Изобретение относится к литейному производству, в частности к выбивке литейных форм и отливок, и может быть использовано в автоматизированных выбивных комплексах на базе портальных роботов и манипуляторов.
Известен способ создания укрытия выбивной решетки, по которому проемы в кожухе сверху для установки полуформ и сбоку для удаления опок перекрывают на время выбивки соответственно крышкой и откатными дверями с приводом (Патент РФ №2015839, кл. B22D 29/00). После выбивки проемы открывают для удаления опоки и установки полуформы (прототип способа).
Недостаток этого способа формирования укрытия выбивной решетки состоит в длительности циклов работы крышки, перекрывающей люк, и откатных дверей. Время циклов их работы включается в продолжительность цикла выбивки (суммируются со временем установки и удаления опоки и отливки и временем выбивки), что значительно удлиняет цикл выбивки.
Технически достижимый результат - сокращение технологического цикла выбивки за счет непрерывного перекрывания проемов укрытия и улучшения условий труда за счет предотвращения выброса пыли в атмосферу цеха.
Это достигается тем, что в способе пылеподавления при выбивке литейных форм на выбивной решетке, включающем установку формы в укрытие на решетку, удаление опок и перекрывание технологических проемов укрытия для подачи форм и удаление опок на время выбивки, перекрывание технологических проемов укрытия осуществляют текучей средой в виде пенной завесы площадью не менее площади технологических проемов, а толщину пенной завесы регулируют предварительной установкой армирующих штор-решеток, причем при выбивке горячих форм проем для подачи форм дополнительно перекрывают воздушными потоками путем непрерывной подачи сжатого воздуха между пенной завесой и формой плоскими струями в направлении сечения укрытия, параллельном технологическому проему для подачи форм, и непрерывного удаления загрязненного воздуха.
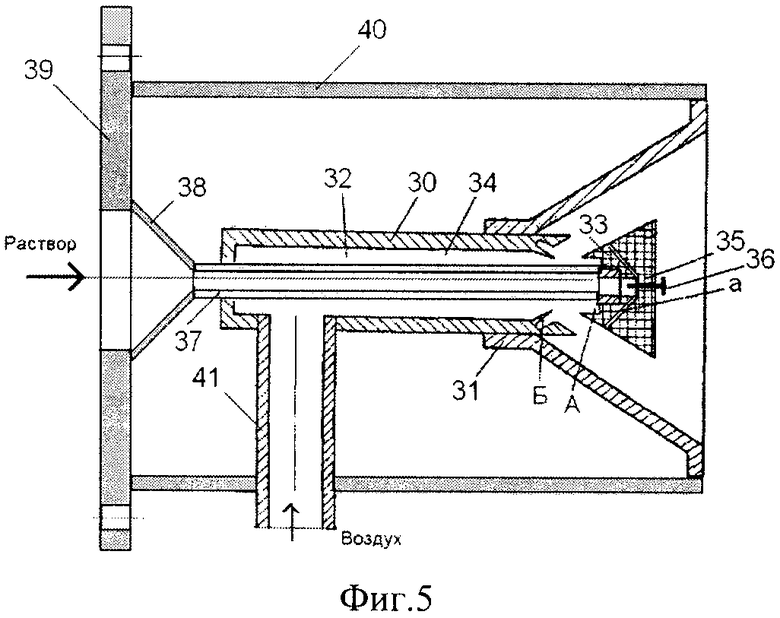
На фиг.1 показано устройство для реализации способа, общий вид, поперечный разрез; на фиг.2 - вид А на фиг.1; на фиг.3-разрез Б-Б на фиг.2; на фиг.4 - разрез В-В на фиг.3; на фиг.5 - схема пеногенератора.
Устройство для пылеподавления при выбивке литейных форм содержит укрытие выбивной решетки 1 (фиг.1, 2) для выбивки полуформ нижней 2 и верхней 3, состоит из кожуха 4 в форме колодца со стенками, установленными по периметру выбивной решетки 1 на ее раме 5. Кожух 4 имеет проемы: верхний проем 6 для установки полуформ 2, 3 манипулятором полуформ с захватами 7, 8 соответственно для нижней полуформы (и формы) и для верхней полуформы, и проем 9 в торцевой стенке 10 кожуха 4.
