1. Цель изобретения
Настоящее изобретение относится к области разработки оптических и оптико-электронных средств маркировки, аналогово-цифрового кодирования и декодирования различных объектов и изделий. Более конкретно оно относится к методам и системам нанесения информационных меток непосредственно на маркируемый предмет - символьных меток прямого нанесения (СМПН - «Direct Part Marking» - DPM). Целью изобретения является повышение контраста информационных элементов СМПН и уменьшение влияния на результаты считывания со стороны оптических характеристик поверхности детали, на которую нанесена СМПН. При этом основным элементом, обеспечивающим высокую надежность считывания меток в различных условиях, является применение полимерных композиций, содержащих флуоресцентные красители.
2. Технический уровень изобретения
Последние несколько лет в Европе и США в ряде отраслей промышленности, характеризующихся повышенными требованиями к учету, качеству и надежности деталей, узлов и изделий, стали все более широко применяться технологии так называемых символьных меток прямого нанесения (СМПН - "Direct Part Marking" - DPM), содержащих в закодированном виде необходимую информацию об объекте.
В отличие от обычных символьных меток, печатаемых на бумажном или пластиковом носителе и затем наклеиваемых на контролируемый объект, СМПН наносятся непосредственно на поверхность изделия и могут быть удалены только вместе с материалом этой поверхности, являясь, таким образом, надежным способом контроля жизненного цикла объекта вплоть до его утилизации.
Возникновение спроса на СМПН привело к созданию новых технологий нанесения и считывания таких меток. В настоящее время существует несколько методов нанесения СМПН, оборудование для которого предлагается на рынке - это иглоударное нанесение, нанесение с помощью лазера (несколько видов), электро-химическое травление и нанесение краски с помощью термопереноса и струйной печати.
При нанесении СМПН в основном используется двумерное кодирование, обладающее более высокой информационной емкостью и помехозащищенностью. Главное отличие двухмерного кода заключается в том, что для хранения информации используются оба ортогональных направления на плоскости - вертикальное и горизонтальное. В результате по объему хранимой информации емкость двухмерного кода может в сотни раз превышать емкость одномерного (например, он способен хранить несколько страниц текста). Если при работе с одномерным кодом необходима внешняя компьютерная база данных, то во многих случаях применение двухмерного кода позволяет отказаться от такой базы, поскольку емкость кода достаточна для хранения полной информации об объекте. В этом заключается качественное отличие двух технологий.
В связи с этим двухмерные коды оказываются незаменимыми, например, в автономных системах идентификации или при необходимости хранения сложных иероглифов таких языков, как японский или китайский. Кроме того, практически все современные технологии двухмерных кодов в отличие от одномерных, содержат средства коррекции ошибок и, следовательно, гарантируют большую надежность защиты данных.
2D штрихкоды представляют собой, по существу, портативные информационные файлы большой плотности и емкости, и обеспечивают доступ к большим объемам информации без отсылок к внешней базе данных. То есть, технология 2D штрихкодирования позволяет хранить всю или большую ее часть необходимой информации в самом штрихкоде. 2D штрихкоды имеют преимущественно матричную форму и не используют для кодирования информации традиционные штрихи/пробелы. Вместо стандартной технологии определения ширины штриха матричные штрихкоды используют для кодирования информации конструкции типа «да-нет» или «единица-ноль» (т.е. «on/off» - дизайн). Существует множество разновидностей 2D штрихкодов (например, PDF417, MaxiCode, Datamatrix).
Структура кода поддерживает кодирование максимального числа от 1000 до 2000 символов в одном коде при информационной плотности от 100 до 340 символов. Каждый код содержит стартовую и финишную группу штрихов, увеличивающих высоту штрихкода.
Считыватели 2D штрихкодов, в отличие от обыкновенных сканеров штрихкода, сначала улавливают их изображение, затем анализируют полученный образ, и лишь затем извлекают из нее и декодируют штрихкод. Устройства, применяющие анализ видеоизображения, необходимы для эффективного считывания матричных кодов, однако, могут читать и обычные штрихкоды. Технология анализа видеоизображения открывает возможности для чтения подписей, оптического распознавания символов и т.п.
