Изобретение касается способов газовой резки металлов. Резка путем применения струи кислорода известна. Недостаток этого способа-неравпомерное снятие металла при резке, особенно заметное при резке металла бо.тылой толщины.
В целях устранения указанного недостатка, предлагается взамен подогрева поверхности металла в месте резки ацети;геио-кис.1ородныл н.1амеием производить индукционным способом.
Особенность ИНДУКЦИОННОГО подогрева в данном случае заключается в том, что индуктором и нагреваемой поверхностью может быть установ.чеио расстояние в 4- 5 мм, достаточное д.ш обеспечения подачи кислоро/и к месту разреза1П1Я мета.чла.
При этом образ юи1аяся в металле- прорезь всегда шире нндуктора, вследствие MeiO последний, а также трубка, подводящая кис.юрод, могут свободно перемещаться в прорези.
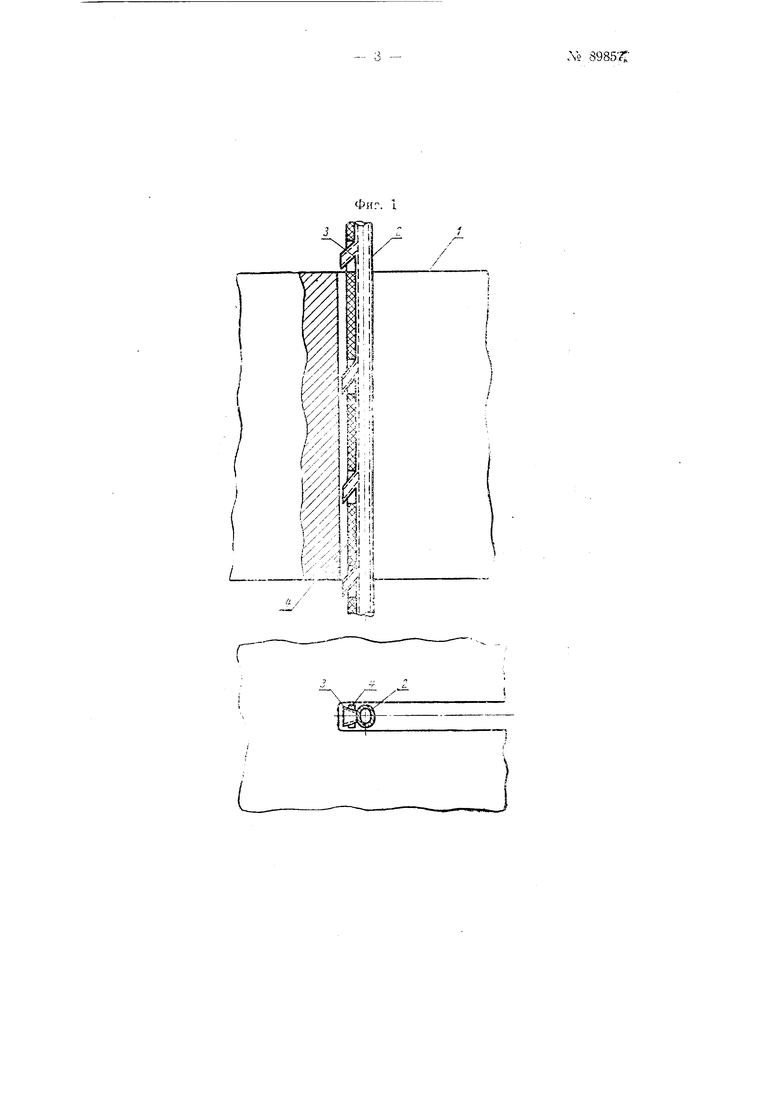
На фиг. 1 показан пример индукционно-газовой резки толстых листов металла; на фиг. 2-пример
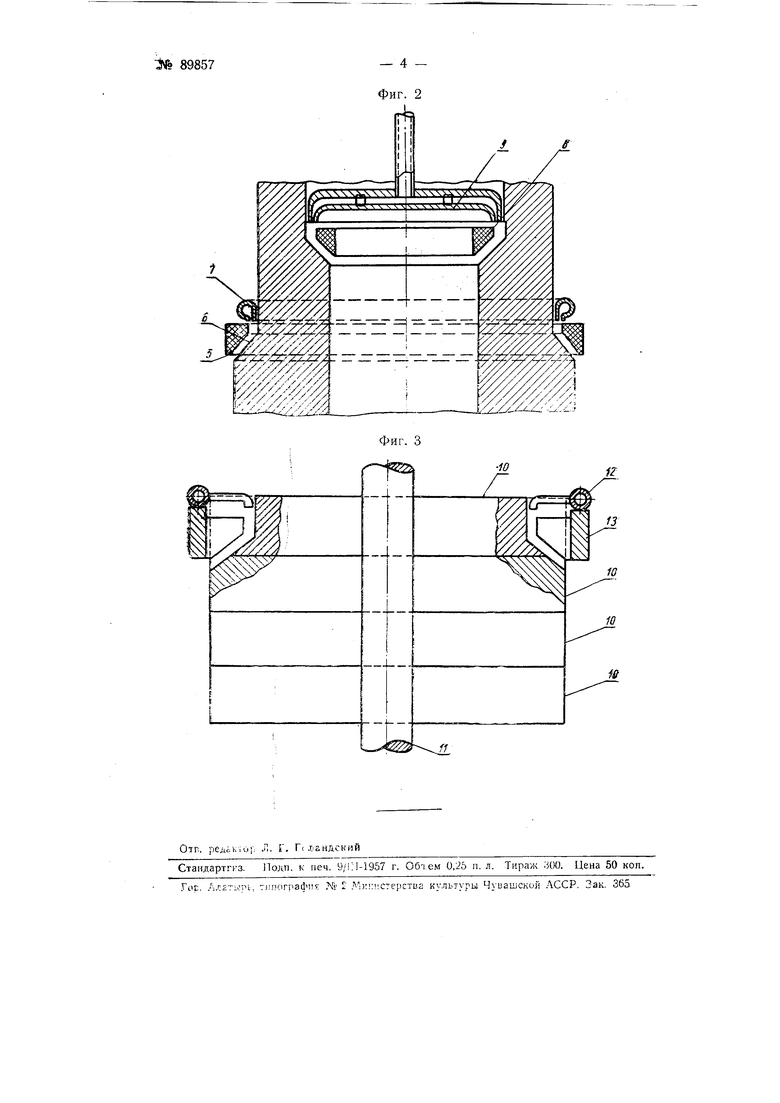
индукционно-газовои резки по наружному и внутреннему диаметрам изделия; на фиг. 3-пример применения индукционно-газовои резки для черновой нарезки зубьев 1нестерен.