Непрерывное перекрытие проемов 6 и 9 образуют с помощью пенных завес 11 и 12 определенных геометрических параметров. Пенная завеса 11 создается с помощью системы пеногенераторов 13, имеющих общие системы подачи раствора пенообразователя и воздуха, количество пеногенераторов в системе по 3-4 шт. с обеих сторон кожуха 4. Пеногенераторы 13 располагаются в горизонтальной плоскости так, что их щелевые насадки 14 параллельны плоскости перекрываемого проема 6 и размещены в стенке кожуха 4 выходным отверстием 15 внутрь кожуха 4. Щелевые насадки снабжены фланцами 16 для соединения с пеногенераторами 13. Геометрические параметры пенного слоя 11 обеспечиваются в вертикальной плоскости стенками кожуха 4, благодаря чему пенная завеса 11 по площади соответствует площади проема 6. Как правило, она больше площади проема 6. Для обеспечения необходимого параметра пенной завесы 6 по высоте (толщина слоя пены) и одновременного повышения жесткости и прочности ее верхний проем 6 перекрывается двумя рядами армирующей решетки 17-18 из гибких упругих элементов (например, стальных прутков): одна решетка 17 снизу пенной завесы, перекрывающей проем 6, другая 18 сверху пенной завесы, в проеме 9. Гибкие упругие элементы решеток крепятся жестко перпендикулярно боковым стенкам кожуха с обеих сторон, достигая продольной осевой линии выбивной решетки 1 в центре. При прохождении манипулятора стальные прутки упруго изгибаются.
Пенная завеса 12 создается в проеме 9 для удаления опок с помощью пеногенератора 19, устанавливаемого над проемом, щелевой насадок 20 которого своим выходным концом обращен в проем. Площадь пенной завесы 12 ограничена стенками проема, а толщина - двумя рядами штор 21, 22 из гибких элементов, например из гибких ремней типа резиновых или резинокордовых лент. При удалении опок 2, 3 шторы 21, 22 с пенной завесой 12 между ними свободно пропускают опоки, перемещаемые с выбивной решетки 1 на рольганг 23.
Для образования третьего вида перекрытия верхнего проема 6 кожуха 3 в виде воздушного потока 24, образуемого плоскими струями, служит система активированного отсоса. Последняя состоит из трубопровода 25 сжатого воздуха с соплами 26, установленного вдоль проема 6 (в конкретном примере вдоль продольной стенки кожуха 3), и бортовой отсасывающей панели 27 (одной или состоящей из нескольких секций), также устанавливаемой вдоль проема 6 (в данном случае вдоль продольной стенки кожуха 3). При этом всасывающий патрубок 28 и сопла 26 выведены во внутреннее пространство кожуха 3, где находится непосредственный источник выделения вредностей, и расположены под нижней армирующей решеткой 17 над выбиваемым изделием.
Описываемая панель 27 и трубопровод 25 встроены в боковые стенки кожуха 3. В этом случае их фланцы 29 - для присоединения к общей системе аспирации и пылеулавливания, и фланец трубопровода 25 (на фиг. не показан) выведены на наружную сторону стенок кожуха 3.
Стенки кожуха 3 выполнены тепло- и звукоизолирующими. Для этого они изготовляются из двух слоев оцинкованного железа со слоем теплоизоляционного и шумопоглощающего материала между ними. Стенки могут быть собраны из отдельных панелей, выполненных в виде рамки из профильного железа, со стенками из металла и набитыми матами из звуко- и теплоизолирующего материала.
Устройство для пылеподавления при выбивке литейных форм работает следующим образом.
Полуформа 2, 3 (или форма, состоящая из верхней 3 и нижней 2 полуформ) устанавливается на выбивную решетку 1 через верхний проем 6 кожуха 4 манипулятором с захватами 7 (для нижней полуформы 2) или 8 (для верхней полуформы 3).
