ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к влагопроницаемым листам, подходящим для использования в качестве верхних листов в абсорбирующих выделения организма предметах одежды, таких как подгузники одноразового использования или гигиенические салфетки, и способам их изготовления.
УРОВЕНЬ ТЕХНИКИ
[0002] Известны традиционные предметы одежды одноразового использования, абсорбирующие выделения организма, такие как подгузники одноразового использования и гигиенические прокладки, содержащие влагопроницаемый верхний лист, влагонепроницаемый задний лист и абсорбирующую выделения организма сердцевину, расположенную между верхним и задним листами. Также известен способ оснащения одной из поверхностей верхнего листа первой группой чередующихся выступов и впадин, проходящих параллельно в одном направлении, и второй группой чередующихся выступов и впадин, проходящих параллельно друг другу в направлении, перпендикулярном первой группе выступов и впадин. Также известен способ использования такого верхнего листа, согласно которому указанные выступы и впадины обращены к коже пользователя.
[0003] Например, в JP 1983-132155 (PTL 1) раскрыт влагопроницаемый нетканый материал, подходящий для использования в качестве верхнего листа для подгузников одноразового использования или тому подобного. Этот нетканый материал имеет выступы и впадины, проходящие параллельно в машинном направлении, сформированные в процессе изготовления нетканого материала. Во впадинах нетканый материал имеет более высокую плотность, чем в выступах.
[0004] В JP 2008-25079 (PTL 2) также раскрыт влагопроницаемый нетканый материал, подходящий для использования в качестве верхнего листа для подгузников одноразового использования или тому подобного. В этом нетканом материале одна из обеих поверхностей сформирована по существу плоской, а другая поверхность оснащена выступами и впадинами, проходящими параллельно друг другу в машинном направлении, и подобными им выступами и впадинами, проходящими параллельно друг другу в поперечном направлении, перпендикулярном машинному направлению. Нетканый материал в выступах имеет более высокую плотность, чем во впадинах.
[0005] В WO 2008-146541 A1 (PTL 3) раскрыт ламинированный материал, сформированный из листовых элементов. Согласно одному из вариантов реализации ламинированный материал состоит из первого листового элемента и второго листового элемента, которые ламинированы вместе, причем указанные первый и второй листовые элементы содержат термопластичные волокна. Первый листовой элемент имеет сквозные отверстия, проходящие в одинаковом продольном направлении. В дополнение к сквозным отверстиям первый листовой элемент оснащен впадинами, проходящими вдоль продольного направления сквозных отверстий. Первый листовой элемент и второй листовой элемент соединены путем плавления друг с другом в соединительных вдавленных участках.
Патентная литература
[0006]
[PTL 1]JP 1983-132155 A
[PTL 2] JP 2008-25079 A
[PTL 3] WO 2008-146541 A1
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ЗАДАЧА, РЕШАЕМАЯ ИЗОБРЕТЕНИЕМ
[0007] В случае использования нетканых материалов, раскрытых в PTL 2 и PTL 3 и имеющих выступы и впадины, проходящие параллельно в одном направлении, в качестве влагопроницаемых верхних листов в абсорбирующих выделения организма предметах одежды, указанные выступы действуют таким образом, что вызывают у пользователя ощущение мягкости, когда верхний лист приходит в контакт с кожей пользователя. Как описано в PTL 1, при допущении, что плотность волокна во впадинах является более высокой, чем в выступах, выделения организма, абсорбированные выступами, могут равномерно перемещаться во впадины и затем быстро перемещаться из впадин в абсорбирующую структуру. Вследствие этого, после абсорбирования выделений организма верхний лист может быстро восстанавливать свое сухое состояние. Однако некоторые из волокон, формирующих выступы, проходят параллельно направлению, в котором проходят выступы; при этом затруднено распределение вдоль указанных волокон выделений организма для быстрого поглощения абсорбирующей структурой, которые проявляют тенденцию оставаться на верхнем листе. Вследствие этого абсорбирующий выделения организма предмет одежды может вызывать ощущение сырости у пользователя в течение длительного периода после появления выделений организма.
РЕШЕНИЕ ЗАДАЧИ
[0008] В первом аспекте настоящего изобретения предложен влагопроницаемый лист. Во втором аспекте настоящего изобретения предложен способ изготовления этого влагопроницаемого листа.
[0009] Согласно первому аспекту настоящего изобретения предложен влагопроницаемый лист, имеющий продольное направление, поперечное направление и направление толщины, перпендикулярные друг другу, и содержащий нетканый материал из термопластичных синтетических волокон, причем обе поверхности влагопроницаемого листа пересекают направление толщины и проходят в продольном направлении и поперечном направлении; при этом одна из поверхностей оснащена выступами и впадинами, проходящими в продольном направлении и чередующимися в поперечном направлении для формирования волнистой поверхности с повторяющейся волнистостью, в то время как другая из указанных обеих поверхностей остается плоской.
[0010] Волнистая поверхность указанного влагопроницаемого листа по меньшей мере в выступах содержит точечные вдавленные участки, сформированные локальным сжатием нетканого материала со стороны волнистой поверхности в направлении к противоположной плоской поверхности. Термопластичные синтетические волокна в нетканом материале собраны вместе более плотно во вдавленных участках, чем в областях, окружающих вдавленные участки, с сохранением волоконной формы каждого из термопластичных волокон.
[0011] Согласно второму аспекту настоящего изобретения предложен способ создания влагопроницаемого листа, имеющего продольное направление, поперечное направление и направление толщины, перпендикулярные друг другу, и содержащего нетканый материал, выполненный из термопластичных синтетических волокон, причем обе поверхности влагопроницаемого листа пересекают направление толщины и проходят в продольном направлении и поперечном направлении, и одна из двух поверхностей оснащена выступами и впадинами, проходящими в продольном направлении и чередующимися в поперечном направлении для формирования волнистой поверхности с повторяющейся волнистостью, в то время как другая из указанных обеих поверхностей выполнена плоской.
[0012] Способ содержит следующие этапы, на которых:
а. непрерывно подают полотно в виде массы термопластичных синтетических волокон, расположенных на воздухопроницаемых поддерживающих средствах в машинном направлении, и подвергают указанное полотно действию воздушных струй под давлением или водяных струй под давлением, выпускаемых из форсунок, расположенных в поперечном направлении, пересекающем машинное направление, над поддерживающими средствами, так что сжатый воздух или вода под давлением могут быть направлены от одной поверхности полотна к другой поверхности для формирования на одной поверхности полотна выступов и впадин, проходящих параллельно друг другу в машинном направлении и чередующихся в поперечном направлении, для формирования повторяющейся волнистости,
b. подают полотно, оснащенное выступами и впадинами, в зазор между парой вдавливающих валов, содержащих вал, имеющий гладкую окружную поверхность, и вал, имеющий выпуклости на окружной поверхности, так что выпуклости могут воздействовать на полотно в направлении от волнистой поверхности к его противоположной поверхности и таким образом локально сжимают указанное полотно в направлении от волнистой поверхности к его противоположной поверхности для формирования точечных вдавленных участков по меньшей мере в выступах, и
с. поддерживают выпуклости при температуре, лежащей в диапазоне, в котором обеспечена такая поверхностная температура выпуклостей, что отсутствует плавление поверхности термопластичных синтетических волокон.
ТЕХНИЧЕСКИЙ РЕЗУЛЬТАТ ИЗОБРЕТЕНИЯ
[0013] Согласно первому аспекту настоящего изобретения влагопроницаемый лист содержит вдавленные участки по меньшей мере в выступах. Термопластичные синтетические волокна нетканого материала, формирующего влагопроницаемый лист, собраны вместе в соответствующих вдавленных участках более плотно, чем в областях, окружающих соответствующие вдавленные участки, и таким образом поддерживают его исходную волоконую форму. Следовательно, выделения организма, абсорбированные выступами, равномерно перемещаются не только во впадины, но также и во вдавленные участки, и не остаются на соответствующих выступах.
[0014] Согласно способу создания влагопроницаемого листа в соответствии со вторым аспектом настоящего изобретения температуру поверхности выпуклостей сохраняют в диапазоне температур, не вызывающих плавление поверхности термопластичных синтетических волокон в нетканом материале. Следовательно, в соответствующих вдавленных участках, формирующих указанные выпуклости, термопластичные синтетические волокна сохраняют плотный контакт друг с другом, но не соединены вместе посредством плавления.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0015]
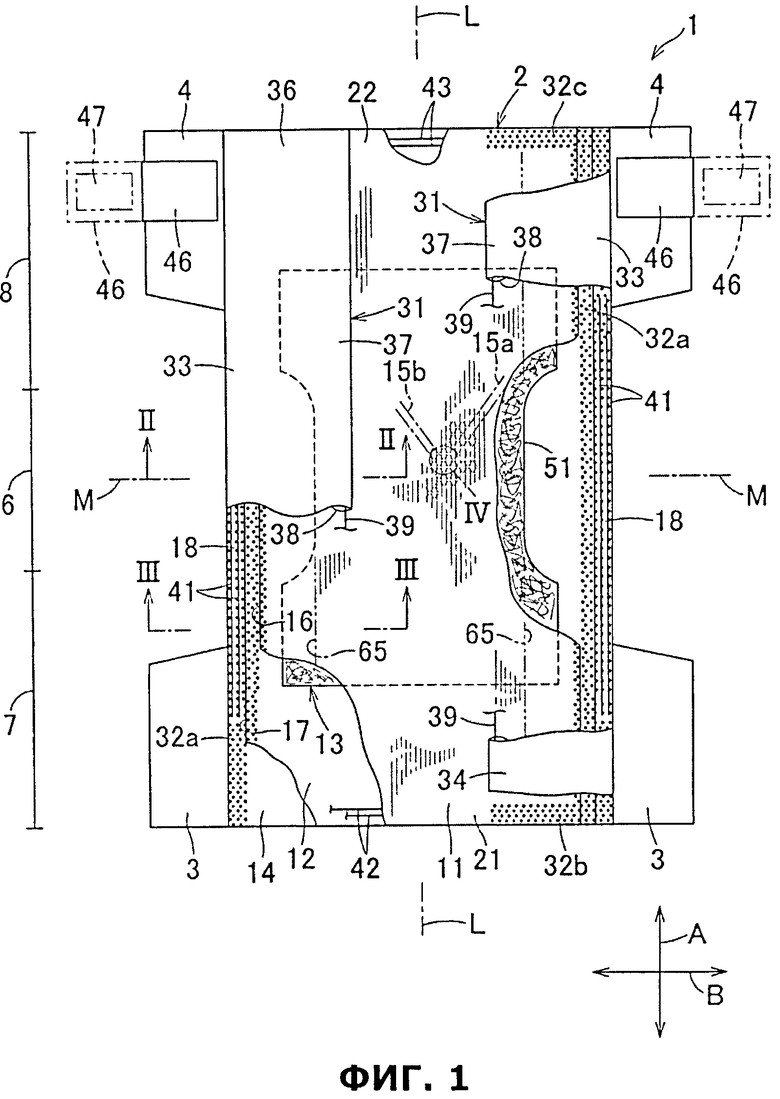
На фиг.1 показан частично разрезанный вид сверху подгузника одноразового использования.
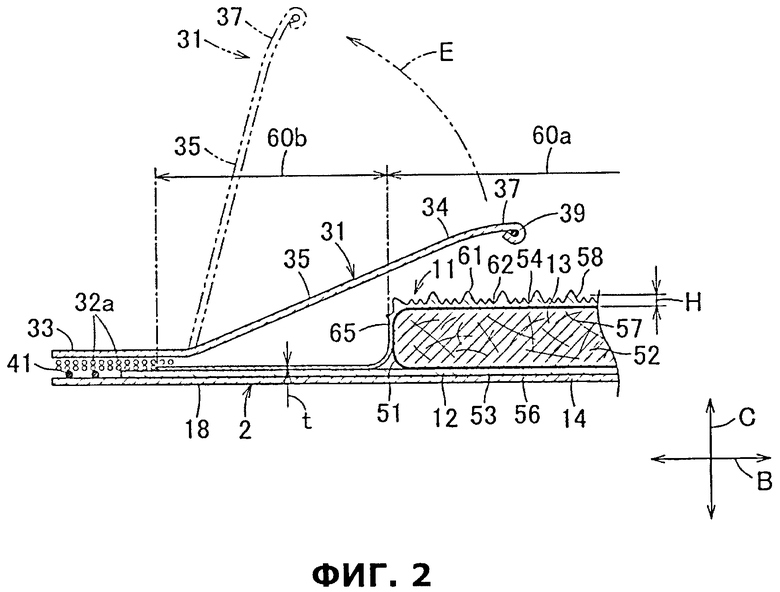
На фиг.2 показан разрез по линии II-II, показанной на фиг.1.
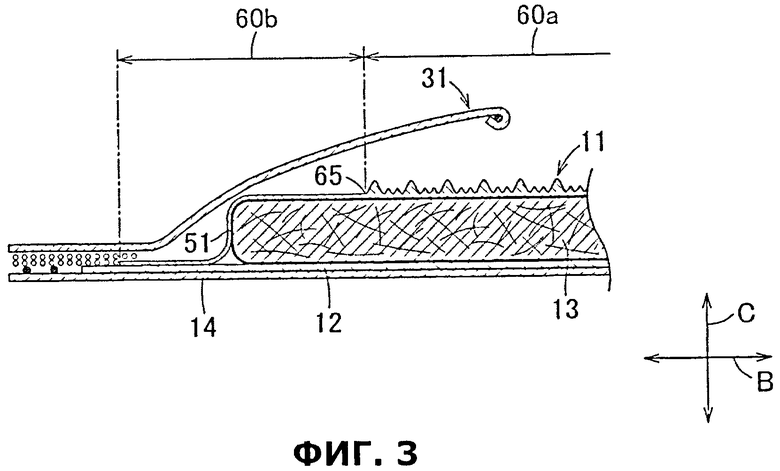
На фиг.3 показан разрез по линии III-III, показанной на фиг.1.
