Область техники, к которой относится изобретение
Изобретение относится к способу изготовления обмотки ротора электрической машины.
Уровень техники
Из DE 19757279 С1 известно использование в четырехполюсном электродвигателе коллекторного ротора (якоря) с 12 коллекторными пластинами и 12 присоединенными к ним секциями обмотки для достижения малой пульсации вращающего момента и хорошей коммутации. При этом диаметрально противоположные друг другу пластины соединены между собой контактными перемычками, чтобы сделать электропитание ротора симметричным и гарантировать его только с одной щеточной парой. В таких машинах ток в обмотке ротора распределяется не по двум ветвям обмоток, а за счет контактных перемычек по четырем ветвям обмоток с тем недостатком, что в каждой ветви последовательно включена только половина секций. Из-за этого соответственно возрастает коммутационное напряжение в катушках. Следствием этого являются повышенный износ угольных щеток на коллекторе и, тем самым, соответствующее ограничение срока службы или ресурса электродвигателя. Кроме того, секции ротора наматываются на три полюсных зубца каждая, вследствие чего их лобовые части пересекаются на торцевых сторонах ротора. Это увеличивает вылет головок секций и удлиняет соединения между головками, которые являются материалоемкими и приводят к высоким тепловым потерям.
Из патента US обмотки 4532449 известна четырехполюсная электрическая машина с коллекторным ротором, в котором число секций обмотки составляет только половину числа коллекторных пластин. Здесь пять секций питаются от одной щеточной пары через 10 пластин. При этом секции непрерывно наматывают в виде секций обмотки, при этом при переходе от одной секции к следующей один полюсный зубец пропускают. Начало и конец секций вводят в контакт с пластинами, между которыми произвольной остается по одной пластине. Для электропитания секций эти свободные пластины соединяются контактными перемычками с противоположными им пластинами, находящимися в соединении с секциями обмотки. Это решение имеет тот недостаток, что за счет повышенного напряжения между коллекторными пластинами при наличии пяти вместо двенадцати секций возникает усиленное искрение под щетками, которое снижает долговечность коллектора и, тем самым, сокращает срок службы машины.
Раскрытие изобретения
В основу настоящего изобретения была положена задача улучшения коммутации в электрических машинах с большим числом полюсов, имеющих секции обмотки на полюсных зубцах, что позволило бы повысить долговечность машины.
Предлагаемый в изобретении способ изготовления обмотки ротора электрической машины, характеризуемый отличительными признаками п.1 формулы изобретения, имеет то преимущество, что намотанные на полюсных зубцах и равномерно распределенные секции обмотки занимают в отношении полюсного деления (шага) статора положение с как можно меньшим отклонением от электрического угла. Это позволяет свести к минимуму коммутационные потери, а также радиально действующие силы на роторе и, тем самым, повысить срок службы машины. Кроме того, за счет использования секций обмотки можно избежать выдающихся и длинных соединений лобовых частей. За счет одинакового четного числа секций обмотки и коллекторных пластин секции равномерно распределяются только по двум ветвям.
В зависимых пунктах формулы изобретения раскрыты частные и предпочтительные варианты осуществления способа, охарактеризованного признаками независимого пункта.
Так, простое и рентабельное изготовление обмотки ротора достигается за счет того, что несколько секций обмотки, а предпочтительно - все секции обмотки, наматывают друг за другом одним обмоточным проводом, не прерывая его, и начало и конец секций обмотки вводят в контакт с соответствующими коллекторными пластинами по типу волновой обмотки в одном и том же направлении намотки с заданным шагом по коллектору, причем концевая пластина предыдущей секции образует начальную пластину для следующей наматываемой секции. При этом шаг Y намотки секций обмотки по коллектору предпочтительно задавать в зависимости от числа 1 пластин и числа p пар полюсов статора из условия: |Y-1/p|≤0,5. Кроме того, простым образом выводной конец первой секции обмотки вводят в контакт с пластиной, которая предварительно была определена по уравнению Le1=(La1+Y) по модулю 1 и которая для следующей наматываемой секции обмотки является начальной пластиной. После этого каждую следующую секцию обмотки вводят в контакт с пластинами коллектора с заданным шагом Y по коллектору.
Чтобы найти положение для каждой секции обмотки, оптимальное в плане полюсного деления статора, в частном варианте осуществления изобретения каждый раз перед намоткой следующей секции обмотки сначала определяют отклонение заданного углового сдвига от определяемого полюсным делением электрического угла для каждого из полюсных зубцов ротора, затем сравнивают полученные абсолютные значения углового отклонения друг с другом, путем этого сравнения определяют полюсный зубец с наименьшим отклонением от электрического угла и позднее на этот полюсный зубец наматывают следующую секцию обмотки. С этой целью в частном варианте осуществления изобретения предлагается определять для каждого полюсного зубца отклонение Wf от электрического угла как косинус периодически повторяющегося по отношению к числу пар полюсов углового отклонения по следующему уравнению:
Wf(j)=cos[2π×p/z×(j-Lai/M)],
где множитель М=s/z обозначает число секций обмотки на полюсный зубец, s - общее число секций обмотки, z - число полюсных зубцов, a j - соответствующий полюсный зубец. Определение наименьшего отклонения заданного углового сдвига от электрического угла в случае применения электронных вычислительных машин упрощается, если определять и сравнивать между собой значения косинуса отклонений от электрического угла, причем следующую секцию обмотки наматывают на полюсный зубец с наибольшим абсолютным значением косинуса отклонения от электрического угла. Кроме того, при этом направление намотки секций обмотки может определяться по знаку значения косинуса отклонения от электрического угла. Поскольку при наличии множества полюсных зубцов для нескольких полюсных зубцов могут определиться равные отклонения от электрического угла, для достижения коротких соединений между пластинами и секциями обмотки предлагается наматывать секции обмотки на соответствующий полюсный зубец, находящийся в зоне между начальной и конечной пластинами секций обмотки. Далее для достижения равномерного распределения секций обмотки по всем полюсным зубцам предлагается наматывать каждую секцию обмотки на следующий полюсный зубец, еще не несущий на себе заданное число секций обмотки. Во избежание длинных соединений между пластинами и секциями обмотки на стороне коллектора ротора 13 предлагается обмоточный провод между начальной или конечной пластиной и секцией обмотки пропускать между двумя расположенными ближе полюсными зубцами к задней стороне якоря, оттуда, в частности, между двумя другими полюсными зубцами обратно на переднюю сторону, а затем к секции обмотки или пластине.
Для реализации приведенных выше стадий способа предусмотрена возможность определения начальной пластины и конечной пластины, а также полюсного зубца и направления намотки секций обмотки с помощью компьютера по таблице обмотки, которую вводят в намоточный автомат и которая отрабатывается им при намотке секций обмотки.
В целесообразном частном варианте осуществления изобретения применительно к шестиполюсной электрической машине на ее роторе с помощью намоточного автомата на десяти полюсных зубцах непрерывно наматывают друг за другом двадцать секций обмотки и при шаге по коллектору в семь пластин секции обмотки вводят в контакт с двадцатью пластинами коллектора.
Для четырехполюсной электрической машины на ее роторе с помощью намоточного автомата на пяти полюсных зубцах непрерывно наматывают друг за другом пятнадцать секций обмотки и при шаге по коллектору в восемь пластин секции обмотки вводят в контакт с пятнадцатью пластинами коллектора.
