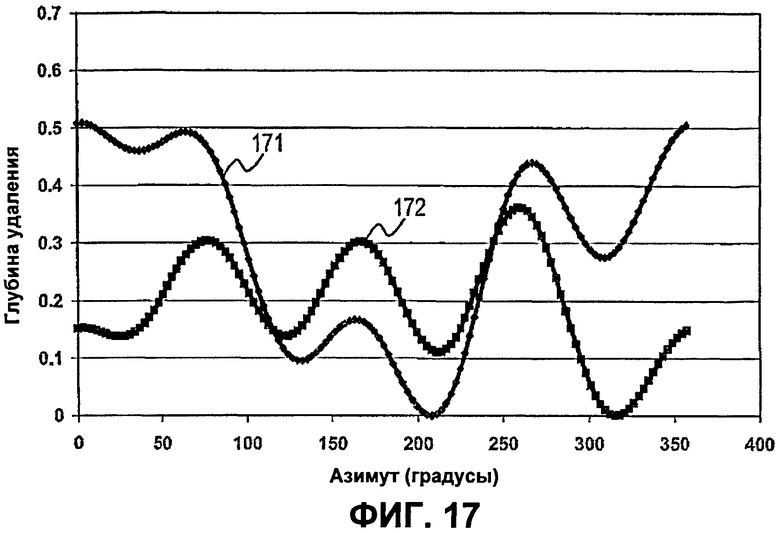
[0040] На фиг.17 показан пример графика расчетных шаблонов удаления для первого и второго бортов шины для корректирования изменений радиальной и боковой сил, например, смоделированного суммой с первой по четвертую гармонических составляющих изменения радиальной силы и первой гармонической составляющей изменения боковой силы, как показано на фиг.13 и 14.
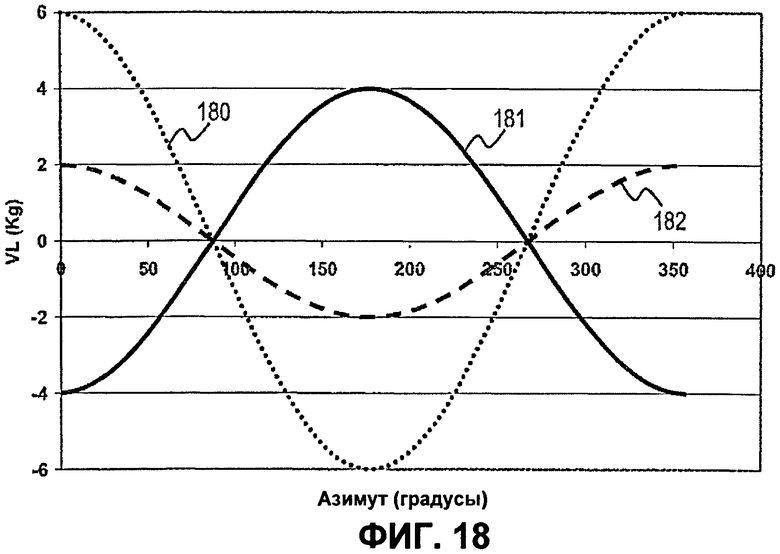
[0041] На фиг.18 показан пример графика моделированных значений исходной боковой силы по сравнению с корректированной боковой силой после осуществления шаблонов удаления, как показано на фиг.17.
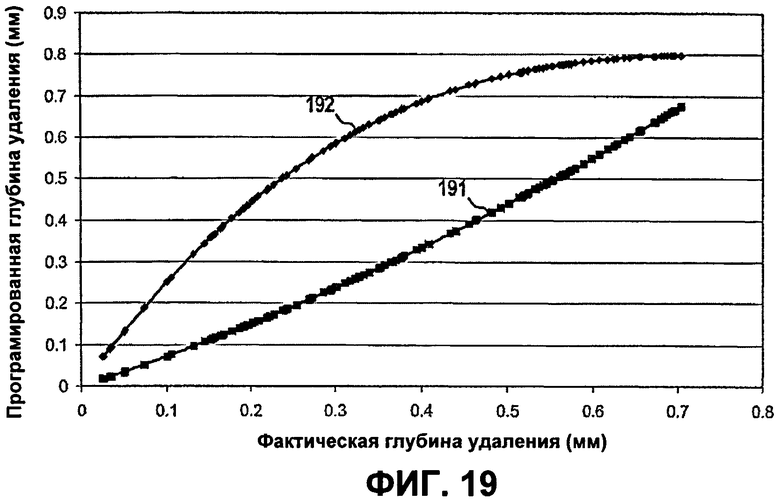
[0042] На фиг.19 показан пример графика коррекции глубины для удаления нелинейных характеристик, отражающий отображение программированной глубины удаления в мм (вдоль ординаты) в фактическую глубину удаления в мм (вдоль абсциссы).
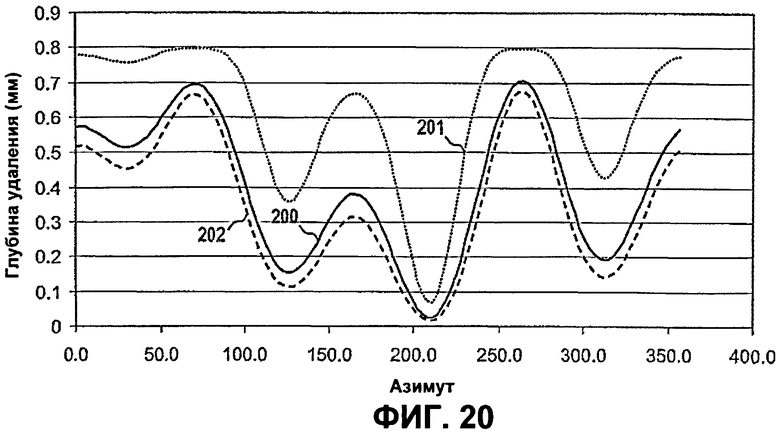
[0043] На фиг.20 показан пример графика отрегулированных шаблонов удаления после применения функций отображения, показанных на фиг.19, с глубиной удаления в мм, указанной вдоль ординаты, и азимутом в градусах, указанным вдоль абсциссы, для изменяемой мощности и изменяемой скорости выполнения удаления.
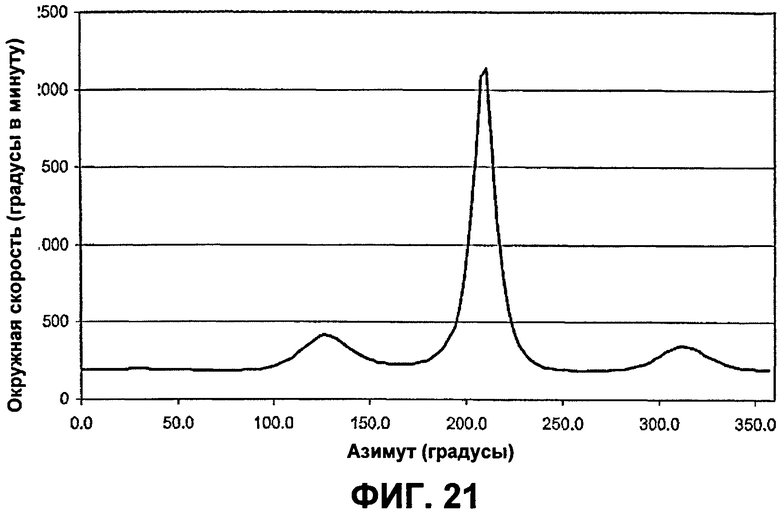
[0044] На фиг.21 показан пример графика окружной скорости шины в градусах в минуту в зависимости от углового положения в градусах для режима осуществления описанных способов удаления с постоянной мощностью и изменяемой скоростью.
[0045] Повторяющееся использование ссылочных номеров везде в настоящем описании и сопроводительных чертежах предназначено для представления идентичных или аналогичных отличительных особенностей, элементов или этапов настоящего изобретения.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0046] Как описано в разделе "РАСКРЫТИЕ ИЗОБРЕТЕНИЯ", настоящее изобретение, в частности, относится к системе и способу для коррекции характеристик неоднородности вулканизированной шины путем выборочного удаления материала с использованием лазера в различных местах вдоль борта шины.
[0047] Выбранные комбинации аспектов описанных в настоящей заявке способов соответствуют некоторым из различных вариантов реализации настоящего изобретения. Следует отметить, что каждый из примерных вариантов реализации, представленных и описанных в настоящей заявке, не должен рассматриваться в качестве ограничивающего настоящее изобретения. Отличительные особенности или этапы, показанные или описанные в качестве части одного из вариантов реализации, могут быть использованы в комбинации с аспектами еще одного из вариантов реализации для получения дополнительных вариантов. Кроме того, некоторые отличительные особенности могут быть заменены подобными устройствами или отличительными особенностями, не явно выраженными, но осуществляющими ту же самую или подобную функцию.