На фиг.4 показан увеличенный вид круглой области IV-IV подгузника, показанного на фиг.1.
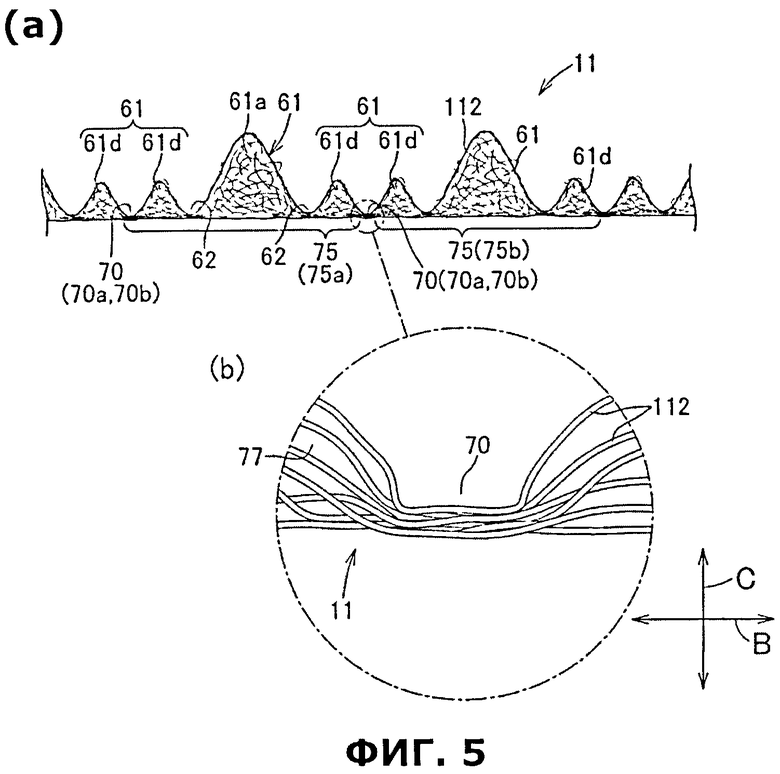
На фиг.5(а) показан разрез подгузника, показанного на фиг.1, по линии V-V, показанной на фиг.4.
На фиг.5(b) показан частично увеличенный фрагмент вида, показанного на фиг.5(а).
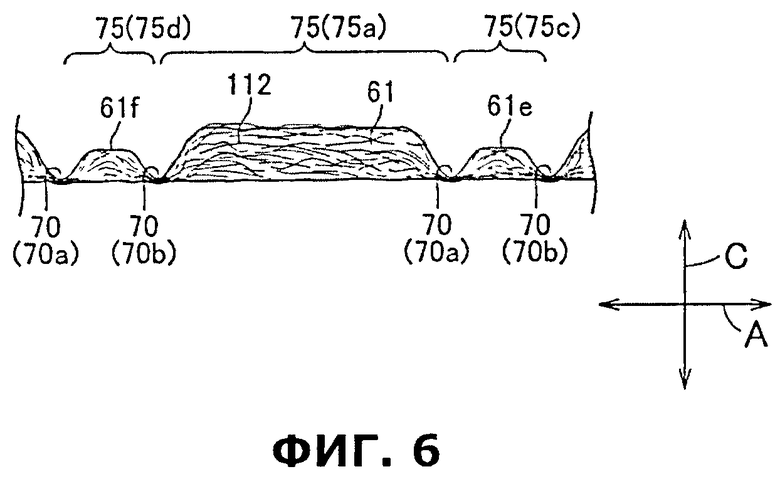
На фиг.6 показан разрез подгузника, показанного на фиг.1, по линии VI-VI, показанной на фиг.4.
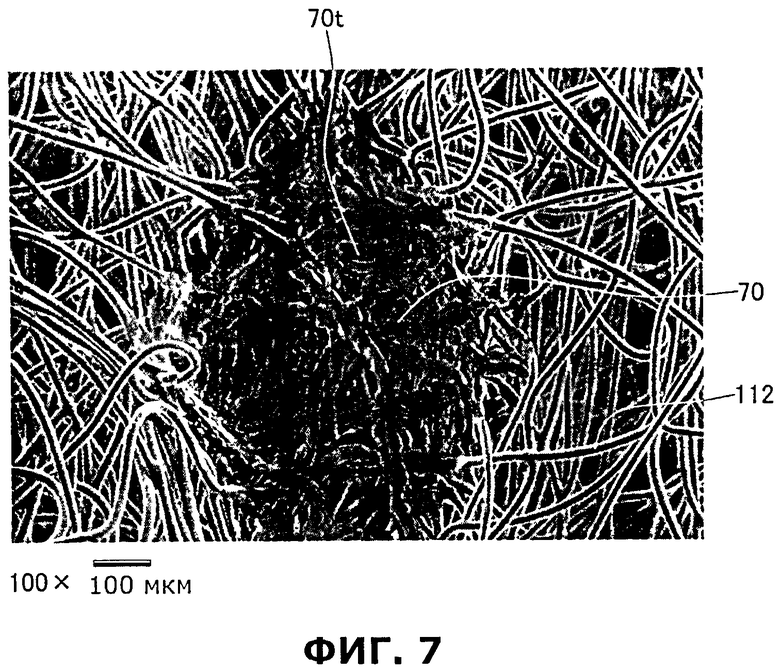
На фиг.7 показана увеличенная фотография вдавленных участков.
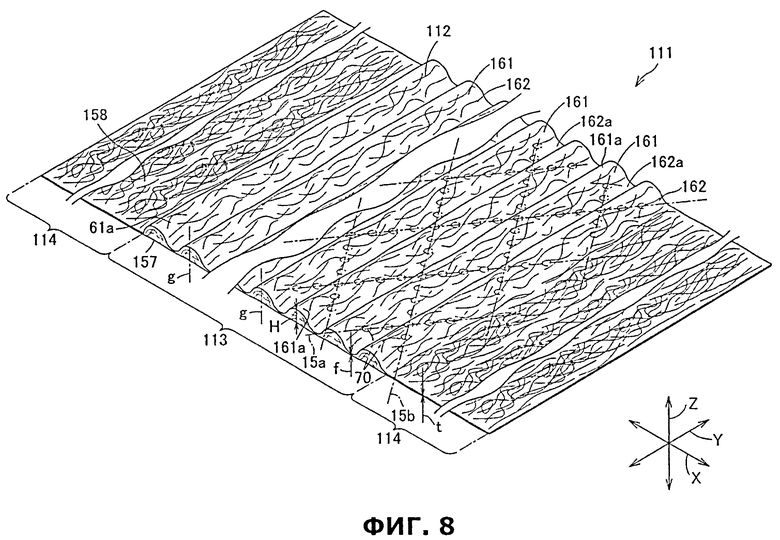
На фиг.8 показан частичный разрез перспективного вида, иллюстрирующего листовой материал для верхнего листа подгузника, показанного на фиг.1.
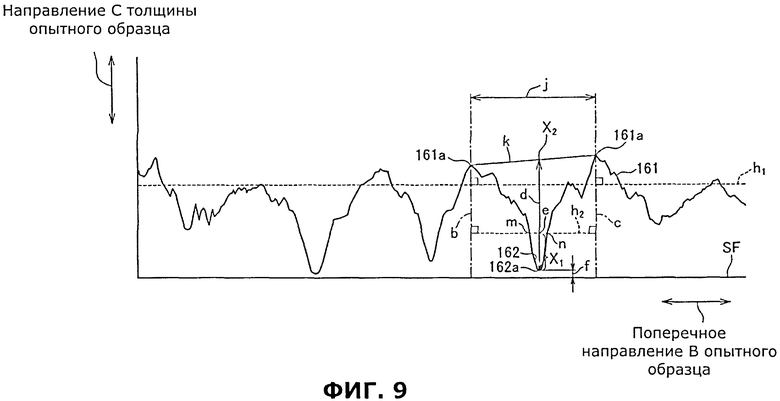
На фиг.9 показан разрез, используемый для определения размеров влагопроницаемого листа.
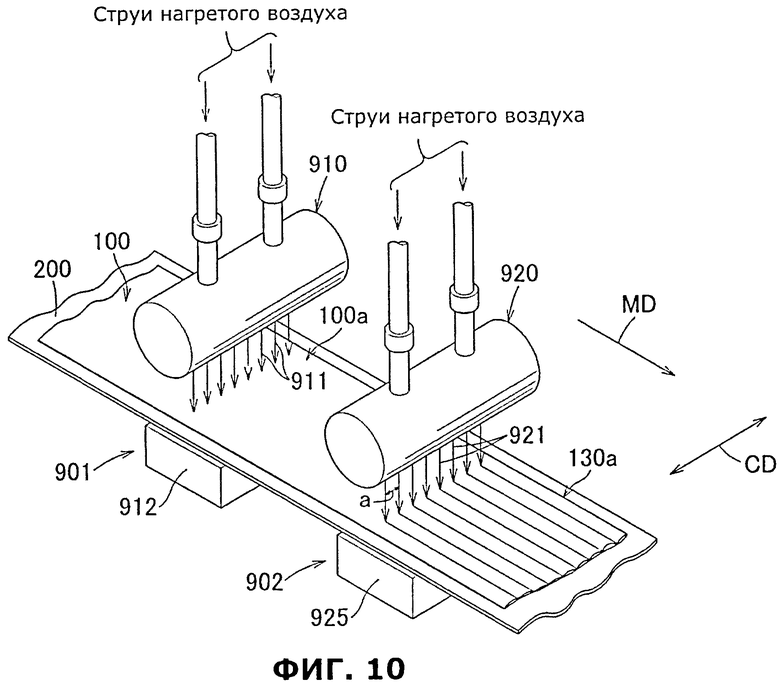
На фиг.10 показана схема части процесса изготовления влагопроницаемого листа.
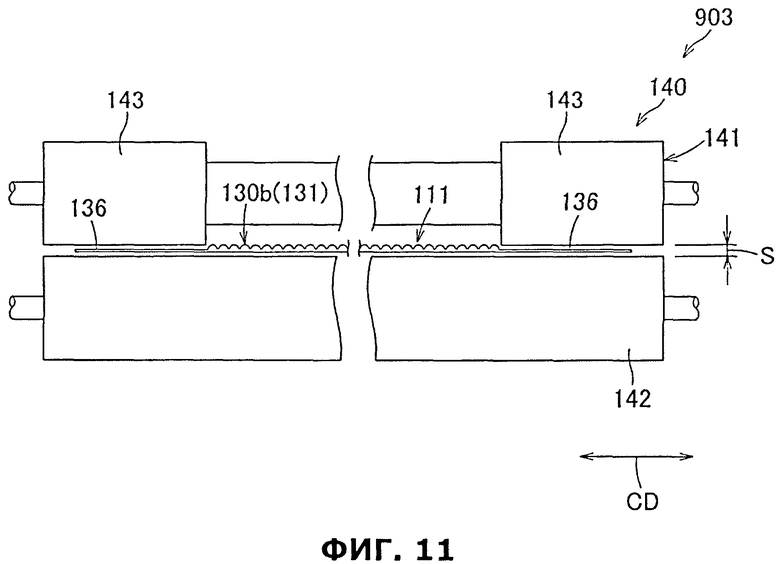
На фиг.11 показана схема части процесса изготовления влагопроницаемого листа.
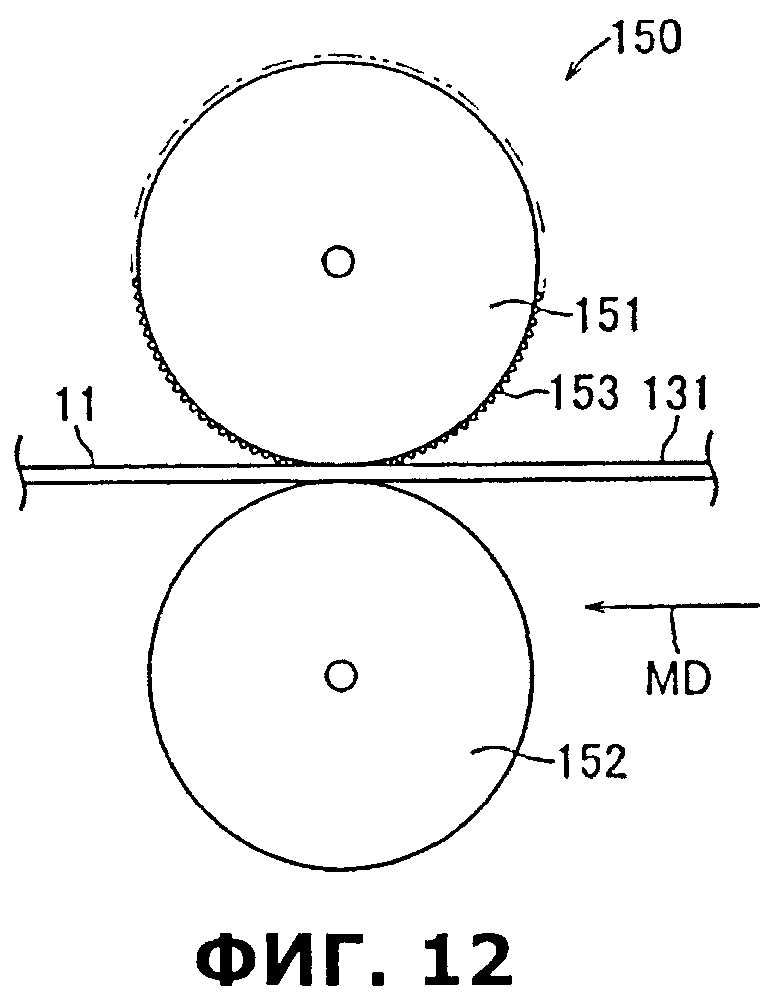
На фиг.12 показана схема части процесса изготовления влагопроницаемого листа.