В с.Ичае резки толстых листов /, как это показано на фш. 1, кис.чород подается в разрез трубкой 2, снабженной боковыми отводами о, иаправ, енными в cToiwux разрезаемого .тиста /. Отводы могут быть расположены один от другого на расстоянии 40-50 мм. На трубке отводами смонтированы секн.ни индуктора -/. Трубка 2 с секциями ннд ктора -:/ с1П5ерн ает колебате.тьное движегще вдо.ш оси трубки на ве.П1чин , б расстояние отводами о. В этом с. обеспечена одновременная резка метал,la по всей толни1не листа.
Резка по наружному диаметру (см. фиг. 2) производится при поMOHiH ко.- ьцевого индуктора 5, обеспечивающего подогрев наклонной плоиади 6 по всей окружности.
Для подачи кислорода к этой поBcpxuocTi при геисна ко.чьцсвая трубка 7 с узкой прорезью снизу.
Для обработки внутренней поверхности применяется ги дуктор 8, также кольцевую форму. Подача кислорода может производиться как кольцевой трубкой, по;1.обной трубке 7, так и с помонцзЮ тарельчатого распреде-лителя .9 кие.лорода.
Обработка по внутреииему диаметру возможна лишь в том е.лучае, ес.ли 3aiOTOiiKa имеет уже внутреннее отверстие.
Д.1Я нарезки И1естсрен 10 заготовки их собирают в пакет н насаживают на стержень //, центрирующий HjecTepHH.
