Описание изобретения
Устройство предназначено для резки электропроводящих материалов путем бесконтактного нагрева.
Наиболее близким по технической сущности к заявляемому изобретению является индукционный нагреватель, индуктор которого, представляющий собой электрическую катушку, запитывают переменным током высокой частоты. Такие индукторы обладают существенным недостатком: резистивные катушки не позволяют достичь высоких значений магнитного поля.
В настоящее время, для индукционной плавки металлов [1, 2] широкое распространение получили стационарные (неподвижные) индукторы, запитываемые переменным током высокой частоты.
Однако медные катушки индуктора обладают существенными недостатками:
1. Наличие конечного резистивного сопротивления и скин-эффекта приводят к интенсивному нагреву самого индуктора, что накладывает ограничения на плотность тока и величину создаваемого им магнитного поля. В свою очередь, величина квадрата индукции магнитного поля является важнейшим параметром, влияющим на нагрев электропроводящего материала.
2. Индуктор без ферромагнитных сердечников не позволяет создать достаточное магнитное поле на расстоянии более нескольких сантиметров до разрезаемого электропроводящего материала.
3. Глубина проникновения магнитного поля зависит от его частоты - при увеличении частоты поля, необходимой для эффективного нагрева, глубина проникновения поля уменьшается. Отсюда следует, что для эффективного одновременного нагрева всего объема электропроводящего материала необходимо увеличивать индукцию магнитного поля.
Ротор с индуктором на основе высококоэрцитивных постоянных магнитов из редкоземельных материалов типа Nd-Fe-B может при вращении может бесконтактно резать электропроводящие материалы путем бесконтактного нагрева, однако в настоящее время постоянные магниты уступают сверхпроводниковым обмоткам по величине создаваемого магнитного поля. Данный недостаток выражается в большем времени реза, по сравнению с индуктором на основе сверхпроводниковых обмоток возбуждения, в необходимости наличия большого количества полюсов (более ста) и предельно высокой линейной скорости вращения ротора.
Задачей изобретения является значительное увеличение магнитного поля индуктора за счет использования в индукторе сверхпроводниковой обмотки [3].
Существуют три принципиальных способа обеспечить индукционный нагрев путем изменения магнитного поля от индуктора в разрезаемом электропроводящем материале:
1. Электропроводящий материал неподвижен, неподвижный индуктор запитывают переменным током и тем самым создают переменное магнитное поле. Использование в катушке индуктора высокотемпературного сверхпроводника второго поколения позволит увеличить магнитное поле, однако сверхпроводники имеют ограничение на частоту питаемого тока до 15-18 Гц.
2. Электропроводящий материал быстро перемещают в постоянном магнитном поле неподвижного индуктора. Значительные размеры и масса нагреваемых металлических конструкций, как правило, не позволяют быстро перемещать их относительно постоянного поля индуктора.
3. Индуктор с постоянным магнитным полем быстро перемещают относительно неподвижного электропроводящего материала. Таким образом, для обеспечения изменения постоянного магнитного потока от сверхпроводниковой обмотки индуктора, сцепленного с нагреваемым электропроводящем материалом, необходимо перемещать сам индуктор. Это достигается путем расположения полюсов сверхпроводникового индуктора на вращаемом роторе.
Для обеспечения высокой частоты сцепленного с электропроводящим материалом поля необходимо увеличивать частоту вращения ротора (ограниченную прочностными характеристиками) и число пар полюсов (ограничено предельно допустимым радиусом сгиба провода обмотки). Для регулирования глубины проникновения магнитного поля можно изменять число пар полюсов путем инвертирования направления протекания тока в половине полюсных обмоток.
На чертеже показана конструкция индукционной электромагнитной фрезы.
Устройство содержит многополюсный ротор (аналогичный ротору электромагнитного синхронного генератора прямой конструкции [4]) с обмотками возбуждения, питаемыми постоянным током. Конструктивный коэффициент машины (отношение длины к диаметру) составляет порядка 0,1...0,01. На явнополюсном ферромагнитном сердечнике индуктора 1 размещена обмотка возбуждения 2. Индуктор находится во вращающемся криостате 3, через который прокачивается хладагент. Варианты конструкций криостата и способы подвода хладагента подробно описаны в [3]. С целью уменьшения магнитного зазора, необходимо обеспечить минимально допустимую толщину стенки криостата, при которой величина теплопритоков будет не более, чем необходимо для поддержания состояния сверхпроводимости обмотки при заданном расходе хладагента. Дополнительно скорость нагрева разрезаемого электропроводящего материала можно увеличить высокими гармоническими составляющими поля, обеспечив максимальную неравномерность магнитного поля в рабочем зазоре путем размещения зубцовой зоны на ферромагнитном полюсном башмаке 4.