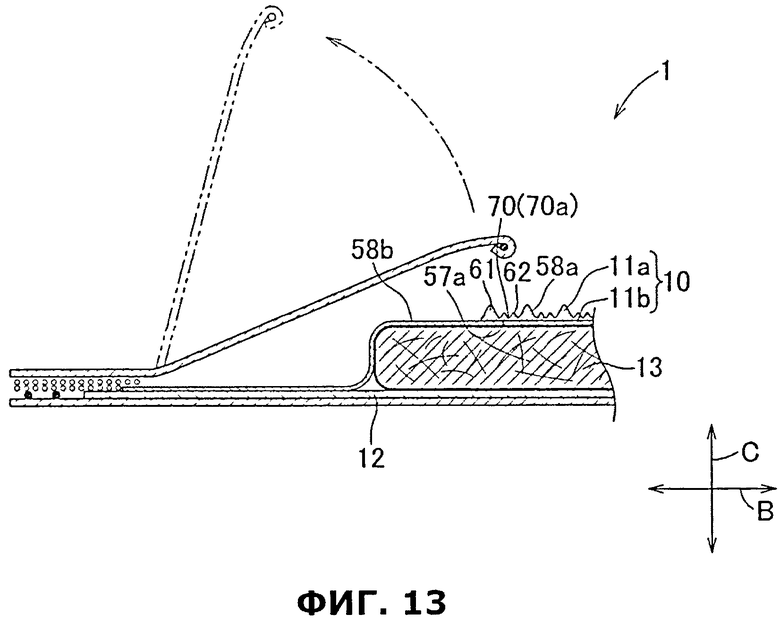
На фиг.13 показан вид, подобный показанному на фиг.2, иллюстрирующий один из вариантов реализации.
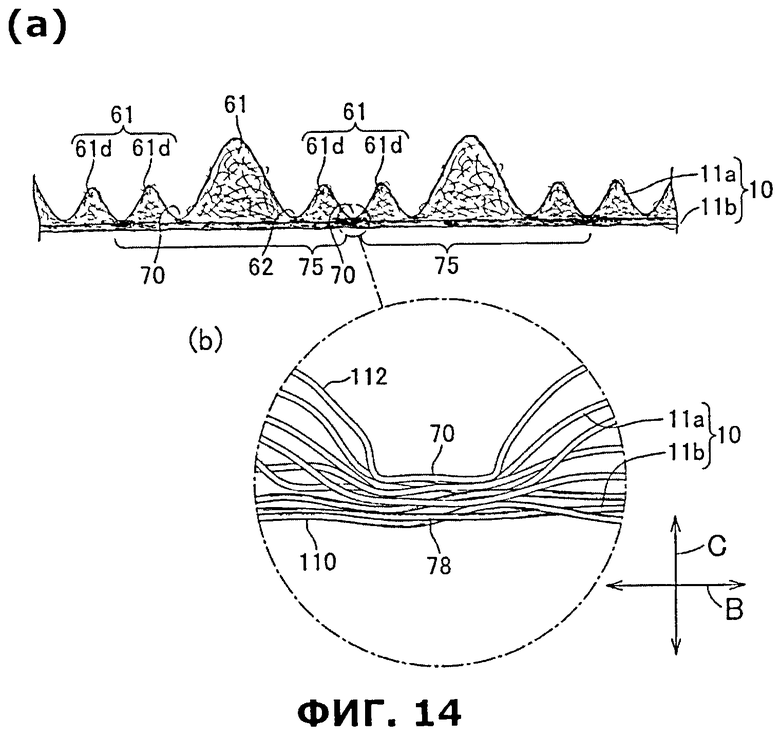
На фиг.14 показан вид, подобный показанному на фиг.4, иллюстрирующий один из вариантов реализации.
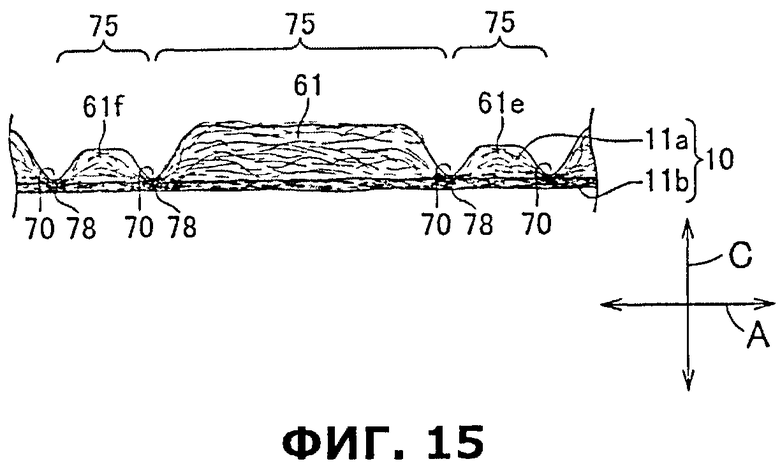
На фиг.15 показан вид, подобный показанному на фиг.5, иллюстрирующий один из вариантов реализации.
ОПИСАНИЕ ВАРИАНТОВ РЕАЛИЗАЦИИ
[0016] Ниже будут подробно описаны особенности влагопроницаемого листа и способ его изготовления со ссылкой на сопроводительные чертежи.
[0017] Как показано на фиг.1, подгузник 1 имеет продольное направление А, поперечное направление В и направление С толщины (как показано на фиг.2), которые перпендикулярны друг другу. Следует иметь в виду, что в описании, приведенном ниже, продольное направление А иногда обозначено как переднезаднее направление, а поперечное направление В иногда обозначено как направление ширины. Подгузник 1 содержит прямоугольное основание 2, которое имеет увеличенную длину в продольном направлении А по сравнению с поперечным направлением В, пару передних крыльев 3, прикрепленных к передней секции и проходящих наружу в поперечном направлении В, и пару задних крыльев 4, прикрепленных к задней секции основания и проходящих наружу в поперечном направлении В. В продольном направлении А основания 2 между передними крыльями 3 и задними крыльями 4 образована промежностная область 6, причем передняя поясная область 7 проходит впереди от промежностной области 6, а задняя поясная область 8 проходит сзади от промежностной области 6.
[0018] Основание 2 содержит влагопроницаемый верхний лист 11, влагонепроницаемый задний лист 12 и абсорбирующую выделения организма сердцевину 13, расположенную между верхним и задним листами 11, 12, причем задний лист 12 покрыт внешним листом 14, выполненным из нетканого материала, изготовленного из термопластичных синтетических волокон, обеспечивающих ощущение комфорта для кожи пользователя. Верхний лист 11 и задний лист 12 проходят снаружи за пределами внешнего края 51 сердцевины 13 и соединены вместе посредством термоплавкого адгезива (не показан) за пределами внешнего края 51 сердцевины 13. Согласно настоящему варианту реализации соответствующие размеры верхнего и заднего листов 11,12 являются одинаковыми в продольном направлении А, но в поперечном направлении В задний лист 12 проходит снаружи за пределами боковых краев 16 верхнего листа 11. Внешний лист 14, имеющий те же размеры, что и задний лист 12 в продольном направлении А, проходит снаружи в поперечном направлении В за пределами боковых краев 17 заднего листа 12. Части указанных верхнего листа 11, заднего листа 12 и внешнего листа 14, проходящие снаружи за пределами внешнего края 51 сердцевины 13, взаимодействуют друг с другом и образуют противоположные друг другу боковые края 18 и передний, и задний концы 21, 22 основания 2. Соответствующие боковые края 18 оснащены сдерживающими отворотами 31, выполненными из листовых полос, удлиненных в продольном направлении А. Каждый из отворотов 31 имеет проксимальный край 33, соединенный с соответствующим боковым краем 18 посредством термоплавкого адгезива 32а, передний конец 34 и задний конец 36, соответственно соединенные с передним концом 21 и с задним концом 22 посредством термоплавкого адгезива 32b, 32с, и свободный край 37, расположенный во внутреннем направлении от проксимального края 33 и перекрывающий верхний лист 11, так что свободный край 37 может отстоять вверх от верхнего листа 11. Дистальный конец свободного края 37 формирует рукав 38, и эластичный элемент 39 прикреплен в растянутом состоянии к внутренней поверхности указанного рукава 38 посредством термоплавкого адгезива (не показан). Штрих-пунктирные линии 15а, 15b, показанные на верхнем листе 11, представляют ряды вдавленных участков 70 (как показано на фиг.4-6), сформированных на верхнем листе 11, как будет описано более подробно ниже.
[0019] Проходящие в продольном направлении А вдоль противоположных друг другу боковых краев 18 основания 2, ножные эластичные элементы 41 расположены между внешним листом 14 и проксимальными краями 33 соответствующих сдерживающих отворотов 31 и прикреплены в растянутом состоянии к внешнему листу 14 посредством термоплавкого адгезива (не показан). Проходящий вдоль переднего конца 21 основания 2 в поперечном направлении В, передний поясной эластичный элемент 42 расположен между верхним листом 11 и задним листом 12 и прикреплен к ним в растянутом состоянии посредством термоплавкого адгезива (не показан). Подобным образом, проходящий в поперечном направлении В, задний поясной эластичный элемент 43 расположен между верхним листом 11 и задним листом 12 и прикреплен к ним в растянутом состоянии посредством термоплавкого адгезива (не показан).
[0020] Как описано выше, основание 2 оснащено расположенными на противоположных друг другу боковых краях 18 в передней поясной области 7 парой передних крыльев 3, соответственно проходящих снаружи от боковых краев 18 в поперечном направлении В, и расположенными на противоположных друг другу боковых краях 18 в задней поясной области 8 парой задних крыльев 4, соответственно проходящих снаружи от боковых краев 18 в поперечном направлении В. Соответствующие задние крылья 4 оснащены лентовидными фиксирующими элементами 46, которые, если подгузник 1 надет на тело пользователя, могут проходить в поперечном направлении В, как указано воображаемыми линиями, и могут быть прикреплены с возможностью отсоединения к внешней поверхности основания 2 или внешней поверхности передних крыльев 3 посредством чувствительного к давлению адгезива 47.
[0021] Подгузник 1 с таким основанием 2 имеет плоскую форму, которая является симметричной относительно центральной линии L, делящей пополам ширину основания 2. Эластичные элементы 39 для сдерживающих отворотов 31 стягиваются при изгибе подгузника 1 в U-образную форму в продольном направлении А с верхним листом 11, расположенным внутри, при этом благодаря стягиванию эластичных элементов 39 для отворотов 31 свободные боковые края 37 отворотов 31 отстоят вверх от верхнего листа 11, а сами отвороты 31 поднимаются на верхнем листе 11, как показано на фиг.2. Отвороты 31 в этом положении способствуют предотвращению вытекания из подгузника 1 выделений организма, протекающих на верхний лист 11 в поперечном направлении В.
[0022] Как показано на фиг.2, направление толщины подгузника 1 обозначено двунаправленной стрелкой С. Сердцевина 13 занимает по меньшей мере среднюю часть промежностной области 6 в поперечном направлении В и содержит, например, абсорбирующий жидкость материал 52, такой как распушенная целлюлозная вата и/или частицы сверхпоглощающего полимера, обернутые обертывающим листом 53. Обертывающий лист 53 может быть выполнен, например, из санитарно-гигиенической бумаги или влагопроницаемого нетканого материала. Обертывающий лист 53 является влагопроницаемым, предпочтительно не только влагопроницаемым, но также и абсорбирующим жидкость, и более предпочтительно также диспергирующим жидкость. Верхнюю поверхность 54, образованную обертывающим листом 53, покрывает верхний лист 11, и нижнюю поверхность 56, образованную обертывающим листом 53, покрывает задний лист 12. Вдоль противоположных друг другу боковых краев 18 основания 2, образованных верхним листом 11, задним листом 12 и внешним листом 14, проксимальные боковые края 33 сдерживающих отворотов 31 могут быть соединены с верхним листом 11, задним листом 12 и внешним листом 14, например, посредством термоплавкого адгезива 32а. В каждом из отворотов 31 свободный боковой край 37 и промежуточная секция 35, образованная между свободным боковым краем 37 и проксимальным боковым краем 33, вместе принимают положение, которое указано воображаемыми линиями, если отворот 31 отстоит от верхнего листа 11.