[0048] На фиг.3 схематически показан пример радиальной пневматической шины 40, предназначенной для коррекции однородности согласно настоящему изобретению. Шина 40 может вращаться вокруг продольной центральной оси вращения. Шина 40 содержит пару бортовых проволок 42, которые по существу не растягиваются в периферийном направлении. Первый и второй борта 42 расположены на некотором расстоянии друг от друга в направлении, параллельном центральной оси. Периферийная область задана как расположенная по существу тангенциально по отношению к кругу, центр которого лежит на оси, и в плоскости, параллельной срединной периферийной плоскости шины.
[0049] Слой 44 каркаса проходит между каждым из соответствующих бортов 42. Слой 44 каркаса имеет пару противоположных друг другу в осевом направлении концевых частей, которые проходят вокруг соответствующего борта 42. Слой 44 каркаса соединен в противоположных в осевом направлении друг другу концевых частях с соответствующим бортом 42. Слой 44 каркаса содержит ряд проходящих по существу радиально усиливающих элементов, каждый из которых выполнен в подходящей форме и из подходящего материала, например, сплетенных вместе полиэстровых волокон или нитей. На чертеже слой 44 каркаса показан как одиночный слой, но в конкретных случаях применения и для конкретной нагрузки шины 40 может быть использовано любое соответствующее количество слоев каркаса. Также разумеется, что усиливающий элемент может быть моноволокном или иметь любую иную подходящую форму или может быть изготовлен из любого иного подходящего материала.
[0050] Показанная на чертеже шина 40 также содержит брекер 46. Брекер 46 содержит по меньшей мере два кольцевых слоя корда. Один из слоев корда расположен радиально с внешней стороны другого слоя корда. Каждый слой корда содержит по существу проходящих параллельно усиливающих элементов, выполненных из подходящего материала, например легированной стали. Шина 40 также содержит выполненные из резины протектор 62 и боковины 64. Резина может представлять собой любую подходящую натуральную или синтетическую резину или их комбинацию.
[0051] Как будет понятно из приведенного ниже описания, этапы и отличительные особенности исправления характеристик однородности радиальной шины 40 согласно настоящему изобретению, как показано на фиг.3, в общем направлены на изменение бортов шины. Согласно конкретным вариантам реализации для выборочного удаления части первого и/или второго бортов шины в целях улучшения по меньшей мере одной из характеристик однородности используется лазерное удаление. Несмотря на то, что в настоящей заявке описано лазерное удаление в качестве способа выборочного удаления материала борта шины, следует понимать, что для осуществления точного удаления, описанного в настоящей заявке, могут быть использованы иные способы удаления, например, помимо прочего шлифовка, пескоструйная обработка, водяная реактивная обработка, и т.п.
[0052] Как показано на фиг.1, на этапе 100 примера способа согласно настоящему изобретению идентифицируют целевые параметры для коррекции однородности, которые дополнительно могут содержать по меньшей мере одну из целевых гармоник. Характеристики однородности шины в целом могут включать как изменения размеров или геометрические изменения (например, радиальное отклонение (RRO) и поперечное отклонение (LRO)), так и изменения силы качения (например, изменение радиальной силы, изменение поперечной силы и изменение тангенциальной силы), и даже другие параметры, содержащие помимо прочего изменение массы, конусность, угол бокового увода и т.п.
[0053] Дополнительные параметры однородности, подлежащие исправлению, включают измеренную и/или оцененную/вычисленную радиальную силу при высокой скорости. Предполагаемая радиальная сила при высокой скорости может быть оценена на основании комбинации разбалансировки (неравномерного распределения массы) и векторов радиальной силы при низкой скорости, как описано в патенте США №7,082,816 (Фанг Жу (Fang Zhu)), принадлежащем настоящему Заявителю и включенном в настоящую заявку по ссылке полностью.
[0054] В описании настоящего изобретения основное внимание уделено коррекции изменений силы качения. Конкретные примеры приведены для иллюстрации способов исправления избыточных уровней изменений радиальной и/или поперечной сил. Следует отметить, что согласно описанным способам возможна коррекция других конкретных характеристик однородности. Кроме того, приведенные в настоящем описании примеры не являются ограничивающими настоящее изобретение.
[0055] Как показано на фиг.1, на этапе 100 также дополнительно выбирают гармоники, которые необходимо исправить, для каждого целевого идентифицированного параметра. Согласно некоторым из вариантов реализации для целевого параметра (параметров) может быть необходимой коррекция выбранных идентифицированных гармоник (например, первой, второй, третьей и/или четвертой). Согласно еще одним из вариантов реализации при рассмотрении полной циклической или составной волновой формы параметра (параметров) однородности может потребоваться коррекция всех гармоник.
[0056] Определение характеристик однородности для корректирования может быть частично осуществлено на основании результатов испытания однородности, выполненного на изготовленной шине. Например, может быть испытана вулканизированная шина для определения наличия изменения радиальной и/или поперечной сил (и/или других характеристик), которые должны лежать в пределах некоторых заданных допустимых диапазонов перед доставкой шины клиенту. В противном случае характеристики однородности шины могут быть исправлены согласно описанным способам корректирования однородности.
[0057] Например, при рассмотрении изменения радиальной силы в качестве заданной характеристики однородности результирующее изменение радиальной силы обычно может быть определено с использованием измерителя однородности шины. На основании измеренной составной кривой может быть определена величина изменения радиальной силы и выполнено ее сравнение с соответствующим допустимым пороговым пределом. Если абсолютное значение величины изменения радиальной силы меньше величины соответствующего заданного минимального порогового предел, то шину можно считать допустимой, и в дальнейшей обработке шины нет необходимости. Затем шину обычно доставляют клиенту. Если у шины величина изменения радиальной силы больше величины соответствующего допустимого минимального порогового предела, то выполняют еще одно сравнение. Если величина изменения радиальной силы больше значения относительно большого максимального порогового предела, то шину считают бракованной. Если шина является бракованной, то ее утилизуют. Если шина находится в пределах заданного диапазона величин изменения радиальной силы, то выполняют корректирование ее характеристик однородности. Например, если величина изменения радиальной силы больше величины минимального порогового предела, допустимого для доставки клиенту, но меньше значения относительно большого максимального порогового предела для утилизации, то шину можно считать пригодной для корректирования характеристик в устройстве для коррекции однородности. Предпочтительно, после корректирования способами согласно настоящему изобретению рабочие характеристики шины лежат в допустимых пороговых пределах, и указанная шина может быть отгружена клиенту.
[0058] Как показано на фиг.1, на втором этапе способа согласно вариантам реализации настоящего изобретения восстанавливают измеренный параметр (измеренные параметры) однородности шины, выбранной для корректирования характеристик. Указанные измеренные параметры могут быть извлечены из хранилища данных, связанного с устройством для предварительного испытания однородности шины, или указанные параметры могут быть фактически измерены на этапе 102 для получения новых значений измеренной однородности. Пример устройства для измерения характеристик однородности шины в целом может содержать такие отличительные особенности, как, например, установочное крепление, посредством которого шина фиксируется в устройстве и вращается по меньшей мере с одно из заданных скоростей. Согласно одному из примеров в указанном устройстве используются лазерные датчики, расположенные рядом с шиной с возможностью определения контактным, бесконтактным или почти контактным способом относительного положения поверхности шины в различных точках (например, 128 точках) во время вращения шины вокруг центральной оси. Для указанных различных точек могут быть получены средние значения данных, составленные на основании средних измерений во время многократного вращения шины, в результате чего уменьшен риск ложных измерений указанных точек. Следует отметить, что для указанных измерений может быть использовано любое подходящее измерительное устройство, обеспечивающее измерение однородности, например, помимо прочего радиального отклонения, поперечного отклонения, колебаний радиальной силы (RFV), колебаний тангенциальной силы (TFV), колебаний поперечной силы (LFV), балансировки и т.п. Одним из конкретных примеров измерителя однородности шины является измеритель, изготовленный компанией Micro-Poise Measurement Systems LLC, г.Акрона, штат Огайо, под маркой продукции "Akron Standard".
[0059] Данные измерения, полученные или обеспеченные на этапе 102, могут способствовать определению параметра или параметров однородности и гармоники или гармоник для коррекции, а также области или областей борта шины для выборочного удаления в соответствии с последующими этапами коррекции. Как таковые, данные измерения (например, составная волновая форма изменения радиальной силы) могут быть сохранены в базе данных или другом запоминающем устройстве /носителе, связанными с компьютером или другим обрабатывающим устройством, таким образом, чтобы соответствующие измерения могли быть проанализированы согласно различным этапам, описанным в настоящей заявке. Пример составной волновой формы, измеренной с использованием устройства для измерения однородности, показан на фиг.5А, на котором показаны примерные значения изменения радиальной силы (измеренные в килограммах силы кгс или просто в кг) в зависимости от углового положения (измеренного в градусах).