Устройство работает следующим образом. При подключении обмотки возбуждения к источнику постоянного напряжения, по ней начинает протекать постоянный ток, создающий постоянный магнитный поток. Подача постоянного тока на обмотки возбуждения ротора осуществляется с помощью группы щеточно-кольцевых скользящих контактов. При вращении ротора этот магнитный поток индуцирует в разрезаемом электропроводящем материале вихревые токи (токи Фуко). В случае наличия у разрезаемого электропроводящего материала ферромагнитных свойств происходит переориентация магнитных доменов и возникает дополнительный нагрев за счет гистерезисных потерь. Наведение индуцированных токов приводит к возникновению электромагнитной силы, направленной по направлению вращения ротора по касательной. При зонном расплавлении эта сила Ампера срывает поверхностный электропроводящий слой материала, обеспечивая возможность дальнейшего проникновения ротора фрезы вглубь разрезаемого тела.
Изобретение может получить широкое распространение для демонтажа металлических корпусов бронетехники, подводных лодок, самолетов, ракет. Изобретение особо перспективно для резки стальной арматуры внутри железобетонных конструкций. При необходимости, устройство можно использовать для локального бесконтактного нагрева электропроводящего материала, не достигая температуры плавления, путем уменьшения частоты вращения или тока возбуждения. Для увеличения скорости реза возможно совместное использование устройства с кислородно-воздушной газовой струей высокого давления. Устройство может также использоваться совместно со струей инертного газа в качестве флюса для индукционной сварки электропроводящих материалов.
Источники информации
1. Владимир Ланин. Высокочастотный электромагнитный нагрев для пайки электронных устройств. Технологии в электронной промышленности. №5, 2007.
2. Слухоцкий А.Е. Установки индукционного нагрева. - Л.: Энергоиздат, 1981.
3. Бертинов А.И., Алиевский Б.Л. Сверхпроводниковые электрические машины и магнитные системы. - М.: Издательство МАИ. 1993.
4. Иванов-Смоленский А.В. Электрические машины. - М.: МЭИ. 2006.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сверхпроводниковая индукторная электрическая машина с комбинированным возбуждением | 2018 |
|
RU2696090C2 |
| Двухпакетная индукторная электрическая машина с комбинированным возбуждением (варианты) | 2018 |
|
RU2696273C1 |
| Ротор магнитоэлектрической машины и способы его изготовления (варианты) | 2022 |
|
RU2793195C1 |
| Сверхпроводниковая синхронная электрическая машина с обмотками якоря и возбуждения в неподвижном криостате | 2017 |
|
RU2664716C1 |
| Электрическая машина с постоянными магнитами и обмотками из высокотемпературного сверхпроводникового материала | 2017 |
|
RU2648677C1 |
| БЕСКОНТАКТНАЯ РЕДУКТОРНАЯ МАГНИТОЭЛЕКТРИЧЕСКАЯ МАШИНА С ЯВНОПОЛЮСНЫМ ЯКОРЕМ | 2010 |