Для резки применяется кольцевое приспособление 12, .диаметр которого соответствует наружному диаметру шестерен. На внутренней стороне этого приспособления смонтированы индукторы 1 с выступами, имеющими конфи Лрацию применительно к форме прорезей между зубьями.
Расстояние между ин.1,укторамн н отвода.ми кольцевой трубки должно соответствовать шагу нарезаемых зубьев. Все приепогобление перемещается сверху вниз.
Способ может быть примеиен для выно.лнения работ, заменяющих строжку, обточку, расточку и различные виды фрезерования. Oii пригоден и для обработки изделий, имеюш.их поперечное сечение эллиптическое, треугольное, прямоугольное или иной формы. При этом индуктору и трубкам для подачи кислорода придают соответствующую конфигурацию.
Равным образом способ пригоден и для обработки внутренних поверхностей с различной формой сечения отверстий.
Предмет изобретения
1. Способ газовой резки металлов кислородной струей в виде толстых
изделии и .листов, а также изделии цилиндрической формы большого диа.метра с применением тока высокой частоты для подогрева металла, о т л и ч а ю ш и и с я тем, что, с це.лью равномерного снятия метал.ла по всей г.лубиие разрезки, в зазор вводял; трубку с отводами для ггодач;1 кислорода и индуктором, расположенным в виде секций между отводами.
2.Способ по п. 1, отличаюш и и с я тем. что П1)и.меняют ко.лебательное осевое перемеп1ение трубок.
3.Способ по п. 1, от.личаюш и и с я тем, что, с целью у.та.ления метал.ла в заготовках д.-|я шестерен, примеияют кольцевые трубки с отводами и инд кторы с выступами против впадин, выполненными примените;поио к к:онфигурации этих впадин.
4.Способ по п. 1 для снятия мета,лла но его поверхности, отлич а ю щ и и с я тем, что он заменяет механическое строгание, обточку, расточку, различные виды фрезерования и т. п.
5.Способ по п. 1, о т л и ч а юП1 и и с я тем, что, с целью снятия мета,л.ла по паружной или внутренней новерхности цилиндрических, эллиптических, треугольных, прямоугольных или иной формы тел, индуктору и трубам для подачи кислорода придарот изогнутую кольцевую фюрму, соответственно форме тел, н применяют сплошные узкие прорезы в трубке для подачи кислорода.
6. Способ по п. 5, отличающ и и с я тем, что, с целью подачи кислорода при обработке наружных и внутренних поверхностей, применен распределитель из двух тарелок е пространства между ними и зазором между тарапками у их краев.
,
Фиг. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ предохранения свежеизготовленных асбоцементных труб от деформации | 1950 |
|
SU92239A1 |
| СПОСОБ ГАЗОПЛАМЕННОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2001 |
|
RU2215628C2 |
| Устройство для газокислородной резки с индукционным подогревом | 1976 |
|
SU590549A1 |
| Холодный тигель | 2016 |
|
RU2619458C1 |
| Индукционная индукторная тигельная печь с проволочным индуктором | 2016 |
|
RU2669030C2 |
| Способ электрошлаковой сварки и устройство для его осуществления | 1989 |
|
SU1691016A1 |
| Индукционная индукторная тигельная печь с кольцевым наборным магнитопроводом | 2016 |
|
RU2666395C2 |
| Клетка для кроликов | 1933 |
|
SU36722A1 |
| УСТРОЙСТВО ДЛЯ АДСОРБЦИИ И ДЕСОРБЦИИ | 1992 |
|
RU2047328C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОГО МЕТАЛЛИЧЕСКОГО ЛИСТА ИЗ ТОНКОЙ ЛИТОЙ ПОЛОСЫ И АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА ТОНКОГО МЕТАЛЛИЧЕСКОГО ЛИСТА ИЗ ТОНКОЙ ЛИТОЙ ПОЛОСЫ | 2003 |
|
RU2250151C1 |
Pf
f I l/Vvl i ii
Й; :i
ji:. i
f,-i i
/-. j . I i
