Область техники
Предлагаемое изобретение относится к холодильному аппарату, по меньшей мере, с одной частью корпуса, которая содержит, по меньшей мере, одну покрываемую область.
Уровень техники
При изготовлении корпуса холодильного аппарата, в частности, бытового холодильного аппарата, например, холодильника, морозильника или комбинированного холодильно-морозильного аппарата обычно производится предварительный монтаж различных встраиваемых и/или навесных компонентов во внутреннюю оболочку (часть корпуса), выполненную из пластмассы. Такая внутренняя оболочка с предварительно смонтированными компонентами вместе с одной или несколькими частями оболочки, например, деталями боковых стенок, картонными панелями, пластиковыми панелями, набивными деталями и т.п., образует пустотелый короб. Помимо этого первого пустотелого короба для внутренней оболочки холодильного аппарата, обычно имеется еще один пустотелый короб, образуемый дверью холодильного аппарата (являющейся второй частью его корпуса). Пустотелый короб соответствующей части корпуса обычно заполняется теплоизолирующим материалом, в частности, полимерным материалом, в частности, полиуретаном или синтетической смолой, который при помощи сжатого воздуха и/или иного рабочего газа впрыскивается в полость пустотелого короба и расширяется в ней под давлением рабочего газа. При необходимости, выработка рабочего газа осуществляется с помощью химической реакции одной или нескольких субстанций, смешанных с жидким предшественником изолирующего материала. Подача посредством расширяющегося рабочего газа обеспечивает формирование из полимера или синтетической смолы теплоизолирующей пены, которая распространяется по всей полости соответствующего пустотелого короба вплоть до самых удаленных уголков и полностью заполняет его. После схватывания и отвердевания теплоизолирующей пены формируется сплошной слой изолирующей пены во всей полости соответствующего пустотелого короба.
Такой способ позволяет создать слой изолирующего материала для части корпуса холодильного аппарата, например, оболочки двери или внутренней оболочки холодильного аппарата, обладающий сложной формой и хорошим теплопоглощением. Однако на практике его изготовление может быть осложнено или затруднено необходимостью соблюдения множества граничных условий. Так, например, заполнение соответствующего пустотелого короба изолирующим материалом, который на предварительном этапе имеет жидкую форму и расширяется под действием рабочего газа, требует максимально возможной герметичности пустотелого короба перед впрыскиванием жидкой фазы изолирующего материала. В противном случае жидкая пена может выступить наружу, в частности, вовнутрь внутренней оболочки холодильного аппарата, через сквозные отверстия, прорези, щели, зазоры и т.п. в соответствующем пустотелом коробе. В результате, во-первых, может оказаться невозможным соблюдение нужной геометрической формы и/или консистенции материала на всем протяжении слоя изолирующей пены, во-вторых, возможные выходы пены через выпуски, щели, прорези, выходные отверстия и т.п. могут привести к загрязнению лицевых поверхностей соответствующей части корпуса холодильного аппарата. В частности, выступившая пена может загрязнить стенки внутренней оболочки, вследствие чего в наихудшем случае внутренняя оболочка может стать вообще непригодной к использованию или потребовать дополнительной обработки. В целом, полное удаление таких загрязнений требует значительных затрат, которые излишне затрудняют и снижают эффективность изготовления холодильного аппарата. С другой стороны, на практике, по меньшей мере, один выпуск, по меньшей мере, в одной ограничительной стенке пустотелого короба, в частности, по меньшей мере, в одной части стенки внутренней оболочки преднамеренно оставляется открытым, чтобы сделать возможным выпуск воздуха и/или рабочего газа, выдавливаемого из полости пустотелого короба вводимой пеной или расширяющимся изолирующим материалом. Если воздух и/или рабочий газ останется в герметично закрытом пустотелом коробе, то это может привести к образованию так называемых раковин и прочих дефектов материала, изменяющих необходимую консистенцию и свойства отвердевшего изолирующего материала.
До сих пор для герметизации соответствующего пустотелого коробе использовались отрезки клейкой ленты, которыми вручную закрывались сквозные отверстия, прорези и прочие места утечки в пустотелом коробе. Это требовало значительных трудозатрат и ограничивало или делало невозможной автоматизацию производства. При необходимости, отрезками клейкой ленты заклеивалась также соответствующая навесная часть (или область между частью корпуса и соответствующей навесной частью) полости в части корпуса, например, промежуточного пространства между холодильным и морозильным отсеком комбинированного холодильно-морозильного аппарата. Это делалось с целью предотвращения попадания избыточного количества изолирующего материала в такую полость, следствием чего стал бы недостаток изолирующего материала в другом месте, что привело бы к недопустимой усадке слоя изолирующего материала в этом месте.
Кроме того, клейкие ленты в процессе изготовления используются также для фиксации навесных и/или встраиваемых компонентов в соответствующей части корпуса, в частности, во внутренней оболочке или на внешней оболочке ее пустотелого короба. Это делается с целью предотвращения, например, их смещения в ходе дальнейшего монтажа, в частности, впрыскивания и расширения изолирующего материала, до отвердения изолирующего материала и формирования отвердевшего слоя изолирующего материала. Такое временное крепление навесных и/или встраиваемых компонентов при помощи клейких лент на практике оказывается неудовлетворительным, так как клейкие ленты обычно можно наклеить только вручную.
Раскрытие изобретения
Задачей изобретения является разработка холодильного аппарата, по меньшей мере, с одной частью корпуса, которая содержит, по меньшей мере, одну покрываемую область, которая может накрываться более простым и эффективным способом.
Согласно изобретению, эта задача решается холодильным аппаратом вышеупомянутого типа за счет того, что на покрываемую область наносится покрытие с газопроницаемой структурой, образованной множеством взаимосвязанных нитевидных элементов клеящего средства.
Соответствующее покрытие с газопроницаемой структурой, состоящей из множества взаимосвязанных нитей клеящего средства, позволяет усовершенствовать процесс изготовления холодильного аппарата. Это покрытие выгодным образом может быть легко и быстро (в частности, с экономией материала) создано в соответствующей покрываемой области части корпуса холодильного аппарата, в частности, непосредственно там, где оно необходимо. Специфическая структура и связанные с ней свойства материала позволяют использовать его для изготовления различных частей корпуса холодильного аппарата.
Так, например, отверстие или прорезь в соответствующей части корпуса, в частности, по меньшей мере, в одной стенке внутренней оболочки или двери изготавливаемого холодильного аппарата и/или, по меньшей мере, в части оболочки внешнего пустотелого короба внутренней оболочки или двери, выгодным образом может быть закрыто подобным структурированным покрытием таким образом, что при заполнении пустотелого короба изолирующим материалом, вспенивающимся за счет рабочего газа, во-первых, вытесняемый воздух и/или рабочий газ может практически беспрепятственно выходить через газопроницаемую структуру покрытия вовнутрь внутренней оболочки и/или в окружающую среду, а во-вторых, покрытие одновременно препятствует выходу изолирующего материала через соответствующее отверстие. Газопроницаемость структуры обеспечивает достаточную вентиляцию пустотелого короба соответствующей части корпуса, в который в жидком состоянии вводится изолирующий материал и расширяется в нем под действием рабочего газа. Благодаря этому в максимально возможной степени предотвращается нежелательное образование раковин в отвердевшем слое изолирующего материала. Также это позволяет в максимально возможной степени обеспечить отличное изолирующее действие готового слоя изолирующего материала в соответствующей части корпуса холодильного аппарата, в частности, его внутренней оболочки или двери. Выгодным образом покрытие, в частности, выполняется стабильным и достаточно плотным для того, чтобы удерживать изолирующий материал при заполнении и/или вспенивании вплоть до отвердения и сформировать своеобразный барьер или заграждение на пути выхода изолирующего материала из пустотелого короба соответствующей части корпуса, например, внутренней оболочки или двери. Это позволяет предотвратить нежелательные загрязнения лицевых поверхностей соответствующей части корпуса изолирующим материалом.
Согласно предпочтительному варианту исполнения изобретения соответствующее покрытие выгодным образом состоит из отдельных, предпочтительно ненаправленных вытянутых нитей клеящего средства, которые сцепляются друг с другом и, предпочтительно, образуют трехмерную структуру, поры которой слишком малы для выхода изолирующего материала, однако достаточны для выхода газообразной среды. В частности, это позволяет многократно использовать настоящее покрытие.
С помощью покрытия согласно изобретению выгодным образом можно, по меньшей мере, временно зафиксировать, то есть, застопорить навесные и/или встраиваемые компоненты, по меньшей мере, на части корпуса холодильного аппарата для выполнения последующих монтажных операций. Таким образом, покрытие может выполнять как функции уплотнения, препятствующего выходу изолирующего материала и пропускающего газ, так и функции фиксатора или крепежного средства.
В целом, на практике могут быть целесообразными, в частности, следующие выгодные варианты исполнения изобретения, которые могут применяться по отдельности или в комбинации друг с другом:
Согласно первому выгодному варианту исполнения изобретения часть корпуса представляет собой, например, оболочку двери холодильного аппарата.
Согласно второму выгодному варианту исполнения часть корпуса образована, в частности, по меньшей мере, внешней стенкой внутренней оболочки, содержащей холодильный и/или морозильный отсек, предназначенный для хранения охлаждаемых и/или замораживаемых продуктов.
Согласно целесообразному варианту исполнения изобретения часть корпуса, предпочтительно, содержит пустотелый короб, в который вводится изолирующий материал. При этом в качестве изолирующего материала, предпочтительно, выбирается изолирующая уплотняющая пена, в частности, полиуретановая пена, или отвердевающий изолирующий материал. В частности, для этого изолирующий материал вводится в пустотелый короб в жидком состоянии, после чего он расширяется в коробе за счет вспенивания и отвердевает. Такой пустотелый короб образуется, в частности, между, по меньшей мере, одной внешней стенкой части корпуса и, по меньшей мере, одной деталью оболочки, которая частично или полностью огибает часть корпуса.
Согласно выгодному варианту исполнения изобретения, покрываемая область может быть образована на соответствующей части корпуса холодильного аппарата, в частности, отверстием, по меньшей мере, в одной стенке пустотелого короба части корпуса. Покрытие, имеющее газопроницаемую структуру согласно изобретению, целесообразно перекрывает это отверстие таким образом, что образуется барьер, препятствующий выходу изолирующего материала из пустотелого короба. При этом ширина просвета между нитевидными элементами клеящего средства соответствующего покрытия, предпочтительно, выбирается таким образом, чтобы через отверстие, предназначенное для удаления воздуха из пустотелого короба, мог выпускаться только находящийся в пустотелом коробе воздух и/или рабочий газ, выделяющийся из изолирующего материала при его расширении.
Согласно альтернативному варианту исполнения изобретения покрываемая область соответствующего покрытия может быть образована зоной контакта, уплотнения и/или фиксации, по меньшей мере, одного навесного компонента части корпуса холодильного аппарата. При этом соответствующий навесной элемент целесообразно может быть частично или полностью погружен в изолирующий материал части корпуса, или может прилегать к нему. В частности, соответствующий навесной элемент может представлять собой, например, подложку, которая перекрывает отверстие, по меньшей мере, в одной стенке части корпуса со стороны изолирующего материала и/или со стороны, противоположной изолирующему материалу и образует вокруг отверстия зону уплотнения, которая перекрывается покрытием со структурой согласно изобретению. В альтернативном варианте навесной элемент может представлять собой, в частности, например, трубку, кабель, кабельный ствол, испаритель, профильный элемент, крепление для внутреннего компонента, устанавливаемого в часть корпуса, или прочий навесной и/или встраиваемый компонент холодильного аппарата.
Согласно следующему целесообразному варианту исполнения изобретения, толщина нитевидных элементов клеящего средства, предназначенного для формирования структуры покрытия согласно изобретению, целесообразно составляет от 1/1000 мм до 5/100 мм.
В качестве клеящего средства, предпочтительно, может применяться клей горячего отверждения или иной отвердевающий клей.
Изобретение относится также к способу изготовления холодильного аппарата, по меньшей мере, с одной частью корпуса, которая содержит, по меньшей мере, одну покрываемую область, отличающемуся тем, что на покрываемую область накладывается покрытие с газопроницаемой структурой, образованной множеством сцепляющихся друг с другом нитевидных элементов клеящего средства.
В соответствии с выгодным вариантом способа согласно изобретению, нитевидные элементы клеящего средства наносятся, по меньшей мере, одним распылителем, в частности, форсункой, в частности, в горячем состоянии и с подкруткой. Эти закрученные нитевидные элементы уже на пути к соответствующей покрываемой области частично или полностью отвердевают и укладываются на соответствующую покрываемую область, сцепляясь друг с другом и образуя газопроницаемую структуру.
Кроме того, изобретение относится к устройству для изготовления холодильного аппарата, по меньшей мере, с одной частью корпуса, которая содержит, по меньшей мере, одну покрываемую область, отличающемуся наличием, по меньшей мере, одного распылителя, предназначенного для создания газопроницаемой структуры покрытия на покрываемой области, причем эта структура состоит из множества сцепленных друг с другом нитевидных элементов клеящего средства.
Специфическая структура покрытия выгодным образом может быть создана непосредственно в покрываемой области при помощи распылителя. Такой распылитель позволяет улучшить интеграцию процесса нанесения покрытия на одну или несколько покрываемых областей части корпуса и/или процесса крепления или фиксации одного или нескольких навесных элементов на соответствующей части корпуса в автоматизированную линию производства холодильных аппаратов по сравнению с уровнем техники, на котором, например, отрезки клейкой ленты устанавливались вручную.
Согласно выгодному варианту исполнения, эта структура, предпочтительно, формируется и наносится таким образом, что отдельные протяженные нити клеящего средства распыляются в горячем состоянии с пневмообработкой, заменяющей кручение, частично или полностью отвердевают под действием воздуха уже на пути к соответствующей покрываемой области (до того, как они попадут на соответствующую покрываемую область) и укладываются на соответствующую покрываемую область, сцепляясь друг с другом и образуя газопроницаемую структуру.
Распыление отдельных протяженных нитей клеящего средства из распылителя позволяет наносить эти нити на соответствующую покрываемую область проще и быстрее, в частности, выгодным образом даже точнее, чем клейкие ленты или сплошные клейкие пленки. При этом уплотняющий и/или фиксирующий эффект покрытия согласно изобретению может быть достигнут с меньшим расходом материала по сравнению с клейкими лентами, сплошными клейкими пленками или слоем клеящего средства, в частности, сплошным покрытием из термоплавкого клея. Это позволяет повысить эффективность производственного процесса. В частности, покрытие согласно изобретению может быть нанесено на соответствующую покрываемую область значительно быстрее, чем клейкая лента или сплошная клейкая пленка, что способствует ускорению автоматизированного производства.
Универсальность покрытия позволяет, при необходимости, повысить автоматизацию изготовления корпусов холодильных аппаратов. Причина заключается в том, что может быть достаточно, в частности, иметь на станции фиксации (предназначенной для установки навесных и/или встраиваемых компонентов) и на следующей за ней станции уплотнения распылители, в частности, форсунки одного типа, предназначенные для нанесения покрытия со структурой согласно изобретению. В альтернативном варианте линия для производства соответствующего холодильного аппарата при необходимости, или даже предпочтительно, может содержать комбинированную станцию фиксации/уплотнения, которая оснащается единственным распылителем, в частности, форсункой, при помощи которой в ходе одной и той же технологической операции покрытие согласно изобретению выгодным образом может наноситься с целью уплотнения и фиксации.
Согласно следующему целесообразному варианту исполнения устройства распылитель, предпочтительно, подвешивается таким образом, чтобы он мог совершать возвратно-поступательные движения. Благодаря этому выгодным образом все области или части поверхности соответствующей покрываемой области могут быть охвачены распылителем, и на них может быть нанесено покрытие со структурой согласно изобретению.
Согласно следующему целесообразному варианту исполнения устройства соответствующий распылитель располагается на таком удалении от соответствующей покрываемой области, которое обеспечивает частичное или полное отвердение нитевидных элементов, выбрасываемых в горячем состоянии из распылителя, предпочтительно, с подкручиванием, уже на пути от распылителя до покрываемой области, то есть, до их контакта с соответствующей покрываемой поверхностью.
Согласно выгодному варианту исполнения может оказаться целесообразной установка, по меньшей мере, одного распылителя на монтажном роботе. Выгодным образом это приводит к повышению степени автоматизации производства холодильных аппаратов.
Согласно следующему выгодному варианту исполнения устройства согласно изобретению, при необходимости, может оказаться достаточным ручной распылитель.
Прочие варианты исполнения изобретения раскрываются в зависимых пунктах формулы изобретения.
Краткое описание чертежей
Изобретение и варианты его исполнения поясняются ниже на основании прилагаемых фигур. На фигурах изображено:
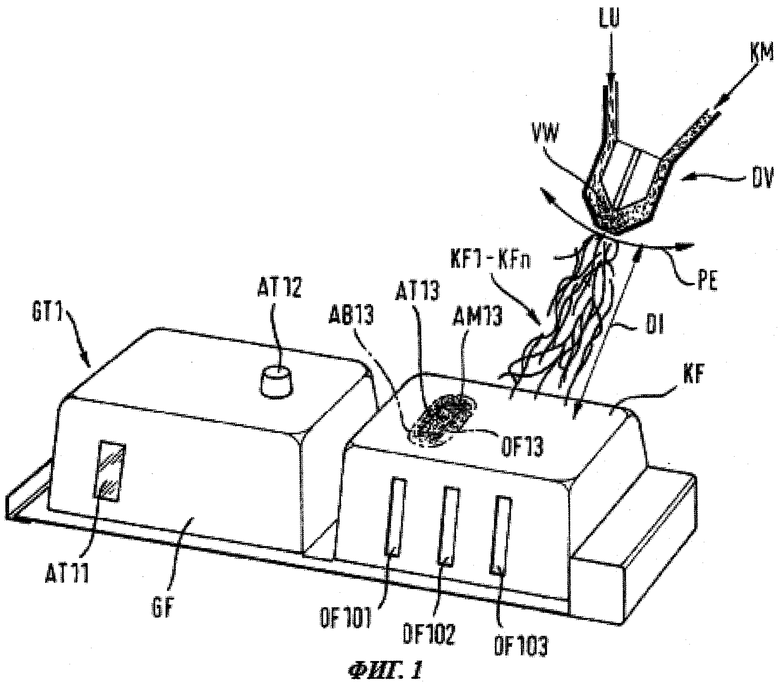
Фигура 1: схематичный перспективный вид первого варианта исполнения внутренней оболочки холодильного аппарата, которая в целях последующего нанесения изолирующего материала содержит несколько покрываемых областей с покрытием, выполненным в соответствии с выгодным вариантом способа согласно изобретению.
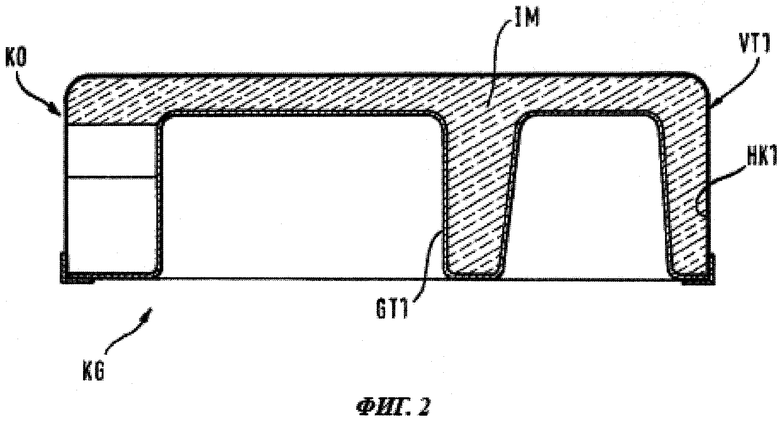
Фигура 2: схематичный продольный разрез (проведенный в плоскости между внутренней оболочкой (с фигуры 1) и одной или несколькими наружными частями оболочки) пустотелого короба, в который с целью формирования изолирующей оболочки вводится вспенивающийся изолирующий материал.
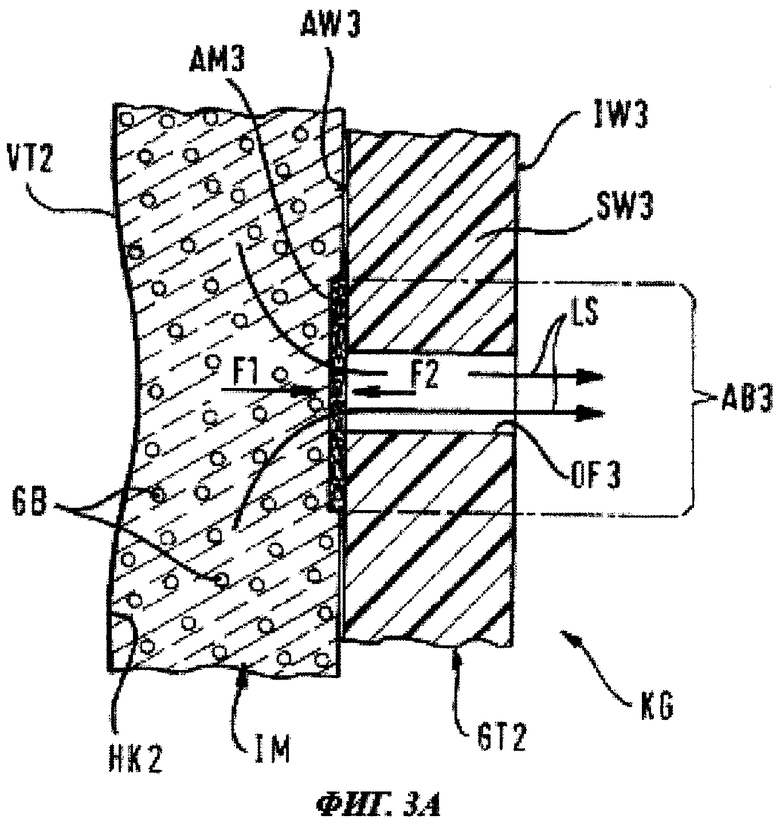
Фигура 3А: схематичный продольный разрез боковой стенки согласно второму варианту исполнения внутренней оболочки холодильного аппарата, проведенный в плоскости сквозного отверстия, закрытого покрытием со структурой согласно изобретению от изолирующего материала, вспенивающегося в пустотелом коробе.
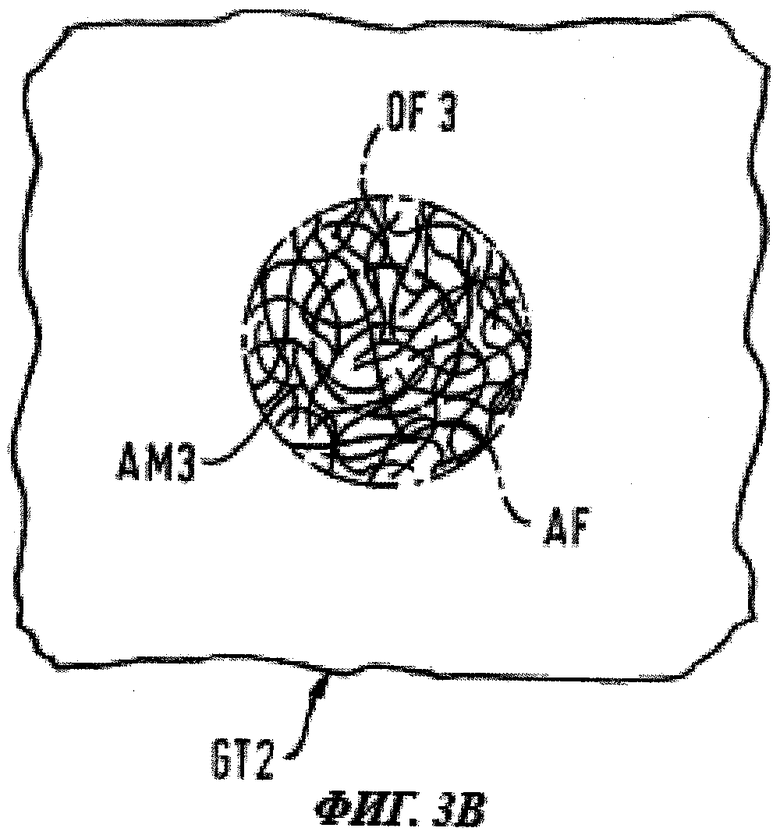
Фигура 3В: схематичный вид спереди сквозного отверстия с фигуры 3В, закрытого покрытием со структурой согласно изобретению.
