Изобретение относится к способу производства сборно-разборных металлических шкафов, предназначенных для хранения одежды в производственных, учебных, спортивных и других помещениях.
Известен секционный шкаф для бытовых производственных помещений и способ его сборки (авт. св. RU №217614, Бюл. №16 от 07.05.68, МПК А47В). Этот шкаф содержит днище, стенки и потолочину, ввертные ножки и полку. Днище, стенки и потолочина имеют по периметру отбортованные ребра жесткости - фланцы, которые служат для скрепления посредством пустотелых пистонов.
Недостатком этого шкафа является сложная и трудоемкая технология его сборки с соединения деталей шкафа с помощью пистонов.
Признаки аналога, совпадающие с признаками изобретения: днище, стенки, потолочина и полка. Днище, стенки и потолочина, которые имеют по периметру отбортованные ребра жесткости.
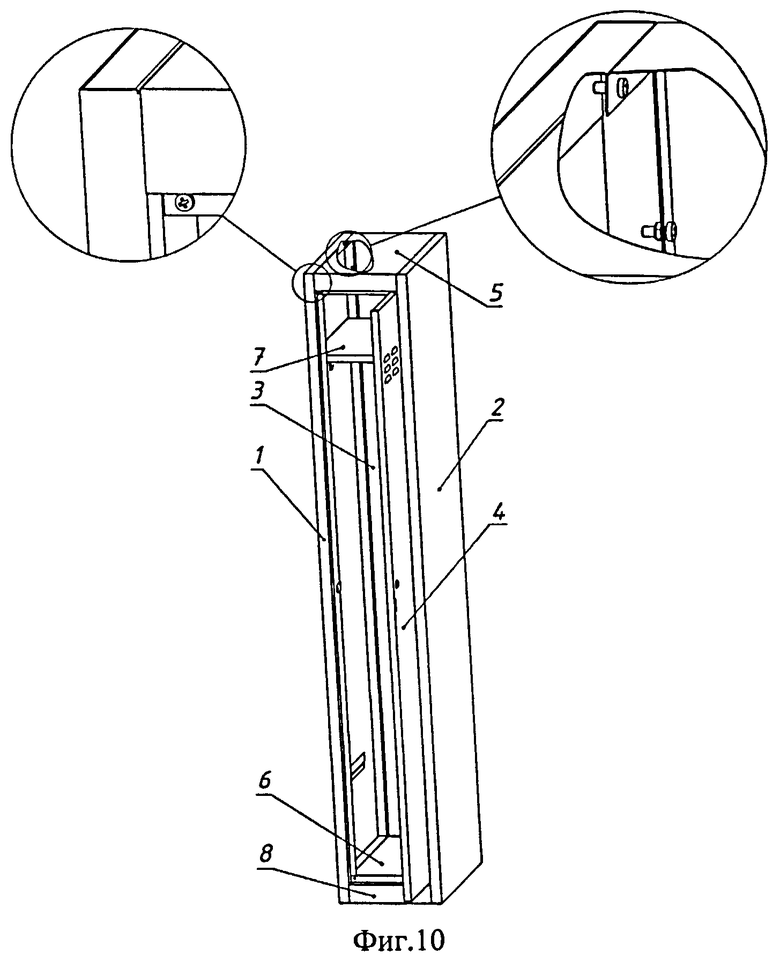
Известен шкаф раздевальный ШРН-22 600 и способ его сборки, принятые за прототип изобретения (сайт www.cerera-mebel.ru 1 апреля 2010 г.) Все детали шкафа выполнены из тонколистового металла, которые имеют отбортованные ребра жесткости под прямым углом. Шкаф выполнен в форме прямоугольного параллелепипеда и содержит левую 1 и правую 2 боковые стенки, заднюю стенку 3, дверцу 4, потолочину 5, днище 6, полку 7 и швеллер (фиг.10).
При сборке шкафа его соединяемые детали крепятся винтами, вставленными в соосные отверстия, которые выполнены в отбортованных ребрах жесткости деталей шкафа.
Способ сборки шкафа-прототипа:
1. К левой стенке 1 прикладываем потолочину 5 и днище 6 так, чтобы отверстия в соединяемых деталях стали соосными, вставляют в них винты и закручивают до отказа.
2. К потолочине 5 и днищу 6, закрепленным на левой стенке, с противоположной стороны прикладывают правую стенку 2 так, чтобы отверстия в соединяемых деталях стали соосными, вставляют в них винты и закручивают гайки до отказа.
3. Впереди внизу шкафа вставляют швеллер так, чтобы отверстия в соединяемых деталях стали соосными, вставляют в них винты и закручивают гайки до отказа.
4. С задней стороны шкафа, между левой и правой стенками, вставляют заднюю стенку 3 отбортованными ребрами жесткости внутрь шкафа так, чтобы отверстия в соединяемых деталях стали соосными, вставляют в них винты и закручивают гайки до отказа.
5. На боковых стенках шкафа укрепляют прямоугольную скобу под полк 7. Полку вставляют так, чтобы одинарные отбортованные ребра жесткости вошли между скобой и стенкой.
6. На дверце 4 с помощью шурупа-самореза снизу закрепляют ось петли дверцы. Затем дверцу нижней осью вставляют в швеллер, после чего совмещают отверстия на верхнем отбортованном ребре жесткости дверцы и на потолочине вставляют в них ось петли и с помощью шурупа-самореза закрепляют ее на дверце.
Недостатком прототипа является сложная и трудоемкая технология сборки и соединение деталей с помощью винтов, кроме того, на сборку шкафа требуются двое рабочих и не менее 12 минут рабочего времени.
Общими признаками прототипа и изобретения являются скрепленные в форме прямоугольного параллелепипеда его детали: левая 1 и правая 2 боковые стенки, задняя стенка 3, дверца 4, потолочина 5, днище 6 и отбортованные краев у всех деталей.