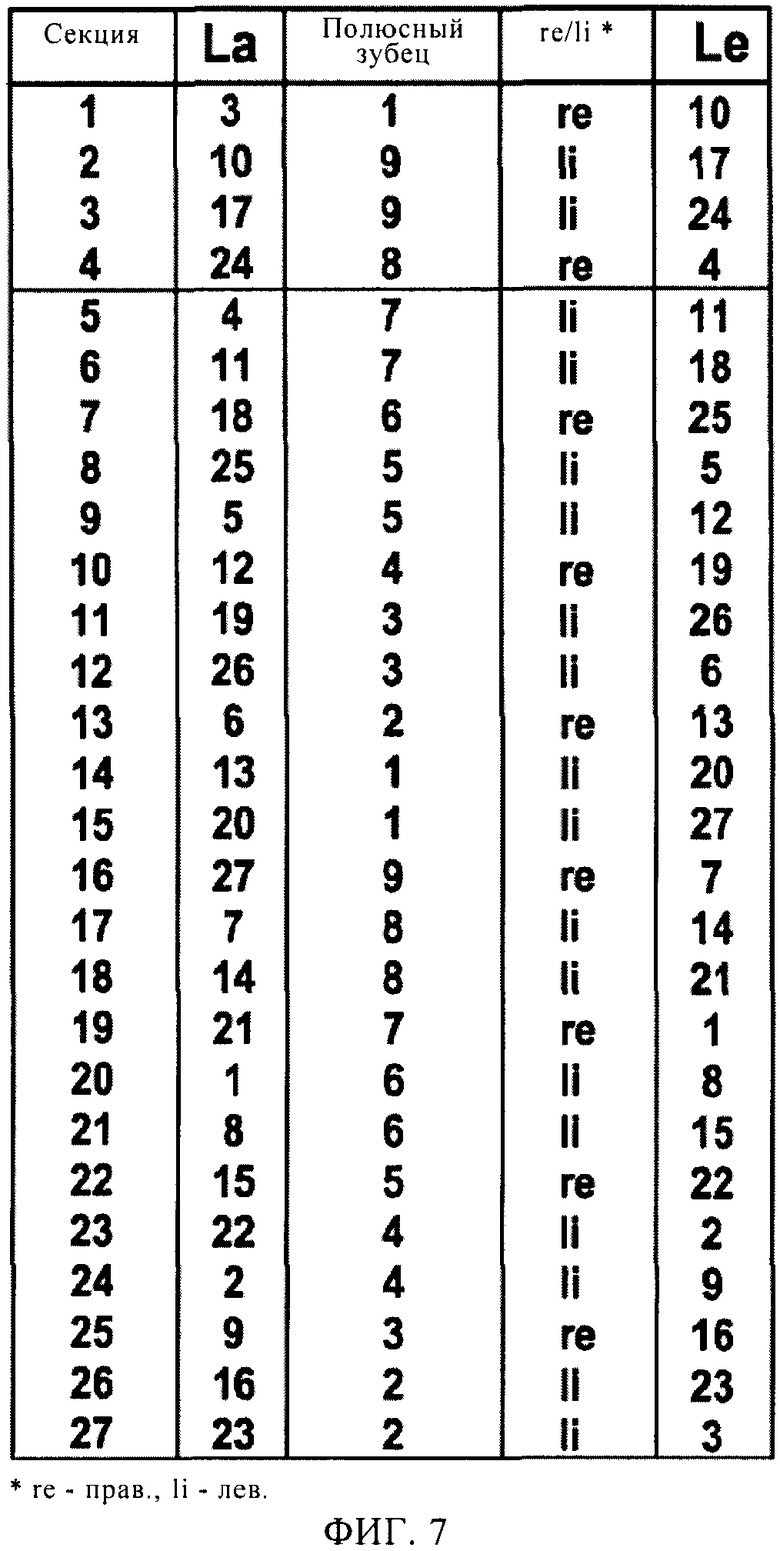
Для восьмиполюсной электрической машины на ее роторе с помощью намоточного автомата на девяти полюсных зубцах непрерывно наматывают друг за другом двадцать семь секций обмотки и при шаге по коллектору в семь пластин секции обмотки вводят в контакт с двадцатью семью пластинами коллектора.
Для десятиполюсной электрической машины на ее роторе с помощью намоточного автомата на двенадцати полюсных зубцах непрерывно наматывают друг за другом двадцать четыре секции обмотки и при шаге по коллектору в пять пластин секции обмотки вводят в контакт с двадцатью четырьмя пластинами коллектора.
Краткое описание чертежей
Ниже изобретение более подробно рассмотрено на примере некоторых предпочтительных вариантов его осуществления со ссылкой на прилагаемые чертежи, на которых показано:
на фиг.1 - схематичное изображение предлагаемой в изобретении электрической машины при виде спереди,
на фиг.2 - развертка машины, показанной фиг.1, в схематичном изображении с первой секцией обмотки,
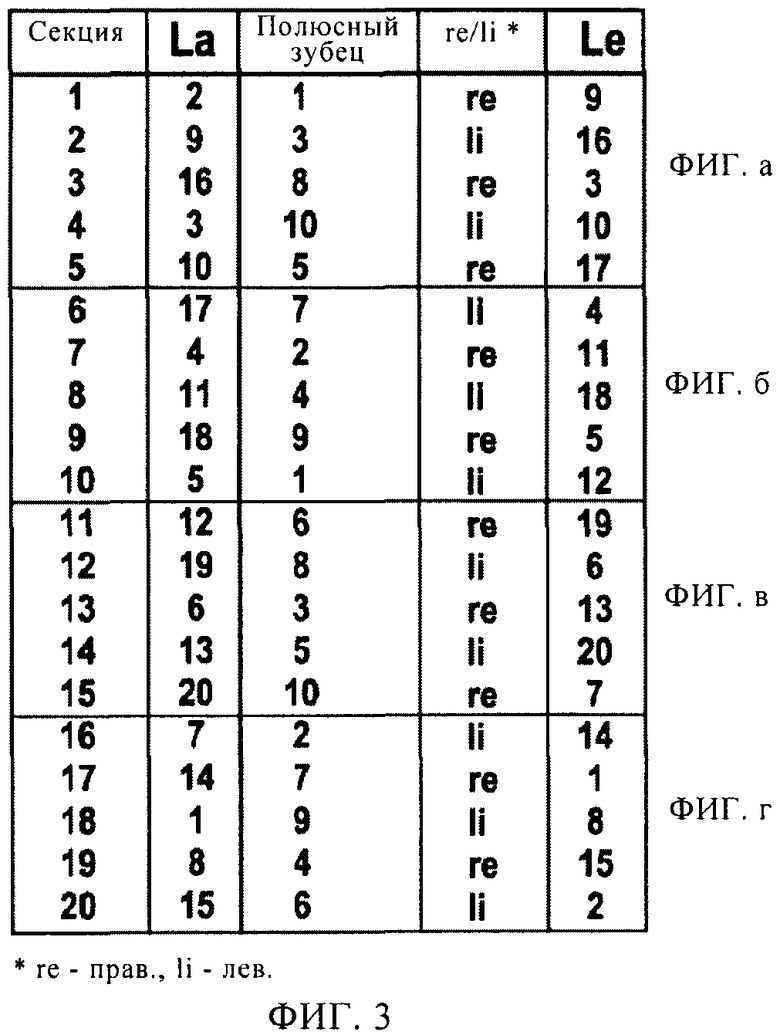
на фиг.3 - таблица обмотки, составленная предлагаемым в изобретении способом, в первом варианте осуществления изобретения,
на фиг.4(а)-4(г) - в схематичном изображении изготовление обмотки ротора по таблице обмотки, показанной фиг.3 четырьмя этапами (а)-(г),
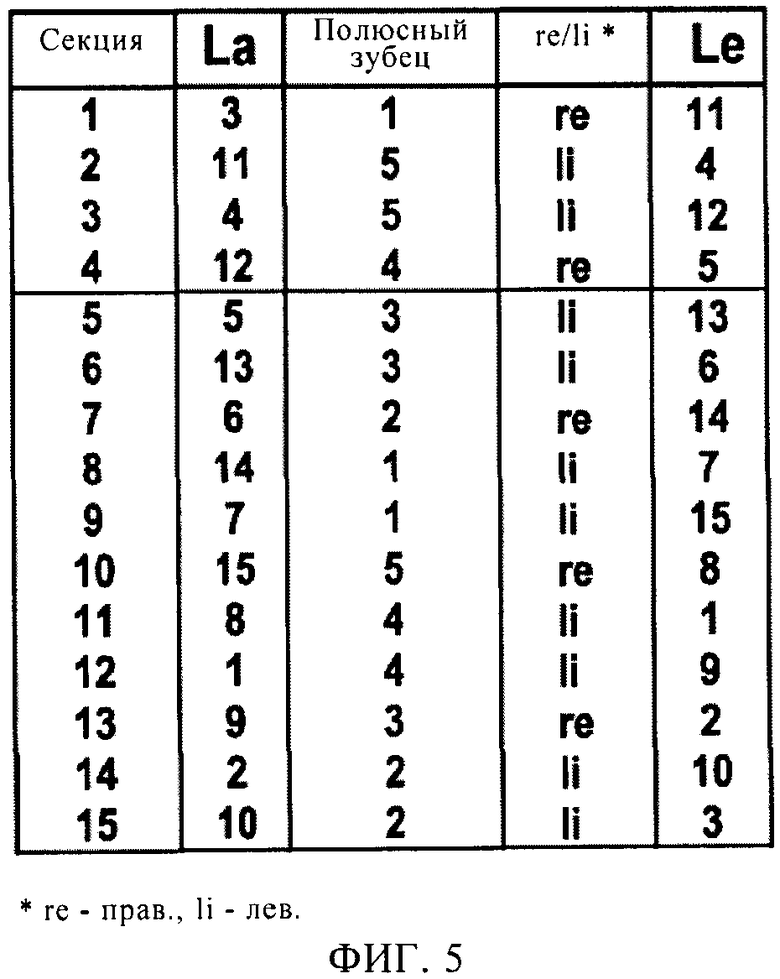
на фиг.5 - таблица обмотки для второго примера осуществления изобретения,
на фиг.6 - схематичное изображение машины с изготовлением первых четырех секций обмотки по таблице обмотки, показанной на фиг.5,
на фиг.7 - таблица обмотки для третьего варианта осуществления изобретения,
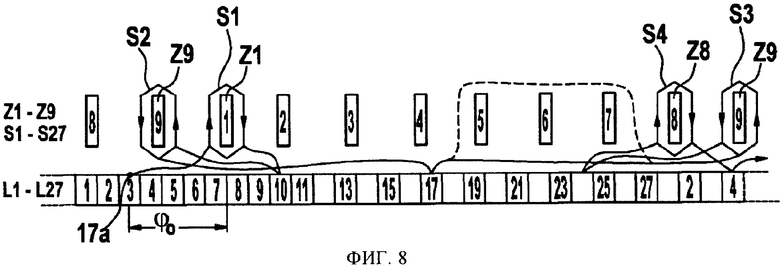
на фиг.8 - электрическая машина в схематичном изображении с первыми четырьмя секциями обмотки, изготовленными по таблице обмотки, показанной на фиг.7,
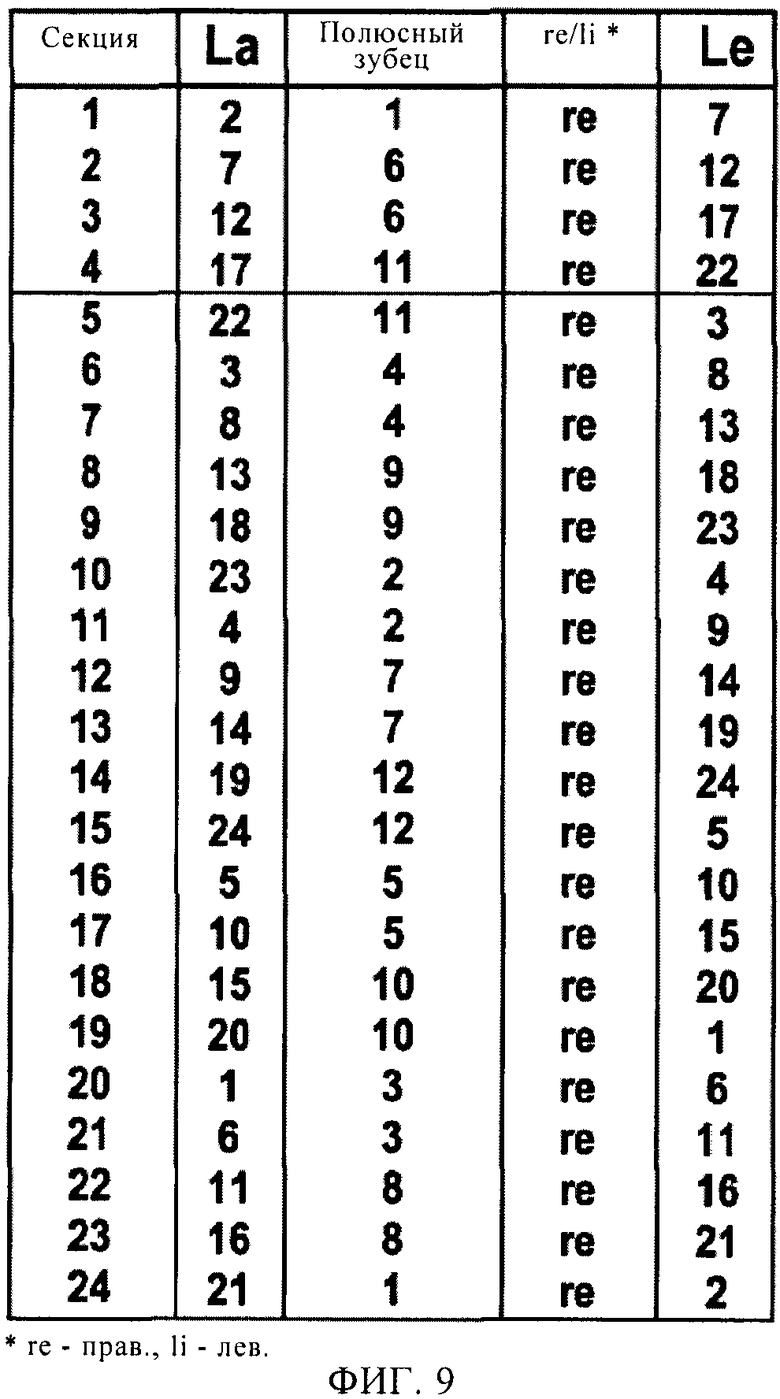
на фиг.9 - таблица обмотки для четвертого варианта осуществления изобретения,
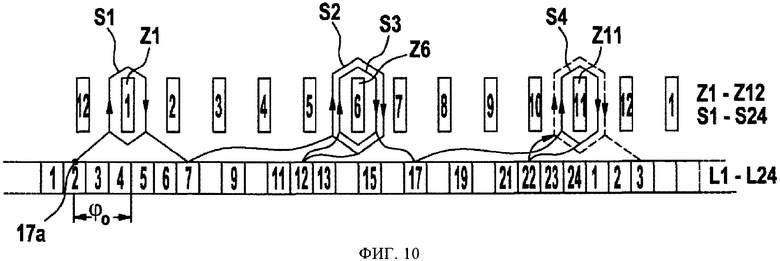
на фиг.10 - электрическая машина в схематичном представлении с первыми четырьмя секциями обмотки, изготовленными по таблице обмотки, показанной на фиг.9.
Осуществление изобретения
На фиг.1 для первого варианта осуществления изобретения схематично в виде спереди изображен и обозначен поз.10 возбуждаемый постоянными магнитами шестиполюсный электродвигатель постоянного тока, представляющий собой пример электрической машины. Такие машины используются предпочтительно для сервоприводов, вентиляторов и т.п. в автомобилях и при высоких нагрузках должны надежно работать, по возможности, в течение всего срока службы автомобиля. В соответствии с этим их конструкция должна быть максимально прочной. Электрическая машина 10 содержит шестиполюсный статор 11, который через рабочий воздушный зазор 12 взаимодействует с коллекторным ротором или якорем 13, называемым ниже обобщенно просто ротором. Ротор 13 состоит из шихтованного пакета 14, закрепленного на опертом с обеих сторон валу 15. По окружности периферии шихтованного пакета 14 расположены десять равномерно распределенных полюсных зубцов Z, между которыми выполнены пазы для размещения, в общей сложности, двадцати секций S обмотки 18 ротора. При этом секции S обмотки навиты намоточным автоматом попарно вокруг каждого полюсного зубца Z. При этом секции S обмотки особым образом соединены с коллектором 16, надетым на передней торцевой стороне шихтованного пакета 14 на вал 15 ротора. Коллектор 16 содержит двадцать равномерно распределенных по окружности пластин L, взаимодействующих с двумя неподвижными угольными щетками В1, В2. Угольные щетки смещены по отношению друг к другу на 180° и при работе электрической машины питаются постоянным током. При этом десять полюсных зубцов Z ротора 13 взаимодействуют с тремя парами p полюсов возбуждения статора 11. Чтобы достичь минимальной пульсации вращающего момента электрической машины, число полюсных зубцов отличается от числа полюсов возбуждения.