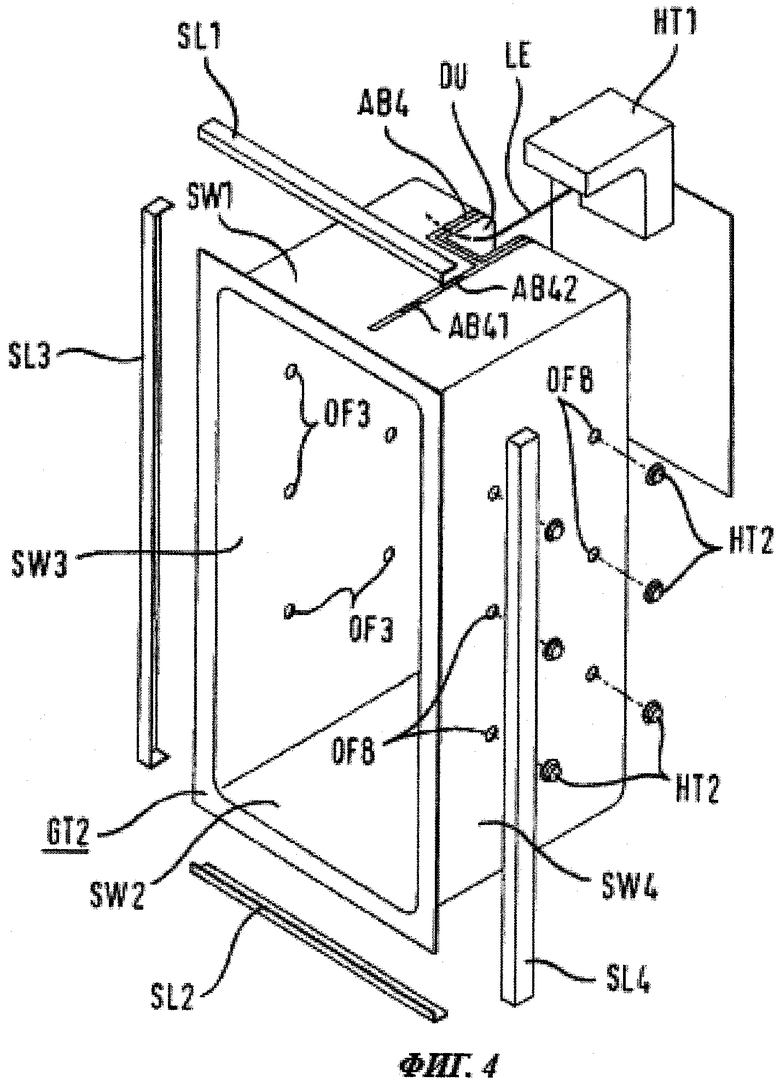
Фигура 4: перспективный вид второго варианта исполнения внутренней оболочки с фигур 3А, 3В, на которую при помощи покрытия со структурой согласно изобретению установлены различные компоненты в соответствии с выгодным вариантом способа согласно изобретению.
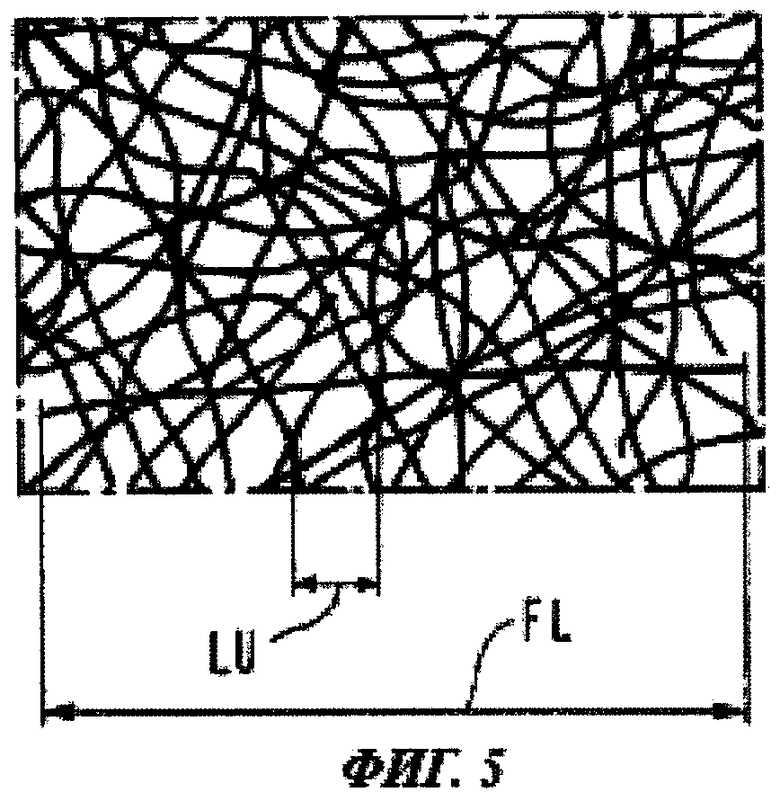
Фигура 5: сильно увеличенный схематичный снимок микроструктуры покрытия согласно фигурам 1, 3А, 3B.
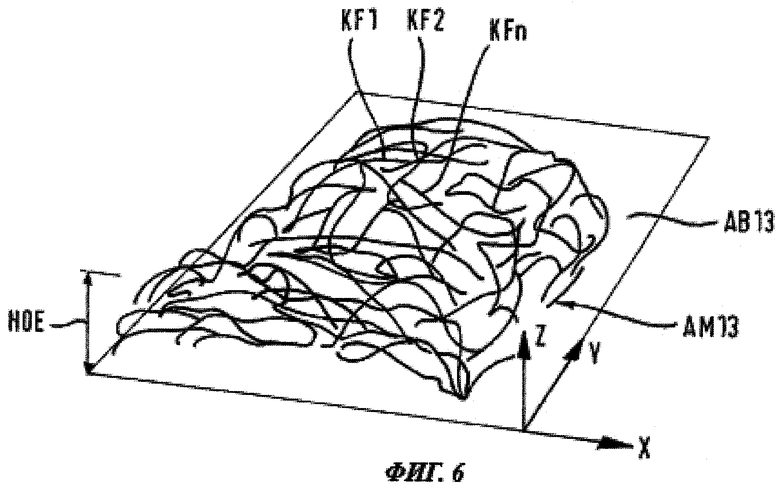
Фигура 6: сильно увеличенный схематичный трехмерный вид газопроницаемой структуры покрытия в соответствии с фигурами 1, 3А, 3В.
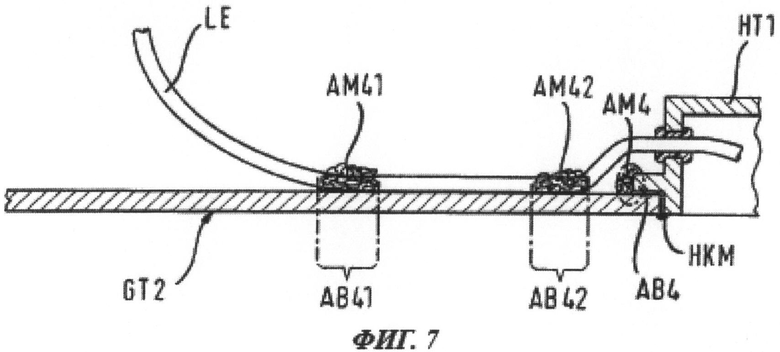
Фигура 7: схема монтажа навесного элемента внутренней оболочки с фигуры 4 при помощи одного или нескольких покрытий, выполненных согласно изобретению.
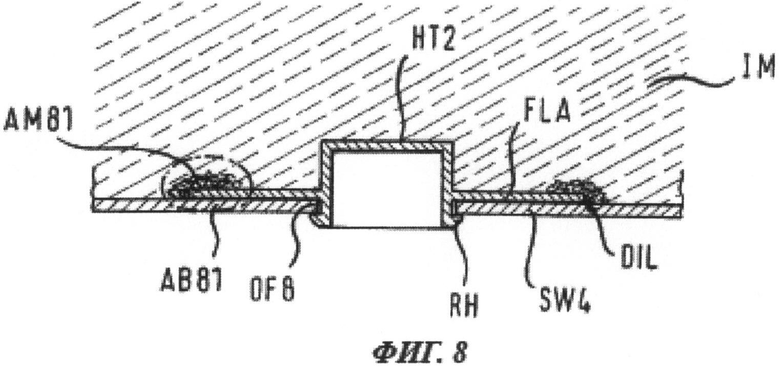
Фигура 8: схема монтажа подложки в отверстии боковой стенки внутренней оболочки (согласно фигуре 4) с помощью покрытия, выполненного согласно изобретению.
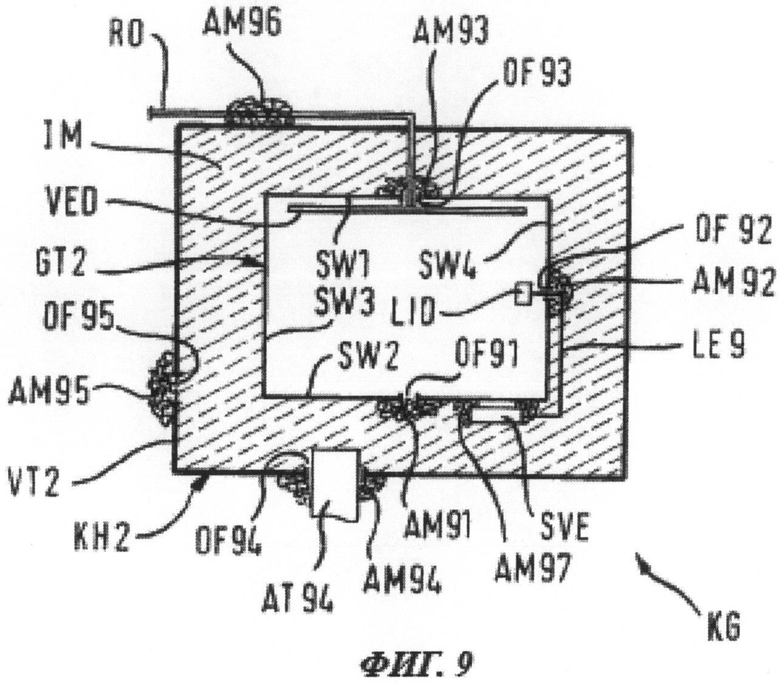
Фигура 9: схематичное сечение другого варианта исполнения, подготовка внутренней оболочки холодильного аппарата, в соответствии со следующим выгодным вариантом способа согласно изобретению, к нанесению вспенивающегося изолирующего материала на внешние стенки внутренней оболочки.
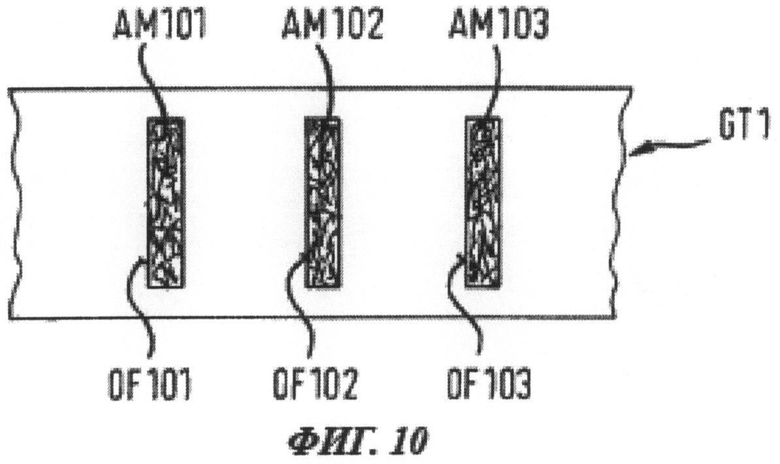
Фигура 10: схематичный план отверстий в боковой стенке внутренней оболочки (согласно фигуре 1), которые закрыты покрытием со структурой согласно изобретению.