Техническим результатом изобретения является улучшение технологии изготовления деталей шкафа и способа его сборки и уменьшение трудоемкости за счет применения защелок между соединяемыми деталями шкафа и четырех прямоугольных скоб с поперечным сечением швеллера, которые позволяют собирать шкаф без крепежных деталей как детский конструктор одному рабочему за 3-4 минуты.
Изобретение поясняется чертежами.
На фиг.1 представлено по изобретению изображение общего вида шкафа в ракурсе 3/4 спереди.
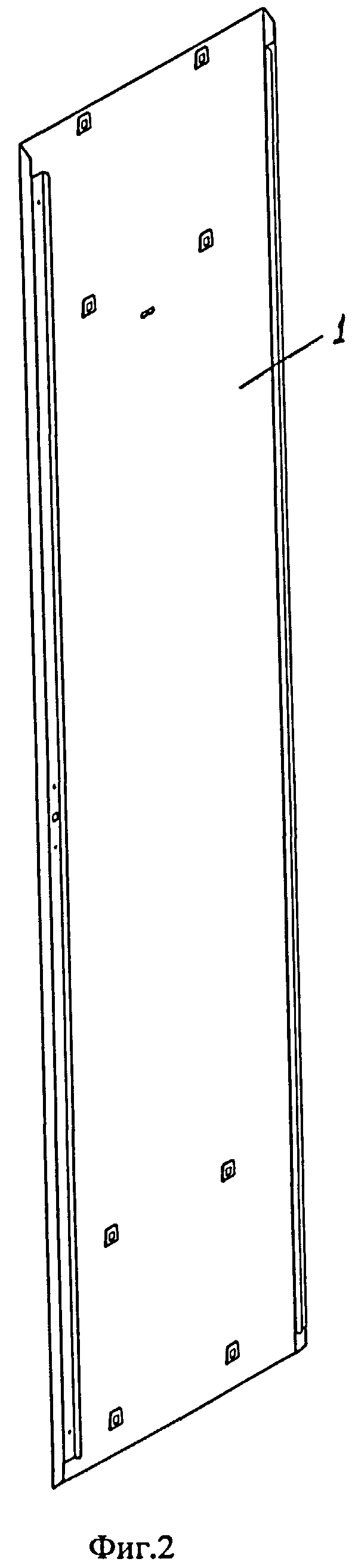
На фиг.2 представлен эскиз боковой стенки шкафа по изобретению.
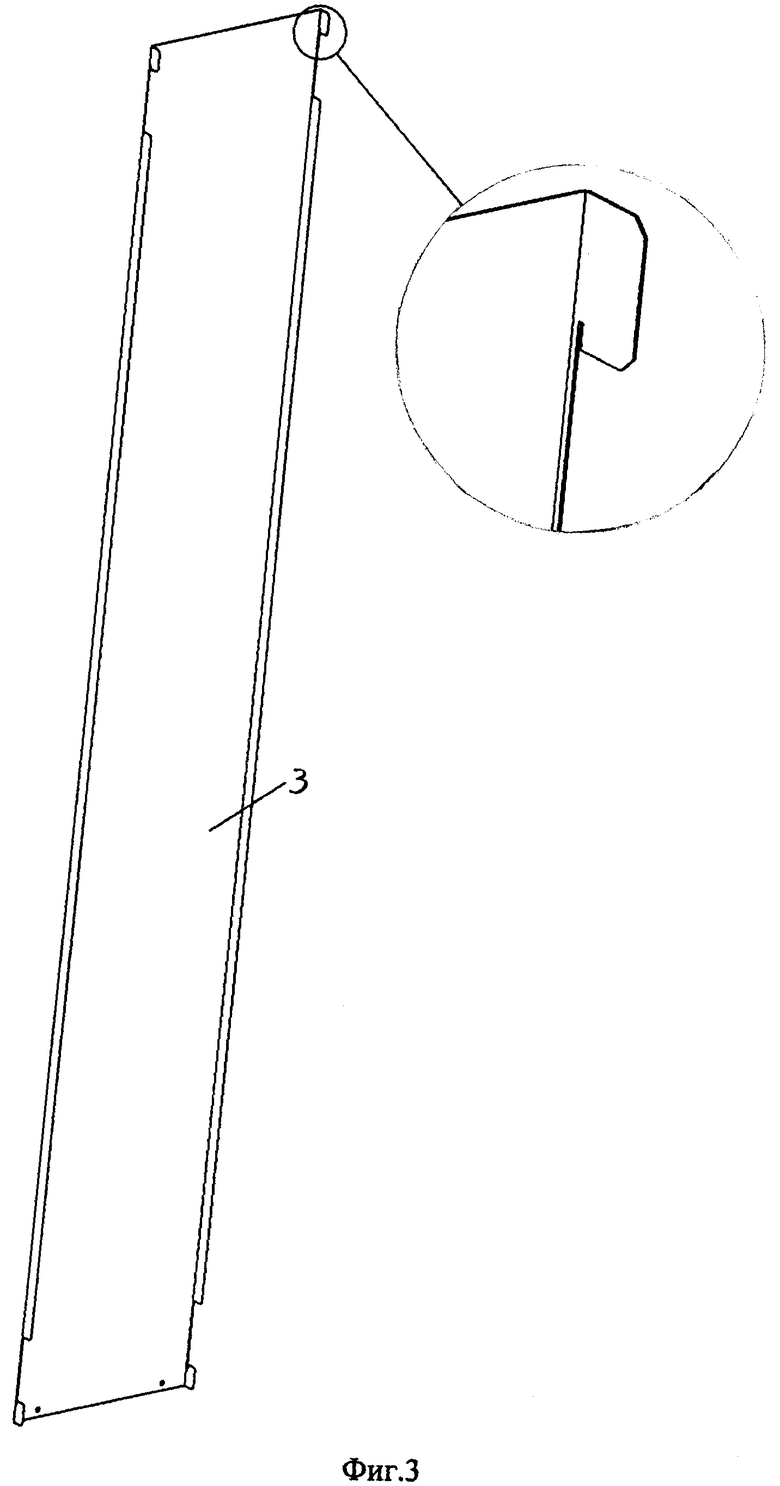
На фиг.3 представлен эскиз задней стенки шкафа по изобретению.