На фиг.2 схематично изображена развертка электродвигателя 10 постоянного тока, показанного на фиг.1, с помощью которой более подробно поясняется способ намотки для изготовления и расположения секций S обмотки на полюсных зубцах Z ротора 13. На рассматриваемой фигуре показаны шестиполюсный статор 11, десять полюсных зубцов Z1-Z10, первая секция S1 обмотки и двадцать пластин L1-L20 коллектора 16. Положение первой секции обмотки выбирается произвольно и приходится в данном случае на первый полюсный зубец Z1. Далее первый полюсный зубец Z1 с первой секцией S1 обмотки соотносится с серединой северного полюса статора 11. Это соответствие также произвольно выбирается. Кроме того, также произвольно выбираемое соответствие коллекторных пластин L и полюсных зубцов Z выбирается в данном случае таким образом, чтобы первый полюсный зубец Z1 находился точно на высоте щели между пластинами L5, L6 коллектора 16. Эта позиция должна иметь на фиг.2 на окружности угловое положение φ=0°. Из этого следует, что соседний южный полюс статора 11 находится в положении 60°, соседний полюсный зубец Z2 находится в положении 36°, а следующая щель между пластинами находится в положении 18°. Далее установлено, что все секции S обмотки своим началом вводят в контакт с начальной пластиной La, a своим концом - с конечной пластиной Le. На фиг.2 пластина L2 для первой секции S1 обмотки образует произвольно выбираемую начальную пластину La1. Следовательно, с учетом положения выбранной в данном случае пластины L2 между начальной пластиной La1 секции S1 обмотки и предусмотренным для этой секции полюсным зубцом Z1 возникает угловой сдвиг φ0, составляющий 63°. На фиг.2 оптимальное положение секции S1 обмотки находится посередине под полюсом (северным полюсом) статора 11. Для этого положения отклонение от электрического угла нулевое: Wf=0°.
Чтобы секции S обмотки можно было непрерывно наматывать на полюсные зубцы Z по типу волновой обмотки, для всех секций S обмотки устанавливается шаг Y по коллектору, который гарантирует возможность введения выводного конца каждой секции обмотки в контакт со свободной пластиной L. На фиг.2 шаг Y по коллектору предусмотрен в семь пластин, т.е. Y=7. Для составления таблицы обмотки на фиг.3 предлагаемым в изобретении способом сначала даются следующие определения:
p = число пар полюсов
z = число зубцов
1 = число пластин
s = число секций обмотки
М = множитель = 1/z=s/z
Y = шаг по коллектору
Wf = отклонение от электрического угла (отклонение от оптимального положения секций S)
Wz = число витков секций S обмотки
i = соответствующая секция 1, 2, 3…s обмотки
j = соответствующий полюсный зубец 1, 2, 3…z
Кроме того, для составления схемы намотки должны быть выполнены следующие условия:
p>1
p<z<4р
z≠2pz≠3p
М>1
М≠целочисленные кратные р
М≠целочисленные делители р
1=s=M*z
|Y-1/p|≤0,5
Все секции вводят в контакт с начальной La и конечной Le пластинами. При этом после произвольного назначения первой начальной пластины La1 для всех i-тых секций начальные и конечные пластины определяются уравнением:

и Lei=(Lai+Y)mod1.
Диапазон модульных значений для пластин 1 составляет в этом примере с двадцатью пластинами от S1 до S20.
Тогда для каждой следующей секции S обмотки ротора 13 при первом проходе для каждого полюсного зубца z определяется угловое отклонение от оптимального - с точки зрения развития вращающего момента и минимизации искрения под щетками - положения, а именно начиная с первой секции S1 обмотки с таким угловым отклонением 0°. Следовательно, для изображенной на фиг.2 штриховой линией второй секции S2 обмотки оптимальным положением с угловым сдвигом φ0=63° относительно начальной пластины L9 было бы положение между полюсными зубцами Z4 и Z5, как это обозначено пунктиром. Другие оптимальные положения смещены по отношению друг к другу соответственно на один полюсный шаг (360°/2р), т.е. на 60°. Однако полюсные зубцы, имеющиеся в распоряжении для второй секции S2 обмотки, расположены с отклонением от оптимальных положений, определяемых полюсным делением, называемым отклонением от электрического угла. Поэтому для каждой секции обмотки должен быть найден полюсный зубец с наименьшим отклонением от одного из оптимальных положений. При этом для упрощения расчета определяют значение косинуса периодически изменяющегося относительно пары полюсов отклонения каждой следующей секции от электрического угла для каждого полюсного зубца по уравнению:

На следующем проходе определенные для i-той секции обмотки отклонения Wf от электрического угла на j-тых зубцах сравниваются между собой, чтобы определить полюсный зубец Z или полюсные зубцы Z с наибольшим значением косинуса отклонения Wf от электрического угла. Это осуществляется по уравнению:

где Wfmax является наибольшим, предварительно определенным сравнительным значением для i-той секции обмотки.
Знак определенных по уравнению (2) отклонений Wf от электрического угла указывает, приведено ли оптимальное положение секции обмотки к северному или южному полюсу статора. При этом устанавливается, что начиная с первой секции S1 обмотки, при положительном значении косинуса секции S обмотки наматываются в одном направлении вправо. Из этого для каждой i-той секции обмотки в отношении определенного для нее полюсного зубца Z следует, что при отрицательном значении косинуса отклонения Wf(j) от электрического угла направление намотки секции изменяется, т.е. секция должна наматываться против направления намотки первой секции влево на выбранный зубец Z.
Для электродвигателя 10 постоянного тока, показанного фиг.1, с помощью уравнений (1), (2) и (3) составляется изображенная на фиг.3 таблица обмотки, причем первая секция S1 обмотки располагается на фиг.2 на полюсе-зубце Z1. Поскольку расчет отклонений от электрического угла производится с помощью компьютера, уравнения (2) и (3) используются и для первой секции.
Для первого варианта осуществления изобретения дано:
- число пар полюсов р=3
- число полюсных зубцов z=10
- число пластин 1=20
- число секций обмотки s=20
- множитель М=2
- шаг по коллектору Y=7
- число витков Wz=11
Эти значения отвечают перечисленным выше условиям. С помощью обоих уравнений (1) для каждой секции Si обмотки определяются начальная Lai и конечная Lei пластины.
Введение секций обмотки в контакт с коллектором:
Определение отклонения от электрического угла
Теперь в отношении каждой секции S обмотки для всех полюсных зубцов Z по уравнению (2) вычисляется соответствующее отклонение Wf от электрического угла.
Отклонение от электрического угла секции S1 обмотки
Wf(j)=cos[2π×p/z×(j-Lai/M)]
Зубец 1: Wf(l)=cos[2π×3/10×(1-2/2)]=1,0
Зубец 2: Wf(2)=cos[2π×3/10×(2-2/2)]=-0,309
Зубец 3: Wf(3)=cos[2π×3/10×(3-2/2)]=-0,809
Зубец 4: Wf(4)=cos[2π×3/10×(4-2/2)]=0,809
Зубец 5: Wf(5)=cos[2π×3/10×(5-2/2)]=0,309
Зубец 6: Wf(6)=cos[2π×3/10×(6-2/2)]=-1,0
Зубец 7: Wf(7)=cos[2π×3/10×(7-2/2)]=0,309
Зубец 8: Wf(8)=cos[2π×3/10×(8-2/2)]=0,809
Зубец 9: Wf(9)=cos[2π×3/10×(9-2/2)]=-0,809
Зубец 10: Wf(10)=cos[2π×3/10×(10-2/2)]=-0,309
На следующем проходе с помощью уравнения (3) для секции S1 обмотки определяется полюсный зубец с наименьшим отклонением Wf от электрического угла или с наибольшим значением косинуса Wfmax отклонения от электрического угла.
Wfmax=max(|Wf(1)|, |Wf(2)|, |Wf(3)|…,)=1,0
Сравнение отклонений от электрического угла
|Wf(1)|=Wfmax:1,0=1,0: условие соблюдено
|Wf(2)|=Wfmax:0,309≠1,0: условие не соблюдено
|Wf(3)|=Wfmax:0,809≠1,0: условие не соблюдено
|Wf(4)|=Wfmax:0,309≠1,0: условие не соблюдено
|Wf(5)|=Wfmax:0,809≠1,0: условие не соблюдено
|Wf(6)|=Wfmax:1,0=1,0: условие соблюдено
|Wf(7)|=Wfmax:0,309≠1,0: условие не соблюдено
|Wf(8)|=Wfmax:0,809≠1,0: условие не соблюдено
|Wf(9)|=Wfmax:0,809≠1,0: условие не соблюдено
|Wf(10)|=Wfmax:0,309≠1,0: условие не соблюдено
Поскольку здесь несколько зубцов-полюсов Z1 и Z6 имеют одинаковое наименьшее абсолютное отклонение от электрического угла, из этих полюсных зубцов выбирается тот полюсный зубец Z, который находится в зоне между начальной La и конечной Le пластинами секции S обмотки. Кроме того, проверяется, выбрано ли уже для выбранного полюсного зубца Z заданное число М секций S обмотки.
Результат сравнения
Первая секция S1 обмотки может быть намотана на зубец Z. Вычисленное значение положительное, поэтому секция S1 обмотки наматывается вправо. Таким образом, определена первая строка таблицы обмотки на фиг.3.
Те же расчеты проводятся по уравнению (2) для второй секции S2 обмотки с начальной пластиной La2=9.
Отклонения второй секции S2 обмотки от электрического угла:
Wf(j)=cos[2π×p/z×(j-Lai/M)]
Зубец 1: Wf(l)=cos[2π×3/10×(1-9/2)]=0,951
Зубец 2: Wf(2)=cos[2π×3/10×(2-9/2)]=0,000
Зубец 3: Wf(3)=cos[2π×3/10×(3-9/2)]=-0,951
Зубец 4: Wf(4)=cos[2π×3/10×(4-9/2)]=0,588
Зубец 5: Wf(5)=cos[2π×3/10×(5-9/2)]=0,588
Зубец 6: Wf(6)=cos[2π×3/10×(6-9/2)]=-0,951
Зубец 7: Wf(7)=cos[2π×3/10×(7-9/2)]=0,000
Зубец 8: Wf(8)=cos[2π×3/10×(8-9/2)]=0,951
Зубец 9: Wf(9)=cos[2π×3/10×(9-9/2)]=-0,588
Зубец 10: Wf(10)=cos[2π×3/10×(10-9/2)]=-0,588
На следующем проходе с помощью уравнения (3) для секции S2 обмотки определяется полюсный зубец с наименьшим отклонением Wf от электрического угла или с наибольшим значением косинуса Wfmax отклонения от электрического угла.
Wfmax=max(|Wf(1)|, |Wf(2)|, |Wf(3)|, …)=0,951
Сравнение отклонений от электрического угла
|Wf(1)|=Wfmax:0,951=0,951: условие соблюдено
|Wf(2)|=Wfmax:0,000≠0,951: условие не соблюдено
|Wf(3)|=Wfmax:0,951=0,951: условие соблюдено
|Wf(4)|=Wfmax:0,588≠0,951: условие не соблюдено
|Wf(5)|=Wfmax:0,588≠0,951: условие не соблюдено
|Wf(6)|=Wfmax:0,951=0,951: условие соблюдено
|Wf(7)|=Wfmax:0,000≠0,951: условие не соблюдено
|Wf(8)|=Wfmax:0,951=0,951: условие соблюдено
|Wf(9)|=Wfmax:0,588≠0,951: условие не соблюдено
|Wf(10)|=Wfmax:0,588≠0,951: условие не соблюдено
Поскольку здесь несколько зубцов-полюсов имеют одинаковое наименьшее абсолютное отклонение, из этих полюсных зубцов выбирается тот полюсный зубец Z, который находится в зоне между начальной La и конечной Le пластинами секции S обмотки. Кроме того, проверяется, выбрано ли уже для выбранного полюсного зубца Z заданное число М секций S обмотки.
Результат сравнения
Вторая секция S2 обмотки может быть намотана на зубец 3. Вычисленное значение отрицательное, поэтому секция S2 обмотки наматывается влево. Таким образом, определена также вторая строка таблицы обмотки на фиг.3.
Таким же образом с помощью уравнений (2) и (3) проводятся те же расчеты для остальных секций обмотки, с третьей по двадцатую, и таким образом построчно составляется таблица обмотки, показанная на фиг.3. Чтобы обмотать ротор 13 электродвигателя 10 постоянного тока предлагаемым в изобретении способом, в намоточный автомат сначала вводится таблица обмотки, показанная на фиг.3.
Намоточный автомат (не показан) построчно отрабатывает таблицу обмотки, показанную на фиг.3, причем секции S1-S20 обмотки непрерывно наматывают друг за другом и вводят в контакт с соответствующими пластинами L коллектора 16. На фиг.4(а)-4(г) изображено и описано ниже изготовление секций по таблице обмотки, показанной на фиг.3 четырьмя этапами (а)-(г).
Сначала на этапе, показанном на фиг.4(а), обмоточный провод 17 вводят его началом 17а в контакт с пластиной L2. Оттуда он проводится к полюсному зубцу Z1, и секция S1 обмотки наматывается на него вправо по стрелке. Конец этой секции обмотки вводится в контакт с пластиной L9. Оттуда на полюсный зубец Z3 влево наматывается вторая секция S2 обмотки, конец которой укладывается на пластину L16. Оттуда на полюсный зубец Z8 вправо наматывается секция S3 обмотки, конец которой укладывается на пластину L3. Оттуда на полюсный зубец Z10 влево наматывается секция S4 обмотки, конец которой вводится в контакт с пластиной L10. Оттуда на полюсный зубец Z5 вправо наматывается секция S5 обмотки, конец которой вводится в контакт с пластиной L17. С пластины L17 обмоточный провод переносится по стрелке на этап, показанный на фиг.4(6).
Здесь с пластины L17 на полюсный зубец Z7 влево наматывается секция S6 обмотки, конец которой вводится в контакт с пластиной L4. Оттуда на полюсный зубец Z2 вправо наматывается секция S7 обмотки, конец которой вводится в контакт с пластиной L11. С пластины L11 на полюсный зубец Z4 влево наматывается секция S8 обмотки, конец которой вводится в контакт с пластиной L18. Оттуда на полюсный зубец Z9 вправо наматывается секция S9 обмотки, конец которой вводится в контакт с пластиной L5. С пластины L5 на полюсный зубец Z1 влево наматывается секция S10 обмотки, конец которой вводится в контакт с пластиной L12. С пластины L12 обмоточный провод переносится по стрелке на этап, показанный на фиг.4(в).
Исходя от пластины L12, на полюсный зубец Z6 вправо наматывается секция S11 обмотки, конец которой вводится в контакт с пластиной L19. Оттуда на полюсный зубец Z8 влево наматывается секция S12 обмотки, конец которой вводится в контакт с пластиной L6. Оттуда на полюсный зубец Z3 вправо наматывается секция S13 обмотки, конец которой вводится в контакт с пластиной L13. С пластины L13 на полюсный зубец Z5 влево наматывается секция S14 обмотки, конец которой вводится в контакт с пластиной L20. Оттуда на полюсный зубец Z10 вправо наматывается секция S15 обмотки, конец которой вводится в контакт с пластиной L7. Оттуда обмоточный провод переносится по стрелке на этап, показанный на фиг.4(г).
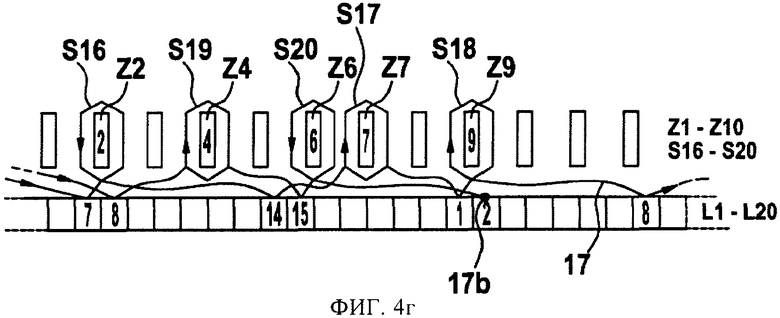
С пластины L7 на полюсный зубец Z2 влево наматывается секция S16 обмотки, конец которой вводится в контакт с пластиной L14. Оттуда на полюсный зубец Z7 вправо наматывается секция S17 обмотки, конец которой вводится в контакт с пластиной L1. Оттуда на полюсный зубец Z9 влево наматывается секция S18 обмотки, конец которой вводится в контакт с пластиной L8. С пластины L8 на полюсный зубец Z4 вправо наматывается секция S19 обмотки, конец которой укладывается на пластину L15. Наконец на полюсный зубец Z6 влево наматывается секция S20 обмотки, конец которой укладывается на пластину L2. Здесь конец 17b обмоточного провода 17 отрезается. Таким образом все двадцать секций обмотки, будучи последовательно намотаны, равномерно распределены на всех полюсных зубцах Z. Из таблицы обмотки на фиг.3, как и из фиг.1, следует, что на каждый из десяти полюсных зубцов Z наматываются по две секции S обмотки.
Во втором варианте осуществления изобретения описанным выше способом должна быть составлена изображенная на фиг.5 таблица обмотки для четырехполюсного электродвигателя постоянного тока с другим числом z зубцов, числом s секций обмотки и числом 1 пластин коллектора.
Для второго варианта осуществления изобретения дано:
- число пар полюсов р=2
- число полюсных зубцов z=5
- число пластин 1=15
- число секций обмотки s=15
- множитель М=3
- шаг по коллектору Y=8
- число витков Wz=11
Эти значения отвечают перечисленным выше условиям. С помощью обоих уравнений (1) для каждой секции Si обмотки определяются начальная Lai и конечная Lei пластины.
Введение секций обмотки в контакт с коллектором:
Определение отклонения от электрического угла
В отношении каждой секции S обмотки для всех полюсных зубцов Z по уравнению (2) вычисляется соответствующее отклонение Wf от электрического угла.
Отклонение от электрического угла для первой секции S1 обмотки
Wf(j)=cos[2π×p/z×(j-Lai/M)]
Зубец 1: Wf(1)=cos[2π×2/5×(1-3/3)]=1,000
Зубец 2: Wf(2)=cos[2π×2/5×(2-3/3)]=-0,809
Зубец 3: Wf(3)=cos[2π×2/5×(3-3/3)]=0,309
Зубец 4: Wf(4)=cos[2π×2/5×(4-3/3)]=0,309
Зубец 5: Wf(5)=cos[2π×2/5×(5-3/3)]=-0,809
На следующем проходе с помощью уравнения (3) для секции S1 обмотки определяется полюсный зубец с наименьшим отклонением Wf от электрического угла или с наибольшим значением косинуса Wfmax отклонения от электрического угла.
Wfmax=max(|Wf(1)|, |Wf(2)|, |Wf(3)|, …)=1,000
Сравнение отклонений от электрического угла
|Wf(1)|=Wfmax:1=1: условие соблюдено
|Wf(2)|=Wfmax:0,809≠1: условие не соблюдено
|Wf(3)|=Wfmax:0,309≠1: условие не соблюдено
|Wf(4)|=Wfmax:0,309≠1: условие не соблюдено
|Wf(5)|=Wfmax:0,809≠1: условие не соблюдено
Результат сравнения
Секция S1 обмотки может быть намотана на зубец Z1. Вычисленное значение положительное, поэтому секция S1 обмотки наматывается вправо. Таким образом, определена первая строка таблицы обмотки на фиг.5.
Отклонение второй секции S2 обмотки от электрического угла
Wf(j)=cos[2π×p/z×(j-Lai/M)]
Зубец 1: Wf(1)=cos[2π×2/5×(1-11/3)]=0,914
Зубец 2: Wf(2)=cos[2π×2/5×(2-11/3)]=-0,500
Зубец 3: Wf(3)=cos[2π×2/5×(3-11/3)]=-0,105
Зубец 4: Wf(4)=cos[2π×2/5×(4-11/3)]=0,669
Зубец 5: Wf(5)=cos[2π×2/5×(5-11/3)]=-0,978
На следующем проходе с помощью уравнения (3) для секции S2 обмотки определяется полюсный зубец с наименьшим отклонением Wf от электрического угла или с наибольшим значением косинуса Wfmax отклонения от электрического угла,
Wfmax=max(|Wf(L)|, |Wf(2)|, |Wf(3)|, …)=0,978
Сравнение отклонений от электрического угла
|Wf(1)|=Wfmax:0,9141≠0,978: условие не соблюдено
|Wf(2)|=Wfmax:0,500≠0,978: условие не соблюдено
|Wf(3)|=Wfmax:0,105≠0,978: условие не соблюдено
|Wf(4)|=Wfmax:0,669≠0,978: условие не соблюдено
|Wf(5)|=Wfmax:0,978=0,978: условие соблюдено
Результат сравнения
Секция S2 обмотки может быть намотана на зубец Z5. Вычисленное значение отрицательное, поэтому секция S2 обмотки наматывается влево. Таким образом, определена вторая строка таблицы обмотки на фиг.5.
Те же расчеты проводятся с помощью уравнений (2) и (3) таким же образом для остальных секций обмотки с третьей по пятнадцатую, и таким образом построчно составляется таблица обмотки на фиг.5.