Фактически по поддерживаемым объемам данных и функциональным возможностям технология двухмерного кодирования занимает промежуточное место между технологиями одномерных штрихкодов и удаленной идентификации.
Первоначально двухмерные коды разрабатывались для приложений, не дающих места, достаточного для размещения обычного штрихкодового идентификатора.
Первым применением для таких символов стали фасовки лекарственных препаратов в здравоохранении. Эти фасовки малы по размерам и имеют мало места для 1D символики. Электронная промышленность также проявляет интерес к кодам высокой плотности и двухмерным кодам в связи с уменьшением размеров элементов и изделий.
Однако считывание и декодирование СМПН связано с существенными технологическими трудностями как в части аппаратных решений, так и программного обеспечения (ПО). Для сканера, применяемого для считывания СМПН, основная проблема состоит в создании освещения метки на произвольной поверхности, необходимого для получения изображения такого качества, которое необходимо для надежного распознавания. В части ПО проблема состоит в повышении декодирующей способности анализа гетерогенных «размытых» изображений. При этом существенное влияние на процесс декодирования оказывает сильная зависимость получаемого электронного изображения от состояния поверхности и внешнего освещения.
Предлагается новый, эффективный способ уменьшения данной зависимости путем введения в метку флуоресцентной краски с длинной волны возбуждения от 250 до 600 нм и излучением в области длин волн 600-700 нм. Это приводит к существенному улучшению качества изображения, в частности его контрастности, и нарушает зависимость картинки от характера поверхности, на которой нанесена СМПН. Данное решение позволяет считывать метки, как обычным считывающим устройством (ридером) для считывания dot peen, так и специальным, регистрирующим флуоресцентное излучение. Предлагаемое решение увеличивает контраст изображения, качество изображения практически не зависит от отражающих и микрорельефных свойств поверхности, существенно облегчает считывание, уменьшает цену ридера. Краситель защищает информационные элементы метки от коррозии и следовательно повышает стойкость меток к воздействию внешней среды. Высокое качество изображения позволяет проводить считывание на большем расстоянии и снижает требования к качеству и глубине углублений, а следовательно снижает требования и к маркирующему устройству. Все это в совокупности приводит к существенному уменьшению стоимости ударно-точечной маркировки.
Известно техническое решение, предложенное в [US 7028901], где для улучшения считывания метки, предложено проводить облучение ее под разными углами падения излучения на считываемую поверхность. Однако оно не решает полностью проблему повышения контрастности и зависимости изображения от оптических свойств поверхности, особенно в случае в случае наличия оптических неоднородностей близких по размерам к информационным элементам СМПН.
Аналогичное решение предложено в US 7131587, где для улучшения считывания метки предложено проводить облучение ее под разными углами падения излучения на считываемую поверхность, но дополнительно предложено использовать для этого различные длины волн излучения. Однако оно не решает полностью проблему повышения контрастности и зависимости изображения от оптических свойств поверхности, особенно в случае в случае наличия оптических неоднородностей близких по размерам к информационным элементам СМПН.
В US 2003/9106994 для идентификации объекта предложена защитная метка, включающая флуоресцирующий или фосфоресцирующий материал с ориентационно-упорядоченной молекулярной структурой. При облучении метки УФ излучением она переизлучает поляризованный флуоресцентный или фосфоресцентный свет, поляризационные и частотные параметры которого являются защитными признаками для выявления подлинности объекта. Однако такая метка не является СМПН и легко удаляется с поверхности детали.
В US 2003/0006170 предложен способ и устройство мультиспектрального отображения для идентификации и сортировки объектов. Однако такая метка не является СМПН и легко удаляется с поверхности детали.