[0023] Как показано на фиг.2, верхний лист 11 имеет нижнюю поверхность 57, обращенную к сердцевине 13, и верхнюю поверхность 58, обращенную от сердцевины 13, причем нижняя поверхность 57 в общем является плоской. Верхняя поверхность 58 содержит центральную область 60а, которая образована внутри от внешнего края 51 сердцевины 13 в промежностной области 6 и может быть оснащена выступами 61 и впадинами 62, чередующимися в поперечном направлении В (также см. на фиг.4-7), и боковые области 60b, которые проходят снаружи от внешнего края 51 в поперечном направлении В и являются плоскими, за исключением областей, находящихся в контакте с внешним краем 51. Толщина t верхнего листа 11 в боковых областях 60b может быть меньше высоты Н выступов 61 в центральной области 60а. Проксимальные боковые края 93 сдерживающих отворотов 31 могут быть соединены с верхним листом 11 в его плоских боковых областях 60b. Центральная область 60а верхнего листа 11 равномерно приходит в соприкосновение с кожей пользователя в соответствующих выступах 61, но не входит в соприкосновение с кожей пользователя в соответствующих впадинах 62, и во вдавленных участках 70, описанных ниже. Вследствие этого между кожей пользователя и верхним листом 11 вдоль соответствующих впадин 62 могут быть образованы проходящие в продольном направлении А воздушные каналы. Граничная область 65 между центральной областью 60а и соответствующими боковыми областями 60b, как показано на фиг.2, указана воображаемой линией.
[0024] Со ссылкой на фиг.3, сердцевина 13 имеет форму с наиболее узкой частью в промежностной области 6 и увеличенной шириной в передней поясной области 7 и задней поясной области 8, как показано воображаемой линией на фиг.1. Линия III-III проходит поперек сердцевины 13 в ее относительно широкой области. Граничная область 65 между центральной областью 60а и боковыми областями 60b проходит прямолинейно в продольном направлении А параллельно центральной линии L (как показано на фиг.1). Граничная область 65 расположена смежно с внешним краем 51 сердцевины 13, как показано на фиг.2, но на фиг.3 показано, что она расположена на некотором расстоянии от внешнего края 51, поскольку внешний край 51 смещен наружу в поперечном направлении В. Из фиг.2 и 3 очевидно, что плоские боковые области 60b верхнего листа 11 образованы по меньшей мере за пределами частичных сегментов внешнего края 51 сердцевины 13, проходящих в продольном направлении А, в частности за пределами сегментов внешнего края 51, образующих самые узкие участки сердцевины 13.
[0025] На фиг.4 показана увеличенная круглая область IV, указанная на фиг.1; на фиг.5 показано сечение по линии V-V, указанной на фиг.4; и на фиг.6 показано сечение по линии VI-VI, указанной на фиг.4. Как показано на фиг.4, верхняя поверхность 58 верхнего листа 11 оснащена вдавленными участками 70. Указанные вдавленные участки 70 сформированы посредством сдавливания верхнего листа 11 от верхней поверхности 58 в направлении к нижней поверхности 57 и содержат вдавленные участки 70а, которые образуют ряды, поднимающиеся по диагонали снизу слева вверх вправо вдоль штриховых пунктирных линий 15а, и вдавленные участки 70b, которые образуют ряды, поднимающиеся по диагонали снизу справа вверх влево вдоль штриховых пунктирных линий 15b. Штрихпунктирные линии 15а, проходящие по диагонали через центральные области соответствующих вдавленных участков 70а, пересекаются со штрихпунктирными линиями 15b, а также с выступами 61 и впадинами 62. При пересечении штрихпунктирных линий 15а и штрихпунктирных линий 15b образуются угол альфа (α), открытый в продольном направлении А, и угол бета (β), открытый в поперечном направлении В, причем угол α равен углу β или больше него и предпочтительно лежит в диапазоне от 90° до 150°. Поскольку вдавленные участки 70 сформированы в выступах 61, а также во впадинах 62 и соответствующих выступах 61, предпочтительные выступы 61 содержат вдавленные участки 70а и/или вдавленные участки 70b, также сформированные в их вершинах 61а (как показано на фиг.6 и 7). В показанном варианте реализации штрихпунктирные линии 15а пересекаются со штрихпунктирными линиями 15b в соответствующих вершинах 61а, и вдавленные участки 70а и вдавленные участки 70b перекрываются вместе в соответствующих вершинах 61 а. Область верхнего листа 11, окруженная каждой парой расположенных рядом штрихпунктирных линий 15а и каждой парой расположенных рядом штрихпунктирных линий 15b, имеет форму параллелограмма и служит в качестве контактной области 75 для контакта с кожей верхнего листа 11. Предпочтительная контактная область 75 содержит по меньшей мере один выступ 61, вдоль которого указанная область 75 может входить в контакт с кожей пользователя. Вдавленные участки 70а, 70b могут иметь соответствующую плоскую форму, выбранную из различных форм, таких как круглая, овальная, прямоугольная и ромбическая форма, а их площадь предпочтительно лежит в диапазоне 0,2-9 мм2. Расстояние между центрами расположенных рядом вдавленных участков 70а, а также расстояние между центрами расположенных рядом вдавленных участков 70b в любом случае предпочтительно задано таким образом, что указанное расстояние между центрами не должно превышать расстояние между вершинами расположенных рядом выступов 61, и выступы 61 могут иметь в своих вершинах 61а вдавленные участки 70а и/или вдавленные участки 70b. Расстояние 76а между каждой парой расположенных рядом штрихпунктирных линий 15а, как и расстояние 76b между каждой парой расположенных рядом штрихпунктирных линий 15b, предпочтительно задано таким образом, что по меньшей мере один ряд выступов 61 может присутствовать в пределах каждой из контактных областей 75.
[0026] Верхний лист 11, оснащенный контактными областями 75, может быстро очищать от выделений организма, таких как моча, кожу пользователя благодаря действию выступов 61 в соответствующих контактных областях 75 и вдавленных участков 70а, 70b, содержащихся в указанных выступах 61. Очищающие свойства верхнего листа 11 могут быть представлены "эффективностью очистки", которая будет описана ниже, и указанная "эффективность очистки" верхнего листа 11, описанного в качестве примера влагопроницаемого листа согласно настоящему изобретению, составляет по меньшей мере 95%.
[0027] На фиг.5(а) показано сечение верхнего листа 11 по линии V-V, показанной на фиг.4, и на фиг.5(b) показана увеличенная область, указанная на фиг.5(а). Как показано на фиг.5(а), вдавленные участки 70 сформированы на вершинах 61а выступов 61, и таким образом каждый выступ 61 разделен на два более низких выступа 61d. Между парой вдавленных участков 70 сформирована контактная область 75а для контакта с кожей, содержащая выступ 61 и вершину 61а, которые не имеют вдавленных участков 70. Непосредственно с правой стороны контактной области 75а сформирована контактная область 75b для контакта с кожей, имеющая сечение той же формы, что и контактная область 75а.
[0028] Как показано на фиг.5(b), штапельные волокна 112, формирующие верхний лист 11, собраны вместе без потери конфигурации отдельных волокон более плотно во вдавленных участках 70 по сравнению с областями 77, окружающими соответствующие вдавленные участки 70, так что отдельные штапельные волокна 11 могут быть исследованы визуально. Следовательно, выделения организма, абсорбированные выступами 61d, показанными на фиг.5(а), равномерно перемещаются из окружающих областей 77 по направлению к вдавленным участкам 70 и быстро поглощаются сердцевиной 13 (показанной на фиг.2). Состояние, в котором штапельные волокна 112 плотно собраны во вдавленных участках 70, может быть исследовано путем наблюдения указанных вдавленных участков 70 и ближайших областей сверху с использованием электронного микроскопа при соответствующем увеличении (как показано на фиг.7).
[0029] На фиг.6 сердцевина 13 не показана для простоты иллюстрации. Выступ 61 в контактной области 75а в обоих своих концах, если смотреть в продольном направлении А, имеет вдавленные участки 70а и 70b соответственно. С обеих сторон контактной области 75а, если смотреть в продольном направлении А, расположены контактные области 75с, 75а для контакта с кожей соответственно, которые содержат относительно низкие выступы 61е, 61f (как показано на фиг.4). Во вдавленных участках 70а, 70b, также показанных на фиг.6, штапельные волокна 112 собраны вместе более плотно, чем в окружающих областях. Следовательно, выделения организма, поглощенные выступами 61, 61е и 61f, распределяются в продольном направлении А, перемещаются в направлении к сжатым участкам 70а, 70b и через них поглощаются сердцевиной 13.
[0030] На фотографии, представленной на фиг.7, вдавленные участки 70, сформированные во влагопроницаемом листе согласно Примеру 1 настоящего изобретения, описанному ниже, показаны сверху при увеличении в 100 раз. В соответствующих вдавленных участках 70 штапельные волокна 112 собраны вместе и оставляют пустоты 70t между пересекающимися волокнами. Несмотря на то, что каждое из штапельных волокон 112, первоначально имеющее по существу круглое поперечное сечение, выглядит уплощенным, тем не менее, отдельные штапельные волокна 112 все еще сохраняют свою волоконную форму. Для визуального наблюдения вдавленных участков 70 использовали предназначенный для исследования реальных поверхностей Микроскоп VE-7800, изготовленный компанией Keyence Corporation.
[0031] На фиг.8 показан частично разрезанный перспективный вид листового материала 111 для использования в качестве верхнего листа 11, на котором штрихпунктирные линии 15а, 15b, показанные на фиг.4, и положения вдавленных участков 70 на части листового материала 111 указаны воображаемыми линиями. Листовой материал 111 выполнен из нетканого материала, сформированного из штапельных волокон 112, переплетенных и сплавленных вместе, причем каждое из штапельных волокон имеет линейную плотность в диапазоне 1-4 дтекс, и обработан для придания гидрофильности. Листовой материал 111 имеет верхнюю поверхность 158 и нижнюю поверхность 157 с поверхностной плотностью в диапазоне примерно от 10 г/м2 до примерно 50 г/м2. Штапельные волокна 112 могут иметь по существу одинаковую длину или могут иметь различную длину в диапазоне примерно 30-60 мм. Кроме того, штапельные волокна 112 могут быть прямыми или извитыми в результате механической или термической обработки. Для извитых штапельных волокон 112, значения, полученные измерением, выполненным на извитых штапельных волокнах после их выпрямления, регистрируются в качестве длины этих волокон. Термопластичная синтетическая смола, из которой сформированы штапельные волокна 112, может быть соответствующим образом выбрана из группы, содержащей полиэтилен, полипропилен, нейлон и полиэфир. В качестве штапельных волокон 112 могут быть использованы сопряженные волокна типа "сердцевина в оболочке" или волокна параллельного типа, выполненные из термопластичных синтетических смол по меньшей мере двух вышеуказанных различных видов. Центральная область в первом направлении Х листа 111, соответствующая направлению В ширины подгузника 1, как показано на фиг.1, оснащена волнообразной областью 113, с обеих сторон которой сформированы плоские области 114. Волнообразная область 113 оснащена расположенными на ее верхней поверхности 158 выступами 161 и впадинами 162, чередующимися в первом направлении X, а расстояние между соответствующими вершинами 161а расположенных рядом выступов 161, как и расстояние между соответствующими доньями 162а расположенных рядом впадин 162, находится в диапазоне примерно 2-7 мм. Указанные выступы 161 и впадины 162 проходят параллельно друг другу во втором направлении Y, соответствующем продольному направлению А подгузника 1. Размер Н, измеренный в третьем направлении Z, перпендикулярном первому направлению Х и второму направлению Y, от нижней поверхности 157 до вершины 161а выступа 161, соответствует высоте выступа 161 (как показано на фиг.2). В описании настоящего изобретения размер Н иногда обозначается как толщина листового материала 111 в волнообразной области 113 или толщина листового материала 111 без нагрузки, а третье направление Z иногда обозначается как направление толщины листового материала 111. Размер между верхней поверхностью 158 и нижней поверхностью 157 во впадине 162 обозначен как размер f. Плоская область 114 имеет ту же поверхностную плотность на единицу площади, что и волнообразная область 113, а размер между верхней поверхностью 158 и нижней поверхностью 157 в волнообразной области 113 обозначен как размер t (как показано на фиг.2). Предпочтительно размер Н листового материала 111 находится в диапазоне примерно 0,6-2,5 мм, размер f находится в диапазоне примерно 0,4-0,6 мм, и размер t находится в диапазоне примерно 0,2-0,7 мм.
[0032] Если такой листовой материал 111, оснащенный вдавленными участками 70, в качестве примера показанными на фиг.4-6, и затем разрезанный на листы заданного размера, используют в качестве верхнего листа 11, как показано на фиг.1-3, верхняя поверхность 158 и нижняя поверхность 157 листового материала 111 соответственно становятся верхней поверхностью 58 и нижней поверхностью 57 верхнего листа 11. Волнообразная область 113 и плоская область 114 листового материала 111 соответственно становятся центральной областью 60а и боковыми областями 60b верхнего листа 11, а выступы 161 и впадины 162 листового материала 111 соответственно становятся выступами 61 и впадинами 62 верхнего листа 11.
[0033] На фиг.9 показан график, иллюстрирующий процедуру измерения размеров Н, f, t и других размеров. Образцы для измерения изготовлены от листового материала 111 верхнего листа 11. Образцы отрезаны от листового материала 111 или верхнего листа 11 и соответственно имеют длину по меньшей мере 30 мм в первом направлении Х или поперечном направлении В.