|
RU2416860C1 |
| СВЕРХПРОВОДНИКОВАЯ СИНХРОННАЯ МАШИНА | 2001 |
|
RU2180156C1 |
| ОДНОФАЗНЫЙ БЕСКОНТАКТНЫЙ МАГНИТОЭЛЕКТРИЧЕСКИЙ ГЕНЕРАТОР | 2009 |
|
RU2393615C1 |
| БЕСКОНТАКТНАЯ РЕДУКТОРНАЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА С АКСИАЛЬНЫМ ВОЗБУЖДЕНИЕМ | 2010 |
|
RU2437199C1 |
| БЕСКОНТАКТНАЯ РЕДУКТОРНАЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА С ЯВНОПОЛЮСНЫМ ЯКОРЕМ | 2010 |
|
RU2416859C1 |
Изобретение может быть использовано для бесконтактной индукционной резки электропроводящих материалов, в частности демонтажа металлических корпусов, стальной арматуры внутри железобетонных конструкций. Устройство выполнено в виде многополюсного ротора. Ротор содержит установленные на ферромагнитных сердечниках индуктора обмотки возбуждения, преимущественно сверхпроводниковые, с возможностью подачи на них постоянного тока. Сердечники размещены во вращающемся криостате, через который прокачивается хладагент, с возможностью индуцирования в разрезаемом материале при вращении ротора вихревых токов. Вихревые токи обеспечивают нагрев и зонное расплавление материала. При этом возникает электромагнитная сила, направленная по касательной к направлению вращения ротора, срывающая расплавленный слой разрезаемого материала. На ферромагнитных сердечниках индуктора размещены полюсные башмаки с зубцовой зоной, обеспечивающие максимальную неравномерность магнитного поля в рабочем зазоре для ускорения нагрева. Использование сверхпроводниковой обмотки обеспечивает значительное увеличение магнитного поля индуктора. 2 з.п. ф-лы, 1 ил.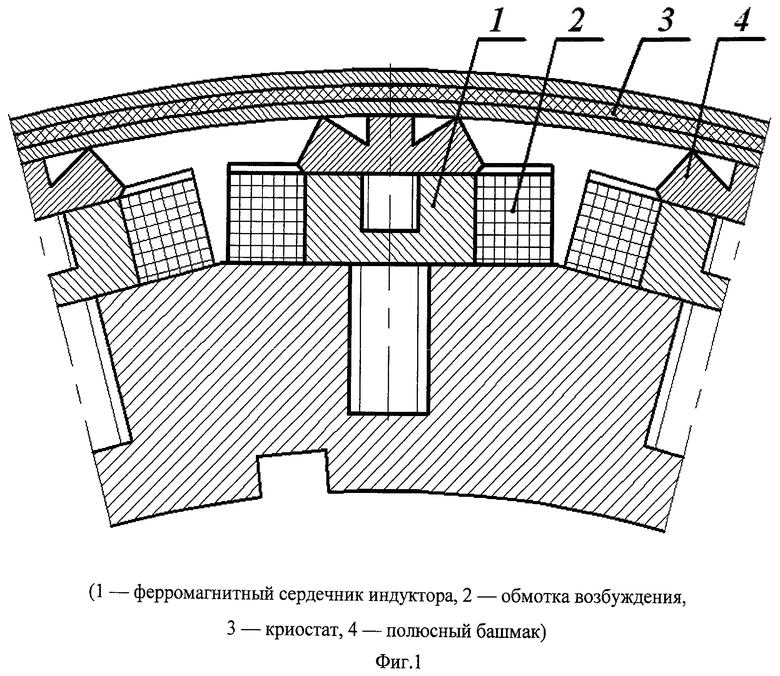
1. Устройство для резки электропроводящих материалов путем бесконтактного нагрева, отличающееся тем, что оно выполнено в виде многополюсного ротора, содержащего установленные на ферромагнитных сердечниках индуктора обмотки возбуждения с возможностью подачи на них постоянного тока, размещенные во вращающемся криостате, с возможностью индуцирования в разрезаемом материале при вращении ротора вихревых токов с обеспечением зонного расплавления и возникновения электромагнитной силы, направленной по касательной к направлению вращения ротора, срывающей расплавленный слой разрезаемого материала.
2. Устройство по п.1, отличающееся тем, что обмотки возбуждения выполнены сверхпроводниковыми.
3. Устройство по п.1, отличающееся тем, что на ферромагнитных сердечниках индуктора размещены полюсные башмаки с зубцовой зоной, обеспечивающей максимальную неравномерность магнитного поля в рабочем зазоре для ускорения нагрева.
| Способ газовой резки кислородной струей металлов | 1948 |
|
SU89857A1 |
| 0 |
|
SU162261A1 | |
| ДИСКОВАЯ ПИЛА | 1939 |
|
SU60500A1 |
| Способ разделения металлических заготовок | 1990 |
|
SU1795930A3 |
| US 6043469 А, 28.03.2000 | |||
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |