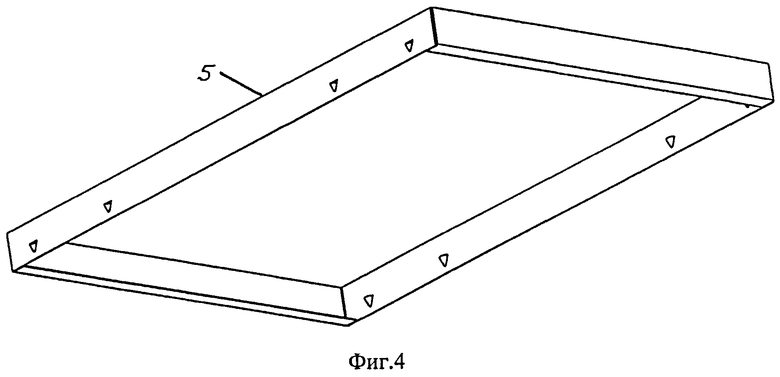
На фиг.4 представлен эскиз потолочины шкафа.
На фиг.5 представлен эскиз дверцы шкафа.
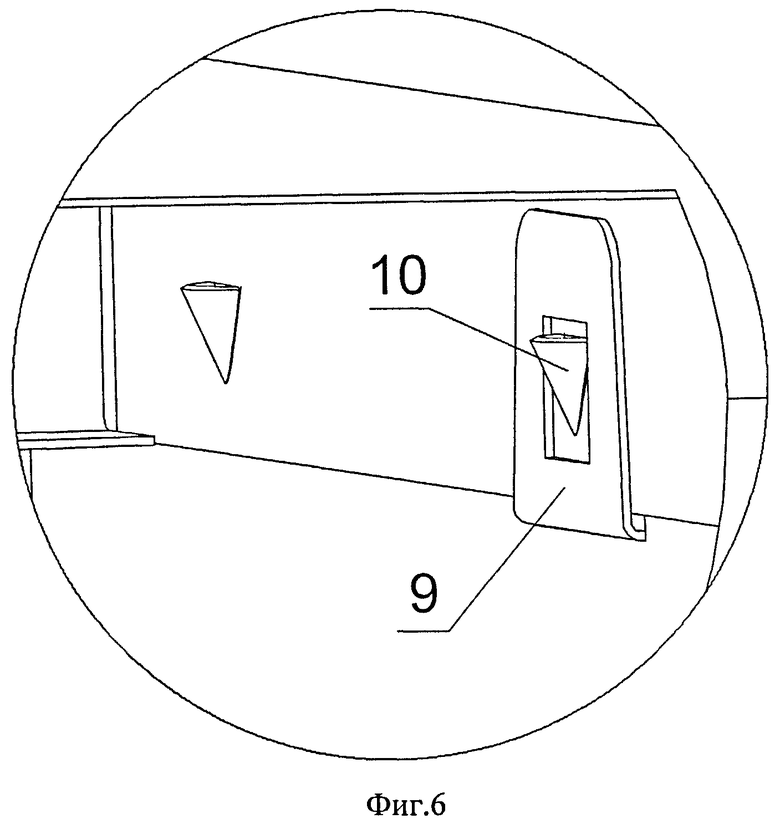
На фиг.6 представлен эскиз защелки - язычок в соединении с выступом, по первому варианту способа соединения деталей шкафа по изобретению.
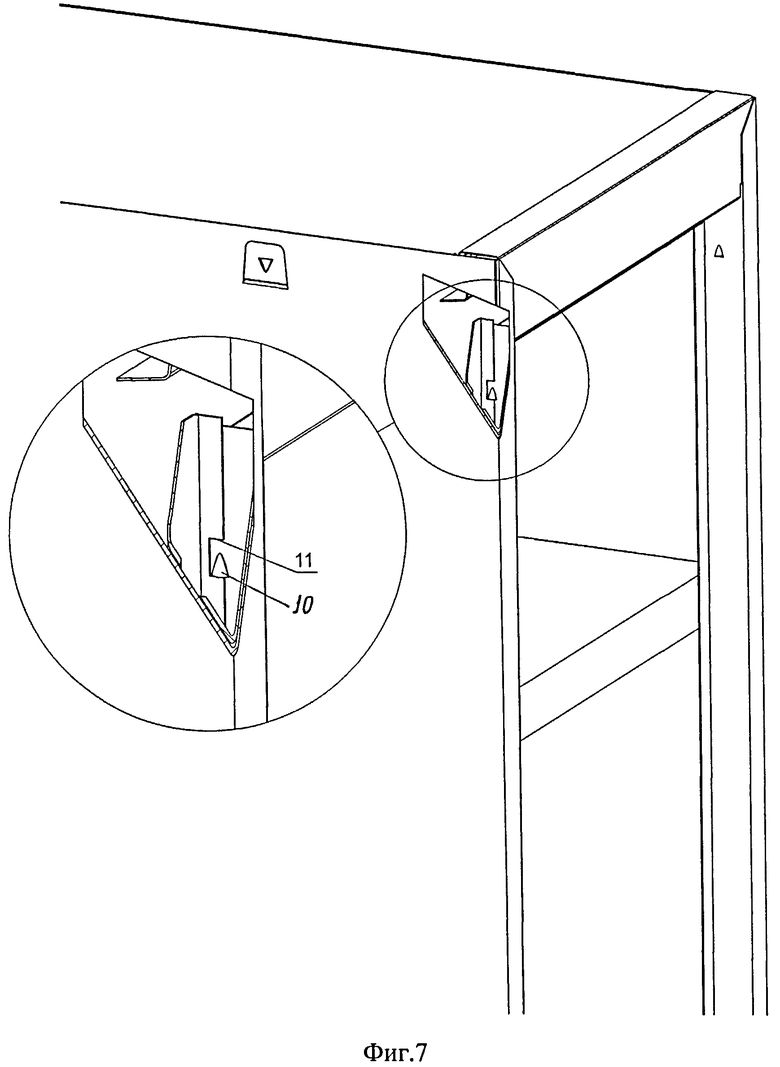
На фиг.7 представлен эскиз защелки - паз в соединении с выступом, по второму варианту способа соединения деталей шкафа по изобретению.