[0060] Следует отметить, что измерения изменения результирующей силы, например, помимо прочего волновой формы изменения радиальной силы, показанной на фиг.5А, также могут быть выражены в виде суммы ее гармонических синусоидальных компонентов. Например, на фиг.5В показаны некорректированные с первой по третью гармоники изменения радиальной силы в килограммах силы (кгс) в зависимости от углового расстояния вдоль окружности шины от эталонного места. Компонент первой гармоники составной волновой формы совершает полный цикл за один оборот шины (360°). Второй гармонический компонент совершает два полных цикла за каждый оборот шины, третий гармонический компонент совершает три полных цикла за каждый оборот шины, и т.п.
[0061] Отдельные гармоники, показанные на фиг.5В, и другие гармоники могут быть получены применением гармонического анализа Фурье (например, дискретного преобразования Фурье (DFT) или быстрого преобразования Фурье (FFT)) к измеренному составному сигналу. Например, если измерения силы получены для d=256 точек данных в равномерно распределенных угловых положениях вдоль окружности шины, то могут быть вычислены 128 или d/2 гармоник. Сумма указанных 128 гармоник проходят через каждую из 256 точек данных. С использованием преобразования Фурье прямоугольные компоненты гармоник Н1 и выше могут быть вычислены следующим образом:
и
где h - гармоника для оценки, d - количество точек данных, i - i-ая точка данных, и Fi - сила в i-ой точке. Из прямоугольных компонентов величина гармоники (MAG) и азимут (AZI) могут быть вычислены как:
и
AZI=arctan(y/x).
Величина (MAG) соответствует значению удвоенной амплитуды колебаний конкретной гармонической волновой формы, а азимут (AZI) соответствует угловому положению первого пика в указанной гармонической волновой форме. Гармоническая волновая форма для каждой h гармоники (подобных с первой по третьб гармоникам, показанным на фиг.3) может быть представлена уравнением:
[0062] После измерения целевых параметров однородности и извлечения всех целевых гармоник на следующем этапе способа коррекции, показанного на фиг.1, задают по меньшей мере одно из правил коррекции. Правила коррекции в целом соответствуют идентифицированным значениям параметра, включая значения параметров коррекции однородности и параметров удаления. Например, значения коррекции однородности могут задавать для конкретного параметра однородности конкретный предел (например, допустимые для клиента пороговые пределы, описанные выше) или фиксированное количество коррекции (например, до значения в пределах нового порогового уровня величины силы).
[0063] В еще одном из примеров правило коррекции соответствует идентификации по меньшей мере одной из дорожек или областей вдоль каждого борта шины в качестве выбранного участка для удаления. Также для дорожки, параметра и/или гармоники могут быть установлены уровни чувствительности (например, в кг/мм и/или различных весовых коэффициентах). Примеры способов определения уровней чувствительности могут включать определение того, насколько большие изменения силы являются результатом осуществления шаблона удаления для корректирования одиночного заданного параметра и гармоники при заданной максимальной глубине удаления. Например, шаблон удаления с максимальной глубиной 1 мм удален в соответствии с шаблоном для коррекции радиальной силы первой гармоники, и на основании указанной коррекции определено изменение силы. Указанное изменение силы (в кг) соответствует уровню чувствительности в кг/мм. Относительно выбранного участка или выбранных участков для удаления и соответствующих весовых коэффициентов, следует отметить, что согласно некоторым из вариантов реализации настоящего изобретения могут быть предусмотрены участков для удаления, каждое из которых потенциально имеет соответственно установленный уровень чувствительности, как может быть лучше понято из фиг.4-6.
[0064] На фиг.4 представлен увеличенный разрез борта шины, в целом показывающий различные элементы указанной части шины относительно ее размещения на внутренней боковой поверхности обода колеса. Например, каждая из областей 50 борта шины содержит борт 42 и окружающие его резиновые элементы, которые выполнены с возможностью задания профиля борта, как показано на фиг.4. В целом часть профиля борта шины между носком 52 и выходной точкой 53 согласована с частью внутренней боковой поверхности обода колеса для надежного соединения с указанной поверхностью. Пунктир 51 обозначает часть внутренней боковой поверхности обода колеса, с которой может быть соединена 50 борта шины для установки. Нижняя поверхность профиля борта, в целом заданная между носком 52 и пяткой 54, в настоящей заявке поименована как седло 56 борта. Часть профиля между пяткой 54 и выходной точкой 53 обычно называется кромкой и содержит нижнюю кромковую часть 57, расположенную между пяткой и точкой 58 перехода кромки в верхнюю кромковую часть 59 между точкой 58 перехода и выходной точкой 53.
[0065] В отношении областей профиля борта, показанных на фиг.4, следует отметить, что по меньшей мере одна из дорожек или областей удаления могут быть указаны с использованием способов удаления согласно настоящему изобретению. Например, испытания специально выполняются для анализа общего влияния на некоторые характеристики однородности на основании удаления, осуществленного в трех различных областях седла 56, нижней кромки 57 и верхней кромки 59 профиля борта. В одном из примеров дифференциальное изменение значения удвоенной амплитуды радиальной силы первой гармоники лежала в пределах примерно 2,5-5,0 Н/мм, после того, как коррекция борта была выполнена в областях седла обоих бортов. Подобное дифференциальное изменение в пределах примерно 1,0-4,2 было достигнуто при коррекции в нижних областях кромок обоих бортов. Дифференциальное изменение в пределах примерно 2,5-7,5 было достигнуто при коррекция в верхних областях кромок обоих бортов шины. Такие изменения были достигнуты при лазерном удалении, выполненном в участке одиночной дорожки при глубине каждой из областей удаления не больше примерно 0,5 мм и в пределах примерно 180°. Указанное испытание также было подтверждено для поддержания надлежащих уровней посадочной силы борта, с уровнями давления в шине, которые, как выяснилось, были только номинально уменьшены до диапазона не больше чем примерно 0,2-1,8 бар. Такие уровни, как выяснилось, в целом не увеличивают износ шины на ободе или в целом предпочтительно не вызывают вращения шины на ободе.
[0066] Согласно описанным выше исследованиям для корректирования по меньшей мере одной гармоники по меньшей мере одной из характеристик однородности могут использоваться различные комбинации дорожки или области удаления. Согласно одному из вариантов реализации лазерную коррекцию удалением применяют только к области седла, только к нижней области кромки или только к верхней области кромки. Согласно еще одному из вариантов реализации коррекцию применяют одинаково к назначенным или конкретно взвешенным комбинациям по меньшей мере двух из таких областей (например, применение 1/2 коррекции в области седла и 1/2 коррекции в верхней области кромки; или 1/3 коррекции в области седла, 1/3 коррекции в нижней области кромки и 1/3 коррекции в верхней области кромки). Для выбора дорожки/области может использоваться любое количество различных выбираемых вариантов. Следует отметить, что если удаление распределено по различным дорожкам/областям борта шины, то возможно достижение большего снижения уровней однородности без удаления большого количества резинового материала и таким образом уменьшение возможности создания опасных условий для точной посадки борта (и соответствующих уровней давления в шине и посадочного усилия борта (BSF)).
[0067] Как показано на фиг.4, согласно одному из вариантов реализации удаление в области седла 56 осуществляют в части седла 56 непосредственно ниже бортовой проволоки 42, что в целом может соответствовать области примерно на половине расстояния между носком 52 и пяткой 54. Согласно одному из вариантов реализации удаление в нижней кромковой области 57 осуществляют в осевом направлении к части ниже области 57 кромки рядом с бортовой проволокой 42, что в целом может соответствовать области примерно на половине расстояния между пяткой 54 и точкой 58 перехода. Согласно одному из вариантов реализации удаление в верхней кромковой области 59 выполняют в части верхней кромки борта в направлении к части выше кромки борта, расположенной примерно на половине расстояния между точкой 58 перехода и выходной точкой 53. Указанные варианты реализации могут соответствовать частям таких соответствующих областей, в которых удаление обеспечит более существенное изменение в результирующей коррекции однородности.