[0034] Каждый из образцов для испытания размещен на горизонтальной плоскости, причем выступы 161 или 61 обращены вверх, а в качестве трехмерной измерительной машины используют измерительную систему для высокоточных геометрических измерений (включая высокоточный координатный стол: КS-1100) и высокоскоростной высокоточный датчик смещения на основе светодиодного лазера (включая набор из контроллера LK-G3000V и головки датчика LK-G30), причем настройки указанных инструментов заданы для измерения формы сечения соответствующих образцов и регистрации результатов.
[0035] Настройки для измерительных приборов:
Координатный стол: КS-1100
1. Диапазон измерения: 30000×30000 мкм
2. Шаг измерения: 20 мкм
3. Скорость перемещения: 7500 мкм/сек
Контроллер: LK-G30000V
1. Режим измерения: измерение объекта.
2. Режим установки: рассеянное отражение.
3. Фильтрация: в среднем 4 раза.
4. Период дискретизации: 200 микросекунд.
[0036] Для получения профиля формы сечения, подвергнутой обработке сглаживанием, обработку графических данных при указанных выше условиях выполняют следующим образом:
1. Открывают файл данных измерения.
2. Выбирают "Профиль" и затем выбирают горизонтальную линию.
3. Выбирают место измерения таким образом, чтобы образец не содержал вдавленных участков.
4. Выбирают режим "Регулировка", затем выбирают режим "Сглаживание высоты", и наконец, выбирают "+ или -12".
[0037] По линии профиля, обработанной сглаживанием, определяют различные размеры способом, содержащим следующие этапы. Ниже будут подробно описаны указанные этапы со ссылкой на фиг.9, на которой показана линия профиля, обработанная сглаживанием.
1. Чертят вспомогательную линию k, соединяющую расположенные рядом выступы 161 на линии профиля.
2. Чертят первую горизонтальную линию h1, проходящую параллельно горизонтальной плоскости SF.
3. Чертят вспомогательные линии b и с, проходящие через соответствующие вершины 161а перпендикулярно первой горизонтальной линии h1.
4. Чертят вспомогательную линию d, проходящую через дно 162а впадины 162 перпендикулярно первой горизонтальной линии h1.
5. Обозначают точку пересечения вспомогательной линии k и вспомогательной линии d как точку Х2.
6. Определяют точку е на вспомогательной линии d на расстоянии от дна 162а, соответствующем 1/3 расстояния от дна 162а до точки Х2, и обозначают расстояние от дна до точки е как расстояние X1.
7. Чертят вторую горизонтальную линию h2, проходящую через точку е параллельно первой горизонтальной линии h1, затем определяют точки m и n пересечения второй горизонтальной линии h2 и сегмента линии профиля, соединяющего расположенные рядом выступы 161, и определяют расстояние между точкой m и точкой n как ширину соответствующей впадины 162.
8. Определяют расстояние между вспомогательной линией с и вспомогательной линией d как расстояние между расположенными рядом вершинами 161а или как шаг между расположенными рядом выступами 161.
9. Определяют разницу между расстоянием от вершины до вершины и шириной соответствующей впадины как ширину соответствующего выступа 161.
10. Определяют на вспомогательных линиях b и с расстояние от горизонтальной плоскости SF до вершин 161а, а именно размер Н, как высоту соответствующих выступов без нагрузки или толщину листового материала 111 или верхнего листа 11 без нагрузки.
11. Определяют вдоль вспомогательной линии d расстояние от дна 162а до горизонтальной плоскости SF как размер f соответствующих образцов.
12. Если измеряемый образец содержит плоскую часть 114 листового материала 111, описанные выше этапы также применяют к указанной плоской части 114 для определения размера f плоской части 114.
13. Измеряют один раз для каждого образца соответствующие размеры листовых материалов 111 и/или верхнего листа 11 и усредняют значения, полученные из суммы 10 измерений для 10 образцов.
[0038] Задний лист 12, расположенный в основании 2 подгузника 1, в качестве примера показанного на фиг.1, выполнен из пленки термопластичной синтетической смолы, такой как полиэтилен, имеющей толщину в диапазоне 0,01-0,05 мм, а внешний лист 14 выполнен из нетканого материала, имеющего поверхностную плотность в диапазоне 10-40 г/м2, например, нетканого материала типа спанбонд, нетканого материала SMS (спанбонд-мельтблаун-спанбонд) или гидросплетенного нетканого материала. Сдерживающий отворот 31 выполнен из слабо влагопроницаемого или более предпочтительно влагонепроницаемого нетканого материала или пленки на основе термопластичной синтетической смолы. Передние крылья 3 и задние крылья 4 сформированы из нетканого материала или ламината, содержащего нетканый материал и пленку из термопластичной синтетической смолы.
[0039] На фиг.10 показана диаграмма части процесса для изготовления первого нетканого материала 130а, используемого в качестве материала для листа 111, показанного на фиг.8, из кардочесанного полотна 100, и на фиг.11 показана диаграмма части процесса для изготовления непрерывного полотна 131 листа 111 из первого нетканого материала 130а, причем процесс, показанный на фиг.10, известен из JP 2009-030318 А.
[0040] Как показано на фиг.10, кардочесанное полотно 100, сформированное из штапельных волокон 112 и имеющее поверхностную плотность в диапазоне примерно 10-50 г/м2, размещают на конвейерной ленте 200, которая отличается воздухопропусканием в направлении толщины, и перемещают в машинном направлении MD. Конвейерная лента 200 может быть сформирована из сетчатой пластины, имеющей отверстия, например по меньшей мере 30 меш (4,65 отверстий на кв.см). Если смотреть по ходу перемещения в машинном направлении MD, способ создания влагопроницаемого листа согласно настоящему изобретению содержит первый этап 901, на котором выполняют предварительную обработку штапельных волокон 112 (как показано на фиг.3), состоящую в соединении волокон плавлением при сжатии волокон кардочесанного полотна 100 в направлении его толщины и таким образом стабилизации формирования кардочесанного полотна, и второй этап 902, на котором на предварительно обработанном в первом этапе 901 кардочесанном полотне 100 формируют выступы 161 и впадины 162. На первом этапе 901 кардочесанное полотно 100 подвергается действию первых горячих воздушных струй 911 из первой группы 910 форсунок. Первые воздушные струи 911 отсасываются первым отсасывающим ящиком 912 через кардочесанное полотно 100 и ленту 200. Скорость воздушного потока первых воздушных струй 911 регулируется до уровня, соответствующего или немного превышающего объем воздухозабора первого отсасывающего ящика 912 таким образом, чтобы могла быть надежно осуществлена предварительная обработка. Температуру первых воздушных струй 911 устанавливают такой, при которой поверхности штапельных волокон 112 слегка расплавлены, и волокна соединяются вместе при простом взаимном контакте их поверхностей без потери своей исходной волоконной формы.
[0041] На втором этапе 902 кардочесанное полотно 100а, предварительно обработанное на первом этапе, подвергают действию вторых горячих воздушных струй 921 из второй группы 920 форсунок, содержащей форсунки (не показаны), расположенные в поперечном направлении CD на расстоянии а между их центрами, и таким образом формируется первый нетканый материал 130а. Вторые воздушные струи 921 частично смещают штапельные волокна 112 в предварительно обработанном на первом этапе 901 и вследствие чего имеющем волоконную форму кардочесанном полотне 100а в поперечном направлении CD, таким образом, что предварительно обработанное кардочесанное полотно 100а может быть оснащено выступами 161 между каждой парой расположенных смежно вторых воздушных струй 921. Скорость воздушного потока второй группы 920 форсунок предпочтительно превышает объем воздухозабора второго отсасывающего ящика 925. Положения вторых воздушных струй 921, выдуваемых из второй группы 920 форсунок, расположенных на расстоянии а между их центрами в поперечном направлении CD, соответствуют положениям впадин 162 на листовом материале, показанном на фиг.8. В первом нетканом материале 130а штапельные волокна 112, расположенные непосредственно под вторыми воздушными струями 921, равномерно смещаются в направлении к обеим сторонам в поперечном направлении CD и тем самым способствуют формированию выступов 161, а штапельные волокна 112, оставшиеся непосредственно под вторыми воздушными струями 921, формируют впадины 162. Указанные вторые воздушные струи 921 также служат для ориентации штапельных волокон 112 в машинном направлении MD. На втором этапе 902 может быть использована камера для термической обработки (не показана), расположенная в машинном направлении MD ниже второй группы 920 форсунок. В указанной камере для термической обработки первый нетканый материал 130а может быть нагрет таким образом, что поверхности соответствующих штапельных волокон 112 могут быть немного расплавлены для увеличения числа областей, в которых штапельные волокна 112 в первом нетканом материале 130а сплавлены вместе, и таким образом получают стабилизацию сформированного первого нетканого материала 130а.
[0042] На третьем этапе, схематично показанном на фиг.11, второй нетканый материал 130b, отрезанный от первого нетканого материала 130а на соответствующую ширину, подвергают тепловой обработке под давлением с использованием прижимного вала 140 для получения полотна 131 листовых материалов 111. Прижимной вал 140 содержит верхний вал 141 и нижний вал 142, которые вращаются в машинном направлении MD. Верхний вал 141 содержит на концах, противоположных друг другу в поперечном направлении CD, пару секций 143 с увеличенным диаметром, которые нагреты до заданной температуры. Нижний вал 142 обеспечивает поддержку второго нетканого материала 130b снизу, как показано на фиг.11. Секции 143 верхнего вала 141, имеющие увеличенный диаметр, взаимодействуют с нижним валом 142 и сжимают противоположные друг другу боковые области 136 в поперечном направлении CD второго нетканого материала 130b при нагревании. Необходимо отметить, что нижний вал 142 может быть использован в состоянии, нагретом до необходимой температуры, и также может быть использован в холодном состоянии. Зазор S между секциями 143 с увеличенным диаметром и нижним валом 142 может быть отрегулирован таким образом, что противоположные друг другу боковые области 136 второго нетканого материала 130b могут быть сжаты до необходимой толщины. Окружная скорость секций 143 с увеличенным диаметром и нижнего вала 142 может быть отрегулирована таким образом, что может быть обеспечено время, необходимое для сжатия противоположных друг другу боковых областей 136 до необходимой толщины. Второй нетканый материал 130b может быть сжат секциями 143 с увеличенным диаметром, нагретыми до температуры на 3-20°C ниже температуры плавления термопластичной синтетической смолы, из которой сформированы штапельные волокна 112, и затем быстро охлажден до комнатной температуры для того, чтобы, с одной стороны, удержать штапельные волокна в деформированном при сжатии положении, и, с другой стороны, чтобы деформировать противоположные друг другу боковые области 136 и преобразовать волнистые области, содержащие выступы 161, в плоские области 114 (как показано на фиг.3), имеющие малую толщину t (как показано на фиг.2). Второй нетканый материал 130b, содержащий противоположные друг другу боковые области 136, измененные таким образом, соответствует полотну листового материала 111.
[0043] В целом, наблюдается тенденция, согласно которой плотность листового материала 111 в выступе 161 или впадине 162 является более высокой, чем плотность указанного материала соответственно во впадине 162 и выступе 161 в зависимости от характеристик кардочесанного полотна 100, использованного для изготовления листового материала 111, эксплуатационного режима на первом и втором этапах 901, 902, показанных на фиг.10, и других параметров. Например, штапельные волокна 112 имеют тенденцию к расположению ближе друг к другу, чем в выступах 161, т.е. их плотность выше, чем в выступах 161. Штапельные волокна 112 в выступах 161 имеют тенденцию к расположению параллельно друг другу в машинном направлении MD.
[0044] На третьем этапе 903, показанном на фиг.11, ниже вала 140 в машинном направлении MD может быть установлена воздуходувка для охлаждения противоположных друг другу боковых областей 136 полотна 131. Также может быть установлен дополнительный вал, подобный валу 140, ниже вала 140 в машинном направлении MD для обеспечения достаточно длительного времени сжатия противоположных друг другу боковых областей 136 при нагревании.
[0045] На фиг.12 схематично показана диаграмма этапа, на котором формируют полотно 131 из листовых материалов 111, полученных на втором этапе, показанном на фиг.11, с вдавленными участками 70. На этапе, показанном на фиг.12, полотно 131, полученное на этапе, показанном на фиг.11, непрерывно подают в машинном направлении MD к вдавливающему каландру 150, содержащему верхний вал 151 и нижний вал 152. Окружная поверхность верхнего вала 151 имеет выпуклости 153, расположенные в соответствии с узором распределения вдавленных участков 70, в качестве примера показанных на фиг.4, а окружная поверхность нижнего вала 152 является гладкой. Температура верхнего вала 151 и нижнего вала 152 может быть отрегулирована. В частности, температура выпуклостей 153 верхнего вала 151 и температура поверхности нижнего вала 152 доведены до максимальной величины, при которой штапельные волокна 112, сформированные из термопластичных синтетических волокон и составляющие полотно 131, могут быть размягчены, но не до температуры, при которой штапельные волокна 112 могут быть расплавлены. Геометрическая форма, длина и поверхностное давление выпуклостей 153 на вдавливающем каландре 150 могут быть отрегулированы, так что могут быть выбраны глубина и форма вдавленного участка 70, сформированного на полотне 131. Температура выпуклостей 153 может быть задана соответствующей температуре размягчения штапельных волокон 112, при которой указанные штапельные волокна 112, расположенные во вдавленных участках 70 и непосредственно под вдавленными участками, могут быть собраны более плотно, чем в окружающих областях, и при которой указанные штапельные волокна 112, расположенные во вдавленных участках 70 и непосредственно под вдавленными участками, могут сохранять свою волоконную форму (как показано на фиг.5).