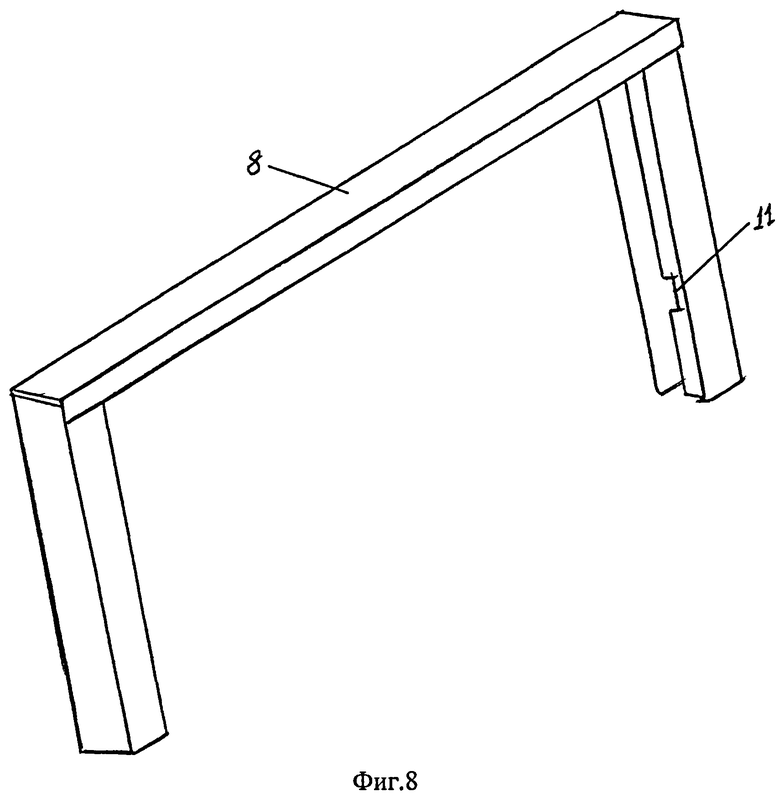
На фиг.8 представлен эскиз прямоугольной скобы.
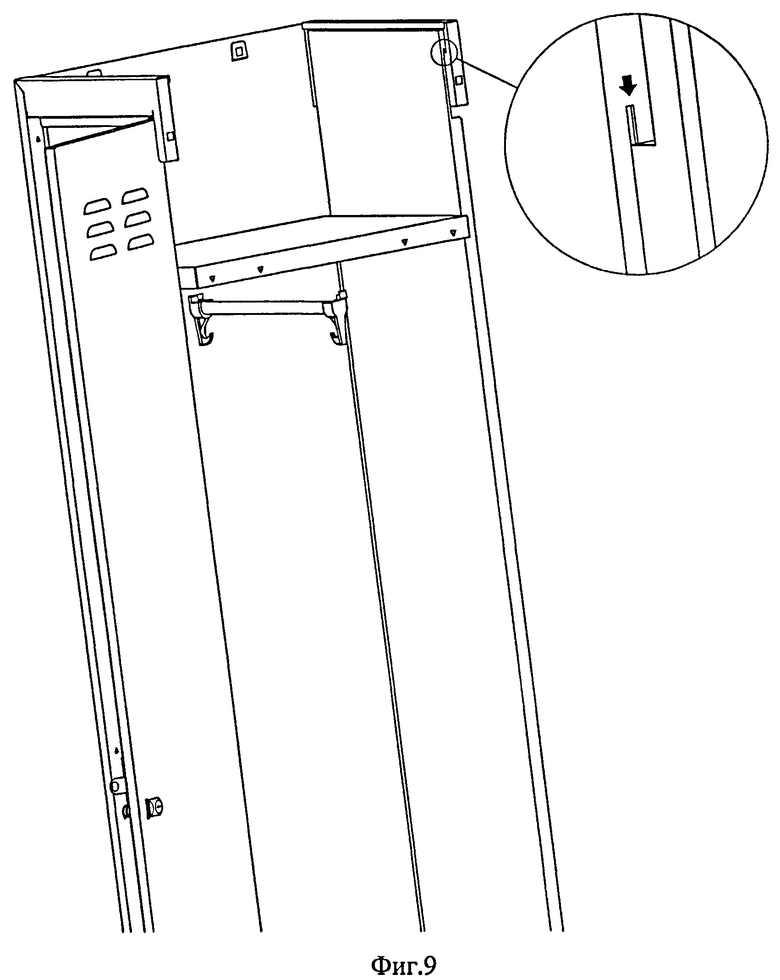
На фиг.9 на местном виде представлены пазы, предназначенные для крепления задней стенки к задней верхней скобе.
На фиг.10 представлено изображение общего вида металлического шкафа-прототипа в ракурсе ¾ спереди, на котором показаны два местных вида в узлах крепления деталей.
На фигурах введены обозначения:
1 - левая и 2 - правая боковые стенки; 3 - задняя стенка; 4 - дверца; 5 - потолочина; 6 - днище; 7 - полка; 8 - прямоугольная скоба; 9 - язычок защелки; 10 - выступ защелки, 11 - паз защелки.
Все детали шкафа, за исключением стержней петель дверцы, выполнены из тонколистового металла толщиной не менее 0,4 и не более 1,2 мм, например, из стали типа Ст3.