[0068] После установления на этапе 104 способа различных правил коррекции, включая дополнительные конкретные значения для параметров коррекции и/или удаления однородности, как показано на фиг.1, на этапе 106 вычисляют шаблон удаления. Шаблоны удаления в целом должны содержать глубину удаления относительно углового положения и/или положения борта вдоль окружности шины и могут быть определены для каждых идентифицированных дорожки/области для коррекции. Одиночный шаблон может задавать глубину удаления по всей области несколько или шаблонов могут задавать глубину удаления для конкретных дорожек. Как указано выше, также для ограничения количества материала при выборочном удалении из различных участков борта шины может быть определена по меньшей мере одна из максимальных глубин удаления.
[0069] Как показано на фиг.1, после вычисления на этапе 106 шаблона удаления выполняют выборочное удаление материала шины по меньшей мере в одной из указанных дорожек/областях в соответствии с расчетными шаблонами. Согласно одному из вариантов реализации в качестве предпочтительного способа используют лазерное удаление, поскольку оно обеспечивает точное управление глубиной и областями удаления. Согласно настоящему изобретению также могут быть использованы дополнительные способы удаления в той степени, в которой могут быть осуществлены указанные дополнительные способы удаления резины, например, помимо прочего шлифовка, пескоструйная очистка, водяное реактивное удаление и т.п., для достижения тех же уровней точности, что и лазерное удаление.
[0070] На фиг.2 более подробно показан способ вычисления шаблонов удаления материала шины. На этапе 200 способа используют параметры коррекции однородности, параметры удаления и/или идентифицированные дорожки/области для удаления для определения масштабных коэффициентов AMPk для каждого параметра однородности k для корректирования. Например, если параметры однородности, которые должны быть откорректированы, соответствуют изменениям радиальной и/или боковой силы, то масштабные коэффициенты AMPVR и AMPVL амплитуды могут быть определены для изменений радиальной и боковой силы по меньшей мере в одной из различных дорожек для удаления вдоль заданных участков в области седла борта, областях нижней кромки и/или верхней кромки. Масштабные коэффициенты в целом предназначены для формирования различных весовых коэффициентов, описанных выше (например, равный вес между 2 или 3, или большим количеством выбранных дорожек), и между различными параметрами. В одном из конкретных примеров масштабные коэффициенты AMPVR и AMPVL амплитуды могут быть вычислены из следующих формул:
[0071] В приведенных выше формулах масштабного коэффициента VRWeight by track и VLWeight by track относятся к соответствующим весовым коэффициентам для каждой дорожки. Согласно одному из вариантов реализации указанные веса могут быть таким же простыми, как ноль или как одно значение, зависящее от необходимости коррекции удаления для указанных параметра и/или участка дорожки. Согласно еще одному из вариантов реализации конкретные пропорции весов могут использоваться для указания более высокой предпочтительности коррекции однородности в одной из дорожек перед другой из дорожек. Пример весов для VR и VL, в котором используются три различных дорожки (кромка, нижняя часть седла и верхняя часть седла), показан в Таблице 1, приведенной ниже. Если нет необходимости в удалении нижней кромки, то столбец под Дорожкой 2 может содержать нулевые значения (0). Подобные изменения доля размещения другие вариантов выбора могут быть осуществлены путем простого изменения значений веса для дорожки и параметра.
[0072] В приведенных выше формулах масштабного коэффициента значения для GoalVR и GoalVL соответствуют необходимому объему полной коррекции для конкретного параметра однородности, например, определенного в количестве, например, помимо прочего в килограммах силы (кгс или просто кг). Один из примеров диапазона пределов корректируемой силы может быть выбран из значений между примерно 1-10 кгс. Следует отметить, что если шаблоны удаления определены для левого и правого бортов шины, то значения для GoalVR и GoalVL могут быть заданы таким образом, что каждый борт достигает половины общей цели.
[0073] Также следует отметить, что количества VRscale и VLscale в вышеупомянутых формулах масштабного коэффициента соответствуют количествам, которые составляют общие количества весового коэффициента дорожки и уровней чувствительности для формулы, приведенной ниже. Весовые коэффициенты чувствительности на дорожку идентифицируют определенный уровень чувствительности (например, в кг/мм), который существует, если коррекция применена к указанным конкретным участкам. Специфические особенности определения соответствующих уровней чувствительности будут описаны в примере, приведенном ниже в настоящей заявке.


[0074] После определения на этапе 200 масштабных коэффициентов, как показано на фиг.2, на этапе 202 вычисляют фазу гармоники, которая идентифицирует регулировку фазы (в случае необходимости) для параметров конкретных типов и участков дорожки для удаления. Фазу гармоники (φh) в целом определяют для каждой целевой гармоники из следующей формулы:
φh=Azimuthh*h,
где h - номер гармоники, и Azimuthh - угол, при котором наблюдается первый пик гармонической волновой формы для гармоники h.
[0075] Регулировка может быть сделана для вычисления фазы гармоники для учета некоторых условий. Одно условие регулировки для вычисления фазы гармоники соответствует коррекции в нижней области кромки. Выяснилось, что коррекция нижней части кромки регулирует параметры однородности способом, который на 180° не совпадает по фазе с коррекцией однородности в других положениях, например, в области седла и верхней части кромки. Также, если шаблон удаления определен для дорожки в области нижней кромки, то фаза гармоники регулируется как:
φh=φh+180°.
[0076] Другое условие регулировки для вычисления фазы гармоники соответствует коррекции изменения боковой силы. Выяснилось, что часть корректирования шаблона удаления для изменений боковой силы не должна быть одинаковой для первого и второго бортов шины (как это обычно бывает для коррекции компонентов изменения радиальной силы шаблона удаления). Вместо этого часть исправления шаблона удаления для изменений боковой силы в первом и втором бортах шины должна не совпадать по фазе друг с другом на 180°. Также, если шаблон удаления определен для первого и второго бортов шины ("борт 1" и "борт 2"), и фаза гармоники определена для коррекции боковой силы, то фаза гармоники для одного из бортов 1 и 2 регулируется как:
φh=φh+180°.
[0077] Общее описание примерных разностей между участками для удаления для различных типов гармоник и изменений силы показаны на фиг.11А-12С.
[0078] На фиг.11А-11С показан один из примеров коррекции положения шаблона удаления для радиальной силы первой гармоники. На фиг.11А показан перспективный вид участков для удаления на шине, в то время как на фиг.11В и 11С графически изображены указанные участки в виде глубины удаления в зависимости от углового положения вокруг шины для первого и второго бортов соответственно. Как показано на графиках, шаблоны удаления для первого и второго бортов шины являются по существу одинаковыми при корректировании для радиальной силы.
[0079] На фиг.12А-12С показан один из примеров корректирования положения шаблона удаления для боковой силы первой гармоники. На фиг.12А показан перспективный вид участков для удаления на шине, а на фиг.12В и 12С графически изображены указанные участки в виде глубины удаления в зависимости от углового положения вокруг шины для первого и второго бортов соответственно. Как показано на графиках, шаблоны удаления для первого и второго бортов шины не совпадают по фазе на 180° при корректировании для боковой силы.
[0080] Как показано на фиг.2, на следующем этапе способа определения шаблонов удаления вычерчивают шаблон удаления для каждого борта шины и для каждой по меньшей мере одной из дорожек удаления в каждом борте. Согласно одному из вариантов реализации указанные шаблоны удаления определяют из следующей формулы:

где Ablation(θ) - глубина удаления в угловом положении θ вдоль окружности борта шины, Ampk - взвешенная амплитуда коррекции для параметра k, h = номер гармоники и φh - фаза гармоники h для параметра k. Если шаблон удаления определен для корректирования для ограниченного числа гармоник, то вышеуказанная формула определяется как сумма указанных выбранных значений гармоники (h=1, 2, 3, и т.п.). Если шаблон удаления определен для корректирования для полного цикла, то вышеуказанная формула определяется как сумма всех гармоник от h=1, 2, …, d/2 для d всех точек, в которых параметр однородности измеряют вдоль окружности шины. Пример шаблона удаления, в котором корректируются изменения для боковой и для радиальной силы, может быть выражен следующим образом:

где масштабные коэффициенты AMPVR и AMPVL являются идентичными описанным выше, а фаза гармоники регулируется на 180° для одного из двух бортов шины, если формула удаления является корректирующей для изменения боковой силы.
