Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления обмотки ротора электрической машины, охарактеризованному в пункте 1 формулы изобретения, а также к электрической машине с изготовленной этим способом обмоткой ротора, охарактеризованной в пункте 10 формулы изобретения.
Уровень техники
Из публикации DE 102004062813 А1 известно решение, в котором число пазов и полюсных зубцов, чередующихся по окружности коллекторного ротора, выбирается отличным от числа расположенных в статоре полюсов возбуждения. Число так называемых катушек (секций обмотки), наматываемых на отдельные зубцы ротора, равно числу пластин коллектора, но в два раза больше числа полюсных зубцов и числа пазов. При этом катушки, намотанные на полюсные зубцы с равномерным распределением по ним, введены с заданным шагом по коллектору в контакт с петушками пластин коллектора. Начиная с первой катушки, каждая из всех остальных последовательно и непрерывно наматываемых катушек наматывается на тот полюсный зубец, для которого угловое отклонение от электрического угла, определяемого полюсным делением, является наименьшим.
Проблемой вариантов реализации известного решения, представленных и описанных в этой публикации, является то, что для установления контакта катушек с пластинами коллектора обмоточный провод, с одной стороны, выводят к петушку пластины коллектора прямо из паза, а с другой стороны, его приходится вести от паза по большему отрезку окружности, и такие ситуации; часто чередуются. В этом случае по мере выполнения непрерывной намотки провода такой проложенный по отрезку окружности обмоточный провод соскальзывает по участкам провода, выведенным прямо к пазам в направлении пластин коллектора, что затрудняет введение следующих катушек обмотки в контакт с петушками пластин коллектора.
В вариантах осуществления изобретения, изображенных на фиг.8 и 10 этой публикации, обмоточный провод прицепляется к петушкам части пластин коллектора таким образом, что угол между участком провода, подведенным к пластине коллектора, и участком провода, отведенным от пластины коллектора, является довольно острым, с тем недостатком, что образовавшаяся таким образом петля из провода на петушке пластины пружинит. Поскольку при введении обмоточного провода в контакт с петушком методом так называемого горячего деформирования изоляционный лак обмоточного провода в области петли при плавлении удаляется, в этом случае существует опасность коротких замыканий с ушками из обмоточного провода на соседних петушках.
Раскрытие изобретения
Предлагаемое в изобретении решение направлено на устранение проблем с обеспечением контакта, улучшение условий прокладки обмоточного провода у петушков пластин коллектора, а также предотвращение критичного пружинения петель из провода.
Способ изготовления обмотки ротора электрической машины, заявленный в пункте 1 формулы, имеет то преимущество, что пружинение петель обмоточного провода на петушках пластин коллектора сильно уменьшается благодаря тому, что между подводимым к петушку и отводимым от него участками обмоточного провода находится по меньшей мере один полюсный зубец и таким образом обеспечен достаточный обхват петушка. Еще одно преимущество предлагаемого в изобретении способа заключается в том, что при непрерывном наматывании таких катушек (секций обмотки) обмоточный провод не склонен в соскальзыванию к коллектору на участке между катушкой и петушком, поскольку между подведенным к петушку и отведенным от него обмоточным проводом находится не более двух полюсных зубцов, а значит, удается избежать прокладки обмоточного провода с более значительной окружной составляющей. Разумеется, эти преимущества присущи и электрической машине, обмотка ротора которой изготовлена способом по пункту 1 формулы изобретения.
В зависимых пунктах формулы изобретения характеризуются целесообразные варианты осуществления изобретения, развивающие признаки пункта 1 формулы.