Стержни петель дверцы выполнены, например, из полиамида.
Технический результат изобретения достигается за счет того, что шкаф содержит левую 1 и правую 2 боковые стенки, заднюю стенку 3, дверцу 4, потолочину 5, днище 6, четыре прямоугольные скобы 8, язычок 9 защелки или паз 11 защелки в одной из соединяемых деталей и выступ 10 защелки (фиг.1÷9).
Защелка предназначена для неподвижного соединения деталей шкафа в двух вариантах соединения его деталей. Защелка содержит язычок 9 (фиг.6) с отверстием (используют в первом варианте соединения деталей шкафа) или паз 11 (фиг.7), выполненный в одной из соединяемой пары деталей (используют во втором варианте соединения деталей шкафа), и выступ 10, выполненный в другой детали этой же пары (используют в обоих вариантах соединения деталей шкафа).
Язычок 9 выполняют на одной детали соединяемой пары деталей, выступ 10 выполняют на другой детали этой же пары (первый вариант соединения деталей шкафа).
Паз 11 выполняют на одной детали соединяемой пары деталей, выступ 10 выполняют на другой детали этой же пары (второй вариант соединения деталей шкафа).
Когда выступ 10 входит в отверстие язычка 9 или в паз 11, происходит неподвижное соединение пары деталей, которое сопровождается характерным щелчком (фиг.6, 7).
Боковая стенка 1 (фиг.2) имеет прямоугольную форму, высота которой в несколько раз 2-5 превышает ее ширину. Боковые края боковой стенки 1 имеют отбортованные ребра жесткости под прямым углом. Нижние углы ребер жесткости срезаны под острым углом, например, 45°.
На боковой стенке 1 (фиг.2) на линиях, параллельных ее верхнему краю, выполнены не менее двух пар язычков 9 (фиг.6) со сквозными отверстиями, кончиками наверх. Язычки отогнуты внутрь шкафа на угол 2-50°.
Одна пара язычков 9 выполнена у верхнего края стенки 1, вторая - у нижнего, при необходимости третью и четвертую пары выполняют между верхним и нижним краями боковой стенки 1 (фиг.1).
Левая 1 и правая 2 боковые стенки имеют одинаковую тождественную конструкцию.
Задняя стенка 3 (фиг.3) имеет прямоугольную форму ее края, имеет отбортованные ребра жесткости под прямым углом с пазами защелки.
По высоте задняя стенка 3 равна или меньше высоте боковых стенок, а ее ширина равна или меньше в 1,2 раза ширины прямоугольной скобы 8.
Дверца 4 имеют прямоугольную форму (фиг.5). Высота дверцы равна высоте боковой стенки минус сумма толщин потолочины и днища. Боковые края дверцы 4 имеют отбортованные ребра жесткости под прямыми углами в форме буквы П, лежащей на боку. В правом отбортованном краю с помощью шурупов-саморезов закреплены оси петель дверцы. В средней части дверцы, для увеличения ее жесткости, выполнены вертикальные гофры.
Потолочина 5 имеет прямоугольную форму (фиг.4). Более длинная сторона полки равна 0,8-0,9 ширины боковой стенки 1, а короткая равна ширине прямоугольной скобы 8. Все края потолочины 5 по периметру имеют отбортованные ребра жесткости под прямым углом. На одной линии ниже средней линии отбортовок потолочины 5 выполнены не менее двух выступов 11 в форме, например, треугольников острым углом вниз.
Выступы являются внутренней частью защелки (фиг.6), с помощью которой потолочину 5 крепят к другой части защелки, выполненной в виде язычков 9 с отверстиями и расположенных на боковых стенках 1 и 2, выполненных на другой соединяемой детали. При сборке шкафа выступы 10 одной детали пары соединяемых деталей входят в отверстия язычка 9, выполненного на другой детали пары и тем самым неподвижно закрепляют полку на боковых стенках 1 и 2.
Потолочина 5, днище 6 и полка 7 выполнены тождественно и крепятся также.
Потолочина 5 крепится на боковых стенках в верхней части шкафа, а днище 6 - на боковых стенках 1 и 2 в их нижних частях с помощью выполненных на них не менее двух выступов 10 (на потолочине и днище) и двух язычков 9 (на боковых стенках).
Скоба 8 выполнена прямоугольной формы и состоит из поперечины и двух рогов, поперечное сечение которых имеет форму швеллера, рога скоб одним концом полок швеллеров жестко закреплены на концах полок швеллера поперечины скобы (фиг.8). Кроме того, у рогов на одинаковых полках швеллеров выполнена упругая отбортовка под прямым углом внутрь швеллера, на каждой из которых выполнен паз (фиг.7, 8). Две скобы крепятся снизу боковых стенок и две сверху (фиг.1). Пары выступов, выполненных на нижних и верхних концах боковых стен, заходят в пазы, выполненные на отбортовках полок швеллеров рогов, и защелкиваются, обеспечивая неподвижное соединение боковых стенок и скобы 8.
Способ сборки шкафа по изобретению
К нижним краям одной боковой стенки 1 присоединяют две скобы 8 так, чтобы каждый край боковой стенки вошел в прорезь одного из пустотелых рогов одной скобы до характерного щелчка, который означает, что выступы, выполненные на стенке, вошли в пазы, выполненные на отбортовках полок швеллеров рогов, и произошло их неподвижное соединение. Нижние края другой боковой стенки 2 вставляют аналогичным образом в другие рога двух скоб 8.
На верхние задние края двух боковых стенок рогами надевают третью скобу 8, которая скрепляет верхние задние края боковых стенок.
Со стороны передних краев боковых стенок вставляют внутрь заднюю стенку 3 шкафа так, чтобы ее нижний край вошел в полость поперечины нижней задней скобы 8. Верхний край задней стенки фиксируют на верхней задней скобе при помощи пазов, которые находятся на ребрах жесткости задней стенки (фиг.9).