[0081] Как показано на фиг.2, на дополнительных этапы 206 и 208 осуществляют дополнительную регулировку, которая может быть выполнена для определенного шаблона удаления, который может способствовать фактическому выполнению. Например, на этапе 206 регулируют шаблон или шаблоны удаления, определенные на этапе 204, для устранения любых потенциальных отрицательных областей удаления. Это может быть выполнено смещением шаблона удаления таким образом, чтобы минимальное значение или минимальные значения шаблона удаления располагалось или располагались на глубине удаления, примерно равной нулю. На этапе 208 в случае необходимости регулируют шаблон удаления для учета любой нелинейности, которая может быть введена при фактическом выполнении удаления. На указанном этапе применяют функцию отображения, которая коррелирует программированные глубины удаления с фактическими глубинами удаления, для согласования изменяемой мощности лазера и/или частоты вращения шины на шаблоне удаления. Например, различные шаблоны удаления могут быть запрограммированы в качестве входных данных для аппаратных средств для удаления в зависимости от того, что предпочтительнее: изменение скорости или изменение мощности. Кроме того, определение частоты вращения шины может быть настроено в зависимости от углового положения вдоль окружности шины для осуществления необходимого шаблона удаления.
[0082] На завершающем этапе 210, как показано на фиг.2, который может быть выполнен перед фактическим удалением материала шины в соответствии с определенными шаблонами удаления, выбирают угловую часть или угловые части шаблона удаления для выполнения удаления материала шины. Согласно некоторым из вариантов реализации шаблоны удаления определяют и осуществляют по всему пространству 360° первого и второго бортов шины. Согласно еще одним из вариантов реализации удаляют только идентифицированные части, которые меньше полного пространства 360° всего борта. Например, для экономии времени и снижения стоимости ограничивают области удаления только теми участками, где коррекция с целью однородности необходима больше всего. Это может быть, в частности, предпочтительным, если коррекция с целью однородности основана лишь на ограниченном числе гармоник. Например, согласно еще одному из вариантов реализации при выполнении коррекции изменения радиальной силы второй гармоники используют противоположные области удаления в пределах 80-180°, которые являются одинаковыми для обоих бортов. Согласно еще одному из вариантов реализации при выполнении коррекции изменения боковой силы первой гармоники используют шаблоны удаления в пределах 150-360°, что обеспечивает несовпадение по фазе для указанных двух бортов в 180°.
[0083] Далее будут описаны отличительные особенности аппаратных средств для выполнения измерений для коррекции однородности. На фиг.6 показан пример блок-схемы компонентов аппаратных средств, которые могут быть использованы в установке для осуществления удаления посредством лазера согласно настоящему изобретению. Шина 600 надежно установлена на выполненном с возможностью вращения шпинделе 602, который в целом может содержать установочное крепление, которое служит втулкой, имеющей форму поверхности, подобную поверхности обода шины, или другой жесткий диск, выполненный с возможностью вращения вокруг центральной оси. Для управления положением шины 600 во время вращения может быть использован по меньшей мере один из роликов 603 с обеспечением прецизионного управления с одновременным контактом к всему угловому промежутку одного или обоих бортов шины. Такое установочное устройство в случае необходимости облегчает выполнение шаблонов удаления при полном обороте 360°.
[0084] Скоростью вращения шпинделя 602 шины управляет автоматизированная система 604 управления. Автоматизированная система 604 может быть выполнена с возможностью управления не только шпинделе шины, но также и специфическими особенностями лазера 605, включая помимо прочего изменяемый шаблон удаления, уровень мощности лазера, и т.п.
[0085] Автоматизированная система 604 в целом может содержать компоненты, например, по меньшей мере одно запоминающее устройство/носитель или базу данных для сохранения данных и команд программного обеспечения, а также по меньшей мере один процессор. В конкретном примере, показанном на фиг.6, процессор или процессоры 606 и связанные с ним запоминающие устройства /носители 608а, 608b и 608с выполняют различные осуществляемые компьютером функции (т.е., услуги по обработке данных на основе программного обеспечения). По меньшей мере одно из запоминающих устройств/носителей (например, запоминающее устройство 608b, показанное на фиг.6) выделено для сохранения программного обеспечения и/или представляет собой программируемое устройство, выполненное с возможностью сохранения читаемых и исполняемых компьютером инструкций, которые будут осуществлены по меньшей мере одним из процессоров 606. Другие запоминающие устройства/носители (например, запоминающие устройства/носители 608а, 608с) используются для сохранения данных, которые также могут быть доступны для процессора или процессоров 606 и которые действуют согласно инструкциям программного обеспечения, сохраненным в запоминающем устройстве/носителе 606b. Различные запоминающие устройства/носители, показанные на фиг.6, могут быть обеспечены в форме одной или более частей по меньшей мере одного из вариантов читаемых компьютером носителей, например, помимо прочего любой комбинации энергозависимой памяти, например памяти с произвольным доступом (RAM, например, DRAM, SRAM, и т.п.), и энергонезависимой памяти (например, ROM, флэш-памяти, накопителей на основе жестких дисков, магнитной ленты, CD-ROM, DVD-ROM, и т.п.) или любого другого запоминающего устройства, включая дискеты, диски и другие носители данных на магнитной основе, оптические носители данных и т.п. Несмотря на то, что на фиг.6 показаны три отдельных запоминающих устройства /носителя 608а, 608b и 608с, содержание, сохраненное на указанных устройствах, фактически может храниться в одном запоминающем устройстве/носителе или в большем количестве запоминающих устройств. Любые подобные возможные варианты и другие варианты устройств для хранения данных могут быть без труда выбраны специалистом.
[0086] Согласно одному из конкретных вариантов реализации настоящего изобретения первая часть запоминающего устройства/носителя 608а выполнена с возможностью сохранения входных данных для системы коррекции однородности согласно настоящему изобретению и способов, которые к ней относятся. Входные данные, сохраненные в запоминающем устройстве/носителе 608а, могут содержать необработанные данные, измеренные на этапе 102 по меньшей мере для одного из параметров однородности. Входные данные, сохраненные в запоминающем устройстве 608а, также могут содержать параметры коррекции, выбираемые пользователем, например, помимо прочего параметры k для коррекции, номера гармоник h для каждого параметра, выбранного для корректирования, количество и участки дорожки (дорожек/области (областей) или областей для удаления, необходимые величины пределов для целевых параметров однородности, пределов глубины удаления, а также других данных о размере шин и о местоположении компонента, и т.п. Указанные заданные параметры могут быть запрограммированы в запоминающем устройстве/носителе 608а или переданы в них для хранения после ввода в качестве входных данных, принятых от пользователя, имеющего доступ к входному устройству 610, которое может соответствовать по меньшей мере одному из периферийных устройств, выполненных с возможностью служить в качестве пользовательского интерфейса с автоматизированной системой 604. Примерные входные устройства могут содержать помимо прочего клавиатуру, монитор с сенсорным экраном, микрофон, мышь и т.п.
[0087] Второе запоминающее устройство 608b содержит исполняемые компьютером программные инструкции, которые могут быть считаны и исполнены процессором или процессорами 606, для обработки входных данных, сохраненных в запоминающем устройстве/носителе 608а, для создания новых выходных данных (например, управляющих сигналов для задания шаблона удаления, мощности лазера, скорости вращения шины, и т.п.), которые могут быть сохранены в третьем запоминающем устройстве/носителе 608с. Такие выходные данные могут быть обеспечены в форме управляющих сигналов для вращающегося шпинделя 602 с шиной, лазера 605, отклоняющего устройства 612 и других дополнительных компонентов. Автоматизированная система 606 может быть выполнена с возможностью служить в качестве устройства специального назначения, исполняющего инструкции программы, предоставленные в читаемой компьютером форме, сохраненные в запоминающем устройстве/носителе 608b. В качестве программного обеспечения может быть использована любая подходящая система программирования, язык сценариев или язык другого типа или комбинация языков для осуществления настоящего изобретения. Согласно еще одним из вариантов реализации способы, описанные в настоящей заявке, альтернативно могут быть осуществлены с использованием твердотельной логики или других схем, включая помимо прочего специализированные прикладные схемы.
[0088] Ниже будут подробно описаны компоненты лазера. Как показано на фиг.6, лазер 605 может быть лазером с фиксированной фокальной точкой или лазерной системой с фиксацией луча, который излучает выходной луч 611, содержащий достаточную энергию для выполнения выборочного удаления резинового материала шины. Согласно одному из конкретных вариантов реализации лазер 605 является лазером на углекислом газе (CO2). Выпущенный лазером 605 лазерный луч 611 проходит к отклоняющему устройству 612, которое содержит элементы, например, расщепитель 614 пучка, отражатель 616 и изображающую линзу 618. Изображающая линза 618 фокусирует свет лазерного луча в фокальной точке 620 на шине 600 для удаления резины в удаляемой области 621 вдоль борта шины. Расстояние между отклоняющим устройством 612 и шиной 600 может быть известно или измерено по меньшей мере одним из датчиков расстояния.