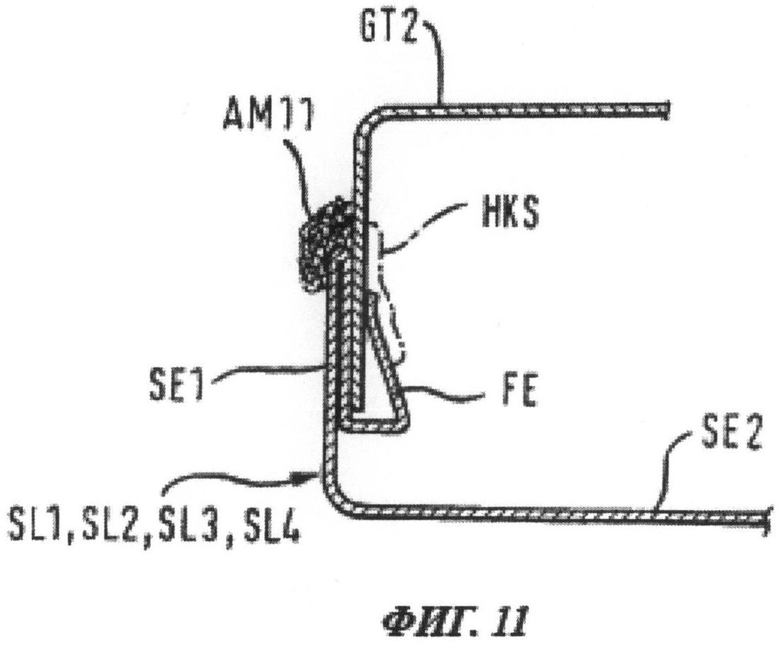
Фигура 11: схематичный разрез кромки внутренней оболочки (с фигуры 4) и закрепленного на ней профильного элемента, который уплотнен и дополнительно зафиксирован в покрываемой области покрытием согласно изобретению.
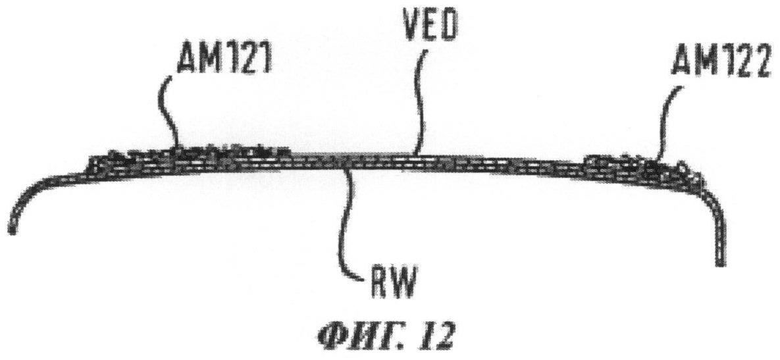
Фигура 12: схема монтажа испарителя на заднюю стенку внутренней оболочки (согласно фигуре 4) при помощи покрытия со структурой согласно изобретению, в соответствии со следующим вариантом способа согласно изобретению.
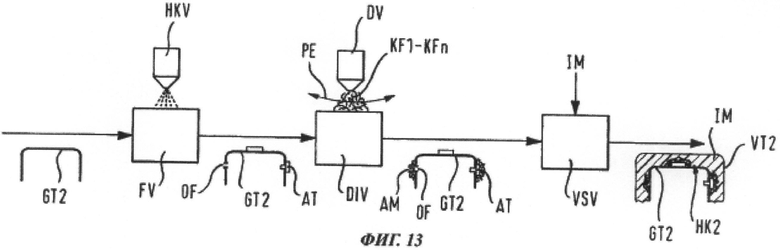
Фигура 13: схематичный вид примерной производственной линии, на которой выполняется подготовка внутренней оболочки холодильного аппарата (в соответствии с выгодным вариантом способа согласно изобретению) с внешним пустотелым коробом и множеством навесных элементов, и нанесение слоя изолирующего материала на внешние стенки внутренней оболочки.
Осуществление изобретения
Элементы и компоненты, выполняющие одинаковые функции и имеющие один и тот же принцип действия, имеют одинаковые обозначения на фигурах 1-13.
На фигуре 1 представлен схематичный перспективный вид обратной стороны первого варианта исполнения внутренней оболочки GT1 холодильного аппарата KG, в частности, холодильника, морозильника и/или комбинированного холодильно-морозильного аппарата. В данном варианте исполнения он ориентирован по горизонтали относительно своего продольного измерения с целью монтажа. Внутренняя оболочка GT1 содержит отдельные внутренние отсеки, а именно, холодильный отсек KF и морозильный отсек GF, расположенные рядом друг с другом. Для того, чтобы нанести слой теплоизолирующего материала на внешние стенки, то есть, заднюю стенку, боковые стенки, дно и крышку внутренней оболочки GT1, на заданном удалении от задней стенки и/или прочих боковых стенок внутренней оболочки GT1 устанавливается одна или несколько деталей оболочки. В результате между внешними стенками внутренней оболочки GT1 и одной или несколькими деталями оболочки образуется пустотелый короб НК1.
На фигуре 2 представлен продольный разрез внутренней оболочки с фигуры 1 со смонтированной подобным образом деталью VT1 оболочки. Перед установкой этой детали VT1 оболочки вокруг внешних стенок внутренней оболочки GT1 отверстия или прорези во внутренней оболочке, служащие для установки компонентов холодильного аппарата на последующих этапах монтажа, перекрываются покрытиями. На фигуре 1 в обеих боковых стенках холодильного отсека KF предусмотрены прорези OF101-OF103. Они служат для крепления несущих полок в холодильном отсеке KF на последующих этапах монтажа. Прочие отверстия и прорези предусмотрены в стенках морозильного отсека GF и холодильного отсека KF с целью установки множества дополнительных навесных и/или встраиваемых компонентов. Навесные или встраиваемые компоненты могут частично или полностью вставляться в эти отверстия или прорези, предпочтительно, еще до установки детали VT1 оболочки. Примером таких навесных или встраиваемых компонентов, устанавливаемых в сквозные отверстия, служит навесной компонент АТ13, который вставлен в отверстие OF13 на задней стенке холодильного отсека KF, обозначенное пунктиром. При этом отверстие OF13 и окружающая его область определяют покрываемую область АВ13, контуры которой на фигуре 1 обведены пунктиром. При этом такие встраиваемые и/или навесные компоненты могут частично выступать с обратной стороны из своих установочных отверстий, или располагаться в них полностью, сливаясь с соответствующей внешней стенкой внутренней оболочки. При необходимости, один или несколько встраиваемых и/или навесных компонентов может быть установлен снаружи на одном или нескольких сплошных участках внешних стенок внутренней оболочки таким образом, чтобы он(они) не достигал(и) через сквозные отверстия внутренней полости внутренней оболочки. Примером таких встраиваемых и/или навесных компонентов на фигуре 1 служат два компонента АТ11, АТ12 прибора, установленные на боковой и задней стенке морозильного отсека GF. Для того, чтобы предотвратить выход теплоизолирующего материала во внутреннюю полость морозильного отсека GF и холодильного отсека KF через открытые прорези, сквозные отверстия, щели на кромках и установочные зазоры, образующиеся между вставленным встраиваемым и/или навесным компонентом и соответствующим приемным отверстием, во время ввода жидкой фазы изолирующего материала в пустотелый короб НК1, расположенный между внешними стенками внутренней оболочки GT1 и деталью VT1 оболочки, и последующего вспенивания изолирующего материала, такие отверстия или прорези накрываются покрытием с газопроницаемой структурой, которая образована множеством взаимосвязанных нитевидных элементов клеящего средства. Для создания покрытия с подобной структурой на соответствующей покрываемой области предусмотрена, по меньшей мере, одна форсунка DV, выполняющая функции распылителя. С помощью форсунки DV клеящее средство КМ под действием сжатого воздуха и соответствующей геометрии сопла попадает в турбулентный поток VW таким образом, что из сопла форсунки DV выбрасываются протяженные закрученные нити KF1-KFn клеящего средства. Клеящее средство КМ представляет собой, предпочтительно, клей горячего отверждения или иной клей, способный расплавляться под действием тепла и отвердевать при охлаждении. Параметры сопла (давление распыления, температура плавления клеящего средства, сечение канала сопла и т.п.) форсунки DV и/или, в частности, удаление DI сопла от соответствующей покрываемой области, например, АВ13 на фигуре 1, целесообразно выбираются таким образом, чтобы нитевидные элементы KF1-KFn клеящего средства КМ, выбрасываемые с закруткой из форсунки DV в горячем состоянии, частично или полностью отвердевали уже на пути от сопла до соответствующей покрываемой области, например, АВ13, то есть, еще до контакта с соответствующей покрываемой областью. В частности, по результатам испытаний оптимальным оказалось расстояние от распылителя до места укладки нитей клеящего средства, составляющее от 30 до 100 мм, в частности, примерно 70 мм. На фигуре 1 покрываемая область АВ13 для навесного компонента АТ13 включает как внешний контур навесного компонента АТ13, так и, по меньшей мере, область кромки вокруг этого внешнего контура, образованную остающимся зазором между навесным компонентом АТ13 и сквозным отверстием OF13 в задней стенке холодильного отсека KF, а также зону безопасности вокруг этого зазора. Частично или полностью отвердевшие протяженные нити KF1-KFn клеящего средства укладываются на соответствующую покрываемую область (например, АВ13) друг на друга и друг рядом с другом, и образуют тонкий, объемный каркас. Такие отдельные макронити образуют, в частности, объемное ненаправленное макроплетение, отличающееся тем, что поры его специфической структуры слишком малы для пропускания изолирующего материала, но достаточны для пропускания связанной газообразной среды. При этом частично или полностью отвердевшие, протяженные нити клеящего средства сцепляются друг с другом внутри структуры сформированного покрытия, например, АМ13. Отдельные макронити клеящего средства располагаются внутри структуры, в целом, случайным образом благодаря тому, что они предварительно закручиваются при выбрасывании из форсунки DV, а предпочтительно - распределяются статистическим образом. Взаимное сцепление отдельных нитей клеящего средства можно распознать, в частности, по частичному или полному сплавлению отдельных нитей клеящего средства в местах их пересечения, обусловленному тем фактом, что клеящее средство при контакте с поверхностью еще не полностью или недостаточно охладилось и отвердело. С другой стороны, сцепление отдельных нитей клеящего средства может быть обусловлено силами адгезии и склеивания, поскольку материал нитей клеящего средства в области контакта с соответствующей покрываемой областью еще не полностью отвердел. Кроме того, в местах соприкосновения отдельных протяженных нитей клеящего средства, укладывающихся на соответствующую покрываемую область, соединение устанавливается за счет слабой диффузии на атомарном уровне. Дополнительно или независимо от этого отдельные нити клеящего средства могут сцепляться друг с другом за счет структуры и/или формы своей поверхности. Таким образом, отдельные макронити клеящего средства, выбрасываемые из форсунки DV с подкруткой и частично или полностью отвердевающие на пути до соответствующей покрываемой области, сцепляются друг с другом в неплотную, напоминающую нетканый материал структуру за счет разнообразных сил адгезии и диффузионных соединений. Проще говоря, они образуют несущий каркас в виде сети, который достаточно стабилен для удержания как жидкого изолирующего материала IM, вводимого в пустотелый короб НК внутренней оболочки GT1 (см. фиг.2), так и теплоизолирующего материала, расширяющегося под действием рабочего газа. Таким образом, надежно предотвращается выход теплоизолирующего материала IM в сквозные отверстия или через сквозные отверстия под соответствующей покрываемой областью, например, АВ13, вовнутрь внутренней оболочки GT1.
В качестве изолирующего материала, предпочтительно, применяется полимерный материал, в частности, полиуретан, отвердевающая синтетическая смола или иной вспенивающийся изолирующий материал.