Верхний край задней стенки закрепляют изнутри потолочиной 6, для чего выступы потолочины, выполненные на ее отбортовках, размещают в отверстия язычков, выполненных на боковых стенках 1 и 2, на их верхних краях. Днище 7 вставляют внутрь шкафа и крепят, также ее выступы вставляют в отверстия язычков, выполненных на боковых стенках 1 и 2, на их нижних краях.
После чего вставляют верхнюю переднюю скобу 8 рогами в боковины левую и правую не до конца на 20-30 мм (не защелкивают!). Затем дверцу с закрепленными на ней стержнями петель вставляют в нижнюю переднюю скобу 8, а сверху совмещают стержень петли с отверстием на верхней скобе, затем верхнюю скобу вставляют до конца рогами в боковины, до щелчка, стержень нижней петли вставляют в отверстие петли на нижней скобе.
Например, полку 7 под головные уборы закрепляют на боковых стенках 1 и 2, для чего выступы, выполненные на ее отбортовках, вставляют в отверстия язычков, выполненных на боковых стенках, например, на расстоянии 150-500 мм от их верхнего края боковых стенок.
Реализация изобретения
По эскизам фиг.1-9 был изготовлен и собран шкаф, детали которого изготовлены из металлического листа (сталь Ст3 0,8пс ГОСТ 16523) толщиной 0,5 мм.
Высота и ширина боковой стенки 1 равны: высота × ширина 1850×500 мм.
Высота и ширина задней стенки 5 равны: высота × ширина 1835×276 мм.
Размеры потолочины 6 равны: длина × ширина × высота=453×298×28 мм.
Все размеры днища 6 и полки и равны размерам потолочины 5.
Размеры прямоугольной скобы равны: длина × высота × ширина=298,5×109×22 мм.
Поперечные габариты язычка равны 25×22 мм.
Поперечные габариты выступа равны 8×6 мм.
Поперечные габариты паза равны 10×4 мм.
Размеры дверцы: высота 1744 мм, ширина 256 мм.
Сборка шкафа по изобретению была произведена одним рабочим за 3 минуты, против сборки шкафа-прототипа двумя рабочими за 12 минут.
Техническим результатом использования изобретения достигнут - улучшены технологии изготовления деталей шкафа, способ его сборки и уменьшена их трудоемкость.
Отличительные признаки изобретения - шкаф
Введены четыре прямоугольные скобы 8, причем каждая скоба состоит из поперечины и двух рогов с поперечными сечениями в форме швеллера, рога скоб одним концом полок швеллеров жестко закреплены на концах полок швеллера поперечины скобы.
У рогов скобы 8 на одинаковых полках швеллеров выполнена упругая отбортовка под прямым углом внутрь рога и на каждой отбортовке выполнен паз. На боковых стенках 1 и 2, на не менее чем на двух линиях у их верхнего и нижнего краев, выполнены не менее двух язычков 9 на каждой линии со сквозными отверстиями, кончиками языков вверх и отогнутыми внутрь секции секционного шкафа на угол 2-50°.
Пазы, выполненные на отбортовках швеллеров рогов, имеют глубину 1,0÷1,5 ширины выступов, а ширина пазов равна или больше другого размера выступов.
Выступы, выполненные на отбортовках потолочины, расположены внутри отверстий язычков, выполненных на верхних краях боковых стенок.
Выступы, выполненные на отбортовках днища, расположены внутри отверстий язычков, выполненных на нижних краях боковых стенок.
Толщина металлического листа шкафа находится в пределах 0,4÷1,2 мм.
На поверхности одной детали соединяемой пары деталей выполняют выступ в форме сегмента усеченного конуса.
На одной детали соединяемой пары деталей выполняют выступ со срезанным с одной стороны краем поперек направления перемещения деталей при их соединении.
Отличительные признаки изобретения - способ сборки шкафа
Первый вариант.
На одной детали каждой пары соединяемых по данному способу деталей выполняют не менее чем один выступ на поверхности, контактирующей с поверхностью другой детали этой же пары.
Во второй детали этой же пары выполняют язычок и сквозное отверстие в нем, после чего язычок отгибают со стороны контактирующей поверхности этой же детали не менее чем на 2 и не более чем на 50°, причем поперечные размеры отверстия в язычке равны или больше поперечных размеров выступа, после чего детали соединяемой пары приводят в соприкосновение контактирующими поверхностями и перемещают одну деталь относительно другой в возможном направлении их перемещения до вхождения выступа в отверстие язычка.
Толщина металлического листа находится в пределах 0,4÷1,2 мм.
На поверхности одной детали соединяемой пары деталей выполняют выступ в форме сегмента усеченного конуса.
На одной детали соединяемой пары деталей выполняют выступ со срезанным с одной стороны краем поперек направления перемещения деталей при их соединении.
Второй вариант.
На одной детали каждой пары соединяемых по данному способу деталей выполняют не менее одного выступа на поверхности, контактирующей с поверхностью другой детали этой же пары.
На упругом краю второй детали этой же пары выполняют паз глубиной 1,0÷1,5 ширины выступа, причем ширина паза равна или более другого размера выступа, после чего детали соединяемой пары приводят в соприкосновение контактирующими поверхностями и перемещают одну деталь относительно другой в возможном направлении их перемещения до вхождения выступа в паз.
Толщина металлического листа находится в пределах 0,4÷1,2 мм.
На поверхности одной детали соединяемой пары деталей выполняют выступ в форме сегмента усеченного конуса.