[0089] Система, показанная на фиг.6, предназначена для иллюстрации удаления материала шины с использованием одиночного лазера и одиночной фокальной точки (т.е. удаления материала из одного борта шины в данный момент времени). Однако следует отметить, что для выполнения удаления в фокальных точках (например, из обоих бортов шины) могут использоваться лазеры и шпиндели. Такие изменения в системах для лазерного удаления согласно настоящему изобретению остаются в пределах области компетенции специалиста. Для извлечения удаленной резины или других отходов из области удаления может быть использовано вакуумное устройство 622 или другой отсасывающий инструмент. Дополнительные выходы могут обеспечивать управляемую подачу газообразной среды (например, газа азота) для облегчения лазерного удаления и гашения потенциального возгорания в точке удаления.
[0090] Согласно некоторым из вариантов реализации описанного выше способа для оптимизации эффективности системы на основе лазера, изображенной на фиг.6, могут быть осуществлены специальные алгоритмы. Например, поскольку большинство из шаблонов удаления, осуществляемых с использованием лазера, сформированы на основе синусоидального шаблона, то удаление на различных глубинах может быть осуществлено различными способами. Согласно одному из вариантов реализации автоматизированная система 604 запрограммирована для вращения шины 600, установленной на шпинделе 602, с фиксированной скоростью, и в то же время путем изменения мощности лазера может быть достигнуто увеличение с последующим уменьшением глубины лазерного удаления вдоль в целом синусоидального шаблона удаления. Согласно еще одному из вариантов реализации автоматизированная система 604 запрограммирована для управления лазером 605 при максимальном уровне мощности (или некотором другом фиксированном уровне мощности) и при этом изменяет частоту вращения шпинделя 602. Глубина удаления может быть изменена по синусоидальному закону в заданном диапазоне угловых положений путем изменения окружной скорости лазера, действующего с фиксированным уровнем мощности. К преимуществам указанного способа, особенно если мощность лазера остается на повышенном или самом высоком уровне, относятся оптимизация плотности энергии лазерной системы и результирующей эффективности удаления. Сокращение время коррекции путем максимизации плотности энергии лазера может способствовать оптимизации скорости процесса коррекции и результирующего количества шин, которые могут быть скорректированы в данный период времени. Согласно одному из вариантов реализации мощность лазера лежит в пределах диапазона примерно 200-1500 Вт.
[0091] Более конкретные примеры этапов, которые могут быть осуществлены в качестве части способов удаления с использованием лазера согласно настоящему изобретению, представлены на фиг.7-10 соответственно. Как показано на чертежах, на этапе 700 способа лазерного удаления устанавливают любые необходимые фиксированные уровни мощности лазера или частоты вращения шины. Например, согласно одному из вариантов реализации задана максимальная мощность лазера при изменяемой частоте вращения лазера для достижения шаблонов удаления с изменяемой глубиной. На этапе 702 преобразуют определенные шаблоны лазерного удаления в сегменты удаления. Сегменты удаления в целом представляют собой уменьшенные части полного шаблона удаления, который будет удален системой для лазерного удаления с постепенным нарастанием.
[0092] Согласно одному из конкретных вариантов реализации каждый сегмент удаления, определенный на этапе 702, задан как растровое изображение, которое коррелирует глубину удаления вдоль каждой дорожки с различными тонами графического изображения (например, путем изменения цвета или шкалы яркости), представляющими такие глубины. Затем указанные изображения различного тона могут быть интерпретированы программой, управляющей лазером, для выполнения удаления на необходимые глубины и осуществления результирующих шаблонов. На фиг.8 показан пример сегмента 800 удаления в форме растрового изображения со шкалой яркости для конкретного сегмента лазерного удаления, которое может быть выполнено лазером согласно некоторым из конкретных вариантов реализации настоящего изобретения. В таком сегменте удаления низкая плотность растровых точек, представляющая более легкие тона шкалы яркости, соответствует меньшим глубинам удаления, а более высокая плотность растровых точек, представляющая более темные тона шкалы яркости, соответствует большим глубинам удаления.
[0093] На фиг.9 показан графический пример глубин удаления, представленных растровым изображением/полутоновым изображением, показанным на фиг.8. Например, предположено, что самая высокая плотность растровых точек, представляющая самый темный тон, как показано на фиг.8, соответствует глубине удаления 1 мм таким образом, что самая темная часть изображения расположена вокруг середины вертикального диапазона сверху вниз растрового изображения. На фиг.9 показан соответствующий график с вертикальным положением растрового изображения вдоль абсциссы и глубиной удаления (например, в мм) вдоль ординаты. Как показано на графике, изменение глубины удаления происходит в целом по гладкой кривой в отличие от острых контрастных областей.
[0094] Для глубины удаления может быть более предпочтительной изогнутая (почти синусоидальная) линия, имеющая гладкие краевые профили в области удаления. Устранение острых краев в шаблонах удаления обеспечивает более гладкую, менее различимую (представленную визуально) коррекцию однородности. Это также уменьшает возможные изменения посадочной силы борта и уровни давления в шине при последующей установке борта шины на обод. Дальнейшее уменьшение любых потенциальных паразитных изменений других параметров однородности также может быть частично достигнуто посредством гладких профилей вместе с общим ограничением глубин удаления.
[0095] На фиг.10 в целом показано, каким образом удаляемые сегменты 800 могут быть перемещены вдоль поверхности борта. Несмотря на то, что на чертеже показан только одиночный ряд сегментов для удаления, расположенный вдоль борта шины, следует понимать, что могут быть использованы шаблоны удаления, содержащие такие ряды и столбцы. Указанное группирование шаблонов удаления также может быть коррелировано по меньшей мере с двумя дорожками/областями вдоль борта шины. Например, один набор сегментов удаления может быть передан с шаблона удаления вдоль области седла борта шины, в то время как другой набор сегментов удаления может быть передан с шаблона удаления вдоль области кромки борта шины. Кроме того, изменяющаяся скорость, с которой вращается шина, (или изменяющаяся мощность лазера) может быть использована для управления перекрытием соседних сегментов удаления для достижения шаблона удаления, заданного в вышеуказанных уравнениях. Например, более глубокие глубины удаления вдоль осевого положения борта шины могут быть достигнуты лазерным удалением сегментов с существенным перекрытием соседним сегментов.
ПРИМЕР
[0096] Для лучшего понимания аспектов вышеописанной системы и способа для коррекции однородности удалением материала борта ниже приведен пример коррекции с использованием гармоник и параметров. В следующем ниже описании, а также в примерных данных, приведенных на фиг.13-21, показаны результаты сравнения исходных параметров однородности с корректированными параметрами после выполнения определенных шаблонов удаления на первом и втором участках борта шины. Приведенные ниже результаты обеспечивают моделированные данные (т.е. результаты измерений для гипотетических шин), но иллюстрируют типы улучшения однородности, которое может быть достигнуто применением анализа согласно настоящему изобретению к реальным изготовленным шинам. Для реальных изготовленных шин может быть доступен тот же самый тип входных данных, представленных в показанном ниже примере, и могут быть использованы те же способы определения шаблона удаления.
[0097] Ниже описана гипотетическая испытательная шина, имеющая влияния неоднородности при изменении радиальной силы (VR) и изменении боковой силы (VL). Установлено, что необходимы способы коррекции однородности для корректирования с первой по четвертую (1-4) гармоники изменения радиальной силы и первой (1-ой) гармоники изменения боковой силы. Исходные (измеренные) значения примеров указанных гармонических составляющих для испытательной шины приведены в Таблице 2 ниже. Каждая гармоника идентифицирована по амплитуде (в кгс или кг) и азимуту (в градусах), где амплитуда соответствует размаху колебаний волновой формы гармоники для указанного компонента, и азимут соответствует угловому положению первого пика в указанной волновой форме гармоники.
[0098] На фиг.13 и 14 графически представлены исходные измерения изменений радиальной и боковой силы соответственно. На фиг.13 показана диаграмма исходной радиальной силы, измеренной в кгс (вдоль ординаты) в зависимости от азимута в градусах (вдоль абсциссы) для составной волновой формы, содержащей сумму с первой по четвертую (1-4) гармонических составляющих изменения радиальной силы. На фиг.14 показана диаграмма исходной боковой силы, измеренной в кгс (вдоль ординаты) в зависимости от азимута в градусах (вдоль абсциссы) для первой (1-ой) гармонической составляющей изменения боковой силы.
[0099] Для каждого целевого параметра и гармоники и для каждого участка дорожки для удаления могут быть предложены примеры параметров коррекции, например необходимые предел силы и уровень чувствительности. В этом случае указанные параметры коррекции определены для коррекции в участке одиночной дорожки (например, с удалением только в области верхней кромки) для первого и второго бортов шины и для пяти комбинаций гармоник и параметров (VRH1, VRH2, VRH3, VRH4 и VLH1). Примерные необходимые пределы (в кгс) для величины каждого целевого параметра и гармоники заданы, например, в Таблице 3, приведенной ниже. Кроме того, несмотря на то, что это не показано в таблице, уровень чувствительности (в кг/мм) также может быть задан для каждого целевого параметра и гармоники.