Так, улучшение прокладки обмоточного провода и обеспечение ее равномерности со стороны коллектора ротора достигается тем, что по меньшей мере для части непрерывно наматываемых друг за другом катушек обмотки обмоточный провод, отводимый от катушки к пластине коллектора и от пластины коллектора к катушке, пропускают между двумя другими полюсными зубцами, расположенными ближе к пластине коллектора. При этом необходимо следить за тем, чтобы между соответствующей пластиной коллектора и пропускаемым между полюсными зубцами участком обмоточного провода находилось не более двух полюсных зубцов. Как возможный вариант, для такого выполнения якоря, при котором между коллектором и полюсными зубцами якоря имеется достаточно места, может быть целесообразным выполнение обмотки, при котором, предпочтительно для первой части непрерывно наматываемых друг за другом катушек, обмоточный провод отводят от катушки к пластине коллектора, а также от пластины коллектора к следующей катушке посредством установленного на валу ротора опорного кольца, причем катушки смещены по окружности ротора относительно соответствующих пластин коллектора по меньшей мере на 90°.
Для уменьшения пульсации вращающего момента и улучшения коммутации целесообразно уменьшить индуктивность в полюсных зубцах, что достигается намоткой по меньшей мере катушек с угловым отклонением относительно полюсного деления с их распределением по двум противоположным полюсным зубцам. Кроме того, благодаря этому радиальные составляющие сил на противоположных полюсных зубцах, возникающих при запитывании катушек током, уравниваются, а значит, в сумме исключают друг друга. При этом распределенное выполнение катушек с их намоткой на двух противоположных полюсных зубцах целесообразно применять ко всем катушкам. В этом случае изготовление обмотки ротора будет особенно простым, если распределенные катушки наматывать непрерывно друг за другом в виде последовательно соединенных половин катушек. Вместо этого, при необходимости, каждую из распределенных катушек можно наматывать в виде половин катушки, подключенных параллельно друг другу к их общим начальной и конечной пластинам коллектора. Для симметричной структуры катушек целесообразен вариант, в котором катушки с угловым отклонением и катушки без углового отклонения наматывают непрерывно друг за другом в равномерной очередности. В частном варианте осуществления изобретения для достижения благоприятной пульсации вращающего момента или равномерного распределения веса по окружности ротора может быть целесообразным, по меньшей мере у части катушек, распределенных по противоположным полюсным зубцам, наматывать половины этих катушек с различным числом витков.
Краткое описание чертежей
Ниже изобретение более подробно рассмотрено на примере некоторых предпочтительных вариантов его осуществления со ссылкой на прилагаемые чертежи, на которых показано:
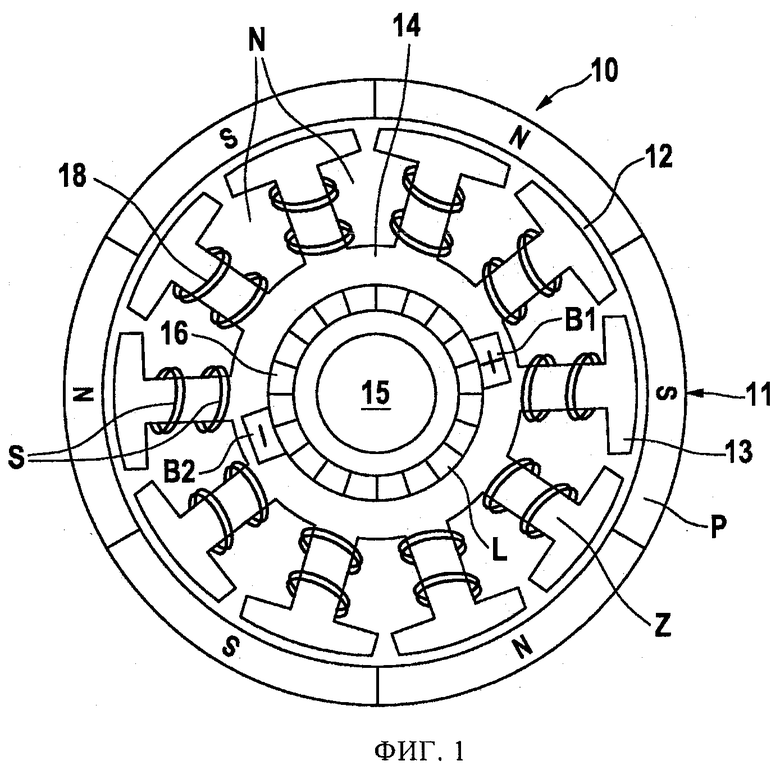
на фиг.1 - схематическое изображение предлагаемой в изобретении электрической машины при виде спереди,
на фиг.2 - развернутая схема машины, показанной фиг.1, с первой намотанной катушкой на отдельный зубец,
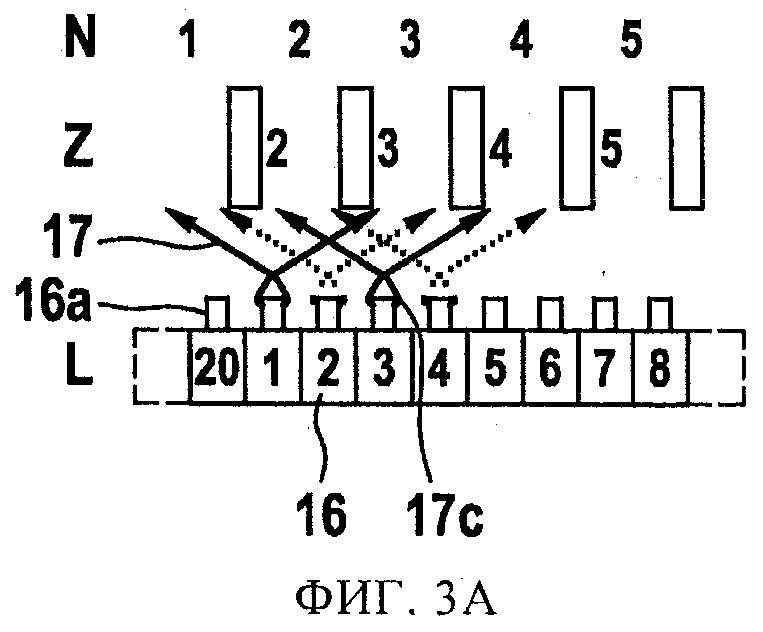
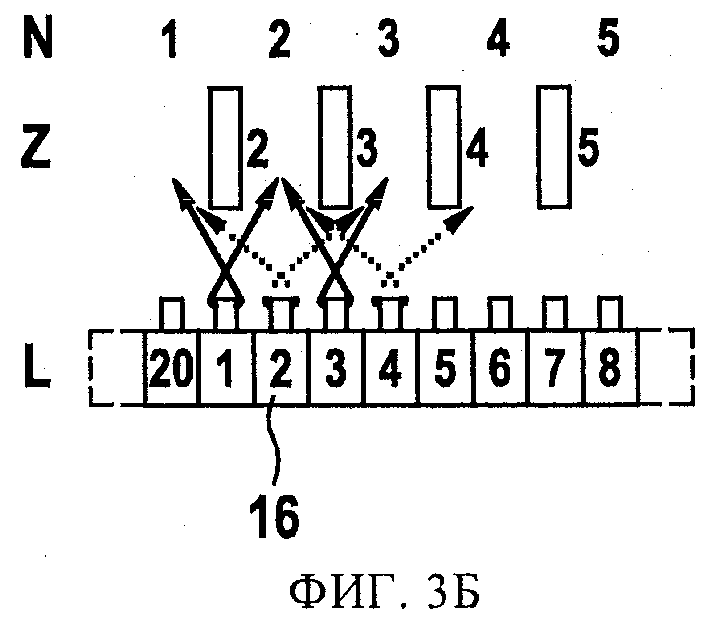
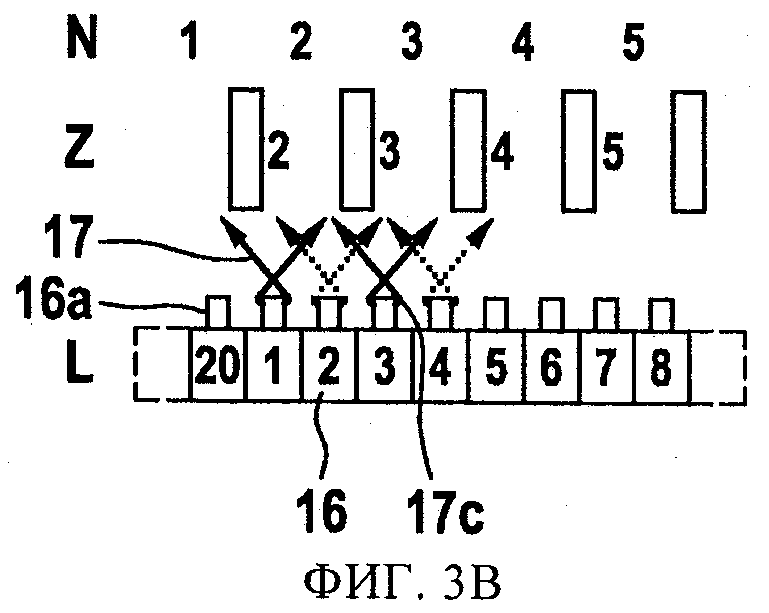
на фиг.3а-3е - различные схемы присоединения обмоточного провода к нескольким соседним пластинам коллектора,
на фиг.4 - таблица обмоточных данных, составленная для обмотки ротора в первом варианте осуществления изобретения, и
на фиг.5а-5д - схематично представленное изготовление обмотки ротора согласно пяти соответствующим разделам таблицы обмоточных данных, приведенной на фиг.4,
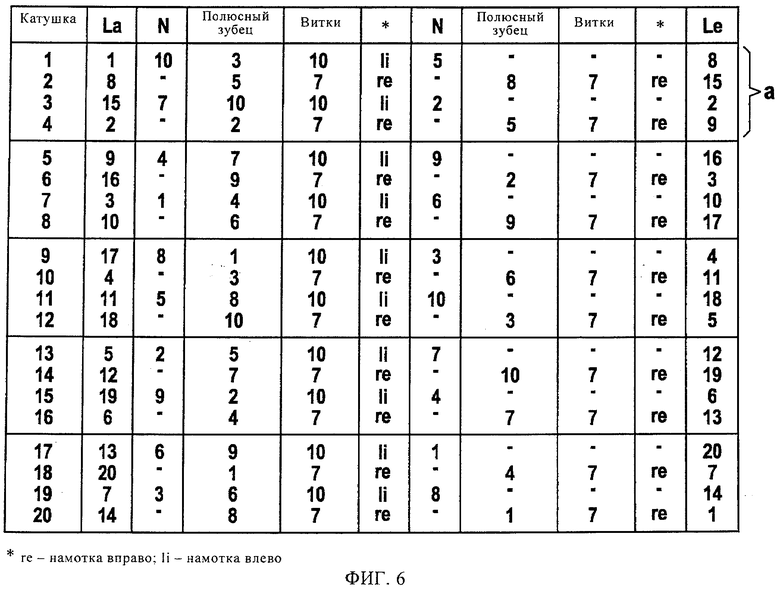
на фиг.6 - таблица обмоточных данных для второго варианта осуществления изобретения с десятью распределенными катушками,
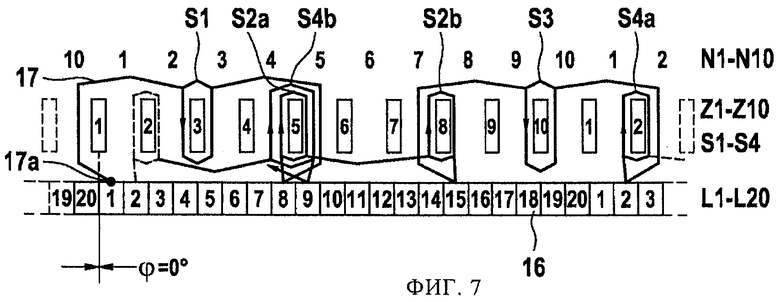
на фиг.7 - схематично представленное изготовление четырех катушек ротора согласно первому разделу таблицы обмоточных данных, приведенной на фиг.6,
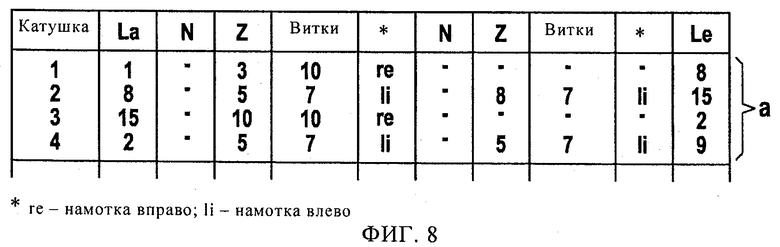
на фиг.8 - соответствующий другому варианту осуществления изобретения первый раздел таблицы обмоточных данных, в котором направление намотки изменено по сравнению с таблицей, приведенной на фиг.6,
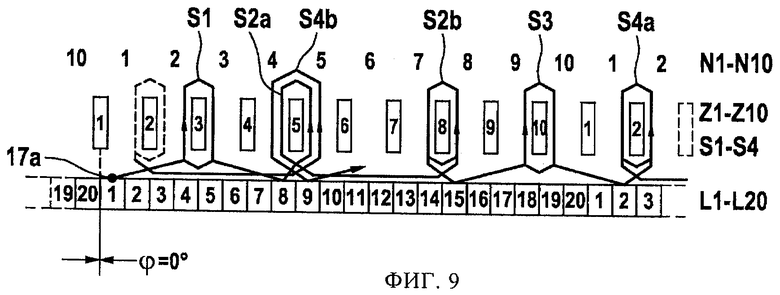
на фиг.9 - схематично представленное изготовление четырех катушек обмотки ротора в соответствии с разделом таблицы обмоточных данных, приведенной на фиг.8.