На одной детали соединяемой пары деталей выполняют выступ со срезанным с одной стороны краем поперек направления перемещения деталей при их соединении.
| название | год | авторы | номер документа |
|---|---|---|---|
| СЕКЦИОННЫЙ ШКАФ И СПОСОБ ЕГО СБОРКИ | 2012 |
|
RU2483663C1 |
| СБОРНЫЙ СЕКЦИОННЫЙ ШКАФ ДЛЯ БЫТОВЫХ ПРОИЗВОДСТВЕННЬГХ ПОМЕЩЕНИЙ | 1968 |
|
SU217614A1 |
| Шкаф с отделениями | 1986 |
|
SU1391599A1 |
| Наружный шкаф бытового холодильника и способ его изготовления | 1990 |
|
SU1784797A1 |
| ШКАФ | 2015 |
|
RU2700822C2 |
| РАМНЫЙ КАРКАС ДЛЯ РАСПРЕДЕЛИТЕЛЬНОГО ШКАФА | 2004 |
|
RU2297085C2 |
| БЫСТРОСЪЕМНАЯ ТЕПЛОВАЯ ИЗОЛЯЦИЯ | 2004 |
|
RU2259510C1 |
| СБОРНО-РАЗБОРНЫЙ СТЕЛЛАЖ (ВАРИАНТЫ) | 2007 |
|
RU2402251C2 |
| КРЕПЕЖНАЯ ДЕТАЛЬ ДЛЯ ШКАФА, В ЧАСТНОСТИ ДЛЯ ЭЛЕКТРИЧЕСКОГО РАСПРЕДЕЛИТЕЛЬНОГО ШКАФА ДЛЯ РАСПРЕДЕЛЕНИЯ ЭЛЕКТРОПРОВОДКИ, И ЭЛЕКТРИЧЕСКИЙ РАСПРЕДЕЛИТЕЛЬНЫЙ ШКАФ | 2008 |
|
RU2474023C2 |
| КОРПУС ИЗМЕРИТЕЛЬНОГО ПРИБОРА | 1990 |
|
RU2007899C1 |

Изобретение относится к способу производства сборно-разборных металлических шкафов, предназначенных для хранения одежды в производственных, учебных, спортивных и других помещениях. Шкаф выполнен в форме прямоугольного параллелепипеда из тонколистового металла и содержит левую (1) и правую (2) боковые стенки, не менее двух задних стенок (3), не менее двух дверей (4), не менее двух потолочин (5) и не менее двух днищ (6), среднюю стенку (12), причем боковые (1), (2) и задняя (3) стенки, дверца (4), потолочина (5), днище (6) имеют отбортованные на краях ребра жесткости под прямым углом, при этом введены не менее двух четырех пар прямоугольных скоб (8), причем каждая скоба состоит из поперечины и двух рогов с поперечными сечениями в форме швеллера, рога скоб одним концом полок швеллеров жестко закреплены на концах полок швеллера поперечины скобы, кроме того, у рогов на одинаковых полках швеллеров выполнена упругая отбортовка под прямым углом внутрь рога и на каждой отбортовке выполнен паз, причем па боковых стенках (1 и 2) не менее чем на двух линиях, у их верхнего и нижнего краев, выполнены не менее двух язычков (9) на каждой линии со сквозными отверстиями, кончиками языков вверх и отогнутыми внутрь шкафа на угол 2-50°, кроме того, пазы, выполненные на отбортовках швеллеров рогов, имеют глубину 1,0÷1,5 ширины выступов, а ширина пазов равна или больше другого размера выступов, причем выступы, выполненные на отбортовках потолочины, расположены внутри отверстий язычков, выполненных на верхних краях боковых стенок, кроме того, выступы, выполненные на отбортовках днища, расположены внутри отверстий язычков, выполненных па нижних краях боковых (1 и 2) и средней (12) стенок. Техническим результатом изобретения является улучшение технологии изготовления деталей шкафа и способа его сборки и уменьшение их трудоемкости. 3 н. и 9 з.п. ф-лы, 10 ил.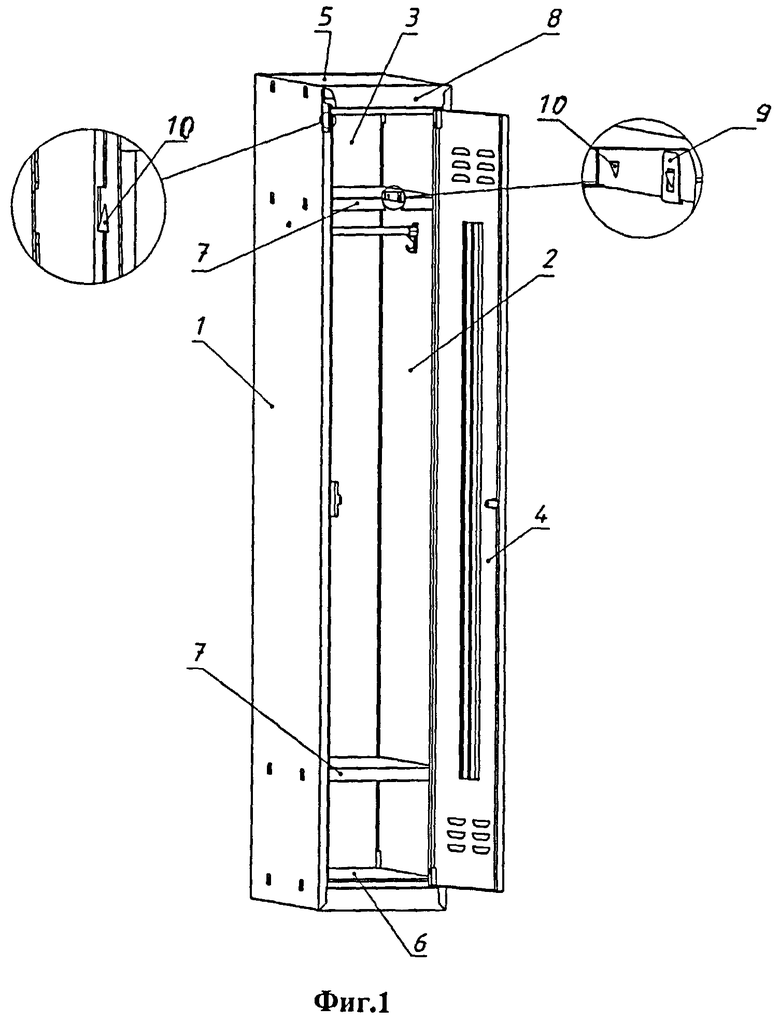
1. Шкаф, выполненный в форме прямоугольного параллелепипеда из тонколистового металла, содержащий: левую (1) и правую (2) боковые стенки, не менее двух задних стенок (3), не менее двух дверей (4), не менее двух потолочин (5) и не менее двух днищ (6), среднюю стенку (12), причем боковые (1), (2) и задняя (3) стенки, дверца (4), потолочина (5), днище (6) имеют отбортованные на краях ребра жесткости под прямым углом, отличающийся тем, что введены не менее двух четырех пар прямоугольных скоб (8), причем каждая скоба состоит из поперечины и двух рогов с поперечными сечениями в форме швеллера, рога скоб одним концом полок швеллеров жестко закреплены на концах полок швеллера поперечины скобы, кроме того, у рогов на одинаковых полках швеллеров выполнена упругая отбортовка под прямым углом внутрь рога, и на каждой отбортовке выполнен паз, причем на боковых стенках (1 и 2) не менее чем на двух линиях, у их верхнего и нижнего краев, выполнены не менее двух язычков (9) на каждой линии со сквозными отверстиями, кончиками языков вверх и отогнутыми внутрь шкафа на угол 2-50°, кроме того, пазы, выполненные на отбортовках швеллеров рогов, имеют глубину 1,0÷1,5 ширины выступов, а ширина пазов равна или больше другого размера выступов, причем выступы, выполненные на отбортовках потолочины, расположены внутри отверстий язычков, выполненных на верхних краях боковых стенок, кроме того, выступы, выполненные на отбортовках днища, расположены внутри отверстий язычков, выполненных на нижних краях боковых (1 и 2) и средней (12) стенок.