[00100] Примеры способов определения уровней чувствительности включают определение величины изменения силы в результате осуществления шаблона удаления для корректирования одиночных заданных параметра и гармоники при фиксированной максимальной глубине удаления. Например, для определения уровня чувствительности для радиальной силы первой гармоники (VRH1) шаблон удаления, имеющий синусоидальное изменение в соответствии с первой гармоникой и заданный для максимальной глубины 1 мм, выполнен в целом в соответствии с синусоидальным шаблоном удаления. Таким образом определено изменение силы на основании указанной коррекции. Это изменение силы (в кг) соответствует уровню чувствительности в кг/мм. Схожим образом для определения уровня чувствительности для VRH2 вторую синусоиду гармоники с максимальной глубиной на 1 мм удаляют в каждом из первого и второго бортов шины и измеряют изменение силы. Этот процесс может быть повторен для каждой комбинации целевых параметров и гармоник и каждого участка дорожки для удаления в различных областях борта шины.
[00101] Ниже подробно описаны два различных решения, первое из которых относится к коррекции всех гармоник радиальной силы (с первой по четвертую) и таким образом представляет процедуру коррекции для гармоник. Второе решение относится к коррекции тех же гармоник радиальной силы, а также первой гармоники боковой силы и таким образом представляет процедуру коррекции для параметров.
[00102] На фиг.15 показан шаблон удаления, моделирующий необходимую схему коррекции, вычисленный в соответствии с формулами, описанным в настоящей заявке, для коррекции изменении только радиальной силы для гармоник. Шаблоны удаления показаны как для первого, так и для второго бортов шины и соответствуют волновым формам 151 и 152, причем оба шаблона по существу являются одинаковыми и совпадают по фазе друг с другом. Это объясняется отсутствием не совпадающих по фазе компонентов из-за коррекции изменения боковой силы, удалений в кромке нижней области седла или других условий, в силу которых шаблоны удаления для первого и второго бортов шины могут различаться.
[00103] На фиг.16 показано улучшение изменения радиальной силы, которое может быть достигнуто выполнением фактического шаблона удаления, показанного на фиг.15. Исходная волновая форма 160, обозначенная пунктиром, показывает составную волновую форму исходной радиальной силы для 1-4 гармоник. Волновая форма 161, обозначенная сплошной линией, представляет разностный эффект в радиальной силе, достигнутый выполнением шаблона удаления, показанного на фиг.15. Волновая форма 162, обозначенная штриховой линией, показывает корректированные уровни радиальной силы, достигнутые после применения шаблона удаления при выборочном удалении резины из первого и второго бортов шины.
[00104] Ниже описан пример решения для коррекции изменений радиальной и боковой сил. На фиг.17 показан шаблон удаления, моделирующий вышеуказанную схему коррекции, который может быть вычислен по формулам, описанным в настоящей заявке. Шаблоны удаления показаны для первого и второго бортов шины и соответствуют волновым формам 171 и 172. Улучшение в радиальной силе после применения шаблона удаления, показанного на фиг.17, является подобным показанному на фиг.16. На фиг.18 показано улучшение изменения боковой силы, которое может быть достигнуто применением фактических шаблонов удаления, показанных на фиг.17. Исходная волновая форма 180, обозначенная пунктирной линией, представляет исходную боковую силу для 1-ой гармоники. Волновая форма 181, обозначенная сплошной линией, показывает разностный эффект только в боковой силе (не в радиальной силе), осуществленный применением шаблонов удаления, показанных на фиг.17. Волновая форма 182, обозначенная штриховой линией, показывает корректированные уровни радиальной силы, достигнутые после применения шаблона для выборочного удаления резины из первого и второго бортов шины.
[00105] После вычисления шаблона удаления, как описано выше, согласно некоторым из вариантов реализации настоящего способа предусмотрены различные регулировки шаблона удаления, который может способствовать достижению ожидаемых эффектов. Указанные регулировки могут использоваться в случае возникновения различий при фактическом выполнении шаблона удаления из-за различных изменений, например, нелинейности характеристик способа удаления (например, лазерного удаления).
[00106] На фиг.19 показана регулировка отображения, которая может быть использована для коррелирования необходимой глубины удаления в мм (вдоль ординаты) с фактической глубиной удаления в мм (вдоль абсциссы). Волновая форма 191 указывает примерную функцию отображения в случае использования коррекции изменяемой мощности (таким образом для достижения необходимых эффектов удаления частота вращения шины является фиксированной, а мощность лазера является изменяемой). Функция отображения, представленная волновой формой 191, может быть выражена в форме полинома, например полинома второго порядка. В данном конкретном примере указанный полином представлен в форме: y=0,41x2+0,67x. Волновая форма 192 указывает пример функции отображения в случае использования коррекции изменяемой скорости (таким образом мощность лазера является фиксированной, а частота вращения шины является изменяемой для достижения необходимых эффектов удаления). Функция отображения, представленная волновой формой 192, может быть выражена в форме полинома, например полинома третьего порядка. В данном конкретном примере указанный полином может быть выражен в форме: y=1,12x3-3,14x2+2,79x.
[00107] На фиг.20 показаны результирующие шаблоны удаления, достигнутые после применения функций отображения, показанных на на фиг.19. Волновая форма 200 (сплошная линия) представляет необходимую глубину удаления. Волновая форма 201 (пунктирная линия) представляет шаблон удаления, отрегулированный после применения функции отображения 192, показанной на фиг.19, предназначенной для изменяемой скорости. Волновая форма 202 (штриховая линия) представляет шаблон удаления, отрегулированный после применения функции отображения 191, показанной на фиг.19, предназначенной для изменяемой мощности лазера.
[00108] Если шаблоны удаления должны быть применены для процедур удаления, в которых частота вращения шины является изменяемой, то может быть определен новый шаблон удаления, выраженный в окружной скорости (например, измеренной в градусах в минуту) в зависимости от углового положения (например, измеренного в градусах). На фиг.21 показан пример того, как шаблон удаления, например, представленный волновой формой 201, показанной на фиг.20, может быть представлен как скорость в зависимости от углового положения.
[00109] Несмотря на то, что настоящее изобретение подробно описано на примерах конкретных вариантов реализации, следует отметить, что специалисты после ознакомления в приведенным выше описанием смогут легко внести изменения, модификации и эквиваленты в описанные варианты реализации. Соответственно описание настоящего изобретения приведено в качестве примера, но не ограничения, и не препятствует включению указанных изменений, модификаций и/или добавлений в настоящее изобретение, как это может быть очевидным для специалистов.