[0046] Если полотно 131, обработанное выдавливанием на этапе, показанном на фиг.12, используют в качестве верхнего листа 11, выделения организма, абсорбированные сначала верхним листом 11 во вдавленных участках 70, равномерно перемещаются из окружающей области, в которой штапельные волокна 112 распределены с относительно низкой плотностью, к вдавленным участкам 70, в которых штапельные волокна 112 собраны вместе более плотно. Вследствие этого, поверхность верхнего листа 11, в частности вершины 61а выступов 61 и ближайшие к ним участки могут быстро восстановить необходимое сухое состояние. При использовании такого верхнего листа 11, некомфортное ощущение сырости, неизбежное у пользователя, длится недолго и потому является незначительным. Так называемое значение Q-макс, которое будет описано ниже в отношении верхнего листа 11, выполняющего ту же функцию, не превышает 0,10 КВт/м2. Верхний лист, имеющий значение Q-макс, превышающее 0,10 КВт/м2, не является предпочтительным, поскольку значительное количество влаги может оставаться на его поверхности, и пользователь может испытывать некомфортное ощущение холода при контакте его кожи с верхним листом, и иногда такая влага может вызывать раздражение кожи, такое как сыпь.
[0047] Высота каждой выпуклости 153 на вдавливающем каландре 150 может быть задана достаточно малой, чтобы окружная поверхность верхнего вала 151 оказывала эффективное давление на поверхность полотна 131. У такого верхнего вала 151 преимущественно облегчается поддержание необходимой температуры выпуклостей 153. Кроме того, окружная поверхность верхнего вала 151 может сжимать полотно 131 до необходимой толщины. Однако, если толщина полотна 131 чрезмерно уменьшена каландром 151, текстура полотна 131 теряет необходимую мягкость, и в конечном счете его амортизирующие свойства ухудшаются. Для устранения указанной проблемы толщина верхнего листа 11 в его центральной области 60а (как показано на фиг.2) предпочтительно составляет по меньшей мере 60% толщины первого нетканого материала 130а, показанного на фиг.8. Такой верхний лист 11 может иметь более мягкую текстуру по сравнению с листовым материалом, использование которого в качестве стандартного листового материала описано ниже в разделе настоящей спецификации "Мягкость текстуры". Несмотря на то что поверхностный рисунок, как и боковая геометрическая форма полотна 131, изменяется после прохода через вдавливающий каландр 150, эти изменения поверхностного рисунка и боковой геометрии не показаны на фиг.12 для простоты иллюстрации.
[0048] На фиг.13 показан вид, подобный виду, показанному на фиг.2, в качестве примера одного из вариантов реализации настоящего изобретения. Влагопроницаемый верхний лист 11 подгузника 1, показанного на фиг.13, сформирован из влагопроницаемого композитного листа 10. Композитный лист 10 сформирован из влагопроницаемого первого верхнего листа 11а и влагопроницаемого второго верхнего листа 11b, которые соединены вместе посредством термоплавкого адгезива (не показан), причем верхняя поверхность 58b второго верхнего листа 11b соединена с нижней поверхностью 57а первого верхнего листа 11а. Первый верхний лист 11а подобен верхнему листу 11, в качестве примера показанного на фиг.4-6. В частности, верхний лист 11а сформирован из штапельных волокон 112 и оснащен расположенными на его верхней поверхности 58а выступами 61, впадинами 62 и вдавленными участками 70а, 70b, причем нижняя поверхность 57а листа 11а является плоской. Высота каждого выступа 61 на первом верхнем листе 11а может быть той же самой, что и высота Н каждого выступа 61, или меньше нее, как показано на фиг.2. Схожим образом, размер первого верхнего листа 11а в продольном направлении А может быть таким же или меньше, что и размер второго верхнего листа 11b в верхнем листе 11. Размер (ширина) первого верхнего листа 11а в поперечном направлении Х также может быть тем же самым или меньше, что и размер в поперечном направлении В (ширина) центральной области 60а верхних листов 11, показанных на фиг.2.
[0049] Второй верхний лист 11b, показанный на фиг.13, может быть сформирован из нетканого материала из термопластичных синтетических волокон 110, обработанных для придания им гидрофильных свойств (как показано на фиг.14), такого как нетканый материал спанбонд, гидросплетенный нетканый материал или нетканый материал типа SMS (ламинат из нетканых материалов спанбонд-мельтблаун-спанбонд). Для изготовления нетканого материала, описанного выше, в качестве составляющих волокон могут использовать штапельные волокна и/или элементарные нити с линейной плотностью в диапазоне примерно 1-4 дтекс и поверхностной плотностью в диапазоне примерно 10-50 г/м2. В качестве штапельных волокон и элементарных нитей также могут быть использованы сопряженные волокна типа "сердцевина в оболочке" или параллельного типа. Такой второй верхний лист 11b покрывает верхнюю поверхность сердцевины 13 и проходит снаружи за пределами внешнего края сердцевины 13 в продольном направлении А и в поперечном направлении В, так что перекрывает задний лист 12 и соединен с ним посредством термоплавкого адгезива (не показан).
[0050] В подгузнике 1, показанном на фиг.13, может быть использован композитный лист 10 вместо влагопроницаемого верхнего листа 11, а первый верхний лист 11а имеет размер меньше размера верхнего листа 11, используемого в варианте реализации, показанном на фиг.1, ввиду того, что использование первого верхнего листа 11а увеличивает стоимость изготовления, а сердцевина 13 может быть покрыта вторым верхним листом 11b, позволяющим снизить стоимость изготовления подгузника 1.
[0051] На фиг.14 и 15, подобно фиг.5 и 6, показан композитный лист 10, показанный на фиг.13. На фиг.14(а) в качестве примера показано сечение композитного листа 10 в поперечном направлении В, причем композитный лист 10 содержит первый верхний лист 11а и второй верхний лист 11b. Штапельные волокна 112, расположенные во вдавленном участке 70, показанном на фиг.14(b), в первом верхнем листе 11а собраны более плотно по сравнению со штапельными волокнами 112, расположенными в области, окружающей вдавленный участок. Область 78 второго верхнего листа 11b, выровненная с вдавленным участком 70 в направлении С толщины, иными словами, область 78, расположенная непосредственно под вдавленным участком 70, содержит термопластичные синтетические волокна 110, формирующие второй верхний лист 11b, собраны более плотно, чем в области, окружающей область 78, и образует второй вдавленный участок 78. Композитный лист 10 оснащен контактными областями 75.
[0052] Композитный лист 10, показанный на фиг.13, также оснащен выступами 61, 61е, 61f и контактными областями 75, подобными областям, показанным на фиг.6. Первый верхний лист 11а оснащен вдавленными участками 70, и второй верхний лист 11b оснащен вторыми вдавленными участками 78.
[0053] Композитный лист 10, в качестве примера показанный на фиг.13-15, может быть изготовлен согласно способу, содержащему следующие этапы, описанные ниже. Нетканый материал, обработанный для придания ему гидрофильных свойств для использования в качестве второго верхнего листа 11b, соединен с плоской нижней поверхностью первого нетканого материала, полученного на этапе, показанном на фиг.10, посредством термоплавкого адгезива для получения заготовки композитного листа 10. Указанную заготовку подают к вдавливающему каландру 150, показанному на фиг.12, причем первый нетканый материал 130а обрабатывают вдавливанием выпуклостями 153 верхнего вала 151. Высота этих выпуклостей 153 может быть соответственно выбрана с учетом толщины заготовки и глубины вдавленных участков 70, которые должны быть сформированы в заготовке.
[0054] (Варианты реализации)
В качестве вариантов реализации согласно настоящему изобретению были изготовлены влагопроницаемые листы, соответствующие композитным листам, в качестве примера показанным на фиг.13-15, а также были измерены и оценены соответствующие значения Q-max, остаточное количество искусственной мочи, эффективность вытирания искусственной мочи, мягкость текстуры и толщина первого верхнего листа. Соответствующие данные были оценены следующим образом.
[0055] 1. Значение Q-max, остаточное количество, эффективность вытирания
(1) Значение Q-max определяется количественным значением тепла, извлеченного верхним листом, увлажненным выделениями организма, из кожи пользователя, которая находится в контакте с указанным верхним листом, причем принято считать, что это значение находится в пропорциональном соотношении с количеством влаги, имеющимся на поверхности верхнего листа. В частности, чем выше значение Q-max, тем больше количество влаги, имеющееся на поверхности верхнего листа, и соответственно больше количество тепла, извлеченного из кожи пользователя. В такой ситуации кожа пользователя неожиданно испытывает воздействие холода. Для измерения значения Q-max использовали высокоточный и высокоскоростной прибор для измерения тепловых свойств KES-F7-THERMOLABO II модели, изготовленный компанией KАТО TECH CO. LTD.
(2) В качестве примеров изобретения и сравнительных примеров были приготовлены несколько первых верхних листов и вторых верхних листов, каждый из которых имеет размер 100×100 мм соответственно, и каждый из указанных листов был размещен в центральной области абсорбирующей структуры на стороне, обращенной к коже пользователя. Абсорбирующие структуры были отделены от имеющихся в продаже подгузников одноразового использования (модели Moony размером S, изготовленных компанией Unicharm Corporation) для получения опытных образцов для измерения значений Q-max влагопроницаемых листов в соответствии с примерами изобретения и сравнительными примерами.
(3) В качестве эквивалента кожи пользователя был приготовлен фрагмент искусственной кожи размером 100×100 мм (марки "Supplare" PZ12002 (цвет телесный или черный), изготовленной компанией Idemitsu Technofine Co., Ltd.), и была определена его масса А. Искусственную мочу в объеме 1,0 мл разместили на указанной искусственной коже, по которой она растеклась, образовав круг диаметром 40 мм, после чего была определена полная масса В искусственной кожи, покрытой искусственной мочой. Для изготовления искусственной мочи в деионизованной воде растворили мочевину в соотношении 2%, хлористый натрий в соотношении 0,8%, гидрат сульфата магния в соотношении 0,08% и дигидрат хлористого кальция в соотношении 0,03% к массе деионизованной воды при температуре 20°C.
(4) Центральную точку на стороне опытного образца, обращенной к коже пользователя, совместили с центром круга, образованного искусственной мочой, и на стороне опытного образца, обращенной от кожи пользователя, разместили груз, имеющий размер 100×100 мм и массу 200 г.
(5) Для вытирания искусственной мочи опытный образец В, находящийся в контакте с искусственной мочой, переместили один раз туда и обратно влево на 25 мм и затем переместили один раз туда и обратно вправо на 25 мм.
(6) Для вытирания искусственной мочи опытный образец В, находящийся в контакте с искусственной мочой, переместили один раз туда и обратно в верхнем направлении на 25 мм и затем переместили один раз туда и обратно в нижнем направлении на 25 мм.
(7) После вытирания искусственной мочи была измерена масса С искусственной кожи для определения остаточного количества по следующей формуле:
Остаточное количество=масса С-масса А,
и эффективность вытирания (%) была вычислена по формуле следующим образом:
Эффективность вытирания=[1-(масса С-масса А)/(масса В-масса А)]×100.
(8) Все измерительные операции выполнялись при постоянной температуре и влажности, в частности при температуре 20°C и относительной влажности 65%.
(9) Опытный образец после операции вытирания был оставлен на столе на 3 минуты с лежащим на нем композитным листом.
(10) По истечении 3 минут опытный образец был установлен в прибор для измерения Q-max, размещенный в помещении с температурой 20°C и относительной влажностью 65%.
(11) Система для регулирования температуры в приборе KES-F7 содержит пластину из чистой меди (с площадью 9 см2, массой 9,79 г и теплоемкостью 0,41855 Дж/°C) и блок Т-box, который служит источником тепла, обеспечивающим опытный образец разницей температур. Пластина из чистой меди имеет встроенный термодатчик. Температура медной пластины была установлена равной 30°C, а сама медная пластина была прижата к опытному образцу, размещенному на измерительном приборе, с нагрузкой 10 г/см2 для считывания максимального значения теплопередачи, т.е. значения Q-max (КВт/м2). Более высокое значение Q-max соответствует увеличенному количеству влаги на поверхности верхнего листа, используемого в качестве опытного образца, которое указывает на соответственно высокое значение теплопередачи. Иными словами, чем ниже значение Q-max, тем меньшее количество влаги остается на поверхности верхнего листа.
[0056] 2. Мягкость текстуры
(1) Оценка мягкости текстуры была выполнена на основании результата органолептического испытания, выполненного на пяти участниках исследования.
(2) Проницаемый для воздуха нетканый материал, выполненный из сопряженных волокон типа "сердцевина в оболочке", сформированных из полиэтилена в качестве оболочки и полиэфира в качестве сердцевины, использовали в качестве стандартной части листа, служащей критерием мягкости текстуры. Указанный проницаемый для воздуха нетканый материал имеет линейную плотность 2,2 дтекс, длину волокон 45 мм, массу на единицу площади 25 г/м2 и толщину 0,3 мм. Оценка соответствующих опытных образцов была осуществлена на основании мнения соответствующих участников исследования об их тактильных ощущениях при касании опытных образцов и стандартной части листа. Если все испытатели оценивали опытный образец как более мягкий и приятный на ощупь, чем стандартная часть листа, опытный образец относили к группе А. Если наблюдали смешанные суждения о мягкости и приятности на ощупь опытного образца по сравнению со стандартной частью листа, и что по мягкости опытный образец подобен стандартной части листа, указанный опытный образец относили к группе В. Если наблюдали смешанные суждения о том, что по мягкости опытный образец подобен стандартной части листа, и что опытный образец уступает в мягкости стандартной части листа, указанный опытный образец относили к группе С. Наконец, если все испытатели соглашались с тем, что опытный образец не так мягок и менее приятен на ощупь, чем стандартная часть листа, указанный опытный образец относили к группе D.
(3) Для исключения визуального влияния на сравнительные ощущения испытателям закрывали глаза повязками.
[0057] 3. Толщина первых и вторых верхних листов под нагрузкой
(1) В качестве опытных образцов были приготовлены влагопроницаемые листы в соответствии с примерами изобретения и сравнительными примерами, каждый из которых имел размер 100×100 мм.
(2) После отслоения от соответствующих влагопроницаемых листов первые верхние листы были предварительно подвергнуты охлаждающему опрыскиванию для их охлаждения, чтобы таким образом препятствовать изменению их формы и толщины.
(3) В качестве измерительного прибора использовали циферблатный толщиномер, изготовленный компанией OZAKI MFG CO. LTD, и зонд, имеющий диаметр 20 мм. Измерительное давление на опытные образцы было выбрано 3 г/см2. Таким образом, значения толщины, измеренной этим способом, являются значениями толщины первых верхних листов или вторых верхних листов под нагрузкой.
[0058] Пример 1 согласно настоящему изобретению.
В качестве первого верхнего листа во влагопроницаемом листе в Примере 1 согласно настоящему изобретению использовали верхний лист, имеющий следующие характеристики.
(1) Структура штапельных волокон
а. Состав: сопряженные волокна типа "сердцевина в оболочке", содержащие полиэтилен в качестве оболочки и полиэфир в качестве сердцевины и предварительно обработанные для придания гидрофильных свойств.
b. Линейная плотность и длина волокна: смесь штапельных волокон, из которых 50% всей массы имеют линейную плотность 2,2 дтекс и длину волокон 45 мм, и остальные 50% всей массы имеют линейную плотность 3,0 дтекс и длину волокон 38 мм.
(2) Поверхностная плотность: 25 г/м2.
(3) Ширина выступа: 3,2 мм.
(4) Ширина впадины: 0,9 мм.
(5) Расстояние между вершинами смежных выступов: 4,1 мм.
(6) Толщина под нагрузкой: 1,2 мм.
(7) Форма, размер и расстояние между центрами вдавленных участков: квадрат размером 0,7×0,7 мм; расстояние между центрами 1,4 мм.
(8) Угол в пересечении между рядами вдавленных участков: α=106° (как показано на фиг.4).
(9) Длина одной стороны каждой контактной области для контакта с кожей (как показано на фиг.4): 9 мм.
[0059] В качестве второго верхнего листа во влагопроницаемом листе в Примере 1 согласно настоящему изобретению использовали верхний лист, имеющий следующие характеристики.
(1) Структура штапельных волокон
а. Состав: сопряженные волокна типа "сердцевина в оболочке", содержащие полиэтилен в качестве оболочки и полиэфир в качестве сердцевины и предварительно обработанные для придания гидрофильных свойств.
b. Линейная плотность и длина волокна: смесь штапельных волокон, из которых 50% всей массы имеют линейную плотность 2,8 дтекс и длину волокон 38 мм, и остальные 50% всей массы имеют линейную плотность 2,2 дтекс и длину волокон 38 мм.
(2) Поверхностная плотность: 25 г/м2.
(3) Толщина под нагрузкой: 0,4 мм.
[0060] Пример 2 согласно настоящему изобретению.
Влагопроницаемый лист для Примера 2 согласно настоящему изобретению был выполнен при тех же условиях, что и для Примера 1, за исключением того, что длина одной стороны каждой контактной области для контакта с кожей первого верхнего листа была задана 6 мм (как показано на фиг.4).
[0061] Пример 3 согласно настоящему изобретению.
Влагопроницаемый лист для Примера 3 согласно настоящему изобретению был выполнен при тех же условиях, что и для Примера 1, за исключением того, что длина одной стороны каждой контактной области для котакта с кожей первого верхнего листа составила 18 мм, а длина соответствующих выпуклостей на валу 151, показанном на фиг.12, составила 0,5 мм.
[0062] Пример 4 согласно настоящему изобретению.
Влагопроницаемый лист для Примера 4 согласно настоящему изобретению был выполнен при тех же условиях, что и для Примера 1, за исключением того, что длина одной стороны каждой контактной области для контакта с кожей первого верхнего листа составила 12 мм, а длина соответствующих выпуклостей на валу 151, показанном на фиг.12, составила 0,5 мм.
[0063] Сравнительный Пример 1
Влагопроницаемый лист для Сравнительного Примера 1 был выполнен при тех же условиях, что и для Примера 1 согласно настоящему изобретению, за исключением того, что длина соответствующих выпуклостей составила 0,5 мм.
[0064] Сравнительный Пример 2
Влагопроницаемый лист для Сравнительного Примера 2 был выполнен при тех же условиях, что и для Примера 2 согласно настоящему изобретению, за исключением того, что длина соответствующих выпуклостей составила 0,5 мм.
[0065] Сравнительный Пример 3
Влагопроницаемый лист для сравнительного Примера 3 был выполнен при тех же условиях, что и для Примера 3 согласно настоящему изобретению, за исключением того, что вдавленные участки отсутствуют. Указанный влагопроницаемый лист соответствует первому нетканому материалу 130а, показанному на фиг.10.
[0066]
[0067] Результаты оценки доказывают, что влагопроницаемые листы для Примеров согласно настоящему изобретению, оснащенные вдавленными участками в дополнение к выступам и впадинам, превосходят влагопроницаемый лист для Сравнительного Примера 3, оснащенный выступами и впадинами, но не содержащий вдавленные участки, по эффективности, с которой подгузник вытирает кожу, смоченную выделениями организма. Результаты оценки также доказывают, что может быть выбрана относительно большая высота выпуклостей, или, если выпуклости являются относительно невысокими, длина одной стороны контактной области для контакта с кожей может быть увеличена, чтобы толщина первого верхнего листа, т.е. высота выступов в первом верхнем листе, могла составлять по меньшей мере 60% высоты выступов перед обработкой вдавливанием. Таким образом, для указанных опытных образцов в отношении оценки мягкости их текстуры были получены высокие результаты.
[0068] В целом, для четырехмесячного младенца объем мочеиспускания является небольшим и составляет примерно 20 мл, и скорость потока мочи является относительно низкой. Кроме того, такой ребенок почти все время расположен в лежачем положении, и следовательно моча, выделяющаяся из мочеиспускательного канала, часто протекает вдоль кожи ребенка и редко в направлении к подгузнику. В качестве средства, препятствующего протеканию мочи вдоль кожи ребенка, подгузник, обеспечивающий высокую эффективность вытирания, предпочтительно надевают на тело ребенка таким образом, чтобы верхний лист подгузника мог вытирать мочу при его контакте с кожей ребенка, и моча, вытертая указанным способом, могла быть абсорбирована подгузником. Как показывают Примеры согласно настоящему изобретению, приведенные в Таблице 1, верхний лист согласно настоящему изобретению демонстрирует превосходные эффективность вытирания мочи и ощущение мягкости при контакте с кожей пользователя подгузника, и таким образом подходит для использования в качестве верхнего листа подгузника одноразового использования исключительно для младенцев, возраст которых составляет всего несколько месяцев.
[0069] Первые аспекты, описанные выше, могут быть сформулированы по меньшей мере в следующих пунктах:
(i) Влагопроницаемый лист, имеющий продольное направление, поперечное направление и направление толщины, перпендикулярные друг другу, и содержащий нетканый материал из термопластичных синтетических волокон, причем обе поверхности влагопроницаемого листа пересекают направление толщины и проходят в продольном направлении и поперечном направлении, при этом одна из поверхностей оснащена выступами и впадинами, проходящими в продольном направлении и чередующимися в поперечном направлении для формирования волнистой поверхности с повторяющейся волнистостью, другая из указанных обеих поверхностей выполнена плоской, в котором
волнистая поверхность по меньшей мере в выступах содержит точечные вдавленные участки, сформированные локальным сжатием нетканого материала со стороны волнистой поверхности в направлении к противоположной поверхности; и
термопластичные синтетические волокна в нетканом материале собраны вместе более плотно во вдавленных участках и в областях, расположенных под соответствующими вдавленными участками, чем в областях, окружающих вдавленные участки, с сохранением волоконной формы каждого из термопластичных волокон.
(xi) Способ создания влагопроницаемого листа, имеющего продольное направление, поперечное направление и направление толщины, перпендикулярные друг другу, и содержащего нетканый материал из термопластичных синтетических волокон, обе поверхности которого пересекают направление толщины и проходят в продольном направлении и поперечном направлении, а одна из поверхностей оснащена выступами и впадинами, проходящими в продольном направлении и чередующимися в поперечном направлении для формирования волнистой поверхности с повторяющейся волнистостью, а другая из указанных обеих поверхностей выполнена плоской, согласно которому:
а. непрерывно подают полотно в форме массы термопластичных синтетических волокон, расположенных на воздухопроницаемых поддерживающих средствах в машинном направлении, и подвергают указанное полотно действию воздушных струй под давлением или водяных струй под давлением, выпускаемых из форсунок, расположенных в поперечном направлении, пересекающем машинное направление, над поддерживающими средствами, так что сжатый воздух или вода под давлением могут быть направлены от одной поверхности полотна к другой поверхности для формирования на одной поверхности полотна выступов и впадин, проходящих параллельно друг другу в машинном направлении и чередующихся в поперечном направлении, для формирования повторяющейся волнистости,
b. подают полотно, сформированное с выступами и впадинами, в зазор между парой вдавливающих валов, содержащих вал, имеющий гладкую окружную поверхность, и вал, имеющий выпуклости на окружной поверхности, так что выпуклости могут воздействовать на полотно в направлении от волнистой поверхности к его противоположной поверхность и таким образом локально сжимать указанное полотно в направлении от волнистой поверхности к его противоположной поверхности для формирования точечных вдавленных участков по меньшей мере в выступах, и
с. поддерживают указанные выпуклости при температуре в диапазоне, в котором обеспечена температура поверхности выпуклостей без плавления поверхности термопластичных синтетических волокон.
[0070] По меньшей мере один аспект, описанный в вышеуказанном пункте (i), обеспечивает по меньшей мере один из следующих предпочтительных эффектов:
(а) Влагопроницаемый лист согласно первому аспекту настоящего изобретения оснащен по меньшей мере в выступах вдавленными участками. Термопластичные синтетические волокна нетканого материала, формирующего влагопроницаемый лист, собраны вместе в соответствующих вдавленных участках более плотно, чем в областях, окружающих соответствующие вдавленные участки, и таким образом поддерживают его исходную волоконную форму. Следовательно, выделения организма, абсорбированные выступами, равномерно перемещаются не только во впадины, но также и во вдавленные участки, и не остаются в соответствующих выступах.
[0071] По меньшей мере один аспект, описанный в вышеуказанном пункте (xi), обеспечивает по меньшей мере один из следующих предпочтительных эффектов:
(b) Согласно способу создания влагопроницаемого листа в соответствии со вторым аспектом настоящего изобретения температуру поверхности выпуклостей поддерживают в диапазоне температур, не вызывающих плавление поверхности термопластичных синтетических волокон в нетканом материале. Следовательно, в соответствующих вдавленных участках, сформированных указанными выпуклостями, термопластичные синтетические волокна сохраняют плотный контакт друг с другом, но не соединяются посредством плавления при обработке вдавливанием.
[0072] Кроме того, в соответствии с дополнительными аспектами предложен по меньшей мере один из следующих вариантов реализации:
(ii) Вдавленные участки содержатся также в соответствующих выступах.
(iii) Последовательность вдавленных участков проходит в направлении, по диагонали пересекающем выступы и впадины, для формирования рядов, которые содержат первые ряды, проходящие параллельно друг другу в направлении, по диагонали пересекающем выступы и впадины, и вторые ряды, пересекающие первые ряды и проходящие параллельно друг другу в направлении, по диагонали пересекающем выступы и впадины.
(iv) Пара смежных первых рядов пересекает каждую пару смежных вторых рядов для формирования первой поверхности с контактной областью для контакта с кожей, окруженной первыми рядами и вторыми рядами, причем контактная область для контакта с кожей содержит по меньшей мере один ряд выступов.
(v) Контактная область для контакта с кожей имеет размер, который в продольном направлении больше ее размера в поперечном направлении.
(vi) Каждое из термопластичных синтетических волокон в нетканом материале представляет собой штапельное волокно, имеющее линейную плотность в диапазоне 1-4 дтекс, длину волокна в диапазоне примерно 30-60 мм и массу на единицу площади в диапазоне примерно 10-50 г/м2.
(vii) Влагопроницаемый волокнистый слой, сформированный из термопластичных синтетических волокон, соединен с противоположной поверхностью влагопроницаемого листа и оснащен вторыми вдавленными участками, соответственно выровненными со вдавленными участками в направлении толщины, и во вторых вдавленных участках термопластичные синтетические волокна волокнистого слоя собраны вместе более плотно, чем в областях, окружающих соответствующие вторые вдавленные участки, и таким образом сохраняют свою исходную волоконную форму.
(viii) Каждое из термопластичных синтетических волокон, формирующих волокнистый слой, является штапельным волокном или элементарной нитью с линейной плотностью в диапазоне 1-4 дтекс и массой на единицу площади в диапазоне примерно 10-50 г/м2.
(ix) Влагопроницаемый лист имеет значение Q-max 0,10 КВт/м2 или меньше, измеренное после вытирания искусственной мочи в испытании на вытирание искусственной мочи.
(x) Влагопроницаемый лист используется в качестве верхнего листа подгузника одноразового использования для ребенка, возраст которого меньше шести месяцев.
(xii) Только одна поверхность оснащена посредством выпуклостей вдавленными участками, образующими по меньшей мере два первых ряда вдавленных участков, проходящих параллельно друг другу в направлении, по диагонали пересекающем выступы и впадины, и по меньшей мере два вторых ряда вдавленных участков, по диагонали пересекающих по меньшей мере два первых ряда и проходящих параллельно друг другу в направлении, пересекающем указанные выступы и впадины.
(xiii) Влагопроницаемый волокнистый слой, содержащий штапельные волокна или элементарные нити из термопластичных синтетических волокон, соединен с противоположной поверхностью полотна, сформированного с выступами и впадинами, посредством термоплавкого адгезива для формирования композитного полотна, которое, в свою очередь, подают в зазор между парой валов для получения влагопроницаемого листа, содержащего волокнистый слой.
(xiv) Каждая из выпуклостей имеет длину, превышающую толщину композитного полотна.
[0073] Согласно вариантам реализации, сформулированным в изложенных выше пунктах (ii)-(x), предпочтительный эффект или предпочтительные эффекты, сформулированные в пункте (а), обеспечен(ы) лучше.
Согласно вариантам реализации, сформулированным в изложенных выше пунктах (xii)-(xiv), предпочтительный эффект или предпочтительные эффекты, сформулированные в пункте (b), обеспечен(ы) лучше.
Дополнительные предпочтительные эффекты соответствующих вариантов реализации могут быть достигнуты согласно соответствующим относящимся к ним частям описания.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИОННЫЕ СОСТАВЫ С ВЫСОКОЙ АБСОРБЦИОННОЙ СПОСОБНОСТЬЮ, АБСОРБИРУЮЩИЙ ЛИСТОВОЙ МАТЕРИАЛ, ПОКРЫТЫЙ ТАКИМИ СОСТАВАМИ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2186797C2 |
| Гидроспутанные волокнистые структуры | 2014 |
|
RU2655241C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2016 |
|
RU2692030C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С УЛУЧШЕННЫМ УДЕРЖАНИЕМ ЖИДКОСТИ | 2017 |
|
RU2738345C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С УЛУЧШЕННЫМ УДЕРЖАНИЕМ ТЕКУЧЕЙ СРЕДЫ | 2017 |
|
RU2738639C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С УЛУЧШЕННЫМ УДЕРЖАНИЕМ ЖИДКОСТИ | 2017 |
|
RU2749381C1 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ И ПРИМЕНЕНИЕ НЕТКАНОГО МАТЕРИАЛА В АБСОРБИРУЮЩЕМ ИЗДЕЛИИ | 2020 |
|
RU2810779C2 |
| ОДНОРАЗОВОЕ АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ С ПРАКТИЧЕСКИ НЕПРЕРЫВНО РАСПРЕДЕЛЕННЫМ АБСОРБИРУЮЩИМ ГРАНУЛИРОВАННЫМ ПОЛИМЕРНЫМ МАТЕРИАЛОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2465877C2 |
| Абсорбирующие конструктивные элементы и сердцевины с эффективной иммобилизацией абсорбирующего материала | 2014 |
|
RU2640983C1 |
| ПОДГУЗНИК ОДНОРАЗОВОГО ИСПОЛЬЗОВАНИЯ | 2004 |
|
RU2322222C2 |
Согласно настоящему изобретению предложен влагопроницаемый лист, подходящий для использования в качестве влагопроницаемого верхнего листа для предмета одежды, абсорбирующего выделения организма. Одна поверхность 58 из поверхностей 57, 58 влагопроницаемого листа 11 оснащена выступами 61 и впадинами 62, проходящими параллельно друг другу в продольном направлении А и чередующимися в поперечном направлении В. Одна поверхность 58 дополнительно оснащена по меньшей мере в соответствующих выступах 61 вдавленными участками 70. Термопластичные синтетические волокна, формирующие влагопроницаемый лист 11, в соответствующих вдавленных участках 70 собраны вместе более плотно, чем в областях, окружающих соответствующие вдавленные участки 70, и таким образом сохранена исходная волоконная форма отдельных термопластичных синтетических волокон. Изобретение позволяет улучшить абсорбцию выделений организма, за счет равномерного их перемещения не только во впадины, но и во вдавленные участки. 2 н. и 13 з.п. ф-лы, 4 пр., 1 табл., 15 ил.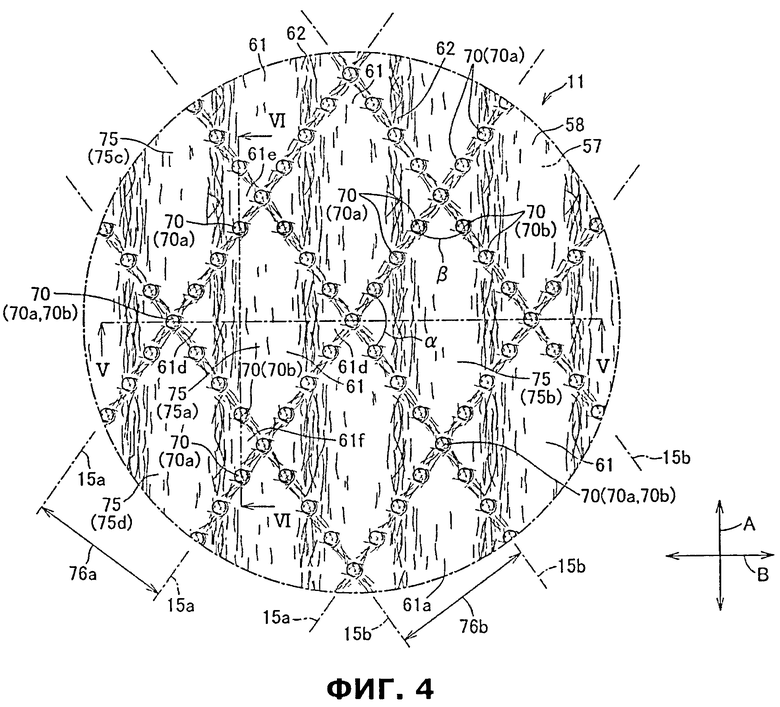
1. Влагопроницаемый лист, имеющий продольное направление, поперечное направление и направление толщины, перпендикулярные друг другу, и содержащий нетканый материал, выполненный из термопластичных синтетических волокон, причем обе поверхности влагопроницаемого листа пересекают направление толщины и проходят в продольном направлении и поперечном направлении, одна из указанных поверхностей содержит выступы и впадины, проходящие в продольном направлении и чередующиеся в поперечном направлении с формированием волнистой поверхности, имеющей повторяющуюся волнистость, другая из указанных поверхностей является плоской,
волнистая поверхность по меньшей мере в вершинах выступов содержит точечные вдавленные участки, сформированные посредством локального сжатия нетканого материала со стороны волнистой поверхности в направлении противоположной поверхности, а термопластичные синтетические волокна нетканого материала собраны более плотно во вдавленных участках и в областях, расположенных под соответствующими вдавленными участками, чем в областях, окружающих вдавленные участки, с сохранением волоконной формы каждого из термопластичных волокон.
2. Влагопроницаемый лист по п.1, в котором вдавленные участки также расположены в вершинах выступов.
3. Влагопроницаемый лист по п.2, в котором последовательность вдавленных участков проходит в направлениях, по диагонали пересекающих выступы и впадины, с формированием рядов, включающих первые ряды, проходящие параллельно друг другу в направлении, по диагонали пересекающем выступы и впадины, и вторые ряды, пересекающие первые ряды и проходящие параллельно друг другу в направлении, по диагонали пересекающем выступы и впадины.
4. Влагопроницаемый лист по п.3, в котором два смежных первых ряда пересекают каждые два смежных вторых ряда с формированием контактной области для контакта с кожей, окруженной первыми рядами и вторыми рядами и содержащей по меньшей мере один из выступов.
5. Влагопроницаемый лист по п.4, в котором контактная область имеет размер в продольном направлении больше, чем в поперечном направлении.
6. Влагопроницаемый лист по любому из пп.1-5, в котором влагопроницаемый волокнистый слой, сформированный из термопластичных синтетических волокон, соединен с противоположной поверхностью влагопроницаемого листа и содержит вторые вдавленные участки, соответственно выровненные с вдавленными участками в направлении толщины, причем во вторых вдавленных участках термопластичные синтетические волокна волокнистого слоя собраны более плотно, чем в областях, окружающих соответствующие вторые вдавленные участки, с сохранением таким образом их волоконной формы.
7. Влагопроницаемый лист по п.6, в котором каждое из термопластичных синтетических волокон, формирующих волокнистый слой, является штапельным волокном или элементарной нитью с линейной плотностью 1-4 дтекс и массой на единицу площади (основной массой) 10-50 г/м2.
8. Влагопроницаемый лист по любому из пп.1-5 и 7, в котором каждое термопластичное синтетическое волокно нетканого материала представляет собой штапельное волокно, имеющее линейную плотность 1-4 дтекс, длину волокна 30-60 мм и массу на единицу площади 10-50 г/м2.
9. Влагопроницаемый лист по п.8, который имеет значение Q-max, измеренное после вытирания искусственной мочи в испытании на вытирание искусственной мочи, 0,10 кВт/м2 или меньше.
10. Влагопроницаемый лист по любому из пп.1-5, 7 и 9, который использован в качестве верхнего листа подгузника одноразового использования для ребенка, возраст которого меньше шести месяцев.
11. Способ изготовления влагопроницаемого листа, имеющего продольное направление, поперечное направление и направление толщины, перпендикулярные друг другу, и содержащего нетканый материал, выполненный из термопластичных синтетических волокон, причем обе поверхности влагопроницаемого листа пересекают направление толщины и проходят в продольном направлении и поперечном направлении, одна из указанных обеих поверхностей содержит выступы и впадины, проходящие в продольном направлении и чередующиеся в поперечном направлении с формированием волнистой поверхности, имеющей повторяющуюся волнистость, а другая из указанных обеих поверхностей является плоской, а согласно способу
а. непрерывно подают в машинном направлении полотно в виде массы термопластичных синтетических волокон, расположенных на воздухопроницаемых поддерживающих средствах, и подвергают указанное полотно действию воздушных струй под давлением или водяных струй под давлением, выпускаемых из форсунок, расположенных в поперечном направлении, пересекающем машинное направление, над поддерживающими средствами, так что обеспечена возможность направления воздушных струй под давлением или водяных струй под давлением от одной поверхности полотна к его другой поверхности с формированием на одной поверхности полотна выступов и впадин, проходящих параллельно друг другу в машинном направлении и чередующихся в поперечном направлении с формированием повторяющейся волнистости,
b. подают полотно, сформированное с выступами и впадинами, в зазор между парой вдавливающих валов, включающих вал, имеющий гладкую окружную поверхность, и вал, окружная поверхность которого имеет выпуклости, воздействующие на полотно в направлении от волнистой поверхности к его противоположной поверхности с локальным сжатием таким образом указанного полотна в направлении от волнистой поверхности к его противоположной поверхности с формированием точечных вдавленных участков по меньшей мере в вершинах выступов, и
с. поддерживают указанные выпуклости при температуре, лежащей в диапазоне, в котором обеспечена такая поверхностная температура выпуклостей, что отсутствует плавление поверхности термопластичных синтетических волокон.
12. Способ по п.11, согласно которому одну поверхность посредством выпуклостей снабжают вдавленными участками, образующими по меньшей мере два первых ряда вдавленных участков, проходящих параллельно друг другу в направлении, по диагонали пересекающем выступы и впадины, и по меньшей мере два вторых ряда вдавленных участков, по диагонали пересекающих указанные по меньшей мере два первых ряда и проходящих параллельно друг другу в направлении, пересекающем указанные выступы и впадины.
13. Способ по п.11 или 12, согласно которому влагопроницаемый волокнистый слой, содержащий штапельные волокна или элементарные нити из термопластичных синтетических волокон, соединяют с противоположной поверхностью полотна, сформированного с выступами и впадинами, посредством термоплавкого адгезива с формированием композитного полотна, которое, в свою очередь, подают в зазор между парой валов с получения влагопроницаемого листа, содержащего волокнистый слой.
14. Способ по п.11 или 12, согласно которому каждая выпуклость имеет длину, превышающую толщину полотна.
15. Способ по п.13, согласно которому каждая выпуклость имеет длину, превышающую толщину композитного полотна.
| JP 2009273722 А, 26.11.2009 | |||
| WO 2008156075 A1, 24.12.2008 | |||
| JP 2009233099 A, 15.10.2009 | |||
| US 5449352 A, 12.09.1995. |