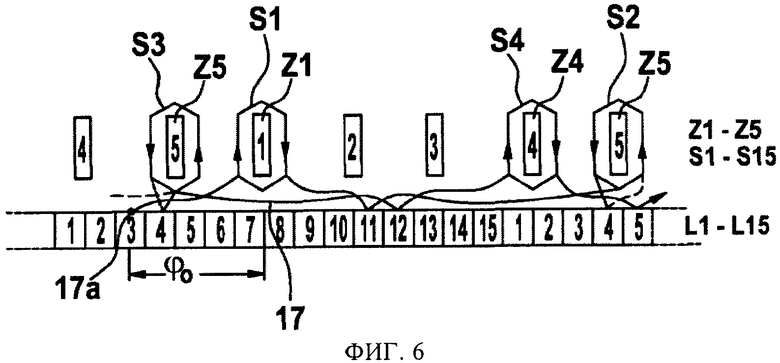
На фиг.6 изображено и описано изготовление секций S1-S4 обмотки на первом этапе.
При этом обмоточный провод 17 сначала вводится своим началом 17а в контакт с пластиной L3. Оттуда он направляется к полюсному зубцу Z1, на который вправо наматывается секция S1 обмотки. Конец этой секции обмотки вводится в контакт с пластиной L11. Оттуда на полюсный зубец Z5 влево наматывается секция S2 обмотки, конец которой укладывается на пластину L4. Оттуда на полюсный зубец Z5 также влево наматывается секция S3 обмотки, конец которой укладывается на пластину L12. Оттуда на полюсный зубец Z4 вправо наматывается секция S4 обмотки, конец которой вводится в контакт с пластиной L5. С пластины L5 обмоточный провод 17 переносится по стрелке к началу секции S6 обмотки, и таблица обмотки отрабатывается намоточным автоматом так же, как и в первом варианте осуществления изобретения, пока на роторе машины не будут намотаны все секции обмотки.
В третьем варианте осуществления изобретения описанным выше способом должна быть составлена изображенная на фиг.7 таблица обмотки для восьмиполюсного электродвигателя постоянного тока с другим числом z зубцов, числом s секций обмотки и числом 1 пластин.
Для третьего варианта осуществления изобретения дано:
- число пар полюсов р=4
- число полюсных зубцов z=9
- число пластин 1=27
- число секций обмотки s=27
- множитель М=3
- шаг по коллектору Y=7
- число витков Wz=15
Эти значения отвечают перечисленным выше условиям. С помощью обоих уравнений (1) для каждой секции Si определяются начальная Lai и конечная Lei пластины.
Введение секций обмотки в контакт с коллектором:
Определение отклонения от электрического угла
В отношении каждой секции S обмотки для всех полюсных зубцов Z по уравнению (2) вычисляется соответствующее отклонение Wf от электрического угла.
Отклонение от электрического угла секции S1 обмотки
Wf(j)=cos[2π×p/z×G-Lai/M)]
Зубец 1: Wf(1)=cos[2π×4/9×(1-3/3)]=-1,000
Зубец 2: Wf(2)=cos[2π×4/9×(2-3/3)]=-0,940
Зубец 3: Wf(3)=cos[2π×4/9×(3-3/3)]=0,766
Зубец 4: Wf(4)=cos[2π×4/9×(4-3/3)]=-0,500
Зубец 5: Wf(5)=cos[2π×4/9×(5-3/3)]=0,174
Зубец 6: Wf(6)=cos[2π×4/9×(6-3/3)]=0,174
Зубец 7: Wf(7)=cos[2π×4/9×(7-3/3)]=-0,500
Зубец 8:: Wf(8)=cos[2π×4/9×(8-3/3)]=0,766
Зубец 9 Wf(9)=cos[2π×4/9×(9-3/3)]=-0,940
На следующем проходе с помощью уравнения (3) для секции S1 обмотки определяется полюсный зубец с наименьшим отклонением Wf от электрического угла или с наибольшим значением косинуса Wfmax отклонения от электрического угла.
Wfmax=max(|Wf(1)|, |Wf(2)j, |Wf(3)|, …)=1,000
Сравнение отклонений от электрического угла
|Wf(1)|=Wfmax:1=1: условие соблюдено
|Wf(2)|=Wfmax:0,94≠1: условие не соблюдено
|Wf(3)|=Wfmax:0,766≠1: условие не соблюдено
|Wf(4)|=Wfmax:0,5≠1: условие не соблюдено
|Wf(5)|=Wfmax:0,174≠1: условие не соблюдено
|Wf(6)|=Wfmax:0,174≠1: условие не соблюдено
|Wf(7)|=Wfmax:0,5≠1: условие не соблюдено
|Wf(8)|=Wfmax:0,766≠1: условие не соблюдено
|Wf(9)|=Wfmax:0,94≠1: условие не соблюдено
Результат сравнения
Секция S1 обмотки может быть намотана на зубец Z1. Вычисленное значение положительное, поэтому секция S1 обмотки наматывается вправо. Таким образом, определена первая строка таблицы обмотки на фиг.7.
Отклонение от электрического угла секции S2 обмотки
Wf(j)=cos[2π×p/z×(j-Lai/M)]
Зубец 1: Wf(1)=cos[2π×4/9×(1-10/3)]=0,973
Зубец 2: Wf(2)=cos[2π×4/9×(2-10/3)]=-0,835
Зубец 3: Wf(3)=cos[2π×4/9×(3-10/3)]=0,597
Зубец 4: Wf(4)=cos[2π×4/9×(4-10/3)]=-0,287
Зубец 5: Wf(5)=cos[2π×4/9×(5-10/3)]=-0,058
Зубец 6: Wf(6)=cos[2π×4/9×(6-10/3)]=0,396
Зубец 7: Wf(7)=cos[2π×4/9×(7-10/3)]=-0,686
Зубец 8: Wf(8)=cos[2π×4/9×(8-10/3)]=0,894
Зубец 9: Wf(9)=cos[2π×4/9×(9-10/3)]=-0,993
На следующем проходе с помощью уравнения (3) для секции S2 обмотки определяется полюсный зубец с наименьшим отклонением Wf от электрического угла или с наибольшим значением косинуса Wfmax отклонения от электрического угла.
Wfmax=max(|Wf(1)|, |Wf(2)|, |Wf(3)|, …)=0,993
Сравнение отклонений от электрического угла
|Wf(1)|=Wfmax:0,973≠0,993: условие не соблюдено
|Wf(2)|=Wfmax:0,835≠0,993: условие не соблюдено
|Wf(3)|=Wfmax:0,597≠0,993: условие не соблюдено
|Wf(4)|=Wfmax:0,287≠0,993: условие не соблюдено
|Wf(5)|=Wfmax:0,058≠0,993: условие не соблюдено
|Wf(6)|=Wfmax:0,396≠0,993: условие не соблюдено
|Wf(7)|=Wfmax:0,686≠0,993: условие не соблюдено
|Wf(8)|=Wfmax:0,894≠0,993: условие не соблюдено
|Wf(9)|=Wfmax:0,993=0,993: условие соблюдено
Результат сравнения
Секция S2 обмотки может быть намотана на зубец Z9. Вычисленное значение отрицательное, поэтому секция S2 обмотки наматывается влево. Таким образом, определена первая строка таблицы обмотки на фиг.7.
Те же расчеты проводятся с помощью уравнений (2) и (3) таким же образом для остальных секций обмотки с третьей по двадцать седьмую, и таким образом построчно составляется таблица обмотки на фиг.7.
На фиг.8 изображено и описано изготовление секций обмотки на первом этапе применительно к секциям обмотки с первой (S1) по четвертую (S4).
При этом сначала обмоточный провод 17 вводится своим началом 17а в контакт с пластиной L3. Оттуда он направляется к полюсному зубцу Z1, на который вправо наматывается секция S1 обмотки. Конец этой секции обмотки вводится в контакт с пластиной L10. Оттуда на полюсный зубец Z9 влево наматывается секция S2 обмотки, конец которой укладывается на пластину L17. Оттуда на полюсный зубец Z9 также влево наматывается секция S3 обмотки, конец которой укладывается на пластину L24. Оттуда на полюсный зубец Z8 вправо наматывается секция S4 обмотки, конец которой вводится в контакт с пластиной L4. С пластины L4 обмоточный провод переносится по стрелке к началу пятой секции S5 обмотки, и таблица обмотки отрабатывается намоточным автоматом так же, как и в первом варианте осуществления изобретения, пока на роторе машины не будут намотаны все секции обмотки.
Во избежание длинных соединений на стороне коллектора ротора 13 между пластинами и секциями обмотки может быть целесообразным пропустить обмоточный провод 17 между начальной пластиной La или конечной пластиной Le и секцией S обмотки между расположенными ближе полюсными зубцами Z к задней стороне ротора, оттуда, в частности, между двумя другими полюсными зубцами Z обратно к передней стороне, а затем к секции S обмотки или пластине L, как это обозначено на фиг.8 штриховой линией около секции S3 обмотки.
В четвертом варианте осуществления изобретения описанным выше способом должна быть составлена изображенная на фиг.9 таблица обмотки для десятиполюсного электродвигателя постоянного тока с другим числом z зубцов, числом s секций обмотки и числом 1 пластин.
Для четвертого варианта осуществления изобретения дано:
- число пар полюсов р=5
- число полюсных зубцов z=12
- число пластин 1=24
- число секций обмотки s=24
- множитель М=2
- шаг по коллектору Y=5
- число витков Wz=18
Эти значения отвечают перечисленным выше условиям. С помощью обоих уравнений (1) для каждой секции Si обмотки определяются начальная Lai и конечная Lei пластины.
Введение секций обмотки в контакт с коллектором:
Определение отклонения от электрического угла
В отношении каждой секции S обмотки для всех полюсных зубцов Z по уравнению (2) вычисляется соответствующее отклонение Wf от электрического угла.