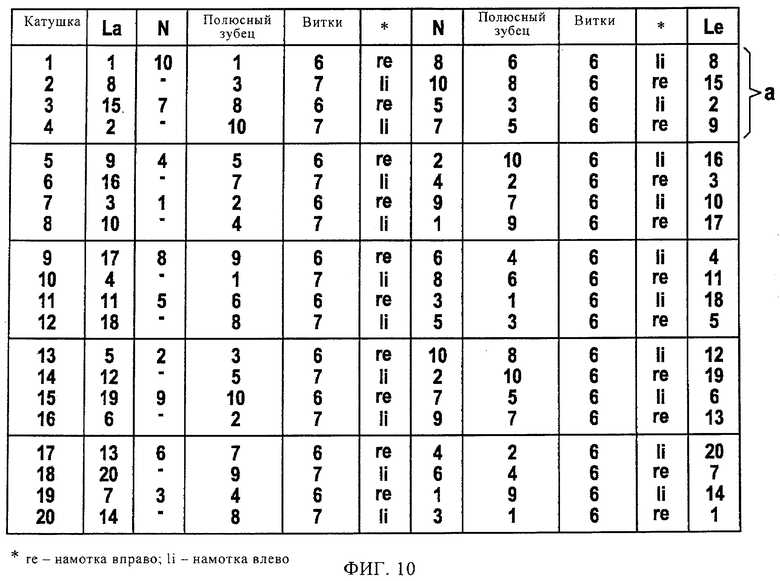
на фиг.10 - таблица обмоточных данных для четвертого варианта осуществления изобретения с двадцатью распределенными катушками,
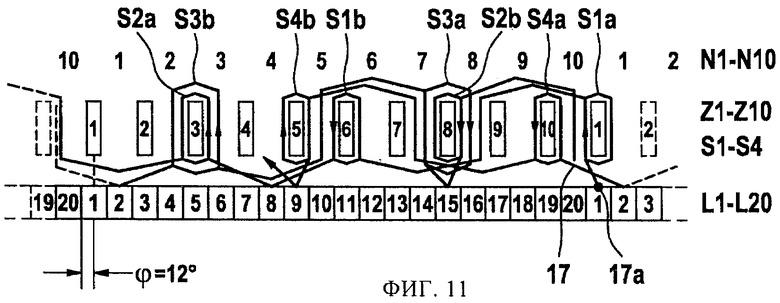
на фиг.11 - схематично представленное изготовление обмотки ротора согласно первому разделу таблицы обмоточных данных, приведенной на фиг.10,
на фиг.12 - таблица обмоточных данных для пятого варианта осуществления изобретения с двадцатью распределенными катушками,
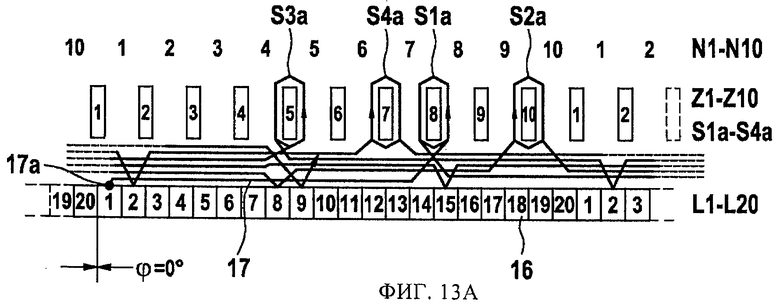
на фиг.13а - схематично представленное изготовление первых четырех частичных катушек согласно первому разделу таблицы обмоточных данных, приведенной на фиг.12,
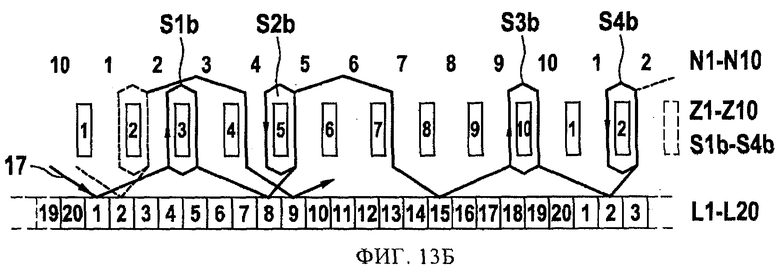
на фиг.13б - схематично представленное изготовление четырех частичных катушек, включенных параллельно частичным катушкам, показанным на фиг.13а, согласно второму разделу таблицы обмоточных данных, приведенной на фиг.12.
на фиг.14 - первый раздел таблицы обмоточных данных для шестого варианта осуществления изобретения, в котором конфигурация присоединений провода изменена относительно таблицы обмоточных данных, приведенной на фиг.12, и
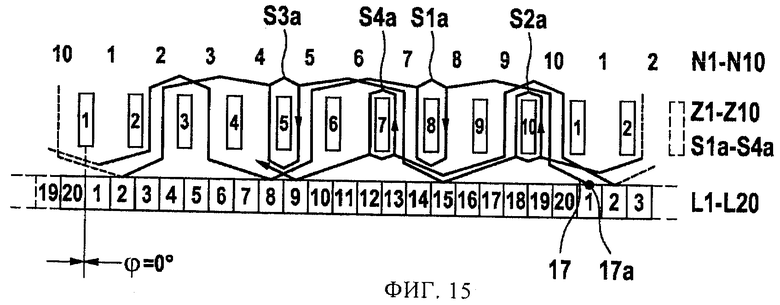
на фиг.15 - схематично представленное изготовление первого участка обмотки ротора согласно таблице обмоточных данных, приведенной на фиг.14.
Осуществление изобретения
На фиг.1 для первого варианта осуществления изобретения схематично в виде спереди изображен и обозначен позицией 10 возбуждаемый постоянными магнитами шестиполюсный электродвигатель постоянного тока, представляющий собой пример электрической машины. Такие машины используются предпочтительно для сервоприводов, вентиляторов и т.п. в транспортных средствах и при высоких нагрузках должны надежно работать, по возможности, в течение всего срока службы транспортного средства. В соответствии с этим их конструкция должна быть максимально прочной. Электрическая машина 10 имеет шестиполюсный статор 11, который через рабочий воздушный зазор 12 взаимодействует с коллекторным ротором 13, называемым ниже обобщенно просто ротором. Ротор 13 состоит из пакета 14 сердечника, закрепленного на опертом с двух сторон валу 15 ротора. По окружности пакета 14 сердечника расположено десять равномерно распределенных полюсных зубцов Z, между которыми выполнены пазы для размещения, в общей сложности, двадцати катушек S обмотки 18 ротора. При этом катушки S намотаны намоточным автоматом парами вокруг каждого полюсного зубца Z. Катушки S особым образом соединены с коллектором 16, насаженным на вал 15 ротора с передней торцевой стороны пакета 14 сердечника. Коллектор 16 имеет двадцать равномерно распределенных по окружности пластин L, взаимодействующих с двумя неподвижными угольными щетками В1 и В2. Угольные щетки разнесены относительно друг друга на 180° и для обеспечения работы электрической машины питаются постоянным током. При этом десять полюсных зубцов Z ротора 13 взаимодействуют с тремя парами полюсов возбуждения статора 11. Для получения как можно меньшей пульсации вращающего момента электрической машины число полюсных зубцов отличается от числа полюсов Р возбуждения.
На фиг.2 изображена развернутая схема показанного на фиг.1 электродвигателя 10 постоянного тока, с помощью которой ниже более подробно поясняется способ намотки для изготовления и распределения катушек S на полюсных зубцах Z ротора 13. На рассматриваемом чертеже показаны шестиполюсный статор 11, десять полюсных зубцов Z1-Z10, первые две катушки S1 и S2, а также двадцать пластин L1-L20 коллектора 16 (также называемых коллекторными пластинами). Положение первой катушки S1 выбирается произвольно и приходится в данном случае на третий полюсный зубец Z3. Далее, первый полюсный зубец Z1 с первой катушкой S1 соответствует середине северного полюса статора 11. Это соответствие также произвольно выбирается. Кроме того, также произвольно выбираемое соответствие пластин L коллектора и полюсных зубцов Z выбирается в данном случае таким образом, чтобы первый полюсный зубец Z1 находился точно на уровне щели между пластинами L5, L6 коллектора 16. Это место имеет на окружности ротора угловое положение φ=0°, как показано на фиг.2. Отсюда следует, что соседний полюсный зубец Z2 находится в положении 36°, а следующая щель между пластинами коллектора находится в положении 18°. Далее условимся, что все катушки S вводятся своим началом в контакт с начальной пластиной La, а своим концом - в контакт с конечной пластиной Le коллектора. На фиг: 2 пластина L1 является произвольно выбираемой начальной пластиной La1 для первой катушки S1. Следовательно, с учетом положения выбранной в данном случае пластины L1 между начальной пластиной La1 катушки S1 и предусмотренным для этой катушки полюсным зубцом Z3 получается угловой сдвиг φ0, составляющий 63°. На фиг.2 катушка S1 находится в оптимальном положении - посередине под одним из полюсов статора 11. Для этого положения угловое отклонение (отклонение от электрического угла) нулевое: Wf=0°.
Для того чтобы катушки S можно было в непрерывном режиме намотать на полюсные зубцы Z по типу волновой обмотки, для всех катушек S обмотки устанавливается шаг Y обмотки по коллектору (коллекторный шаг), который гарантирует возможность введения конца каждой катушки в контакт со свободной пластиной L коллектора. На фиг.2 предусмотрен шаг Y по коллектору, составляющий семь пластин, т.е. Y=7.
Как это уже подробно показано и рассмотрено в вышеупомянутой публикации DE 102004062813 А1, сначала для всех катушек подряд определяют начальную пластину La коллектора и конечную пластину Le коллектора. Затем для каждой катушки обмотки ротора 13, наматываемой за катушкой S1 при первом обходе обмотки, для каждого полюсного зубца Z определяют угловое отклонение относительно полюсного деления статора, а именно отклонение Wf углового положения этого зубца от угла, определяемого полюсным делением статора 11, используя следующую формулу:
(1) Wf(j)=cos[2π*p/z*(j-Lai/M)]
Теперь на основании углового отклонения второй катушки S2, рассчитанного таким образом для каждого полюсного зубца Z, на следующем этапе определяют полюсный зубец, на котором катушка S2 будет иметь наименьшее угловое отклонение Wf. Таким образом, для катушки S2 наименьшее угловое отклонение Wf=18°, или наибольший косинус углового отклонения max=0,951, приходится на полюсный зубец Z5. Такое же угловое отклонение имеет место и на полюсных зубцах Z8, Z10 и Z3, что можно использовать для оптимального подключения катушки.
Таким образом, для всех катушек S обмотки определяют начальную и конечную пластины La и Le коллектора, а также оптимальный для соответствующей катушки полюсный зубец Z. В вышеупомянутой публикации по этим значениям составляют необходимую для намоточного автомата таблицу обмоточных данных, причем в каждой катушке обмоточный провод направляют непосредственно от начальной пластины La коллектора к катушке S и от катушки S к конечной пластине Le коллектора. Однако при изготовлении обмоток с более высоким количеством катушек при этом возникают проблемы с прокладкой провода между коллектором 16 и катушками S, что делает необходимым упорядочение подключений катушек к пластинам коллектора 16.