Изобретение относится к системам и способам улучшения однородности шины выборочным удалением материала вдоль участков борта вулканизированной шины. Согласно системе и способу уменьшения величины по меньшей мере одной из гармоник по меньшей мере одного из параметров однородности в вулканизированной шине выборочно удаляют материал шины по меньшей мере в одном из участков дорожки/области вдоль первого и второго профиля борта. Выборочное удаление может быть осуществлено путем удаления в седле борта, в нижней кромковой области и/или верхней кромковой области для коррекции выбранного количества гармоник параметров, например, изменения радиальной, боковой и тангенциальной сил. Шаблоны удаления вычисляют и осуществляют на первом и втором бортах шины для достижения необходимых уровней снижения силы в выбранных угловых положениях (в пределах окружности 0-360 градусов вдоль каждого борта шины). Шаблоны удаления могут быть вычислены для выполнения при фиксированных или изменяемых скоростях вращения шины и/или фиксированных или изменяемых уровнях мощности лазера. Технический результат - повышение точности корректирования неоднородностей в вулканизированной шине. 2 н. и 19 з.п. ф-лы, 21 ил., 3 табл.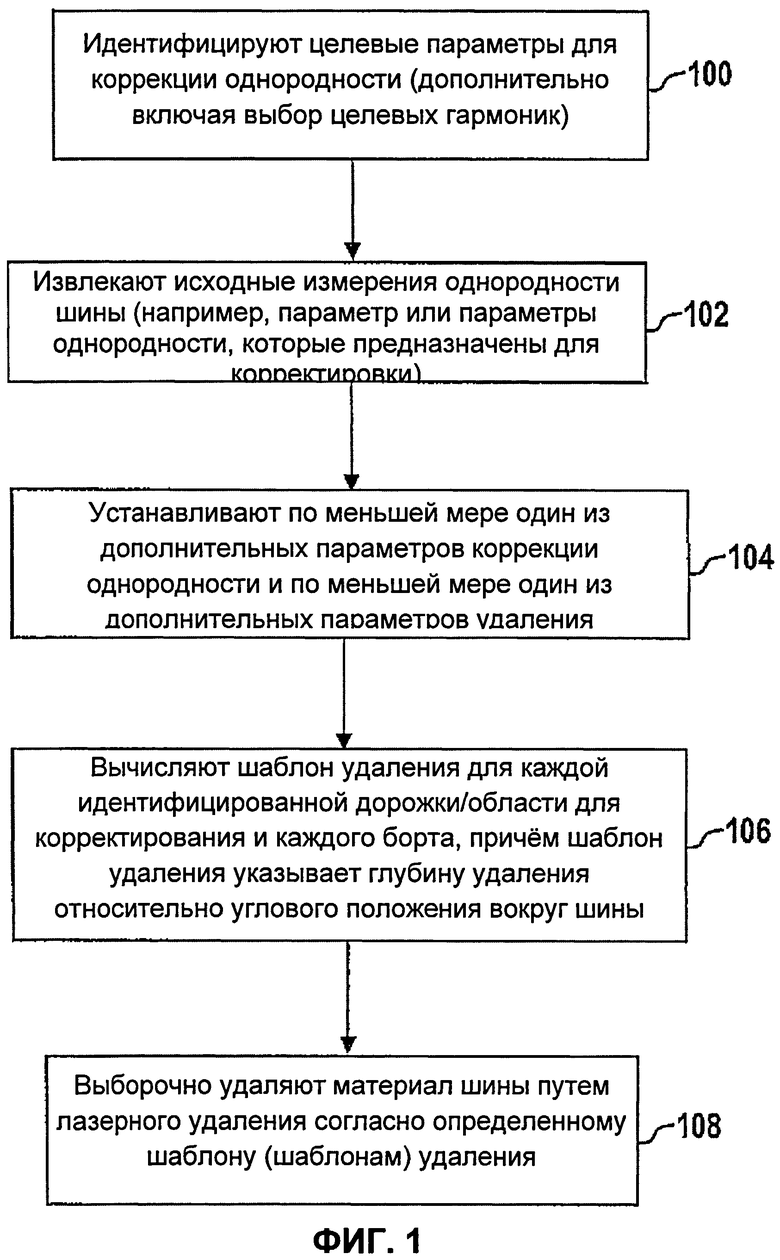
1. Способ уменьшения величины по меньшей мере одной из гармоник по меньшей мере одного из параметров однородности в вулканизированной шине, согласно которому
идентифицируют по меньшей мере один из параметров однородности и выбранное количество гармоник для каждого параметра, для которого необходима коррекция,
причем по меньшей мере один шаблон удаления вычислен для корректирования для выбранного количества гармоник для каждого идентифицированного параметра однородности, и
выборочно удаляют материал шины вдоль кромковой области первого и второго бортов шины согласно по меньшей мере одному шаблону удаления, вычисленному для каждого борта шины.
2. Способ по п.1, согласно которому этап выборочного удаления материала шины выполняют по меньшей мере в одном участке дорожки в верхней кромковой области борта шины.
3. Способ по п.1, согласно которому этап выборочного удаления материала шины выполняют по меньшей мере в одном участке дорожки в нижней кромковой области борта шины.
4. Способ по п.1, согласно которому шаблоны удаления вычисляют для каждого из первого и второго бортов шины, причем каждый шаблон из указанных шаблонов удаления предназначены для удаления в различных участках дорожки, заданных вдоль профиля борта шины по меньшей мере в двух из следующих элементов: седло борта, нижняя кромковая область и верхняя кромковая область.
5. Способ по п.1, согласно которому шаблон удаления вычисляют по формуле:

где Ablation(θ) - глубина удаления в угловом положении θ вокруг борта шины, Ampk - взвешенная амплитуда коррекции для параметра k однородности, h - номер гармоники и φh - фаза гармоники h для параметра k.
6. Способ по п.5, согласно которому фаза φh гармоники регулируется на 180° для соответствующих частей шаблона удаления на по меньшей мере одном из первого и второго бортов шины, если по меньшей мере один параметр однородности, идентифицированный для коррекции, содержит изменение боковой силы, или если дорожка для удаления содержит нижнюю кромковую область.
7. Способ по п.1, согласно которому по меньшей мере один параметр однородности, который идентифицирован для коррекции, содержит по меньшей мере один из следующих параметров: изменение радиальной силы при низкой и высокой скоростях, изменение боковой силы, изменение тангенциальной силы, радиальное отклонение, боковое отклонение, различие масс, конусность и угол бокового увода.
8. Способ по п.1, согласно которому выбранное количество гармоник содержит гармоники.
9. Способ по п.1, согласно которому на указанном этапе выборочного удаления материала шины применяют удаление с фиксированным уровнем мощности при выборочном вращении вулканизированной шины с различной частотой вращения.
10. Способ по п.1, согласно которому на указанном этапе выборочного удаления материала шины применяют удаление с различными уровнями мощности при вращении вулканизированной шины с фиксированной скоростью вращения.
11. Способ по п.1, согласно которому на этапе вычисления по меньшей мере одного шаблона удаления определяют масштабные коэффициенты для взвешивания необходимого уровня коррекции для каждого параметра однородности и участка дорожки для удаления.
12. Способ по п.1, согласно которому на указанном этапе выборочного удаления материала шины удаляют материал вдоль выбранной угловой части каждого борта шины, причем выбранная угловая часть меньше всей окружности шины в 360°.
13. Способ по п.1, согласно которому на указанном этапе вычисления по меньшей мере одного шаблона удаления регулируют указанный шаблон удаления для учета нелинейностей при фактическом выполнении удаления.
14. Система для коррекции однородности для уменьшения величины гармоник по меньшей мере одного параметра однородности в вулканизированной шине, содержащая:
крепление шины, посредством которого шина надежно установлена для выборочного вращения;
устройство для удаления, ориентированное относительно указанного крепления шины для обеспечения удаления материала шины, установленной на указанном креплении шины; и
автоматизированную систему управления, соединенную с указанным устройством для удаления и указанным креплением шины, для выборочного управления частотой вращения шины и мощностью удаления таким образом, что материал шины выборочно удален вдоль по меньшей мере одного борта шины, установленной на указанном креплении шины, в соответствии по меньшей мере с одним из вычисленных шаблонов удаления, которые запрограммированы в указанной автоматизированной системе управления, причем указанные шаблоны удаления вычислены для корректирования выбранных нескольких гармоник по меньшей мере для одного параметра однородности в вулканизированной шине.
15. Система по п.14, в которой указанная автоматизированная система управления выполнена с возможностью выборочного удаления материала шины в соответствии с шаблонами удаления по меньшей мере для одного борта шины, причем каждый шаблон из шаблонов удаления предназначен для удаления в различных участках дорожки, заданных вдоль профиля борта шины и заданных по меньшей мере в двух из следующих элементов: седло борта, нижняя кромковая область и верхняя кромковая область.
16. Система по п.14, в которой указанная автоматизированная система управления выполнена с возможностью управления частотой вращения шины на фиксированной скорости и управления мощностью удаления на различных уровнях для выполнения по меньшей мере одного из расчетных шаблонов удаления, которые запрограммированы в автоматизированной системе управления.
17. Система по п.14, в которой указанная автоматизированная система управления управляет мощностью удаления на фиксированном уровне и управляет частотой вращения шины на различных уровнях для осуществления по меньшей мере одного из расчетных шаблонов удаления, которые запрограммированы в автоматизированной системе управления.
18. Система по п.14, в которой указанные шаблоны удаления дополнительно вычислены с учетом масштабных коэффициентов для взвешивания необходимого уровня коррекции для каждого параметра однородности и участка дорожки для удаления.
19. Система по п.14, в которой указанные шаблоны удаления дополнительно вычислены для задания выбранной угловой части каждого борта шины, предназначенном для выполнения выборочного удаления материала шины, причем выбранная угловая часть меньше всей окружности шины в 360°.
20. Система по п.14, в которой указанные шаблоны удаления дополнительно вычислены для задания выбранного количества целевых гармоник по меньшей мере для одного целевого параметра однородности для коррекции в соответствии по меньшей мере с одним из расчетных шаблонов удаления, причем указанный по меньшей мере один целевой параметр однородности содержит по меньшей мере один из следующих параметров: изменение радиальной силы и изменение боковой силы.
21. Система по п.14, в которой указанное устройство для удаления содержит одно из следующих устройств: лазер, шлифовальный станок, пескоструйный аппарат и водоструйный аппарат.
| US 5537866 А, 23.07.1996 | |||
| US 5616859 А, 01.04.1997 | |||
| US 4836260 А, 06.06.1989. |