Отклонение от электрического угла секции S1 обмотки
Wf(j)=cos[2π×p/z×(j-Lai/M)]
Зубец 1: Wf(1)=cos[2π×5/12×(1-2/2)]=1,000
Зубец 2: Wf(2)=cos[2π×5/12×(2-2/2)]=-0,866
Зубец 3: Wf(3)=cos[2π×5/12×(3-2/2)]=0,500
Зубец 4: Wf(4)=cos[2π×5/12×(4-2/2)]=0,000
Зубец 5: Wf(5)=cos[2π×5/12×(5-2/2)]=-0,500
Зубец 6: Wf(6)=cos[2π×5/12×(6-2/2)]=0,866
Зубец 7: Wf(7)=cos[2π×5/12×(7-2/2)]=-1,000
Зубец 8: Wf(8)=cos[2π×5/12×(8-2/2)]=0,866
Зубец 9: Wf(9)=cos[2π×5/12×(9-2/2)]=-0,500
Зубец 10: Wf(10)=cos[2π×5/12×(10-2/2)]=0,000
Зубец 11: Wf(11)=cos[2π×5/12×(11-2/2)]=0,500
Зубец 12: Wf(12)=cos[2π×5/12×(12-2/2)]=-0,866
На следующем проходе с помощью уравнения (3) для секции S1 обмотки определяется полюсный зубец с наименьшим отклонением Wf от электрического угла или с наибольшим значением косинуса Wfmax отклонения от электрического угла.
Wfmax=max(|Wf(1)|, |Wf(2)|, |Wf(3)|, …)=1,000
Сравнение отклонений от электрического угла:
|Wf(1)|=Wfmax:1=1: условие соблюдено
|Wf(2)|=Wfmax:0,866≠1: условие не соблюдено
|Wf(3)|=Wfmax:0,5≠1: условие не соблюдено
|Wf(4)|=Wfmax:0,000≠1: условие не соблюдено
|Wf(5)|=Wfmax:0,5≠1: условие не соблюдено
|Wf(6)|=Wfmax:0,866≠1: условие не соблюдено
|Wf(7)|=Wfmax:1=1: условие соблюдено
|Wf(8)|=Wfmax:0,866≠1: условие не соблюдено
|Wf(9)|=Wfmax:0,5≠1: условие не соблюдено
Wf(10)|=Wfmax:0,000≠1: условие не соблюдено
|Wf(11)|=Wfmax:0,5≠1: условие не соблюдено
|Wf(12)|=Wfmax:0,866≠1: условие не соблюдено
Результат сравнения
Секция S1 обмотки может быть намотана на зубец Z1. Вычисленное значение положительное, поэтому секция S1 обмотки наматывается вправо. Таким образом, определена первая строка таблицы обмотки на фиг.9.
Отклонение от электрического угла секции S2 обмотки
Wf(j)=cos[2π×p/z×(j-Lai/M)]
Зубец 1: Wf(1)=cos[1π×5/12×(1-7/2)]=0,966
Зубец 2: Wf(2)=cos[2π×5/12×(2-7/2)]=-0,707
Зубец 3: Wf(3)=cos[2π×5/12×(3-7/2)]=0,259
Зубец 4: Wf(4)=cos[2π×5/12×(4-7/2)]=0,259
Зубец 5: Wf(5)=cos[2π×5/12×(5-7/2)]=-0,707
Зубец 6: Wf(6)=cos[2π×5/12×(6-7/2)]=0,966
Зубец 7: Wf(7)=cos[2π×5/12×(7-7/2)]=-0,966
Зубец 8: Wf(8)=cos[2π×5/12×(8-7/2)]=0,707
Зубец 9: Wf(9)=cos[2π×5/12×(9-7/2)]=-0,259
Зубец 10: Wf(10)=cos[2π×5/12×(10-7/2)]=-0,259
Зубец 11: Wf(11)=cos[2π×5/12×(11-7/2)]=0,707
Зубец 12: Wf(12)=cos[2π×5/12×(12-7/2)]=-0,966
На следующем проходе с помощью уравнения (3) для секции S2 обмотки определяется полюсный зубец с наименьшим отклонением Wf от электрического угла или с наибольшим значением косинуса Wfmax отклонения от электрического угла.
Wfmax=max(|Wf(1)|, |Wf(2)|, |Wf(3)|, …)=0,966
Сравнение отклонений от электрического угла
|Wf(1)|=Wfmax:0,966=0,966: условие соблюдено
|Wf(2)|=Wfmax:0,707≠0,966: условие не соблюдено
|Wf(3)|=Wfmax:0,259≠0,966: условие не соблюдено
|Wf(4)|=Wfmax:0,259≠0,966: условие не соблюдено
|Wf(5)|=Wfmax:0,707≠0,966: условие не соблюдено
|Wf(6)|=Wfmax:0,966=0,966: условие соблюдено
|Wf(7)|=Wfmax:0,966=0,966: условие соблюдено
|Wf(8)|=Wfmax:0,707≠0,966: условие не соблюдено
|Wf(9)|=Wfmax:0,259≠0,966: условие не соблюдено
|Wf(10)|=Wfmax:0,259≠0,966: условие не соблюдено
|Wf(11)|=Wfmax:0,707≠0,966: условие не соблюдено
|Wf(12)|=Wfmax:0,966=0,966: условие соблюдено
Результат сравнения
Секция S2 обмотки может быть намотана на зубец Z6. Вычисленное значение положительное, поэтому секция S2 обмотки наматывается вправо. Таким образом, определена вторая строка таблицы обмотки на фиг.9.
Те же расчеты проводятся с помощью уравнений (2) и (3) таким же образом для остальных секций обмотки с третьей по двадцать четвертую, и таким образом построчно составляется таблица обмотки на фиг.9.
На фиг.10 изображено и описано изготовление секций S1-S4 обмотки на первом этапе.
При этом сначала обмоточный провод 17 вводится своим началом 17а в контакт с пластиной L2. Оттуда он направляется к полюсному зубцу Z1, на который вправо наматывается секция S1 обмотки. Конец этой секции обмотки вводится в контакт с пластиной L7. Оттуда на полюсный зубец Z6 вправо наматывается секция S2 обмотки, конец которой укладывается на пластину L12. Оттуда на полюсный зубец Z6 также вправо наматывается секция S3 обмотки, конец которой укладывается на пластину L17. Оттуда на полюсный зубец Z11 вправо наматывается секция S4 обмотки, конец которой вводится в контакт с пластиной L22. С пластины L22 обмоточный провод переносится по стрелке к началу шестой секции S6 обмотки, и таблица обмотки отрабатывается намоточным автоматом так же, как и в первом варианте осуществления изобретения, пока на роторе машины не будут намотаны все секции обмотки.
Возможности осуществления изобретения не ограничиваются представленными на чертежах вариантами, поскольку в рамках следующих условий:
p>1<z для числа пар полюсов
z≠2р≠3p для числа зубцов
М=s/z для вышеупомянутого множителя и
|Y-1/p|≤0,5 для шага по коллектору
возможно множество комбинаций параметров осуществления изобретения.
Кроме того, для определения отклонения положения секций обмотки от электрического угла на соответствующих полюсных зубцах вместо значения косинуса в уравнении (2) может использоваться также значение синуса. Точно так же определяемое полюсным делением отклонение от электрического угла может определяться как дуговая (радианная) мера, если в уравнении (2) опустить косинус. Абсолютное отклонение секций обмотки, вычисленное по всей окружности, можно получить, исключив из уравнения (2) параметр ”p”, что также возможно в рамках изобретения. Однако при этом отклонение от электрического угла должно корректироваться по числу полюсов, т.е. по модулю 2π/2р. Также отклонение от электрического угла может определяться в градусах, если заменить член ”2π” на ”360°”, а результат корректировать по модулю 360°/2р. Однако в любом случае для составления таблицы обмотки для каждой секции следует определить полюсный зубец с наименьшим отклонением от электрического угла.
В намоточных станках со смещенными на 180° по отношению друг к другу водилами или иглами в случае четного числа s секций обмотки на фиг.3 и 9 может также непрерывно наматываться соответственно половина их числа, т.е. верхняя и нижняя половины составленной таблицы обмотки отрабатываются одновременно соответствующим водилом или иглой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБМОТКИ РОТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ, А ТАКЖЕ ЭЛЕКТРИЧЕСКАЯ МАШИНА С ИЗГОТОВЛЕННОЙ ЭТИМ СПОСОБОМ ОБМОТКОЙ РОТОРА | 2008 |
|
RU2488935C2 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА С ДРОБНОЙ ЗУБЦОВОЙ ОБМОТКОЙ | 2007 |
|
RU2414798C2 |
| Двухканальный вращающийся трансформатор | 1987 |
|
SU1467685A1 |
| Двухотсчетный вращающийся трансформатор | 1984 |
|
SU1312695A1 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА ПЕРЕМЕННОГО ТОКА | 1993 |
|
RU2071628C1 |
| ДВИГАТЕЛЬ | 2008 |
|
RU2371827C1 |
| Двухотсчетный вращающийся трансформатор | 1989 |
|
SU1702492A1 |
| Вращающийся трансформатор | 1986 |
|
SU1394346A1 |
| Многополюсный вращающийся трансформатор | 1987 |
|
SU1432675A1 |
| Асинхронно-синхронный преобразователь частоты | 1974 |
|
SU692017A1 |




Изобретение относится к области электротехники и касается технологии изготовления обмотки ротора электрических машин. Предлагается способ изготовления обмотки ротора электрической машины (10), содержащей, по меньшей мере, четыре расположенных в статоре (11) полюса (Р) возбуждения, коллекторный ротор (13), имеющий расположенные по окружности пазы и полюсные зубцы (Z), число которых отличается от числа полюсов возбуждения, секции (S) обмотки и столько же коллекторных пластин (L), число которых, по меньшей мере, в два раза больше числа полюсных зубцов (Z). При намотке секций (S) на полюсные зубцы обмоточным проводом в непрерывном режиме после закрепления обмоточного провода (17) на начальной пластине (La) на первом полюсе - зубце (Z1) наматывают первую секцию (S1) обмотки с выбираемым угловым сдвигом (φ0) относительно начальной пластины (La), затем обмоточный провод (17) с заданной шагом (Y) по коллектору закрепляют на другой коллекторной пластине (L), являющейся для намотанной секции конечной пластиной (Le), затем последовательно с каждой коллекторной пластины (L) наматывают секцию (S) обмотки на полюсный зубец (Z) с наименьшим отклонением (Wf) выбранного углового сдвига (φ0) от определяемого полюсным делением статора электрического угла, после чего обмоточный провод (17) вводят в контакт с другой пластиной (Le), отстоящей на заданный шаг (Y) по коллектору до тех пор, пока на полюсных зубцах (Z) не будут намотаны все секции (S) обмотки. Технический результат - обеспечение малых пульсаций вращающего момента и длительного срока службы за счет оптимальной коммутации секций (S) обмотки. 14 з.п. ф-лы, 10 ил.
1. Способ изготовления обмотки ротора электрической машины, преимущественно электродвигателя (10) постоянного тока, содержащей по меньшей мере четыре расположенных в статоре (11) полюса (Р) возбуждения, коллекторный ротор (13), имеющий расположенные по окружности пазы и полюсные зубцы (Z), число которых отличается от числа полюсов возбуждения, секции (S) обмотки и столько же коллекторных пластин (L), число которых по меньшей мере в два раза больше числа полюсных зубцов, причем секции обмотки наматывают на полюсные зубцы обмоточным проводом (17) на намоточном автомате, предпочтительно с равномерным распределением секций обмотки, в частности ведя намотку в непрерывном режиме, отличающийся тем, что после закрепления обмоточного провода (17) на начальной пластине (La) на первый полюсный зубец (Z1) наматывают первую секцию (S1) обмотки с заданным числом витков, расположенную с произвольно выбираемым угловым сдвигом (φ0) относительно ее начальной пластины (La), затем обмоточный провод (17) с жестко заданным шагом (Y) по коллектору закрепляют на другой коллекторной пластине (L), являющейся для намотанной секции конечной пластиной (Le), и после этого последовательно с каждой коллекторной пластины (L) наматывают секцию (S) обмотки на тот полюсный зубец (Z), для которого отклонение (Wf) выбранного углового сдвига (φ0) от электрического угла, определяемого полюсным делением, наименьшее, и вводят обмоточный провод (17) в контакт с другой пластиной (L), отстоящей на заданный шаг (Y) по коллектору, до тех пор, пока на полюсных зубцах (Z) не будут намотаны все секции (S) обмотки.
2. Способ по п.1, отличающийся тем, что шаг (Y) намотки секций (S) обмотки по коллектору задают в зависимости от числа (1) пластин и числа (р) пар полюсов статора (11) из условия: |Y-1/р|≤0,5.
3. Способ по п.1 или 2, отличающийся тем, что конец первой секции (S) обмотки вводят в контакт с пластиной (Le1), которая предварительно определена по уравнению Le1=(La1+Y)mod1 и которая для следующей наматываемой секции (S2) обмотки является начальной пластиной (La2), после чего каждую следующую секцию (S) обмотки вводят в контакт с пластинами (L) коллектора (16) с заданным шагом (Y) по коллектору.
4. Способ по п.1 или 2, отличающийся тем, что каждый раз перед намоткой следующей секции (S) обмотки сначала определяют отклонение (Wf) от электрического угла для каждого из полюсных зубцов (Z) ротора (13), затем сравнивают полученные абсолютные значения углового отклонения друг с другом, путем этого сравнения определяют полюсный зубец (Z) с наименьшим отклонением (Wf) от электрического угла и на этот полюсный зубец наматывают следующую секцию (S) обмотки.
5. Способ по п.4, отличающийся тем, что для каждого полюсного зубца (Z) отклонение (Wf) от электрического угла предпочтительно определяют как косинус периодически изменяющегося по отношению к числу (р) пар полюсов углового отклонения по уравнению Wf(j)=cos[2π×p/z×(j-Lai/M)], где множитель М обозначает число секций (S) обмотки на полюсный зубец (Z), а j - соответствующий полюсный зубец (Z).
6. Способ по п.5, отличающийся тем, что определенные для каждой секции (S) обмотки значения косинуса отклонения (Wf) от электрического угла сравнивают между собой и соответствующую секцию (S) обмотки наматывают на полюсный зубец (Z) с наименьшим отклонением (Wf) от электрического угла, предпочтительно с наибольшим абсолютным значением (Wfmax) косинуса отклонения от электрического угла, при этом направление намотки секций (S) обмотки определяют по знаку значения косинуса отклонения от электрического угла.
7. Способ по п.4, отличающийся тем, что в случае равных наибольших значений (Wfmax) косинуса отклонения от электрического угла для нескольких полюсных зубцов (Z) следующую секцию (S) обмотки наматывают на полюсный зубец (Z), еще не несущий на себе заданное число (М) секций (S) обмотки.
8. Способ по п.7, отличающийся тем, что секцию (S) обмотки наматывают на полюсный зубец (Z), находящийся в зоне между начальной пластиной (La) и конечной пластиной (Le) этой секции (S) обмотки.
9. Способ по п.1, отличающийся тем, что несколько секций (S) обмотки, а предпочтительно - все секции обмотки, наматывают друг за другом одним обмоточным проводом (17), не прерывая его, причем начало и конец секций обмотки вводят в контакт с соответствующими коллекторными пластинами (L) по типу волновой обмотки в одном и том же направлении намотки с заданным шагом (Y) по коллектору.
10. Способ по п.1, отличающийся тем, что обмоточный провод (17) между начальной пластиной (La) или конечной пластиной (Le) и секцией (S) обмотки пропускают между двумя расположенными ближе полюсными зубцами (Z) к задней стороне якоря, оттуда, в частности, между двумя другими полюсными зубцами (Z) обратно на переднюю сторону, а затем к секции (S) обмотки или пластине (L).
11. Способ по п.1, отличающийся тем, что начальную пластину (La) и конечную пластину (Le), а также полюсный зубец (Z) и направление намотки секций (S) обмотки определяют с помощью компьютера по таблице обмотки, которую вводят в намоточный автомат и которая отрабатывается им при намотке секций обмотки.
12. Способ по п.1, отличающийся тем, что в случае четырехполюсной электрической машины на ее роторе (13) с помощью намоточного автомата на пяти полюсных зубцах (Z) непрерывно наматывают друг за другом пятнадцать секций (S) обмотки, и при шаге (Y) по коллектору в восемь пластин секции обмотки вводят в контакт с пятнадцатью пластинами (L) коллектора (16).
13. Способ по п.1, отличающийся тем, что в случае шестиполюсной электрической машины на ее роторе (13) с помощью намоточного автомата на десяти полюсных зубцах (Z) непрерывно наматывают друг за другом двадцать секций (S) обмотки, и при шаге (Y) по коллектору в семь пластин секции обмотки вводят в контакт с двадцатью пластинами (L) коллектора (16).
14. Способ по п.1, отличающийся тем, что в случае восьмиполюсной электрической машины на ее роторе (13) с помощью намоточного автомата на девяти полюсных зубцах (Z) непрерывно наматывают друг за другом двадцать семь секций (S) обмотки, и при шаге (Y) по коллектору в семь пластин секции обмотки вводят в контакт с двадцатью семью пластинами (L) коллектора (16).
15. Способ по п.1, отличающийся тем, что в случае десятиполюсной электрической машины на ее роторе (13) с помощью намоточного автомата на двенадцати полюсных зубцах (Z) непрерывно наматывают друг за другом двадцать четыре секции обмотки (S) обмотки, и при шаге (Y) по коллектору в пять пластин секции обмотки вводят в контакт с двадцатью четырьмя пластинами (L) коллектора (16).
| 0 |
|
SU221665A1 | |
| ДВУХПОЛЮСНАЯ КОЛЛЕКТОРНАЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА | 1994 |
|
RU2079953C1 |
| МНОГОХОДОВАЯ ПЕТЛЕВАЯ ОБМОТКА ЯКОРЯ ДЛЯ БЕСПАЗОВЫХ МАШИН ПОСТОЯННОГО ТОКА | 1994 |
|
RU2122270C1 |
| Якорь электрической машины | 1988 |
|
SU1638766A1 |
| ЯКОРЬ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2002 |
|
RU2220489C1 |
| DE 1975279 C1, 26.08.1999 | |||
| US 4532449 A, 30.07.1985 | |||
| EP 1489724 A, 22.12.2004 | |||
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |