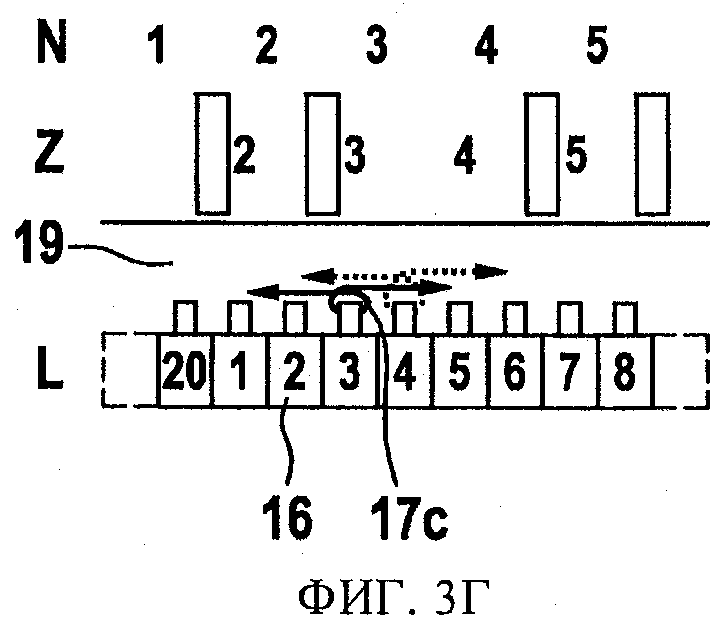
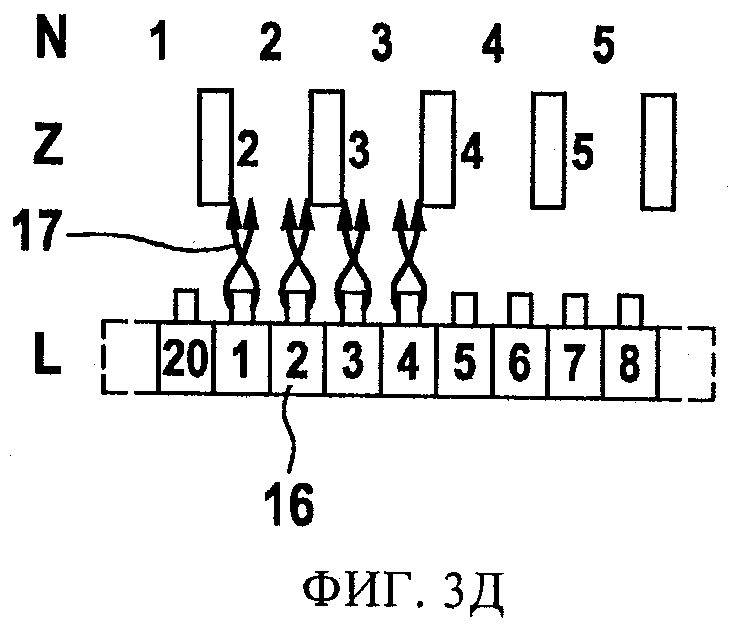
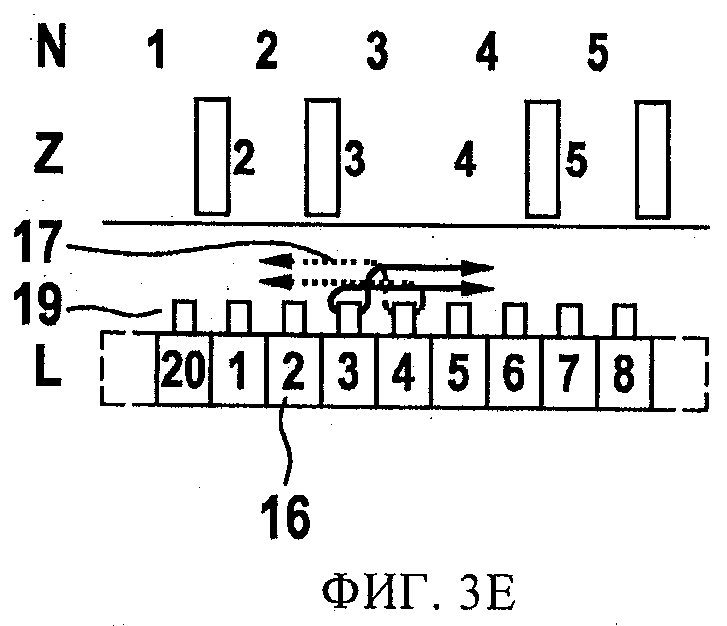
На фиг.3а-3е схематично представлены различные варианты введения обмоточного провода в контакт с пластинами коллектора. При этом обмоточный провод 17 оборачивают вокруг петушков 16а пластин L коллектора. В дальнейшем такие решения по присоединению провода, при которых обмоточный провод выводится от петушка 16а пластины L коллектора непосредственно к пазу N, называется прямым прицеплением провода. Этот тип прицепления используется в вариантах, показанных на фиг.3а, 3б, 3в и 3д. Обводящим прицеплением провода в дальнейшем называются присоединения, при которых обмоточный провод 17 от петушка 16а пластины коллектора 16 выводится к пазу N путем его прокладки вокруг вала ротора с прилеганием к опорному кольцу 19 из изоляционного материала, расположенному между коллектором 16 и пакетом 14 сердечника. Этот тип прицепления используется в вариантах, показанных на фиг.3г и 3е. Поскольку при так называемом горячем деформировании, используемом для обеспечения контакта пластин L коллектора с обмоточным проводом, петушок 16 загибается электродом-штампом по направлению к пластине коллектора с образованием крюка и под действием электрического тока соединяется плавлением с обмоточным проводом 17, изоляционный лак на обмоточном проводе 17 в области огибающей петушок 16а петли 17с при плавлении удаляется. При этом важно, чтобы петли 17с охватывали петушки 16а как можно теснее и после их формирования путем: прямого или обводящего прицепления обмоточного провода к петушкам 16а как можно меньше пружинили во избежание короткого замыкания петушков 16 соседних пластин L коллектора через эти петли 17с. Это характерно для вариантов, показанных на фиг.3а, 3б, 3в и 3г, в которых обмоточный провод подводится к петушку с одной стороны и отводится от петушка в другую сторону. При прямом прицеплении обмоточного провода в показанном на фиг.3а варианте для каждой точки присоединения обмоточного провода к пластине коллектора между подводимым к пластине и отводимым от нее участками обмоточного провода 17 находятся два полюсных зубца Z. В показанном на фиг.3б варианте между подводимым к пластине и отводимым от нее участками обмоточного провода 17 находятся попеременно для соседних точек присоединения провода к пластинам соответственно один полюсный зубец и два полюсных зубца Z, а в показанном на фиг.3в варианте между подводимым к пластине и отводимым от нее участками обмоточного провода 17 находится в каждом случае один полюсный зубец Z. Туго затянутая, малопружинящая петля 17 с получается при обводящем прицеплении обмоточного провода к петушкам 16а, показанном на фиг.3г, поскольку и в этом случае обмоточный провод 17 подводится к петушку 16а с одной стороны и отводится от петушка в другую сторону. Избегать же следует проблематичных вариантов, показанных на фиг.3д и 3е. При прямом прицеплении обмоточного провода в показанном на фиг.3д варианте между подводимым к петушку 16а и отводимым от него участками обмоточного провода 17 образуется лишь небольшой острый угол, поскольку обмоточный провод подводится к пластине L коллектора и отводится от нее почти вертикально в тот же самый паз. В этом случае с увеличением толщины провода обмоточный провод 17 будет пружинить в зоне петли 17с, что сопряжено с опасностью замыкания на другие пластины коллектора. Опасность получения петли 17с с повышенным пружинением возникает и в показанном на фиг.3е варианте, где при обводящем прицеплении провода подводимые и отводимые участки обмоточного провода 17 проходят между петушками 16а и катушками S по опорному элементу 19 от соответствующих пластин к соответствующим пазам почти параллельно и в одну и ту же сторону.
Для того чтобы оптимально использовать пространство между коллектором 16 и пакетом 14 сердечника ротора 13 для присоединения выводов катушек S к пластинам L коллектора, в частности в случае большого числа катушек, может быть целесообразным введение первой части непрерывно наматываемых катушек S в контакт с пластинами L коллектора посредством обводящего прицепления, показанного на фиг.3г, чтобы затем при непрерывной намотке последней части катушек эти катушки можно было вводить в контакт с пластинами L коллектора путем прямого прицепления. При этом для прямого прицепления используют одно из решений, показанных на фиг.3а, 3б или 3в. Таким образом, для рассматриваемых ниже вариантов осуществления изобретения необходимые для изготовления обмотки таблицы обмоточных данных составляют таким образом, чтобы по меньшей мере для наматываемой в последнюю очередь части катушек S обмоточный провод 17, вводимый в контакт с петушком 16а пластины L коллектора, подводился к пластине L коллектора с одной стороны, а отводился от нее с другой стороны, и чтобы между пазом N, из которого обмоточный провод 17 подводят к пластине L коллектора, и пазом, к которому обмоточный провод отводят от пластины L коллектора, находился по меньшей мере один полюсный зубец Z, но не более двух полюсных зубцов Z. Для достижения этого необходимо, по меньшей мере для одной части непрерывно наматываемых друг за другом катушек S, пропускать обмоточный провод 17, отводимый от катушки S к пластине L коллектора и от пластины L коллектора к катушке S, между двумя другими полюсными зубцами Z, расположенными ближе к указанной пластине L коллектора, причем между пластиной L коллектора и пропускаемым между полюсными зубцами участком обмоточного провода может находиться не более двух полюсных зубцов Z.