На фигуре 5 представлен сильно увеличенный снимок (выполненный растровым электронным микроскопом) фрагмента покрытия (например, АМ13), образованного отдельными протяженными макронитями клеящего средства. Поскольку отдельные нити клеящего средства при выходе из форсунки DV подкручиваются, они распределяются по соответствующей покрываемой области неравномерно, то есть, накладываются друг на друга неупорядоченно или нерегулярно. В частности, лабиринт нитей клеящего средства образует пористую структуру. Длина FL нитей выбирается, в частности, равной, по меньшей мере, максимальной ширине закрываемого отверстия. Если отверстие в сечении напоминает окружность, то длина FL нити, по меньшей мере, равна диаметру такого круглого отверстия. В частности, может оказаться целесообразным выбор длины нити в размере, превышающем максимальную ширину закрываемого отверстия на 10-50%, с целью обеспечения достаточной надежности перекрытия соответствующей прорези отдельными нитями клеящего средства и предотвращения проникновения нитей клеящего средства через сквозное отверстие. Осевая длина FL нитей клеящего средства составляет, предпочтительно, от 5 мм до 80 мм, в частности, от 8 мм до 40 мм. Толщина нитевидных элементов KF1-KFn целесообразно выбирается в диапазоне от 1/1000 мм до 5/100 мм. Структура каркаса покрытия содержит между отдельными нитями клеящего средства пропуски с «машинной шириной» LU от 1/1000 мм до 1/100 мм. Плотность плетения подобной структуры, предпочтительно, выбирается таким образом, чтобы между отдельными протяженными макронитями клеящего средства оставались подобные пропуски, и чтобы получившееся в итоге покрытие пропускало газы.
Если теперь ввести в пустотелый короб (например, HK1 с фигуры 2), сформированный между внешними стенками внутренней оболочки GT1 и деталью VT1 оболочки, жидкий изолирующий материал IM под давлением сжатого воздуха, причем после этого начнется процесс вспенивания изолирующего материала, обусловленный этим сжатым воздухом и/или дополнительно или независимо от этого содержащимся в материале рабочим газом, то произойдет вытеснение воздуха из внутренней части пустотелого короба HK1, который теперь сможет выходить в расположенное под покрытием отверстие (например, OF13) и, тем самым, вовнутрь внутренней оболочки GT1 через газопроницаемую структуру соответствующего покрытия, например, АВ13. Соответственно, возможен также вывод или вытеснение рабочего газа из пустотелого короба HK1 через газопроницаемую структуру соответствующего покрытия во время процесса вспенивания изолирующего материала IM.
На фигуре 6 представлена пространственная структура покрытия при сильном увеличении. При этом покрываемая область АВ13 располагается в ровной плоскости X, Y. В этой плоскости и на различных высотах над ней по оси Z отдельные нити KF1-KFn клеящего средства укладываются друг рядом с другом и друг на друга, то есть, проще говоря, неупорядоченно или крест-накрест, образуя объемный каркас покрытия АМ13. Толщина НОЕ слоя газопроницаемого каркаса составляет, предпочтительно, от 0,1 до 0,5 мм. Проще говоря, такие макронити клеящего средства образуют, предпочтительно, своеобразную объемную, ненаправленную «макросеть», структура или каркас которой из нитей клеящего средства содержит поры, которые слишком малы для пропускания изолирующего материала, но достаточны для пропускания связанной газообразной среды.
Назначение и принцип действия покрытия АМ3, полученного при помощи форсунки DV (см. фиг.1), подробно разъясняется на основании фигур 3А, 3В. На фигуре 3А представлен схематичный, увеличенный продольный разрез боковой стенки SW3 цельной внутренней оболочки GT2 (см. также фиг.4), представляющей собой часть корпуса холодильного аппарата KG. Эта боковая стенка SW3 является внешней деталью VT2 оболочки, соответствующей детали VT1 составной (из двух частей) внутренней оболочки GT1 с фигур 1 и 2. В ней предусмотрено сквозное отверстие OF3, ведущее из полости пустотелого короба НК2 во внутреннее пространство внутренней оболочки GT2. Отверстие, предпочтительно, имеет геометрическую форму цилиндра. Если смотреть из пустотелого короба HK2 в направлении внутренней полости внутренней оболочки GT2, то отверстие имеет, в целом, круглое входное сечение. Оно обозначено на фигуре 3В пунктиром, который обозначает вид спереди со стороны изолирующего материала на сквозное отверстие (с фигуры 3А) вместе с наложенным покрытием АМ3. На ту сторону боковой стенки SW3, которая обращена к пустотелому коробу HK2, то есть, на сторону изолирующего слоя, наносится покрытие АМ3, которое накрывает вход сквозного отверстия OF3, а также кольцевидную или венцевидную, то есть, в целом, кольцевую кромочную область AF вокруг круглого входа сквозного отверстия OF3, укладывается при помощи форсунки DV (см. фиг.1) и имеет газопроницаемую структуру, образованную множеством взаимосвязанных протяженных нитей клеящего средства, то есть, нитевидных элементов KF1-KFn клеящего средства КМ аналогично каркасу с фигур 5 и 6. При этом область АВ3, накрываемая покрытием, включает как вход сквозного отверстия OF3, так и кольцевую область наложения вокруг сквозного отверстия OF3 по обеим сторонам канала. Покрытие АМ3 перекрывает вход сквозного отверстия OF3 и внешнюю стенку AW3 внутренней оболочки GT2 в кольцевой или венцевидной кромочной области вокруг этого входного отверстия. При этом в области наложения вокруг прорези или сквозного отверстия OF3 покрытие АМ3 прилипает к внешней стенке AW3 за счет сил сцепления, например, сил адгезии отдельных нитей материала клеящего средства, микросцепления между нитями клеящего средства и материалом боковой стенки SW3, сплавления еще горячих нитей клеящего средства с материалом боковой стенки SW3 и/или прочих макромолекулярных соединений и диффузионных соединений на атомарном уровне между отдельными протяженными нитями клеящего средства и материалом боковой стенки SW3. Форсунка, например, DV на фигуре 1, целесообразно настраивается таким образом, чтобы длина выбрасываемых отдельных нитей клеящего средства равнялась, в частности, максимально возможной ширине покрываемого отверстия. Для отверстия OF3, имеющего приблизительно круглую форму, длина нити выбирается, предпочтительно, по меньшей мере, равной диаметру такого круглого отверстия. В частности, может оказаться целесообразным выбор длины нити в размере, превышающем максимальную ширину закрываемого отверстия на 10-50%, с целью обеспечения достаточной надежности перекрытия соответствующей прорези отдельными нитями клеящего средства и предотвращения проникновения нитей клеящего средства через сквозное отверстие. Осевая длина FL нитей клеящего средства составляет, предпочтительно, от 5 мм до 80 мм, в частности, от 8 мм до 40 мм. Толщина нитевидных элементов KF1-KFn целесообразно выбирается в диапазоне от 1/1000 мм до 5/100 мм. Структура каркаса покрытия содержит между отдельными нитями клеящего средства пропуски с «машинной шириной» LU от 1/1000 мм до 1/100 мм. Плотность плетения подобной структуры, предпочтительно, выбирается таким образом, чтобы между отдельными протяженными макронитями клеящего средства оставались подобные пропуски, и чтобы получившееся в итоге покрытие пропускало газы. Для стенок внутренней оболочки GT2, предпочтительно, применяется полимерный материал, обеспечивающий достаточное сцепление с покрытием АМ3. Таким образом, газопроницаемая структура покрытия АМ3 накрывает область входа сквозного отверстия OF3 наподобие нетканого несущего каркаса.
Если теперь ввести в пустотелый короб НК2 внутренней оболочки GT2 жидкий изолирующий материал IM, причем после этого начнется процесс вспенивания изолирующего материала, обусловленный сжатым воздухом и/или содержащимся в материале рабочим газом, то произойдет вытеснение воздуха из пустотелого короба HK2. Благодаря газопроницаемости каркаса покрытия АМ3 этот вытесненный воздух сможет выходить во внутреннее пространство внутренней оболочки GT2 через сквозное отверстие OF3. Соответственно, возможен также вывод введенного сжатого воздуха и/или рабочего газа изолирующего материала IM, образовавшегося в результате химических реакций превращения, через газопроницаемую структуру покрытия АМ3 в сквозное отверстие OF3 стенки SW3 внутренней оболочки GT2 и, тем самым, из пустотелого короба НК2. Таким образом, газопроницаемая структура покрытия АМ3 обеспечивает удаление воздуха из пустотелого короба при введении жидкого изолирующего материала IM и его вспенивании. На фигуре 3А схематично (малыми кругами) показаны пузырьки GB воздуха и рабочего газа во вспенивающемся изолирующем материале IM. Направление выпуска вытесненного воздуха и/или рабочего газа обозначено стрелками LS, которые направлены из внутренней части пустотелого короба HK2 через покрытие АМ3 в сквозное отверстие OF3 и, тем самым, во внутреннее пространство внутренней оболочки GT2.
Дополнительно к функции выпуска воздуха или вентиляции газопроницаемая структура покрытия АМ3 служит своеобразным несущим каркасом для изолирующего материала IM во время вспенивания или расширения последнего. При этом оно удерживает изолирующий материал как в жидкой, так и во вспененной фазе вплоть до окончательного сцепления или отверждения таким образом, что предотвращается выход изолирующего материала в сквозное отверстие OF3 и/или проникновение изолирующего материала во внутреннее пространство внутренней оболочки GT2. Газопроницаемая структура покрытия АМ3 накрывает отверстие OF3 таким образом, что образуется барьер или заграждение на пути выхода изолирующего материала из пустотелого короба HK2. Несущий каркас скрученных отдельных протяженных нитей клеящего средства выгодным образом стабилен настолько, что способен в максимально возможной степени гасить давление, оказываемое расширяющимся (в ходе вспенивания) изолирующим материалом перпендикулярно покрываемой области АВ3 покрытия АМ3. Таким образом, если давление F1 изолирующего материала IM направлено перпендикулярно приблизительно ровной каркасной структуре покрытия АМ3, то покрытие за счет жесткости своего материала развивает навстречу приблизительно равную противодействующую силу F2. При этом (на продольном разрезе с фигуры 3А) покрытие АМ3 перекрывает отверстие OF со стороны изолирующего материала наподобие прямолинейной полосы. В направлении перпендикулярно входу прорези OF3 покрытие имеет, в целом, круглые очертания (см. фиг.3В) и остается, в целом, ровным даже под давлением вводимого изолирующего материала. Таким образом, жесткий, в частности, стабильный несущий каркас покрытия АМ3, имеющий вид нетканого материала или сетки, в максимально возможной степени предотвращает вдавливание покрытия АМ3 вовнутрь прорези OF3 и, тем самым, проникновение изолирующего материала IM в сквозное отверстие OF3. Таким образом, покрытие АМ3 выполняет функции уплотнения относительно изолирующего материала IM. Благодаря этому надежно предотвращается загрязнение пеной внутренней стенки IW3 внутренней оболочки GT2.
Обобщая сказанное, покрытие со структурой согласно изобретению, состоящей из множества взаимосвязанных протяженных нитей клеящего средства, выполняет функции уплотнителя для различных покрываемых областей (например, отверстий, в частности, прорезей, щелей, установочных зазоров, разрывов и прочих мест возможной утечки на стенках пустотелого короба внутренней оболочки), предотвращающего выход изолирующего материала, а также функции выпуска воздуха или вентиляции для целенаправленного выпуска воздуха и/или рабочего газа в ходе вспенивания или расширения изолирующего материала. Поскольку такое покрытие может быть получено, в частности, путем распыления или осаждения из форсунки (например, DV), то такой способ получения покрытия подходит для автоматизированной линии изготовления холодильных аппаратов. Выгодным образом, технология распыления из форсунки позволяет очень быстро и экономно получить газопроницаемую структуру для соответствующего покрытия. Кроме того, технология распыления выгодным образом позволяет наносить покрытие даже в труднодоступных местах соответствующей внутренней оболочки, где оно будет выполнять функции герметизации отверстий или прорезей различных видов и/или фиксации навесных и/или встраиваемых компонентов.
Аналогично отверстиям во внутренней оболочке (например, GT1, GT2), внешние стенки которой образуют внутренние границы внешнего пустотелого короба (например, HK1 или HK2), при помощи покрытия, полученного согласно изобретению, могут быть герметизированы относительно изолирующего материала и прочие отверстия, например, разрывы, зазоры, прорези в других стенках пустотелого короба, в частности, в одной или нескольких деталях оболочки пустотелого короба, причем газопроницаемость отверстий сохранится. В частности, покрытие с подобной структурой может быть нанесено снаружи на возможные отверстия или прорези в одной или нескольких деталях оболочки (например, VT1 или VT2) пустотелого короба (например, HK1 или HK2) с целью предотвращения выхода изолирующего материала IM. При этом газопроницаемая структура соответствующего покрытия пропускает вытесняемый воздух и/или рабочий газ, служащий для вспенивания изолирующего материала, из полости пустотелого короба в окружающую среду.