При установке формы верхняя полуформа 3 удаляется манипулятором с захватами 8 на временную позицию, из нижней полуформы 2 удаляется отливка. Производится выбивка нижней 2 полуформы, которая после выбивки удаляется. На место нижней полуформы 2 манипулятором устанавливается верхняя полуформа 3, освобождается от захватов 8 и выбивается. Удаление верхней и нижней выбитых опок производится через проем 9 в торцевой стенке 10.
Отношение времени выбивки полуформ 23 на выбивной решетке 1 к общему времени цикла выбивки составляет 1:3.
При прохождении рабочего органа манипулятора с полуформой 2 через проем 6 решетки 17, 18 из гибких прутков загибаются вниз, а при установке полуформы 2 на решетку 1 и удалении манипулятора они распределяются и создают решетчатое перекрытие в два слоя. При удалении опоки происходит то же самое с гибкими шторами 21, 22.
Способ создания укрытия выбивной решетки состоит в следующем. На весь цикл выбивки полуформ 2, 3 включают в работу пеногенераторы 13, 19 и создают пенную завесу 11 между двумя рядами решеток 17 и 18.
Одновременно включают в работу систему активной аспирации загрязненного воздуха с подачей плоских струй сжатого воздуха из сопел 26 трубы 25 и создают воздушный поток 24 под пенообразующей завесой 6.
Манипулятор с полуформами 2, 3 проходит сквозь эти два перекрытия из текучих сред. При этом часть пенного слоя разрушается. После установки полуформ 2, 3 манипулятор выходит из кожуха 3 через верхний проем 6 и также разрушает часть пенного слоя. Так как генерацию пены ведут непрерывно, то слой пены постоянно восстанавливается. При выбивке полуформ 2 образующиеся вредности - пыль, газы и др. выделения сдуваются воздушным потоком 24 в патрубок 28 бортовой отсасывающей панели 27. Этот поток как бы отсекает непрерывно верхушку гриба образующейся пылевой тучи и относит ее в патрубок 28. Твердые частицы пыли, прорвавшиеся сквозь этот воздушный поток, врываются в слой пены и взаимодействуют с пей. Твердые частицы действуют па пузырьки пены как шрапнель и гасят их. Но одновременно они смачиваются пенным раствором, агрегатируются и падают вниз.
Пеногенератор акустического типа (фиг.5) состоит из полого цилиндрического корпуса 30, конического диффузора 31, подвижно закрепленного на одном из его концов. Внутри корпуса 30, коаксиально ему, расположена с зазором 32 к корпусу 30, труба 37, подающая водный раствор пенообразователя. На одном из концов трубы 37 закреплен наконечник 33, выполняющий функции распылителя, причем он расположен соосно раструбу диффузора 31. Внешняя поверхность наконечника 33 выполнена в виде усеченного конуса, конусность которого совпадает с конусностью диффузора 31. Наконечник 33 жестко крепится на конце трубы 37, например посредством резьбового соединения. Он состоит из двух раздельных частей 33 и 35, скрепленных между собой болтовым крепежным элементом 36, таким образом, что между его частями имеется зазор «а», образованный двумя соосными коническими поверхностями этих раздельных частей, причем направление конических поверхностей, образующих зазор «а», противоположно конической поверхности усеченного конуса, образующего его внешнюю поверхность. На меньшем основании усеченного конуса наконечника выполнена цилиндрическая проточка, которая образует с внешней поверхностью трубы 32 кольцевую резонирующую полость А. На конце корпуса, обращенного в сторону наконечника 33, расположена вторичная резонирующая полость Б, образованная в торце корпуса и выполненная по форме в виде открытой тороидальной поверхности. Сопловая щель 34 образована двумя цилиндрическими поверхностями: внутренней поверхностью корпуса 30 и внешней - трубы 37 и частью тороидальной поверхности резонирующей полости Б.