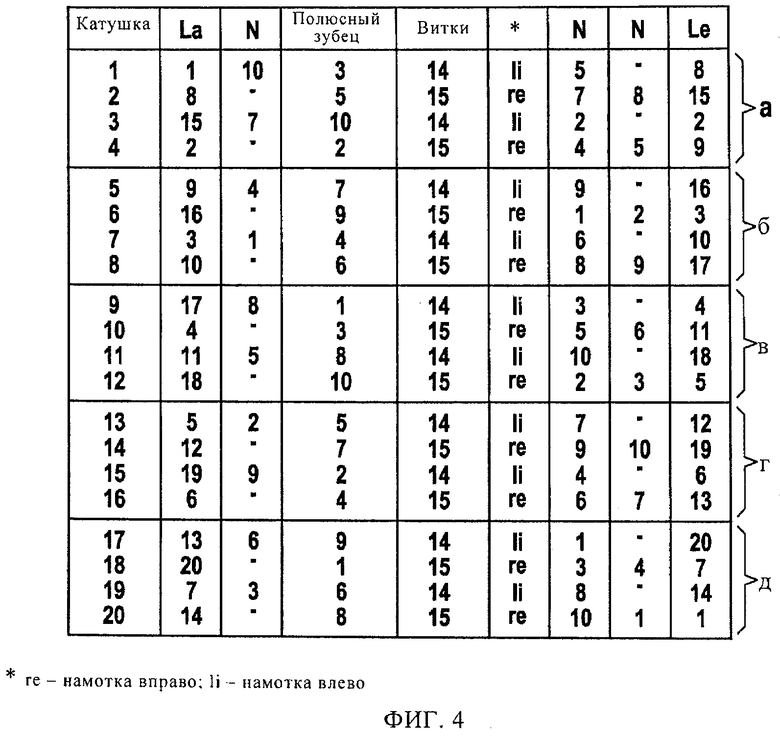
Итак, согласно описанным выше заданным условиям в представленном на фиг.1 и 2 первом варианте осуществления изобретения составляют приведенную на фиг.4 таблицу обмоточных данных для шестиполюсного электродвигателя постоянного тока со следующими данными:
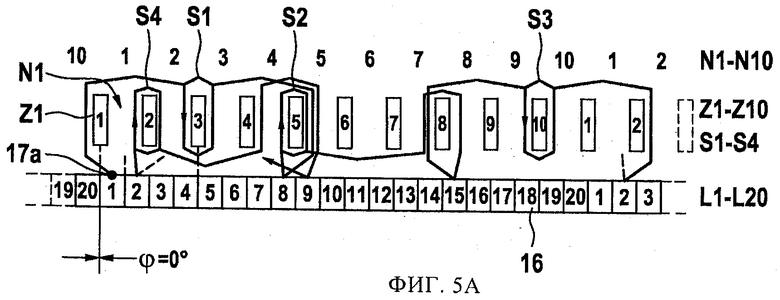
Теперь намоточный автомат, на чертеже не показанный, построчно отрабатывает составленную таблицу обмоточных данных, приведенную на фиг.4, причем катушки S1-S20 непрерывно наматывают друг за другом и вводят в контакт с соответствующими им пластинами L коллектора 16. На фиг.5а-5д в виде развернутой схемы ротора представлено описываемое ниже изготовление катушек по приведенной на фиг.4 таблице обмоточных данных в соответствии с разделами а-д таблицы:
В соответствии с разделом а таблицы сначала обмоточный провод 17 вводят его началом 17а в контакт с пластиной L1 коллектора. Оттуда его выводят к пазу N10, через него - к задней стороне ротора, а оттуда - к полюсному зубцу Z3. После этого на полюсном зубце Z3, влево - как показано стрелкой - наматывают катушку S1 c четырнадцатью витками. Конец катушки направляют по задней стороне ротора к пазу N5. Оттуда обмоточный провод 17 выводят через паз N5 к коллектору 16 и там вводят в контакт с пластиной L8 коллектора. Далее, оттуда на полюсном зубце Z5 наматывают вправо катушку S2 с пятнадцатью витками, и затем конец катушки выводят через паз N7 к задней стороне ротора. Оттуда обмоточный провод 17 пропускают через паз N8 на сторону коллектора и вводят его здесь в контакт с пластиной L15 коллектора. От этой пластины коллектора обмоточный провод 17 выводят через паз N7 к задней стороне ротора и затем направляют к полюсному зубцу Z10. На нем влево наматывают катушку S3 с четырнадцатью витками и затем конец катушки направляют по задней стороне ротора, выводят через паз N2 к стороне коллектора и здесь вводят в контакт с пластиной L2 коллектора. Отведя провод от этой пластины коллектора, на полюсном зубце Z2 наматывают вправо катушку S4 с пятнадцатью витками и затем конец катушки выводят через паз N4 к задней стороне ротора. Оттуда обмоточный провод 17 выводят через паз N5 к стороне коллектора и вводят его здесь в контакт с пластиной L9 коллектора. От пластины L9 коллектора обмоточный провод переходит по стрелке на развернутую схему ротора, показанную на фиг.5б. При этом своими участками, обозначенными прерывистой линией, обмоточный провод в каждом случае переходит с левой стороны развернутой схемы ротора на ее правую сторону.
От пластины L9 коллектора обмоточный провод 17 выводят через паз N4 к задней стороне ротора и затем направляют к полюсному зубцу Z7. На нем наматывают влево катушку S5 с четырнадцатью витками и затем конец катушки направляют по задней стороне ротора и выводят через паз N9 к стороне коллектора, где его вводят в контакт с пластиной L16 коллектора. Отведя провод от этой пластины коллектора, на полюсный зубец Z9 наматывают вправо катушку S6 с пятнадцатью витками и затем конец катушки выводят через паз N1 к задней стороне ротора. Оттуда обмоточный провод 17 выводят через паз N2 к стороне коллектора, где его вводят в контакт с пластиной L3 коллектора. От этой пластины коллектора обмоточный провод выводят через паз N1 к задней стороне ротора и затем направляют к полюсному зубцу Z4. На нем наматывают влево катушку S7 с четырнадцатью витками, после чего конец этой катушки направляют по задней стороне ротора и выводят через паз N6 к стороне коллектора, где его вводят в контакт с пластиной L10 коллектора. Отведя провод от этой пластины коллектора, на полюсном зубце Z6 наматывают вправо катушку S8 с пятнадцатью витками, после чего конец этой катушки выводят через паз N8 к задней стороне ротора. Оттуда обмоточный провод 17 выводят через паз N9 к стороне коллектора, где его вводят в контакт с пластиной L17 коллектора. От пластины L17 коллектора обмоточный провод переходит по стрелке на развернутую схему ротора, показанную на фиг.5в.
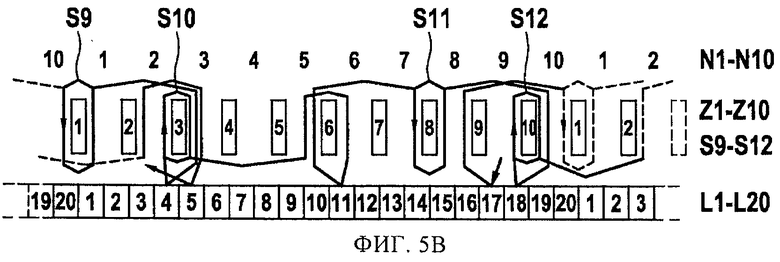
Таким же образом, согласно разделу в приведенной на фиг.4 таблицы обмоточных данных непрерывно наматывают друг за другом катушки S9-S12, как это представлено на развернутой схеме ротора, показанной на фиг.5в.
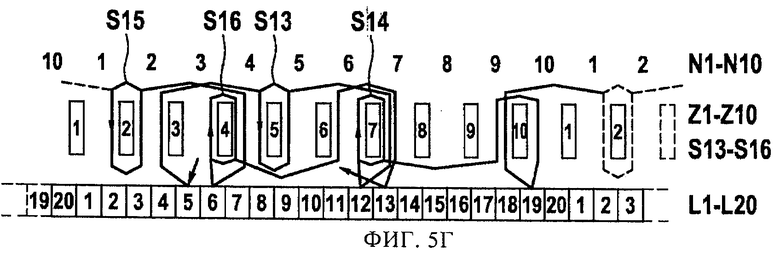
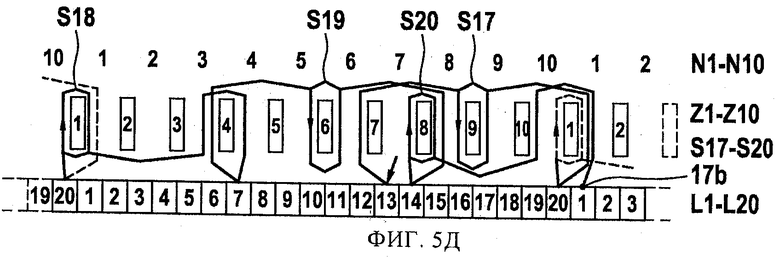
И таким же образом изготавливают катушки S13-S16, согласно разделу г приведенной на фиг.4 таблицы обмоточных данных и в соответствии с развернутой схемой ротора, показанной на фиг.5г, а также катушки S17-S20, разделу д приведенной на фиг.4 таблицы обмоточных данных и в соответствии с развернутой схемой ротора, показанной на фиг.5д. В заключение, после того как в непрерывном режиме были намотаны друг за другом все двадцать катушек S, конец 17b обмоточного провода снова вводят в контакт с пластиной L1 коллектора.