Благодаря тому, что газопроницаемая структура соответствующего покрытия обеспечивает целенаправленный выпуск воздуха в ходе процесса вспенивания изолирующего материала, в максимально возможной степени предотвращается образование раковин в отвердевшем изолирующем материале. Газопроницаемость покрытия позволяет отказаться от операции принудительного вытеснения воздуха из пустотелого короба, которая была бы необходима при использовании сплошных клеящих материалов или клейких лент для герметизации отверстий в пустотелом коробе.
На фигуре 4 представлен перспективный вид альтернативного корпуса холодильного аппарата KG на стадии сборки. Корпус состоит из внутренней оболочки GT2 (см. фиг.3А, 3В), полученной из полимерной пластины (например, полистирола) методом глубокой вытяжки, и внешней оболочки из пластин, не показанных на фигуре. Пластины внешней оболочки крепятся к передней стороне внутренней оболочки при помощи фиксирующей рамы, составленной из профильных элементов SL1-SL4. Внутренняя оболочка GT2 состоит из двух продольных элементов SW3, SW4, крышки SW1 и дна SW2 и имеет прямоугольную форму, то есть, она содержит единственную внутреннюю полость, которая имеет прямоугольную форму как в продольном, так и в поперечном сечении. Обе продольные стенки SW3, SW4 внутренней оболочки GT2 содержат несколько прорезей или отверстий OF8. Эти прорези или отверстия служат для установки подложек НТ2. Такие подложки НТ2 нужны, например, для крепления полок для охлаждаемых продуктов или телескопических выдвижных направляющих (не показанных на фигуре) во внутренней полости внутренней оболочки GT2.
Большая прорезь DU на верхней задней кромке крышки SW1 внутренней оболочки GT2 и устанавливаемая на ней подложка НТ1 служат для крепления навесного компонента, например, освещения внутренней полости или комбинированного вентилятора и светильника, на внутренней оболочке GT2. Вдоль зон соединения, то есть, в области контакта между кромкой подложки НТ1 и внешней стороной крышки SW1 внутренней оболочки GT2, находится покрываемая область АВ4, которая окружает внешний контур подложки НТ1 вдоль кромки. Здесь желательно нанести покрытие, перекрывающее установочный зазор между крышкой SW1 и прилегающей подложкой НТ1 и располагающееся вокруг внешнего контура подложки НТ1. Кроме того, на верхней крышке SW1 предусматривается две покрываемые области АВ41, АВ42, отстоящие друг от друга вдоль воображаемой линии и указывающие места крепления управляющего или питающего кабеля LE. В готовом холодильном аппарате KG этот кабель LE соединяет подложку НТ1 с электронным блоком управления, который располагается за панелью управления, устанавливаемой за самым верхним профильным элементом SL1 и не показанной на фигуре.
Аналогично покрываемой области АВ4, вокруг прорезей или отверстий OF8 в продольных стенках SW3, SW4 предусмотрены кольцевые покрываемые области, предназначенные для герметизации областей контакта между подложками НТ2 и внутренней оболочкой GT2.
На фигуре 8 представлен схематичный продольный разрез такой покрываемой области вокруг отверстия OF8, проведенный через боковую стенку SW4 в области отверстия OF8. Подложка НТ2 представляет собой втулку, которая имеет, в целом, цилиндрическую форму и вставляется в приблизительно цилиндрическое отверстие OF8 со стороны пустотелого короба, то есть, снаружи. При этом она содержит кольцевой фланец FLA, который при установке прилегает к поверхности вокруг отверстия OF8 с внутренней стороны (со стороны изолирующего материала) боковой стенки SW4 внутренней оболочки GT2, то есть, в полости внешнего пустотелого короба внутренней оболочки. Со стороны боковой стенки SW4, обращенной в противоположную пустотелому коробу сторону, подложка НТ2 фиксируется кольцевым крючком RH, выступающим в радиальном направлении. В приблизительно кольцевидной контактной области DIL, расположенной между внешней торцевой кромкой кольцевого фланца FLA и поверхностью прилегания боковой стенки SW4, формируется покрытие АМ81, наносящееся при помощи форсунки DV (см. фиг.1). В кольцевидной (венцевидной) области АВ81 уплотнения вокруг отверстия OF8 это покрытие герметизирует возможный зазор или щель между внешней торцевой кромкой фланца FLA и боковой стенкой SW4 и предотвращает выход через него изолирующей пены IM, когда пустотелый короб HK2 (см. фиг.3А) внутренней оболочки GT2 после изготовления уплотнения для подложки НТ2 будет заполняться изолирующим материалом.
На фигуре 7 представлен фрагмент внутренней оболочки GT2 с фигуры 4 вместе с предварительно установленной на него подложкой НТ1. Кабель LE, ведущий от подложки НТ1 к блоку управления, в данном варианте исполнения крепится к внешней стенке внутренней оболочки GT2 в двух отстоящих друг от друга точках АВ41, АВ42 фиксации при помощи покрытия АМ41, АМ42 согласно изобретению. Соответствующее покрытие АМ41, АМ42 перекрывает кабель LE в поперечном направлении и фиксирует его с обеих боковых сторон к внешней стенке внутренней оболочки GT2 (со стороны изолирующего материала) в контактной полосе. В альтернативном варианте может оказаться достаточным сначала нанести соответствующее покрытие полосой на внешнюю стенку внутренней оболочки GT2 (со стороны изолирующего материала) в соответствующих точках AB11, AB12 фиксации, а затем вдавить кабель в еще горячее и клейкое покрытие, в результате чего он прилипнет к покрытию. Таким образом, может быть достигнута достаточная степень предварительной пространственной фиксации кабеля LE для последующих монтажных операций, в частности, для последующей монтажной операции, в ходе которой пустотелые короб HK2, ограниченный внутренней оболочкой GT2 и пластинами внешней оболочки, заполняется изолирующей пеной. В области стыковки установленной подложки НТ1 и прорези DU в верхней боковой стенке внутренней оболочки GT2, а именно, в области внешней кромки АВ4 вокруг внешнего контура подложки НТ1, предусмотрено покрытие АМ4. Оно служит для герметизации возможного зазора между внешней стенкой внутренней оболочки GT2 и подложкой НТ1. Благодаря этому можно надежно предотвратить проникновение изолирующего материала во внутреннее пространство внутренней оболочки GT2 при заполнении им пустотелого короба HK2.
Дополнительно или независимо от этого может оказаться целесообразным дополнительное применение клейкой пленки НКМ на накладывающихся друг на друга, внутренних контактных поверхностях подложки НТ1 и части корпуса GT2.
На фигуре 12 представлено схематичное сечение задней стенки RW внутренней оболочки GT2 (см. фиг.4) в плоскости, перпендикулярной продольному измерению задней стенки RW. К внешней стороне задней стенки RW, обращенной к пустотелому коробу HK2, прилегает плоский элемент VED испарителя. Внутренний контур элемента VED испарителя целесообразно соответствует кривизне задней стенки RW. В области кромок элемента VED испарителя сплошной полосой или точечно наносится покрытие, например, АМ121, АМ122, со структурой согласно изобретению, предназначенное для предварительной фиксации плоского элемента VED испарителя к задней стенке RW до того момента, как он будет окончательно зафиксирован отвердевшим изолирующим материалом IM.
На фигуре 10 представлен схематичный план удлиненных отверстий OF101, OF102, OF103, выполненных в боковой стенке внутренней оболочки GT1 (см. фиг.1) и перекрытых покрытием АМ101, АМ102, АМ103, полученным согласно изобретению. С одной стороны, такое покрытие АМ101, АМ102, АМ103 образует заграждение для изолирующего материала IM, вводящегося в пустотелый короб HK1 (см. фиг.2) и вспенивающегося там. Такой барьер не позволяет изолирующему материалу IM проникнуть через отверстия OF101, OF102, OF103 во внутреннее пространство внутренней оболочки GT1 и загрязнить его внутренние стенки. С другой стороны, газопроницаемая структура соответствующего покрытия выпускает через отверстия OF101, OF102, OF103 во внутреннее пространство внутренней оболочки GT1 воздух, вытесняемый из пустотелого короба HK1 во время процесса вспенивания, и/или рабочий газ, используемый для вспенивания. Благодаря этому возможно изготовление изолирующего слоя вокруг внутренней оболочки GT1, практически не имеющего дефектов. В частности, предотвращается возникновение нежелательных раковин, то есть, включений воздуха, или иных дефектов структуры изолирующего материала. Таким образом, в максимально возможной степени гарантируется формирование безупречного теплоизолирующего слоя из изолирующего материала IM, находящегося в пустотелом коробе HK1.
На фигуре 11 представлен схематичный разрез кромки внутренней оболочки GT2 (см. фиг.4) и закрепленных на ней профильных элементов SL1-SL4. Профильный элемент представляет собой, в целом, L-образный профиль с двумя ортогональными плечами SE1, SE2, причем плечо SE1, простирающееся по передней стороне корпуса, выгнуто наподобие шпильки для волос и удлинено за счет эластичной пружины FE. Плечо SE1 и пружина FE ограничивают паз, в котором зажимается кромка внутренней оболочки GT2. В этом случае на сторону, обращенную к изолирующему материалу, в контактной области между плечом SE1 и внешней стенкой внутренней оболочки GT2 также наносится покрытие АМН со структурой согласно изобретению, предназначенное для герметизации возможного зазора. Это позволяет надежно предотвратить выход изолирующего материала IM во внутреннее пространство внутренней оболочки GT2.
При этом покрытие АМ81 перекрывает часть изогнутого наподобие шпильки для волос плеча SE1 и примыкающую к нему контактную область на внешней стенке внутренней оболочки GT2. В этом случае можно отказаться от использовавшегося ранее слоя HKS клея горячего отверждения, который наносился в области кромки пружины FE и на соседней полосе внутренней стенки внутренней оболочки в качестве непроницаемого для пены соединения, или от зажимающейся между ними герметизирующей пленки. Такой слой клея горячего отверждения или герметизирующая пленка, использовавшиеся ранее, показаны на фигуре 11 пунктиром.
Наконец, на фигуре 9 представлено сечение внутренней оболочки GT2 с фигуры 4 для следующего варианта холодильного аппарата KG. Согласно этому варианту, перед заполнением внешнего пустотелого короба HK2 этой внутренней оболочки изолирующим материалом IM и его отвердением выполняются иные целесообразные подготовительные операции. При этом выполняются следующие монтажные операции:
Сначала свободные отверстия или прорези внутренней оболочки GT2 закрываются снаружи покрытием, полученным способом согласно изобретению. На фигуре 9, например, отверстие OF91 в дне SW2 внутренней оболочки GT2 перекрыто покрытием АМ91 и, тем самым, сделано непроницаемым для пены. Кроме того в прочие отверстия вставляются или через прочие отверстия продеваются встраиваемые и/или навесные компоненты. Например, в варианте исполнения согласно фигуре 9 через сквозное отверстие OF92 в правой боковой стенке SW4 внутренней оболочки GT2 проведен кабель или кабельный ствол LE9, ведущий снаружи во внутреннее пространство внутренней оболочки GT2. Там предварительно был установлен светорегулятор LID. При этом в отверстие OF92 целесообразно может быть вставлена подложка или сквозная втулка, предназначенная для увеличения несущей способности. Область кромки между подведенным кабелем LE9 и возможно вставленной подложкой, а также кольцевая область на боковой стенке внутренней оболочки GT2, окружающая это отверстие OF92, целесообразно перекрывается покрытием АМ92, структура которого согласно изобретению составлена из отдельных протяженных нитей клеящего средства. Благодаря этому может быть создано надежное, непроницаемое для пены уплотнение между подведенным кабелем LE9 и внутренней кромкой отверстия OF92. Кроме того, можно защитить и прочие области внутренней оболочки GT2 от нежелательного проникновения изолирующего материала IM во внутреннее пространство этой оболочки. Так, например, покрытие АМ97 со структурой согласно изобретению наносится, например, на критичные в отношении риска выхода изолирующего материала области блока SVE питания, к которому подсоединен кабель или провод LE9. В данном варианте исполнения (фигура 9) блок SVE питания расположен под дном внутренней оболочки GT2. Кроме того, в предлагаемом варианте исполнения предусмотрен испаритель VED расположенный внутри внутренней оболочки GT2 в области крышки. В этой области трубка RO для хладагента, относящаяся к испарителю, протянута через отверстие OF93 в крышке SW1. Это отверстие OF93 также перекрыто покрытием АМ93, полученным способом согласно изобретению. Кроме того, покрытие согласно изобретению используется также для фиксации трубки RO для хладагента снаружи к детали VT2 оболочки. Для этого, например, в некоторой локальной области наносится покрытие АМ96 способом согласно изобретению. Это покрытие служит (в данном случае) исключительно для временной пространственной фиксации трубки RO для хладагента до того момента, когда в пустотелый короб HK2 будет введен изолирующий материал IM и отвердеет там. Аналогичным образом при помощи покрытия согласно изобретению могут быть сделаны непроницаемыми для пены отверстия во внешней стенке детали VT2 оболочки. Например, в детали VT2 оболочки (фигура 9) покрытие АМ95 накрывает и герметизирует место OF95 возможной утечки. Кроме того, при помощи покрытия согласно изобретению могут быть герметично закрыты от выхода пены микроскопичные зазоры между навесными компонентами и внутренними кромками отверстий, в которые вставлены навесные компоненты. Например, деталь VT2 оболочки содержит отверстие OF94, через которое в пустотелый короб НК2 частично введен навесной компонент АТ94. Крепление осуществляется за счет изготовленного и структурированного согласно изобретению покрытия АМ94, нанесенного в области прохождения между внутренней кромкой отверстия OF94 и внешней кромкой навесного элемента АТ91.
Обобщая сказанное, покрытие, изготовленное и структурированное согласно изобретению, служит, во-первых, для предотвращения выхода изолирующего материала из пустотелого короба части корпуса, например, внутренней оболочки холодильного аппарата. Во-вторых, за счет своей газопроницаемой структуры оно выполняет функции выпуска воздуха или вентиляции. Дополнительно или независимо от этого покрытие может использоваться для фиксации встраиваемых и навесных компонентов, которые необходимо закрепить или зафиксировать на какой-либо части корпуса холодильного аппарата.
В частности, покрытие согласно изобретению отличается тем, что оно образует барьер или заграждение для жидкой и вспененной фазы изолирующего материала. Иными словами, покрытие, изготовленное и структурированное согласно изобретению, удерживает изолирующий материал во время его введения и вспенивания, благодаря чему он не может проникнуть через отверстия или прорези в пустотелом коробе внутренней оболочки или двери. Благодаря своей специфической структуре оно обеспечивает достаточную степень удержания изолирующего материала как в жидком, так и во вспененном состоянии, и, одновременно, достаточную степень газопроницаемости. Газопроницаемая структура покрытия согласно изобретению обеспечивает отличную вентиляцию или выпуск вытесненного воздуха и/или рабочего газа, как это требуется при заполнении пустотелого короба изолирующим материалом. Кроме того, дополнительно или независимо от этого за счет взаимосвязанных нитевидных элементов клеящего средства в соответствующем покрытии может быть достигнуто удерживающее действие, позволяющее закрепить навесные и/или встраиваемые компоненты на нескольких частях корпуса холодильного аппарата. Таким образом, покрытие согласно изобретению может применяться в различных монтажных операциях при изготовлении холодильных аппаратов.
Кроме того, покрытие, изготовленное и структурированное согласно изобретению, может быть нанесено на соответствующую покрываемую область точнее, чем отрезок клейкой ленты. При этом уплотняющее и/или фиксирующее действие покрытия согласно изобретению может быть достигнуто с меньшим расходом материала по сравнению с клейкими лентами, сплошными клейкими пленками или слоем клеящего средства, в частности, сплошным покрытием из термоплавкого клея. Это позволяет повысить эффективность производственного процесса. В частности, покрытие согласно изобретению может быть нанесено на соответствующую покрываемую область значительно быстрее, чем клейкая лента или сплошная клейкая пленка, что способствует ускорению автоматизированного производства.
Наконец, на фигуре 13 представлена схема автоматизированного изготовления корпуса холодильного аппарата с внутренней оболочкой GT2 в соответствии с фигурами 3А, 3В и 4. Сначала на станции FV фиксации при помощи сплошных полос клеящего средства, получаемых при помощи устройства HKV нанесения клея горячего отверждения, на внутренней оболочке GT2 предварительно фиксируются разнообразные навесные и/или встраиваемые компоненты. Затем, на последующей станции DIV герметизации, возможные отверстия OF в стенках внутренней оболочки накрываются покрытием AM согласно изобретению, непроницаемым для изолирующего материала. Для этого станция DIV герметизации содержит, по меньшей мере, одну форсунку DV, которая выбрасывает протяженные нити KF1-KFn клеящего средства, предпочтительно, с подкруткой. Расстояние от форсунки DV до соответствующей покрываемой области части корпуса, а также прочие параметры сопла форсунки DV целесообразно выбираются таким образом, чтобы выбрасываемые нити клеящего средства частично или полностью отвердевали на своем пути до соответствующей покрываемой области и перед контактом с ней. При необходимости, может оказаться целесообразным такой способ подвешивания форсунки DV, который будет допускать ее возвратно-поступательное движение. Оно обозначено на фигурах 1 и 13 двойной стрелкой РЕ. Благодаря этому можно расширить область фокуса форсунки DV. В частности, форсунка DV может быть смонтирована на манипуляторе робота, благодаря чему может быть обеспечен автоматический (или, разумеется, не требующий ручного вмешательства) доступ к различным областями вокруг внутренней оболочки GT2 с целью нанесения в этих областях соответствующего покрытия на встраиваемые и/или навесные компоненты и/или отверстия. При необходимости может оказаться целесообразным исполнение форсунки в виде распылителя. В этом случае соответствующее покрытие может быть напылено оператором вручную в любом месте. Этот способ также оказывается быстрее и экономичнее традиционного наклеивания клейких лент или нанесения сплошного слоя клеящего средства.
При необходимости, можно отказаться от станции FV фиксации. В этом случае фиксация встраиваемых и/или навесных компонентов AT выгодным образом выполняется одной только форсункой DV.
Наконец, на последующей станции VSV на внутреннюю оболочку GT2 с покрытиями AM, нанесенными на одно или несколько отверстий и на зафиксированные встраиваемые и/или навесные компоненты, снаружи устанавливается оболочка VT2. Уже там или же на последующей, специально предусмотренной станции заполнения в пустотелый короб HK2 (ограниченный внешними стенками внутренней оболочки GT2 и внутренними стенками детали VT2 оболочки) внутренней оболочки GT2 вводится жидкий изолирующий материал IM. При этом изолирующий материал IM вспенивается сжатым воздухом и/или рабочим газом. Затем происходи отвердевание и закрепление изолирующего материала IM. Изготовленный таким образом корпус КО холодильного аппарата подается затем на следующие монтажные станции для изготовления холодильного аппарата. Эти станции не показаны на фигуре 13.
Выбрасывание отдельных протяженных нитей клеящего средства на соответствующую покрываемую область при помощи, по меньшей мере, одного распылителя, в частности, форсунки, производимое таким образом, что образуется покрытие с газопроницаемой структурой, непроницаемое для изолирующего материала, отличается, в частности, очень малым расходом материала по сравнению с традиционными рабочими и монтажными операциями, в ходе которых в качестве уплотнения наносилась клейкая лента или сплошная пленка. Кроме того, технология выбрасывания из распылителя, в частности, из форсунки допускает высокую степень автоматизации, например, позволяет использовать шестиосных роботов. Такой робот выгодным образом позволяет достичь высокой скорости (в частности, примерно 0,1 м/с) выбрасывания нитей клеящего средства и создания соответствующего покрытия в соответствующей покрываемой области. Для развивающихся стран или низкобюджетных проектов покрытия могут изготавливаться, в частности, при помощи ручного устройства, в частности, ручного распылителя. Наконец, отсутствует необходимость в вытяжных устройствах, так как при нанесении соответствующего покрытия не происходит распыления. Причина заключается в том, что соответствующее покрытие формируется в покрываемой области множеством уже частично или полностью отвердевших нитей клеящего средства.
В частности, по меньшей мере, один распылитель, предпочтительно, форсунка устанавливается на заданном расстоянии от выбранной покрываемой области части корпуса. Это означает, что форсунка (или, в общем, распылитель) не контактирует с покрываемой заготовкой, то есть, не входит в соприкосновение с ней, но выбрасывает множество нитей клеящего средства, которые могут пролетать через воздушную прослойку, не соприкасаясь, и целенаправленно укладываться в нужную покрываемую область части корпуса. Таким образом, выбрасывание нитей клеящего средства происходит, так сказать, «издалека» на соответствующую покрываемую область части корпуса. Благодаря перемещению форсунки (или, в общем, распылителя) структурой, состоящей из нитей клеящего средства, можно последовательно или поэтапно покрыть различные участки, то есть, части поверхности соответствующей покрываемой области, таким образом, что в итоге вся поверхность соответствующей покрываемой области покроется специфической газопроницаемой структурой, состоящей из множества нитей клеящего средства.
Обобщая сказанное, проницаемое для газа, но непроницаемое для изолирующего материала покрытие создается за счет того, что расстояние выбрасывания и/или, по меньшей мере, характеристики выбрасывания, в частности, параметры сопла (например, температура обрабатываемого клеящего средства, в частности, термоплавкого клея) распылителя, в частности, форсунки выгодным образом выбираются таким образом, что из распылителя, в частности, сопла форсунки выбрасываются отдельные макронити клеящего средства, в частности, выбрасываются с подкруткой, по меньшей мере, частично отвердевают во время полета до контакта с соответствующей покрываемой областью, и сцепляются друг с другом на месте назначения в неплотную структуру за счет сил адгезии и диффузионных соединений. Проще говоря, такая газопроницаемая структура, предпочтительно, в первом приближении имеет свойства плетения или паутины, в частности, нетканого материала или сети. Проще говоря, расположение или переплетение макронитей клеящего средства имеет структуру микропористой губки или плотного нетканого материала. Такая структура обладает способностью пропускать воздух и/или рабочий газ и задерживать вспененный изолирующий материал, в частности, полиуретановую пену. Таким образом, она образует заграждение для жидкой и вспененной фазы изолирующего материала. В частности, она содержит микропоры между отдельными нитями клеящего средства, которые не пропускают макромолекулы изолирующего материала, но пропускают молекулы воздуха и/или газа.
В отличие от клейких лент или слоев клеящего средства, которые образуются, например, при нанесении пленки из термоплавкого клея и формируют сплошной слой материала над отверстием или иной покрываемой областью, покрытие, изготовленное и структурированное согласно изобретению, благодаря своей газопроницаемой структуре обеспечивает выпуск воздуха и/или рабочего газа из пространства, занимаемого изолирующим материалом. Это позволяет в максимально возможной степени предотвратить образование раковин в изолирующем материале или иного ухудшения свойств отвердевшего изолирующего материала, следствием которого может стать ухудшение изолирующего действия.
Разумеется, аналогичным образом может быть изготовлена изолирующая оболочка для прочих частей корпуса холодильного аппарата, например, для двери. По тому же принципу покрытие с газопроницаемой структурой из множества взаимосвязанных нитей клеящего средства наносится на соответствующее, подлежащее закрытию отверстие, по меньшей мере, в одной стенке пустотелого короба двери.