2. Шкаф, выполненный из тонколистового металла, по п.1, отличающийся тем, что толщина металлического листа находится в пределах 0,4÷1,2 мм.
3. Шкаф, выполненный из тонколистового металла, по п.1, отличающийся тем, что на поверхности одной детали соединяемой пары деталей выполняют выступ в форме сегмента усеченного конуса.
4. Шкаф, выполненный из тонколистового металла, по п.1, отличающийся тем, что на одной детали соединяемой пары деталей выполняют выступ со срезанным с одной стороны краем поперек направления перемещения деталей при их соединении.
5. Способ сборки шкафа, выполненного из тонколистового металла, основанный на соединении отдельных деталей шкафа по их месту расположения в его конструкции, отличающийся тем, что на одной детали каждой пары соединяемых но данному способу деталей выполняют не менее чем один выступ на поверхности, контактирующей с поверхностью другой детали этой же пары, кроме того, во второй детали этой же пары выполняют язычок и сквозное отверстие в нем, после чего язычок отгибают со стороны контактирующей поверхности этой же детали не менее чем на 2 и не более чем на 50°, причем поперечные размеры отверстия в язычке равны или больше поперечных размеров выступа, после чего детали соединяемой пары приводят в соприкосновение контактирующими поверхностями и перемещают одну деталь относительно другой в возможном направлении их перемещения до вхождения выступа в отверстие язычка.
6. Способ сборки шкафа, выполненного из тонколистового металла, по п.5, отличающийся тем, что толщина металлического листа находится в пределах 0,4÷1,2 мм.
7. Способ сборки шкафа, выполненного из тонколистового металла, по п.5, отличающийся тем, что на поверхности одной детали соединяемой пары деталей выполняют выступ в форме сегмента усеченного конуса.
8. Способ сборки шкафа, выполненного из тонколистового металла, по п.5, отличающийся тем, что на одной детали соединяемой пары деталей выполняют выступ со срезанным с одной стороны краем поперек направления перемещения деталей при их соединении.
9. Способ сборки шкафа, выполненного из тонколистового металла, основанный на соединение отдельных деталей шкафа по их месту расположения на шкафу, отличающийся тем, что на одной детали каждой пары соединяемых по данному способу деталей выполняют не менее одного выступа на поверхности, контактирующей с поверхностью другой детали этой же пары, кроме того, на упругом краю второй детали этой же пары выполняют паз глубиной 1,0÷1,5 ширины выступа, причем ширина паза равна или более другого размера выступа, после чего детали соединяемой пары приводят в соприкосновение контактирующими поверхностями и перемещают одну деталь относительно другой в возможном направлении их перемещения до вхождения выступа в паз.
10. Способ сборки шкафа, выполненного из тонколистового металла, по п.9, отличающийся тем, что толщина металлического листа находится в пределах 0,4÷1,2 мм.
11. Способ сборки шкафа, выполненного из тонколистового металла, по п.9, отличающийся тем, что на поверхности одной детали соединяемой пары деталей выполняют выступ в форме сегмента усеченного конуса.
12. Способ сборки шкафа, выполненного из тонколистового металла, по п.9, отличающийся тем, что на одной детали соединяемой пары деталей выполняют выступ со срезанным с одной стороны краем поперек направления перемещения деталей при их соединении.
| СБОРНЫЙ СЕКЦИОННЫЙ ШКАФ ДЛЯ БЫТОВЫХ ПРОИЗВОДСТВЕННЬГХ ПОМЕЩЕНИЙ | 0 |
|
SU217614A1 |
| Способ каталитического восстановления водородом окислов азота | 1935 |
|
SU53543A1 |
| НЕЙРОПЕПТИДЫ ДЛЯ КУЛЬТУРЫ ВОДНЫХ ОРГАНИЗМОВ | 2006 |
|
RU2409027C2 |
| US 2008152189 A1, 16.10.2008 | |||
| US 2011204005 A1, 25.08.2011 | |||
| US 6786009 B1, 07.09.2004. | |||