В этом варианте осуществления изобретения все катушки S присоединяются к пластинам L коллектора путем прямого прицепления. Согласно показанной на фиг.3в схеме прицепления подводимый и отводимый участки обмоточного провода в каждом случае укладывают по обе стороны пластины коллектора таким образом, чтобы во всех случаях между этими участками находится один полюсный зубец Z. Для достижения этого в случае таких катушек S, которые находятся на большем удалении от точек их присоединения к пластинам коллектора, концы катушек пропускают через пазы N, расположенные ближе к соответствующим точкам присоединения провода к пластинам коллектора. При этом во избежание магнитной несимметрии расстояние между этими пропускаемыми через пазы участками обмоточного составляет максимум два полюсных зубца.
Во втором варианте осуществления изобретения для уменьшения пульсации вращающего момента и во избежание одностороннего по окружности ротора действия радиальных магнитных сил все катушки S с угловым отклонением w=f>0° относительно полюсного деления наматывают распределенными по двум противоположным полюсным зубцам Z. В первом варианте таковой является каждая вторая катушка. После вычисления углового отклонения для всех катушек из вышеупомянутой публикации известно, что для любой катушки в нескольких противоположных положениях угловое отклонение является одинаковым или отсутствует. На основании этих известных расчетов, в отличие от первого варианта осуществления изобретения, для изображенной на фиг.1 электрической машины 10 составляют приведенную на фиг.6 таблицу обмоточных данных, со следующими условиями:
Намоточный автомат построчно отрабатывает приведенную на фиг.6 таблицу обмоточных данных, причем непрерывно друг за другом наматывают катушки S1-S20 и каждую из них вводят в контакт с соответствующей ей пластиной L коллектора 16. На фиг.7 в виде развернутой схемы ротора представлено описываемое ниже изготовление катушек S1-S4 в соответствии с разделом а приведенной на фиг.6 таблицы обмоточных данных. При этом катушки S2 и S4 разделяют на две половины S2a, S2b и S4a, S4b.
В соответствии с разделом а таблицы сначала обмоточный провод 17 его началом 17а вводят в контакт с пластиной L1 коллектора. От этой пластины коллектора обмоточный провод 17 пропускают через паз N10 к задней стороне ротора и затем направляют к полюсному зубцу Z3. Вокруг этого зубца наматывают влево десять витков катушки S1 и затем конец этой катушки выводят через паз N5 к стороне коллектора, где его вводят в контакт с пластиной L8 коллектора. Отведя провод от этой пластины коллектора, на полюсном зубце Z5 наматывают вправо первую половину S2a второй катушки с семью витками и затем обмоточный провод направляют к полюсному зубцу Z8. На нем наматывают вправо вторую половину S2b катушки с восемью витками, после чего конец этой катушки вводят в контакт с пластиной L15 коллектора. От этой пластины коллектора обмоточный провод выводят через паз N7 к задней стороне ротора и затем направляют к полюсному зубцу Z10. На нем наматывают влево катушку S3 с десятью витками, после чего конец этой катушки выводят через паз N2 к стороне коллектора, где его вводят в контакт с пластиной L2 коллектора. Отведя провод от этой пластины коллектора, на полюсном зубце Z2 наматывают вправо первую половину S4a четвертой катушки с семью витками и затем обмоточный провод направляют к полюсному зубцу Z5. На нем наматывают вправо вторую половину S4b катушки с семью витками, после чего конец этой катушки вводят в контакт с пластиной L9 коллектора. Таким же образом намоточным автоматом отрабатываются последующие строки приведенной на фиг.6 таблицы обмоточных данных, при этом в непрерывном режиме ведется попеременная намотка нераспределенных катушек и распределенных катушек. По этой таблице обмоточных данных во втором варианте осуществления изобретения, показанном на фиг.7, каждую из распределенных катушек S2, S4, S6… непрерывно наматывают друг за другом в виде включенных последовательно половин S2a и S2b, S4a и S4b, S6a и S6b… катушек. Кроме того, в этом случае так же, как и в первом варианте осуществления изобретения, катушки S прицепляют к пластинам L коллектора напрямую (путем прямого прицепления), согласно показанному на фиг.3в варианту.
Для третьего варианта осуществления изобретения на фиг.8 приведен первый раздел а таблицы обмоточных данных, в котором по сравнению со вторым вариантом осуществления изобретения было изменено направление намотки катушек S. При этом в результате изменяется и схема прокладки обмоточного провода между катушками S и пластинами L коллектора.
В этой связи на фиг.9 показано, что обмоточный провод 17 и в этом случае вводят его началом 17а в контакт с пластиной L1 коллектора. Отведя провод от этой пластины коллектора, на полюсный зубец Z3 наматывают вправо катушку S1 c десятью витками и затем конец катушки вводят в контакт с пластиной L8 коллектора. От этой пластины коллектора обмоточный провод направляют к полюсному зубцу Z5. На нем наматывают влево первую половину S2a катушки с семью витками, и затем обмоточный провод направляют к полюсному зубцу Z8. На нем наматывают влево вторую половину катушки S2b с семью витками, и конец катушки вводят в контакт с пластиной L15 коллектора. Отведя провод от этой пластины коллектора, на полюсном зубце Z10 наматывают вправо катушку S3 с десятью витками, и затем конец катушки вводят в контакт с пластиной L2 коллектора. Оттуда затем обмоточный провод направляют к полюсному зубцу Z2 и на нем наматывают влево первую половину S4a четвертой катушки с семью витками. Затем обмоточный провод направляют к зубцу Z5, и наматывают влево вторую половину S4b катушки с семью витками. После этого конец катушки вводят в контакт с пластиной L9 коллектора. Таким же образом намоточным автоматом согласно приведенной на фиг.8 таблице обмоточных данных непрерывно наматываются друг за другом и все остальные катушки и половины катушек. При таком выполнении пропускания концов катушек через соседние пазы можно избегать, поскольку выводы катушек можно прицеплять к пластинам L коллектора напрямую, согласно показанному на фиг.3а варианту, в соответствии с которым между подводимым и отводимым участками обмоточного провода у пластин L коллектора находится по два полюсных зубца.
На фиг.10 в четвертом варианте осуществления изобретения для изображенной на фиг.1 электрической машины 10 приведена таблица обмоточных данных, согласно которой теперь все катушки S наматывают с распределением каждой из них по двум противоположным полюсным зубцам Z. При этом каждые две половины катушек включают последовательно. Для такой электрической машины действуют следующие условия:
На фиг.11 в виде развернутой схемы ротора представлено описываемое ниже изготовление первых четырех катушек S1-S4 обмотки с восемью частичными катушками S1a, S1b-S4a, S4b в соответствии с разделом а приведенной на фиг.10 таблицы обмоточных данных.
Сначала обмоточный провод 17 вводят его началом 17а в контакт с пластиной L1 коллектора. Оттуда его выводят через паз N10 к задней стороне ротора и затем на полюсном зубце Z1 наматывают вправо половину S1a катушки с шестью витками. После этого обмоточный провод направляют по задней стороне ротора и выводят через паз N8 к стороне коллектора, а оттуда к полюсному зубцу Z6. На нем наматывают влево вторую половину S1b катушки с шестью витками и затем конец катушки вводят в контакт с пластиной L8 коллектора. Отведя провод от этой пластины коллектора, на полюсный зубец Z3 наматывают влево половину S2a катушки с семью витками, после чего обмоточный провод выводят через паз N10 к задней стороне ротора, а затем к полюсному зубцу Z8. На нем наматывают вправо половину S2b катушки с шестью витками, после чего конец катушки вводят в контакт с пластиной L15 коллектора. От этой пластины коллектора обмоточный провод выводят через паз N7 к задней стороне ротора и на полюсный зубец Z8 наматывают вправо половину S3 а катушки с семью витками. Оттуда обмоточный провод выводят через паз N5 к стороне коллектора, и на полюсном зубце Z3 наматывают влево вторую половину S3b катушки с шестью витками. Затем конец этой катушки вводят в контакт с пластиной L2 коллектора. Отведя провод от этой пластины коллектора, на полюсном зубце Z10 наматывают влево половину S4a катушки с семью витками, после чего обмоточный провод выводят через паз N7 к задней стороне ротора. Оттуда обмоточный провод направляют к полюсному зубцу Z5. На нем наматывают вправо вторую половину S4b катушки с шестью витками, после чего конец этой катушки вводят в контакт с пластиной L9 коллектора.
Таким же образом намоточным автоматом отрабатываются последующие строки приведенной на фиг.10 таблицы обмоточных данных, при этом половины каждой катушки S5-S20 включают последовательно и наматывают на противоположные полюсные зубцы. В этом варианте осуществления изобретения присоединение катушек к пластинам L коллектора реализовано путем прямого прицепления согласно показанному на фиг.3б варианту, где для одной части точек присоединения обмоточного провода между подводимыми и отводимыми участками обмоточного провода и соответствующей пластиной L коллектора находится один полюсный зубец Z, а для другой части - два полюсных зубца Z.