Дополнительно или независимо от этого, посредством той же технологии выбрасывания можно зафиксировать подобным покрытием со структурой согласно изобретению встраиваемые и/или навесные компоненты для выполнения над ними последующих монтажных операций.
| название | год | авторы | номер документа |
|---|---|---|---|
| ХОЛОДИЛЬНЫЙ АППАРАТ С ПРИЕМНЫМ ПАЗОМ ДЛЯ ЭЛЕКТРОННОГО МОДУЛЯ | 2008 |
|
RU2455594C2 |
| ХОЛОДИЛЬНЫЙ АППАРАТ | 2008 |
|
RU2453780C2 |
| ХОЛОДИЛЬНЫЙ АППАРАТ | 2008 |
|
RU2455587C2 |
| ЛОТОК ДЛЯ ХОЛОДИЛЬНОГО АППАРАТА | 2010 |
|
RU2535168C2 |
| БЫТОВОЙ ПРИБОР С НЕСУЩЕЙ СИСТЕМОЙ | 2007 |
|
RU2414657C1 |
| ХОЛОДИЛЬНЫЙ АППАРАТ | 2008 |
|
RU2454618C2 |
| ХОЛОДИЛЬНЫЙ АППАРАТ С УПЛОТНЕНИЕМ В ФОРМЕ ПУСТОТЕЛОГО ПРОФИЛЯ | 2009 |
|
RU2484394C2 |
| БЫТОВОЙ ХОЛОДИЛЬНЫЙ АППАРАТ С ПО МЕНЬШЕЙ МЕРЕ ОДНОЙ ЕМКОСТЬЮ ДЛЯ ХРАНЕНИЯ | 2008 |
|
RU2488755C2 |
| ХОЛОДИЛЬНЫЙ АППАРАТ СО ВСТРАИВАЕМЫМ ЭЛЕМЕНТОМ | 2010 |
|
RU2531314C2 |
| НАВЕСНОЙ ЭЛЕМЕНТ ДВЕРИ ДЛЯ ХОЛОДИЛЬНОГО АППАРАТА | 2010 |
|
RU2528203C2 |
В холодильном аппарате, по меньшей мере, на одну покрываемую область части наносится покрытие с газопроницаемой структурой, которая образована множеством взаимосвязанных нитевидных элементов клеящего средства. Устройство для изготовления холодильного аппарата имеет, по меньшей мере, одного распыляющее устройство, предназначенное для нанесения на покрываемую область покрытия с газопроницаемой структурой, образованной множеством взаимосвязанных нитевидных элементов клеящего средства. Использование данной группы изобретений позволяет повысить качество крепления навесных элементов при монтаже корпуса холодильника. 3 н. и 33 з.п. ф-лы. 14 ил.
1. Холодильный аппарат (KG), по меньшей мере, с одной частью (GT2) корпуса, которая содержит, по меньшей мере, одну покрываемую область (АВ3), отличающийся тем, что на покрываемую область (АВ3) наносится покрытие (АМ3) с газопроницаемой структурой, образованной множеством взаимосвязанных нитевидных элементов (KF1-KFn) клеящего средства (КМ).
2. Холодильный аппарат по п.1, отличающийся тем, что часть (GT2) корпуса представляет собой оболочку двери.
3. Холодильный аппарат по п.1, отличающийся тем, что часть (GT2) корпуса образована, по меньшей мере, внешней стенкой внутренней оболочки, содержащей холодильный и/или морозильный отсек, предназначенный для хранения охлаждаемых и/или замораживаемых продуктов.
4. Холодильный аппарат по п.1, отличающийся тем, что часть (GT2) корпуса предпочтительно содержит пустотелый короб (НК2), в который вводится изолирующий материал (IM).
5. Холодильный аппарат по п.4, отличающийся тем, что изолирующий материал (IM) представляет собой изолирующую уплотняющую пену, в частности полиуретановую пену, или отвердевающий изолирующий материал.
6. Холодильный аппарат по п.4, отличающийся тем, что изолирующий материал (IM) вводится в пустотелый короб (НК2) в жидком состоянии, после чего он расширяется в коробе за счет вспенивания и отвердевает.
7. Холодильный аппарат по п.4, отличающийся тем, что пустотелый короб (НК2) образуется между, по меньшей мере, одной внешней стенкой (AW3) части (GT2) корпуса и, по меньшей мере, одной деталью (VT2) оболочки, которая частично или полностью огибает часть (GT2) корпуса.
8. Холодильный аппарат по п.4, отличающийся тем, что покрываемая область (АВ3) образована отверстием (OF3), по меньшей мере, в одной стенке (SW3) пустотелого короба (НК2).
9. Холодильный аппарат по п.8, отличающийся тем, что покрытие (АМ3) перекрывает своей газопроницаемой структурой отверстие (OF3) таким образом, что образуется барьер, препятствующий выходу изолирующего материала (IM) из пустотелого короба (НК2).
10. Холодильный аппарат по одному из пп.4, 8, 9, отличающийся тем, что ширина (LU) просвета между нитевидными элементами (KF1-KFn) выбирается таким образом, чтобы через отверстие (OF3), предназначенное для удаления воздуха из пустотелого короба (НК2), мог выпускаться только находящийся в пустотелом коробе (НК2) воздух и/или рабочий газ (GB), выделяющийся из изолирующего материала (IM) при его расширении.
11. Холодильный аппарат по одному из пп.1-9, отличающийся тем, что покрываемая область покрытия (АМ41, АМ42) образована зоной контакта, уплотнения и/или фиксации, по меньшей мере, одного навесного компонента (LE) части (GT2) корпуса.
12. Холодильный аппарат по п.11, отличающийся тем, что навесной элемент (SVE) частично или полностью погружен в изолирующий материал (IM) части (GT2) корпуса или прилегает к нему.
13. Холодильный аппарат по п.11, отличающийся тем, что навесной элемент представляет собой подложку (НТ2), которая перекрывает отверстие (OF8), по меньшей мере, в одной стенке части (GT2) корпуса со стороны изолирующего материала и/или со стороны, противоположной изолирующему материалу, и образует вокруг отверстия зону (АВ81) уплотнения, которая перекрывается покрытием (АМ81).
14. Холодильный аппарат по п.11, отличающийся тем, что навесной элемент представляет собой трубку (RO), кабель (LE), кабельный ствол (LE9), испаритель (VED), профильный элемент (SL1-SL4), крепление для внутреннего компонента (LID), устанавливаемого в часть (GT2) корпуса, или прочий навесной и/или встраиваемый компонент.
15. Холодильный аппарат по одному из пп.1-9, 12 и 13, отличающийся тем, что толщина (LU) нитевидных элементов (KF1-KFn) составляет от 1/1000 мм до 5/100 мм.
16. Холодильный аппарат по одному из пп.1-9, 12 и 13, отличающийся тем, что в качестве клеящего средства (КМ) применяется клей горячего отверждения или иной отвердевающий клей.
17. Способ изготовления холодильного аппарата (KG), по меньшей мере, с одной частью (GT2) корпуса, которая содержит, по меньшей мере, одну покрываемую область (АВ3), в частности, по одному из предыдущих пунктов, отличающийся тем, что на покрываемую область (АВ3) устанавливают покрытие (АМ3) с газопроницаемой структурой, образованной множеством взаимосвязанных нитевидных элементов (KF1-KFn) клеящего средства (КМ).
18. Способ по п.17, отличающийся тем, что нитевидные элементы (KF1-KFn) наносят распыляющим устройством (DV) в горячем состоянии и с подкруткой, что эти закрученные нитевидные элементы (KF1-KFn) уже на пути к покрываемой области (АВ3) частично или полностью отвердевают и что эти частично или полностью отвердевшие нитевидные элементы (KF1-KFn) укладывают на покрываемую область (АВ3) так, что указанные элементы сцепляются друг с другом и образуют газопроницаемую структуру.
19. Способ по одному из пп.17 и 18, отличающийся тем, что область, накрываемая покрытием (АМ3), представляет собой, по меньшей мере, одно отверстие или прорезь (OF3) в части (GT2) корпуса.
20. Способ по одному из пп.17 и 18, отличающийся тем, что изолирующий материал (IM) наносится на покрытие (АМ3) и удерживается его газопроницаемой структурой.
21. Способ по одному из пп.17 и 18, отличающийся тем, что часть корпуса представляет собой оболочку двери.
22. Способ по одному из пп.17 и 18, отличающийся тем, что часть (GT1, GT2) корпуса образована, по меньшей мере, внешней стенкой внутренней оболочки, содержащей холодильный и/или морозильный отсек, предназначенный для хранения охлаждаемых и/или замораживаемых продуктов.
23. Способ по одному из пп.17 и 18, отличающийся тем, что изолирующий материал (IM) вводят в пустотелый короб (НК2), который расположен между, по меньшей мере, одной внешней стенкой (AW3) части (GT2) корпуса и, по меньшей мере, одной деталью (VT2) оболочки, которая частично или полностью огибает часть (GT2) корпуса.
24. Способ по п.23, отличающийся тем, что изолирующий материал (IM) представляет собой изолирующую уплотняющую пену, в частности полиуретановую пену, или отвердевающий изолирующий материал.
25. Способ по п.23, отличающийся тем, что изолирующий материал (IM) вводят в пустотелый короб (НК2) части (GT2) корпуса в жидком состоянии, после чего он расширяется в коробе за счет вспенивания и отвердевает.
26. Способ по п.23, отличающийся тем, что покрываемая область (АВ3), которая представляет собой отверстие (OF3), по меньшей мере, в одной стенке (SW3) части (GT2) корпуса и/или детали (VT2) оболочки пустотелого короба (НК2), перекрывается газопроницаемой структурой покрытия (АМ3) таким образом, что образуется барьер, препятствующий выходу изолирующего материала (IM) из пустотелого короба (НК2).
27. Способ по п.23, отличающийся тем, что ширину (LU) просвета между нитевидными элементами (KF1-KFn) выбирают таким образом, чтобы через отверстие (OF3), предназначенное для удаления воздуха из пустотелого короба (НК2), мог выпускаться только находящийся в пустотелом коробе (НК2) воздух и/или рабочий газ (GB), выделяющийся из изолирующего материала (1М) при его расширении.
28. Способ по одному из пп.17, 18, 24-27, отличающийся тем, что покрытие (АМ4) перекрывает покрываемую область, образованную зоной (АВ4) контакта, уплотнения и/или фиксации навесного компонента (НТ1), с целью герметизации и/или фиксации к части (GT2) корпуса.
29. Способ по п.28, отличающийся тем, что навесной элемент (SVE) частично или полностью погружен в изолирующий материал (IM) или прилегает к нему.
30. Способ по п.28, отличающийся тем, что навесной элемент представляет собой подложку (НТ2), которая устанавливается в отверстие (OF8), по меньшей мере, в одной стенке части (GT2) корпуса со стороны изолирующего материала и/или со стороны, противоположной изолирующему материалу, причем уплотняемая область (АВ81) подложки (НТ2) накрывается покрытием (АМ81) вокруг отверстия (OF8).
31. Способ по п.28, отличающийся тем, что в качестве навесного элемента в часть (GT2) корпуса устанавливается трубка (RO), кабель (LE), кабельный ствол (LE9), испаритель (VED), профильный элемент (SL1-SL4), крепление для внутреннего компонента (LID), устанавливаемого в часть (GT2) корпуса, или иной навесной и/или встраиваемый компонент.
32. Устройство для изготовления холодильного аппарата (KG), по меньшей мере, с одной частью (GT2) корпуса, которая содержит, по меньшей мере, одну покрываемую область (АВ3), в частности, по одному из предыдущих пунктов, отличающееся наличием, по меньшей мере, одного распыляющего устройства (DV), предназначенного для нанесения на покрываемую область (АВ3) покрытия (АМ3) с газопроницаемой структурой, образованной множеством взаимосвязанных нитевидных элементов (KF1-KFn) клеящего средства (КМ).
33. Устройство по п.32, отличающееся тем, что распылитель (DV) подвешивается таким образом, чтобы он мог совершать возвратно-поступательные движения.
34. Устройство по одному из пп.32 и 33, отличающееся тем, что распылитель (DV) располагается на таком удалении (DI) от соответствующей покрываемой области (АВ3), которое обеспечивает частичное или полное отвердение нитевидных элементов (KF1-KFn), выбрасываемых в горячем состоянии из распылителя (DV) с подкручиванием, уже на пути от распылителя до покрываемой области (АВ3), то есть до их контакта с соответствующей покрываемой поверхностью.
35. Устройство по одному из пп.32 и 33, отличающееся тем, что распыляющее устройство (DV) установлено на монтажном роботе.
36. Устройство по одному из пп.32 и 33, отличающееся тем, что распыляющее устройство (DV) выполнено в виде ручного распылителя.
| СПОСОБ УСТАНОВКИ ИСПАРИТЕЛЯ НА ПРЕДВАРИТЕЛЬНО ИЗГОТОВЛЕННОЙ ОБЛИЦОВКЕ ХОЛОДИЛЬНИКА | 2004 |
|
RU2264587C1 |
| JP 55096894 A, 23.07.1980 | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| US 7065983 B2, 27.06.2006. | |||