Перпендикулярно корпусу 30 прикреплена к нему трубка 41 для подачи воздуха (газа) под давлением порядка 0,3…0,6 МПа. Труба 37, подающая водный раствор пенообразователя, крепится своим вторым концом к конфузору 38, жестко связанному с фланцем 39 для подсоединения к агрегату (на чертеже не показано) для подачи водного раствора пенообразователя. Цилиндрическая обечайка 40 жестко связывает фланец 39 с коническим диффузором 31.
Пеногенератор акустического типа работает следующим образом.
Водный раствор пенообразователя поступает по трубе 37 в наконечник 33, а оттуда через зазор «а» выходит в зону акустических колебаний, источником которых является газовая среда, вытекающая из сопловой щели 34 в резонирующую полость А.
Под действием энергии акустических колебаний водный раствор пенообразователя распиливается и затем, увлекаемый отработанной в излучателе газовой средой (имеющей определенное направление за счет величины зазора между наконечником 33 и диффузором 31), образует факел распыленной жидкости. Заданная форма факела может быть получена путем перемещения диффузора 31 вдоль оси распылителя. Акустические колебания, возникающие в системе «сопловая щель 34 - резонирующая полость А», усиливаются во вторичной резонирующей полости Б. Акустические колебания обеспечивают дробление разнородной пены и получение на выходе из пеногенератора мелкодисперсной (1-2 мм в поперечнике) однородной пены.
Даже при граничных условиях работы пеногенератора, т.е. при низких давлениях водного раствора пенообразователя на входе пеногенератора (8 атм.) и низких температурах окружающей среды (-15°C) пена под давлением, создаваемым пеногенератором, прекращает доступ пыли.
Способ пылеподавления при выбивке литейных форм осуществляют следующим образом.
Технологическим процессом выбивки предусматривается последовательная выбивка нижней и верхней полуформ на одной выбивной решетке и отливок купальных ванн на другой выбивной решетке. Для этого литейная форма в составе нижней и верхней полуформ подается манипулятором сверху и устанавливается на выбивную решетку. Форма освобождается от захватов манипулятора, а верхняя полуформа захватывается другой парой захватов этого же манипулятора, поднимается и отводится в сторону. Другой манипулятор опускается сверху и захватывает отливку (которая предварительно выталкивается из нижней полуформы), поднимает ее и переносит на выбивную решетку для отливок.
После этого нижняя полуформа выбивается и нижняя опока удаляется цепным передаточным устройством на рольганг возврата опок. Верхняя полуформа тем же манипулятором устанавливается на выбивную решетку, освобождается от захватов, подвергается выбивке и удаляется на рольганг возврата опок. Технологический цикл выбивки повторяется. Таким образом, на протяжении всего цикла выбивки сверху над выбивной решеткой поднимается и опускается манипулятор свободный, с формой или с верхней полуформой и манипулятор с отливкой, а через торец решетки удаляются опоки - верхняя и нижняя. Данный способ применяется для выбивных решеток, укрытых по периметру жесткими стенками, образующими кожух в форме колодца, у которого сверху имеется проем для движения (подъема и опускания) манипуляторов, а в торцевой стенке - проем для движения опок.
Способ заключается в перекрывании проемов на все время цикла выбивки, включая установку и удаление форм, полуформ, опок и отливок.
Проемы перекрывают текучей средой в виде пенной завесы заданных геометрических параметров. Пенную завесу создают путем непрерывной подачи пены в зоны проемов на всем протяжении цикла выбивки. Площадь слоя пены должна быть не менее площади проемов. При перекрытии верхнего проема эта площадь ограничивается стенками кожуха, а при перекрытии нижнего проема - стенками проема. Граничные значения толщины слоя пены зависят от дисперсного состава пыли, образующейся при выбивке, и составляют 45 мм при дисперсности пыли <50 мкм и плотности сыпучего сырья 1200 кг/м3 и 150 мм при дисперсности пыли >100 мкм при той же плотности.
При выбивке форм для получения отливок купальных ванн принимали толщину слоя пены равной 300 мм. Ограничение слоя пены по толщине производится с помощью двухслойных решеток или штор, перекрывающих проемы. Решетки или шторы выполнены из гибких элементов и предназначены для ограничения геометрических размеров пены по толщине и армирования пенного слоя. Образование пенных завес в зоне верхнего и бокового проемов кожуха производится непрерывно на протяжении всего цикла выбивки. В моменты прохождения манипуляторов через проемы, которые осуществляются сквозь слой пены, пена частично гасится. Однако в связи с тем, что пена образуется, подается в зону проема непрерывно, то сплошность перекрытия проема слоем пены не нарушается. Армирующие решетки и шторы из гибких элементов способствуют прочности пенного слоя и отделяют его от источника выделения вредностей. Они обеспечивают свободное прохождение манипулятора и предметов труда.
Под пенной завесой, перекрывающей верхний проем, создают поток воздуха в виде плоских струй в направлении плоскости сечения кожуха, параллельного плоскости проема. Для создания потока воздуха производят непрерывную подачу сжатого воздуха с одной стороны кожуха и непрерывное удаление загрязненного воздуха с другой стороны кожуха. Поток воздуха, проходя над выбиваемым изделием, частично охлаждает его и образует над горячим изделием воздушную прослойку с более низкой температурой. Это позволяет изолировать пенную завесу от действия горячих потоков воздуха от изделия.
Поток воздуха уносит с собой выделяющиеся при выбивке твердые частицы, благодаря чему в окружающее пространство цеха попадает меньшее количество пыли. Воздушный поток не препятствует прохождению сквозь него манипуляторов и предметов труда.
Использование данного изобретения позволит производить загрузочно-разгрузочные работы без останова устройства, т.е. увеличить производительность и предотвратить выбросы пыли в атмосферу цеха.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЫЛЕПОДАВЛЕНИЯ ПРИ ВЫБИВКЕ ФОРМ НА ВЫБИВНОЙ РЕШЕТКЕ И УКРЫТИЕ ВЫБИВНОЙ РЕШЕТКИ | 1991 |
|
RU2015839C1 |
| СИСТЕМА ПОЖАРОТУШЕНИЯ В ВЕРТИКАЛЬНЫХ РЕЗЕРВУАРАХ | 2011 |
|
RU2452542C1 |
| РЕЗЕРВУАР ДЛЯ ХРАНЕНИЯ ЖИДКИХ ГРУЗОВ | 2011 |
|
RU2456419C1 |
| ПЕНОГЕНЕРАТОР | 2011 |
|
RU2448750C1 |
| УСТРОЙСТВО ДЛЯ КОНСЕРВАЦИИ И ОЧИСТКИ ЗАГРЯЗНЕННОГО ВОЗДУХА | 2011 |
|
RU2448747C1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ПЕНОПЛАСТА ИЗ ПЕНООБРАЗУЮЩЕЙ И СМОЛЯНОЙ КОМПОЗИЦИИ | 2011 |
|
RU2471627C2 |
| ПЕНОГЕНЕРАТОР ДЛЯ ПЕНОБЕТОНОСМЕСИТЕЛЬНЫХ УСТАНОВОК | 2011 |
|
RU2461458C1 |
| ПЕНОГЕНЕРАТОР | 2013 |
|
RU2514232C1 |
| ПЕНОГЕНЕРАТОР ЭЖЕКЦИОННОГО ТИПА С ВИХРЕВЫМ РАСПЫЛИТЕЛЕМ | 2011 |
|
RU2451560C1 |
| ВИХРЕВОЙ ПЕНОГЕНЕРАТОР ЭЖЕКЦИОННОГО ТИПА | 2011 |
|
RU2451559C1 |



Изобретение относится к литейному производству. Полуформа 2, 3 устанавливается на выбивную решетку 1 через верхний проем 6 кожуха 4 манипулятором с захватами 7 или 8. Производится выбивка нижней 2 полуформы, затем верхней полуформы 3. При выбивке полуформ 2, 3 включают пеногенераторы 13, 19 и создают пенную завесу 11 между двумя рядами решеток 17 и 18. Одновременно включают систему активной аспирации загрязненного воздуха с подачей плоских струй сжатого воздуха из сопел 26 трубы 25 и создают воздушный поток 24 под пенообразующей завесой 6. Образующиеся при выбивке полуформ 2 пыль и газы сдуваются воздушным потоком 24 в патрубок 28 бортовой отсасывающей панели 27. Обеспечивается сокращение технологического цикла выбивки и улучшение условий труда. 5 ил.
Устройство пылеподавления при выбивке литейных форм, содержащее кожух с технологическими проемами для установки форм и удаления опок, средства перекрывания технологических проемов и систему аспирации, при этом средства перекрывания технологических проемов представляют собой систему генерации пены, выполненную в виде пеногенераторов с щелевыми насадками, расположенными параллельно плоскости технологических проемов, при этом технологические проемы имеют двухрядные шторы для формирования геометрических параметров пенной завесы из гибких элементов, а система аспирации представляет собой бортовую отсасывающую панель, расположенную вдоль одной стенки кожуха, и трубопровод с подающими соплами, расположенный на противоположной стенке кожуха, при этом всасывающий патрубок отсасывающей панели и подающие сопла трубопровода расположены в поперечном сечении кожуха под нижней шторой проема для установки форм, а щелевые насадки пеногенераторов, бортовой отсос и трубопровод для подачи сжатого воздуха вмонтированы в боковую стенку кожуха с выводом выходных отверстий щелевых насадок пеногенератора, всасывающего патрубка бортового отсоса и сопел трубопровода сжатого воздуха внутрь кожуха и имеют фланцы с наружной стороны кожуха для присоединения соответственно к системе генерации пены, общей системе аспирации и очистки воздуха и системе подачи сжатого воздуха, при этом кожух выполнен из соединенных в единое целое звуко- и теплоизолирующих панелей, отличающееся тем, что пеногенератор выполнен акустического типа, состоит из полого цилиндрического корпуса, конического диффузора, коаксиально расположенной корпусу трубы с наконечником, подающей водный раствор пенообразователя, а конический диффузор подвижно закреплен на одном из концов полого цилиндрического корпуса, а внутри корпуса коаксиально ему расположена с зазором к корпусу, труба, подающая водный раствор пенообразователя, при этом на одном из концов трубы закреплен наконечник, выполняющий функции распылителя и расположенный соосно раструбу конического диффузора, при этом внешняя поверхность наконечника выполнена в виде усеченного конуса, конусность которого совпадает с конусностью диффузора, а наконечник жестко крепится на конце трубы, например, посредством резьбового соединения, при этом наконечник состоит из двух раздельных частей, скрепленных между собой болтовым крепежным элементом таким образом, что между его частями имеется зазор а, образованный двумя соосными коническими поверхностями этих раздельных частей, причем направление конических поверхностей, образующих зазор а, противоположно конической поверхности усеченного конуса, образующего его внешнюю поверхность, а на меньшем основании усеченного конуса наконечника выполнена цилиндрическая проточка, которая образует с внешней поверхностью трубы кольцевую резонирующую полость А, причем на конце корпуса, обращенного в сторону наконечника, расположена вторичная резонирующая полость Б, образованная в торце корпуса и выполненная по форме в виде открытой тороидальной поверхности, а сопловая щель образована двумя цилиндрическими поверхностями - внутренней поверхностью корпуса и внешней поверхностью трубы, а также частью тороидальной поверхности резонирующей полости Б, при этом перпендикулярно корпусу прикреплена трубка для подачи воздуха под давлением, а труба, подающая водный раствор пенообразователя, крепится своим вторым концом к конфузору.
| СПОСОБ ПЫЛЕПОДАВЛЕНИЯ ПРИ ВЫБИВКЕ ФОРМ НА ВЫБИВНОЙ РЕШЕТКЕ И УКРЫТИЕ ВЫБИВНОЙ РЕШЕТКИ | 1991 |
|
RU2015839C1 |
| ПЕНОГЕНЕРАТОР АКУСТИЧЕСКОГО ТИПА | 2009 |
|
RU2401679C1 |
| Устройство для выбивки литейных форм | 1986 |
|
SU1315126A2 |
| Способ очистки отливок в галтовочном барабане | 1988 |
|
SU1629153A1 |