В пятом варианте осуществления изобретения для изображенной на фиг.1 электрической машины 10 составлена таблица обмоточных данных, согласно которой каждую катушку распределяют двумя половинами а и b по противоположным полюсным зубцам и, в противоположность предыдущему варианту осуществления изобретения, половины Sa и Sb катушек подключают к их начальным и конечным пластинам La и Le коллектора параллельно. Для того чтобы обеспечить беспроблемную упорядоченную прокладку провода между коллектором 16 и пакетом 14 сердечника ротора 13, намоточным автоматом непрерывно наматывают первые половины Sa двадцати катушек S, составляющие первую линию А обмотки, и после этого непрерывно наматывают друг за другом вторые половины Sb катушек, составляющие вторую линию В обмотки. Этим достигается то, что в первой линии непрерывно наматываемых друг за другом половин Sa катушек обмоточный провод можно отводить от соответствующей половины катушки к пластине L коллектора, а также от пластины коллектора к следующей половине Sa катушки посредством установленного на валу ротора опорного кольца 19.
Для пятого варианта осуществления изобретения действуют следующие условия:
На фиг.13а в виде развернутой схемы ротора схематично представлено описываемое ниже изготовление половин S1a-S4a катушек в соответствии с разделом а приведенной на фиг.12 таблицы обмоточных данных.
Сначала обмоточный провод 17 его началом 17а вводят в контакт с пластиной L1 коллектора. Затем его направляют оттуда вправо к полюсному зубцу Z8. На нем наматывают влево первую половину S1a катушки с четырнадцатью витками, конец катушки направляют снова вправо и вводят в контакт с пластиной L8 коллектора. От этой пластины коллектора обмоточный провод направляют вправо к полюсному зубцу Z10. На нем наматывают вправо половину S2a катушки с тринадцатью витками, после чего конец катушки направляют вправо и вводят в контакт с пластиной L15 коллектора. От этой пластины коллектора обмоточный провод направляют вправо к полюсному зубцу Z5. На нем наматывают влево половину S3a катушки с четырнадцатью витками, после чего конец катушки направляют вправо и вводят в контакт с пластиной L2 коллектора. От этой пластины коллектора обмоточный провод направляют снова вправо к полюсному зубцу Z7. На нем наматывают вправо половину S4a катушки с тринадцатью витками, после чего конец катушки направляют вправо и вводят в контакт с пластиной L9 коллектора. Отсюда намоточный автомат для изготовления первых половин S5a-S20a остальных катушек отрабатывает все дальнейшие строки первой половины приведенной на фиг.12 таблицы обмоточных данных. При этом на фиг.13а перевод катушечных проводов с правой стороны на левую сторону развернутой схемы ротора обозначен прерывистой линией. Введение половин Sa катушек в контакт с пластинами L коллектора осуществляется в данном случае путем обводящего прицепления, показанного на фиг.3г, при котором обмоточный провод отводится между соответствующими пластиной коллектора и катушкой по опорному кольцу 19, причем катушки смещены относительно соответствующих пластин коллектора по меньшей мере на 90° по окружности ротора.
На фиг.13б в виде развернутой схемы ротора схематично представлено описываемое ниже изготовление вторых половин Sb катушек в соответствии с разделом 6 приведенной на фиг.12 таблицы обмоточных данных.
После намотки на полюсный зубец Z3 первой половины S20a двадцатой катушки и введения конца соответствующей катушки с пластиной L1 коллектора обмоточный провод 17 направляют от пластины L1 коллектора к полюсному зубцу Z3. На нем наматывают вправо половину S1b катушки с четырнадцатью витками и затем конец катушки вводят в контакт с пластиной L8 коллектора. От этой пластины коллектора обмоточный провод выводят через паз N5 к задней стороне ротора и затем на полюсный зубец Z5 наматывают влево половину S2b катушки с двенадцатью витками. Затем конец катушки направляют по задней стороне ротора, выводят через паз N7 и на стороне коллектора вводят в контакт с пластиной L15 коллектора. Отведя провод от этой пластины коллектора, на полюсном зубце Z10 наматывают вправо половину S3b катушки с четырнадцатью витками, и вводят конец катушки в контакт с пластиной L2 коллектора. От этой пластины коллектора обмоточный провод выводят через паз N2 к задней стороне ротора и затем на полюсном зубце Z2 наматывают влево половину S4b катушки с двенадцатью витками. Затем конец катушки направляют по задней стороне ротора и выводят через паз N4 к стороне коллектора, где его вводят в контакт с пластиной L9 коллектора. Начиная отсюда, на полюсных зубцах непрерывно наматывают друг за другом вторые половины S5b-S20b всех последующих катушек, отрабатывая таким образом намоточным автоматом вторую половину приведенной на фиг.12 таблицы обмоточных данных. Введение половин Sb катушек в контакт с пластинами L коллектора осуществляется в данном случае путем прямого прицепления по показанной на фиг.3а схеме, согласно которой между подводимым и отводимым участками обмоточного провода у соответствующих пластин коллектора находятся два полюсных зубца Z. Разделением процесса изготовления катушек обмотки на две линии согласно приведенной на фиг.12 таблице обмоточных данных обеспечивается то, что присоединение выводов катушек первой линии обмотки (согласно первой части таблицы обмоточных данных обмотки) к пластинам L коллектора путем обводящего прицепления не препятствует присоединению выводов катушек второй линии обмотки к пластинам L коллектора путем прямого прицепления, и наоборот, прямое прицепление выводов катушек во второй линии не препятствует обводящему прицеплению в первой линии.
В отличие от предыдущего варианта осуществления изобретения в шестом варианте составляют частично приведенную на фиг.14 таблицу обмоточных данных с измененным для сорока половин катушек направлением намотки.
Кроме того, при этом в первой линии непрерывно наматываемых половин S1a-S20a катушек точки присоединения катушек к пластинам L коллектора реализуют не путем обводящего прицепления, показанного на фиг.13а, а путем прямого прицепления, показанного на фиг.13б. Для этого необходимо в большей мере, направляя концы катушек по задней стороне ротора, пропускать их через дополнительные пазы N, расположенные ближе к соответствующему подключению к пластине коллектора. На фиг.15 в виде развернутой схемы ротора представлено описываемое ниже изготовление половин S1a-S4a катушек в соответствии с разделом а приведенной на фиг.14 таблицы обмоточных данных.
Сначала обмоточный провод 17 его началом 17а вводят в контакт с пластиной L1 коллектора. От этой пластины коллектора обмоточный провод выводят через паз N10 к задней стороне ротора и затем направляют к полюсному зубцу Z8. На нем наматывают вправо катушку S1a с двенадцатью витками и затем конец катушки выводят через паз N5 к стороне коллектора, где его вводят в контакт с пластиной L8 коллектора. От этой пластины коллектора обмоточный провод выводят через паз N3 к задней стороне ротора и затем через паз N2 подводят к полюсному зубцу Z10. На нем наматывают влево катушку S2a с двенадцатью витками и затем конец этой катушки вводят в контакт с пластиной L15 коллектора. Оттуда обмоточный провод выводят через паз N7 к задней стороне ротора и затем подводят к полюсному зубцу Z5. На нем наматывают вправо половину S3a катушки с двенадцатью витками и конец катушки выводят по задней стороне ротора и через паз N2 к стороне коллектора, где его вводят в контакт с пластиной L2 коллектора. Оттуда обмоточный провод выводят через паз N10 к задней стороне ротора, а оттуда через паз N9 выводят к стороне коллектора. Оттуда на полюсном зубце Z7 наматывают влево половину S4a катушки с двенадцатью витками, после чего конец катушки вводят в контакт с пластиной L9 коллектора. Затем таким же образом изготавливают все остальные половины S5a-S20a и S1b-S20b катушек. Присоединение катушек к пластинам L коллектора в данном случае осуществляется в отличие от фиг.13а путем прямого прицепления обмоточного провода к пластинам L коллектора вместо обводящего прицепления.
Возможности осуществления изобретения не ограничиваются представленными выше вариантами, поскольку в рамках заданных условий по числу пар полюсов, числу зубцов и шагу обмотки по коллектору можно получить множество комбинаций значений для реализации обмотки ротора показанной на фиг.1 электрической машины 10. Далее, и в вариантах выполнения обмотки без распределения катушек по разным зубцам существует возможность разбиения наматываемых непрерывно друг за другом катушек S на две, при необходимости различные по размеру, линии и введения катушек первой линии обмотки в контакт с пластинами L коллектора путем обводящего прицепления. Для беспроблемного введения катушек S в контакт с пластинами L коллектора при необходимости может быть целесообразен вариант, в котором катушки с угловым отклонением Wf и катушки без углового отклонения Wf непрерывно наматывают в равномерной очередности. Поскольку для этого в случае по меньшей мере части катушек S обмоточный провод, подводимый к пластинам L коллектора и отводимый от пластин L коллектора, необходимо пропускать через находящийся ближе паз, для достижения лучшей коммутации и меньшей пульсации вращающего момента может быть целесообразным вариант, в котором по меньшей мере у части катушек S, распределенных по противоположным полюсным зубцам Z, половины Sa и Sb этих катушек будут наматываться с различным числом витков, как это имеет место в приведенных на фиг.10 и 12 таблицах обмоточных данных. Угловой сдвиг φ между полюсным зубцом 1 и щелью пластины L1 коллектора предпочтительно выбирать с таким расчетом, чтобы эта пластина L1 коллектора по возможности не оказывалась напротив паза N, через который обмоточный провод выводится от пластины L1 коллектора к катушке S1.
Другие альтернативы предлагаемому в изобретении изготовлению катушек S обмотки ротора электрической машины можно получить за счет того, что в первой линии непрерывно наматываемых катушек половины распределенных катушек включают параллельно друг к другу, а во второй линии половины остальных распределенных катушек включают последовательно. Еще одна альтернатива в случае использования распределенных катушек может заключаться в том, что в первой линии обмотки непрерывно наматывают первые половины Sa катушек, а во второй линии обмотки вторые половины Sb катушек наматывают непрерывно и последовательно, еще раз разделяя каждую из них на две частичные катушки Sb1 и Sb2.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБМОТКИ РОТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2005 |
|
RU2368995C2 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА С ДРОБНОЙ ЗУБЦОВОЙ ОБМОТКОЙ | 2007 |
|
RU2414798C2 |
| КОНСТРУКЦИЯ ОБМОТКИ, ВРАЩАЮЩАЯСЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА И СПОСОБ ИЗГОТОВЛЕНИЯ ВРАЩАЮЩЕЙСЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2011 |
|
RU2533163C1 |
| ЭЛЕКТРОМАШИННАЯ СОВМЕЩЕННАЯ ОБМОТКА РОТОРА | 1992 |
|
RU2079947C1 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА | 2007 |
|
RU2339147C1 |
| Модульный статор синхронной вращающейся электрической машины | 2019 |
|
RU2722923C1 |
| Трехфазная обмотка электрических машин переменного тока | 1983 |
|
SU1095312A1 |
| ОБМОТКА ЯКОРЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2005 |
|
RU2277282C1 |
| ОБМОТКА ШКИЛЬКО ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1991 |
|
RU2045803C1 |
| Концентрическая обмотка статора электрической машины | 1985 |
|
SU1312683A1 |



Изобретение относится к электротехнике, к электрическим машинам. Технический результат состоит в повышении надежности путем улучшения контакта катушек с пластинами коллектора, условий прокладки провода у их петушков, а также предотвращения пружинения петель из провода. Изготавливают обмотку ротора с по меньшей мере четырьмя полюсами (Р) возбуждения статора (11) и коллекторным ротором (13), имеющим пазы (N) и полюсные зубцы (Z), число которых отличается от числа полюсов возбуждения, намотанные на отдельные полюсные зубцы катушки (S) и столько же пластин (L) коллектора, число которых по меньшей мере в два раза больше числа полюсных зубцов. Каждую из катушек, начиная с первой катушки (S1), наматывают на полюсный зубец, для которого угловое отклонение (Wf) от угла, определяемого полюсным делением (Pt), является наименьшим. Для упрощения прокладки обмоточного провода (17) в зоне его присоединения к пластинам коллектора предусматривается, что по меньшей мере для катушек (S) наматываемой в последнюю очередь линии (В) обмотки, а предпочтительно для всех катушек обмотки, обмоточный провод (17), вводимый в контакт с пластиной (L) коллектора между двумя катушками (S), подводят к пластине (L) с одной стороны и отводят от нее с другой стороны. Между пазом (N), из которого обмоточный провод (17) подводят к пластине (L), и пазом (N), к которому его отводят от него, находится по меньшей мере один полюсный зубец (Z), но не более двух полюсных зубцов (Z). 2 н. и 8 з.п. ф-лы, 15 ил.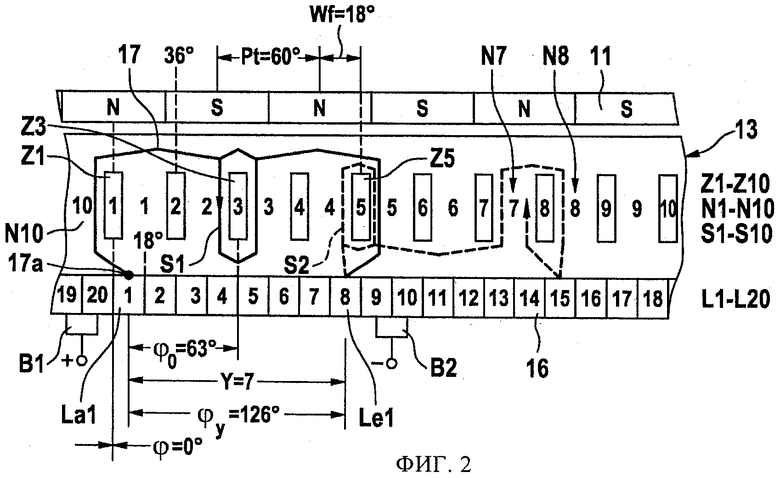
1. Способ изготовления обмотки ротора электрической машины (10), преимущественно электродвигателя постоянного тока, с по меньшей мере четырьмя расположенными в статоре (11) полюсами (Р) возбуждения и коллекторным ротором (13), имеющим расположенные по окружности пазы (N) и полюсные зубцы (Z), число которых отличается от числа полюсов возбуждения, намотанные на полюсные зубцы катушки (S) и столько же пластин (L) коллектора, число которых по меньшей мере в два раза больше числа полюсных зубцов, характеризующийся тем, что катушки наматывают на полюсные зубцы, предпочтительно - в непрерывном режиме, с их равномерным распределением по полюсным зубцам, и с заданным шагом (Y) по коллектору вводят в контакт с петушками (16а) пластин коллектора, причем каждую из наматываемых друг за другом катушек, начиная с первой катушки (S1), наматывают на полюсный зубец (Z), для которого угловое отклонение (Wf) от электрического угла, определяемого полюсным делением (360°/2р), является наименьшим, отличающийся тем, что по меньшей мере для катушек (S) наматываемой в последнюю очередь линии (В) обмотки, а предпочтительно - для всех катушек обмотки, обмоточный провод (17), вводимый в контакт с пластиной (L) коллектора между двумя катушками (S), подводят к пластине (L) коллектора с одной стороны и отводят от нее с другой стороны, а между пазом (N), из которого обмоточный провод (17) подводят к пластине (L) коллектора, и пазом (N), к которому обмоточный провод (17) отводят от пластины (L) коллектора, находится по меньшей мере один полюсный зубец (Z), но не более двух полюсных зубцов (Z).
2. Способ по п.1, отличающийся тем, что для непрерывно наматываемых друг за другом катушек (S) по меньшей мере одной линии (А, В) обмотки обмоточный провод (17), отводимый от катушки (S) к пластине (L) коллектора и от пластины (L) коллектора к катушке (S), пропускают между двумя другими полюсными зубцами (Z), расположенными ближе к пластине (L) коллектора, таким образом, чтобы между пластиной (L) коллектора и пропускаемым между полюсными зубцами участком обмоточного провода (17) находилось не более двух полюсных зубцов (Z).
3. Способ по п.1, отличающийся тем, что для непрерывно наматываемых друг за другом катушек линии (А) обмотки, предпочтительно - первой линии обмотки, обмоточный провод (17) отводят от катушки (S) к пластине (L) коллектора, а также от пластины (L) коллектора к следующей катушке (S), посредством установленного на валу (15) ротора опорного кольца (18), причем катушки (S) смещены по окружности ротора относительно соответствующих пластин (L) коллектора по меньшей мере на 90°.
4. Способ по п.1, отличающийся тем, что по меньшей мере катушки (S) с угловым отклонением (Wf) относительно полюсного деления (Pt) распределяют по двум противоположным полюсным зубцам (Z).
5. Способ по п.4, отличающийся тем, что с распределением по двум противоположным полюсным зубцам (Z) наматывают все катушки (S).
6. Способ по п.4, отличающийся тем, что распределенные катушки (S) наматывают непрерывно друг за другом в виде последовательно соединенных половин (Sa, Sb) катушек.
7. Способ по п.4, отличающийся тем, что каждую из распределенных катушек (S) наматывают в виде половин (Sa, Sb) катушки, подключенных параллельно друг другу к их общим начальной и конечной пластинам (La, Lb) коллектора.
8. Способ по одному из пп.1-7, отличающийся тем, что катушки (S) с угловым отклонением (Wf) и катушки (S) без углового отклонения наматывают непрерывно в равномерной очередности.
9. Способ по одному из пп.1-7, отличающийся тем, что по меньшей мере у части катушек (S), распределенных по противоположным полюсным зубцам (Z), половины (Sa, Sb) этих катушек наматывают с различным числом витков.
10. Электрическая машина, прежде всего машина (10) постоянного тока, с по меньшей мере четырьмя расположенными в статоре (11) полюсами (Р) возбуждения и коллекторным ротором (13), имеющим расположенные по окружности пазы (N) и полюсные зубцы (Z), число которых отличается от числа полюсов (Р) возбуждения, обмотку (18) ротора с намотанными на полюсные зубцы катушками (S) и столько же пластин (L) коллектора, число которых по меньшей мере в два раза больше числа полюсных зубцов (Z), причем катушки (S) намотаны на полюсные зубцы (Z), предпочтительно - в непрерывном режиме, с равномерным распределением по полюсным зубцам, и каждая из намотанных друг за другом катушек (S) намотана на полюсный зубец (Z), для которого угловое отклонение (Wf) от электрического угла, определяемого полюсным делением (360°/2р), является наименьшим, отличающаяся тем, что обмотка (18) ротора изготовлена согласно отличительным признакам одного из пп.1-9.
| JP 2007282500 А, 25.10.2007 | |||
| DE 102006036835 A1, 14.02.2008 | |||
| DE 102004062813 A1, 06.07.2006 | |||
| КОЛЛЕКТОРНАЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА С ЧЕТНЫМ ЧИСЛОМ ПАР ПОЛЮСОВ | 1992 |
|
RU2044387C1 |
| Многополюсная электрическая машина постоянного тока | 1983 |
|
SU1108574A1 |
| Электрическая машина постоянного тока с дисковым якорем (ее варианты) | 1983 |
|
SU1176424A1 |
| Многополюсная электрическая машина постоянного тока | 1985 |
|
SU1374350A1 |
| Многополюсная электрическая машина постоянного тока | 1989 |
|
SU1690106A1 |
| 0 |
|
SU221665A1 | |