В US 2005/230965 предложена термотрансферная печать для изготовления идентификационных карт. Процесс включает печать штампа на красковоспринимающую поверхность подложки карты. Штамп печатается комбинацией желтого, пурпурного и синего красителя. Верхнее покрытие имеет латентные люминесцентные свойства. Напечатанный штамп является видимым в обычном свете и обнаруживает яркую флуоресценцию при освещении ультрафиолетовым светом. Однако такая метка не является СМПН и легко удаляется с поверхности детали.
Наиболее близкое к предлагаемому решению описание содержится в презентации General Electric Inc. ["AIM DPM Verification of Dot Peen Data Matrix Symbols on small curved surfaces", by Ron Page], где предлагается для улучшения качества изображения заполнять лунки иглоударной метки черной или белой краской. Однако данный способ не уменьшает влияние внешней засветки и не значительно увеличивает контраст. Кроме того, здесь не предлагаются методы заполнения углублений.
1. Раскрытие изобретения
Вышеописанные и другие проблемы решаются методами и устройствами в соответствии с примерами, описанными ниже в настоящем изобретении.
Целью настоящего изобретения является создание символьной метки прямого нанесения и способов ее изготовления на основе введения в информационные элементы метки флуоресцентных красителей, причем таких и таким образом, что данная метка продолжает считываться сканерами, предназначенными для считывания обычных меток.
Предметом изобретения является символьная метка прямого нанесения (СМПН), состоящая из информационных элементов сформированных на поверхности маркируемой детали в форме конических углублений при иглоударной маркировке или участков поверхности с микротрещинами и шероховатостями, изменившими ее оптические свойства, обработанных лазерным излучением при лазерной гравировке, отличающаяся тем, что информационные элементы заполняются нижеописанными способами флуоресцентными красками, поглощающими излучение на длинах волн ближнего УФ, видимого и ближнего ИК диапазонов. Используемые флуоресцентные краски, поглощающие излучение на длинах волн ближнего УФ, видимого и ближнего ИК диапазонов, отличаются тем, что поглощают излучение преимущественно либо до коротковолнового края пропускания фильтра устройства считывания в диапазоне 250-600 нм, и излучающими в диапазоне длин волн полосы пропускания приемного канала устройства считывания преимущественно 600-700 нм, либо поглощающими излучение на длинах волн больших длинноволнового края пропускания фильтра устройства считывания, преимущественно в диапазоне 700 нм - 10 мкм, и излучающими в диапазоне длин волн полосы пропускания входного фильтра устройства считывания, преимущественно 600-700 нм. При иглоударной или лазерной гравировке заполнение меток проводится способом, отличающимся тем, что он обеспечивает локализацию области заполнения только информационными элементами. При иглоударной маркировке способ заполнения меток, отличающийся тем, что флуоресцентная краска наносится непосредственно на поверхность детали до удара, причем в процессе удара часть краски, находящаяся в месте контакта иглы с поверхностью детали попадает в углубления, а оставшаяся между углублениями краска затем удаляется либо смыванием, либо стиранием, либо путем приклеивания к полимерной пленке с клеящим слоем, имеющим хорошую адгезию к материалу флуоресцентной краски. При иглоударной маркировке способ заполнения меток, отличающийся тем, что флуоресцентная краска наносится на поверхность пленки, прижимаемой, в процессе удара часть краски, находящаяся в месте контакта иглы с поверхностью детали попадает в углубления, а оставшаяся между углублениями затем удаляется вместе с полимерной пленки. При иглоударной маркировке способ заполнения меток, отличающийся тем, что флуоресцентная краска вводится в клеящий слой, наносимый на поверхность пленки, наклеиваемой предварительно на деталь, в процессе удара часть краски, находящаяся в месте контакта иглы с поверхностью детали попадает в углубления, а оставшаяся между углублениями затем удаляется вместе с полимерной пленкой с клеящим слоем. При иглоударной маркировке способ заполнения меток, отличающийся тем, что флуоресцентная краска вводится во внутрь пленки, содержащей микрокапиляры, или поры, или микрополости, в процессе удара часть красителя, находящаяся в месте контакта иглы с поверхностью детали выдавливается из микрокапиляров или пор, или микрополостей и попадает в углубления, а в пространство между углублениями краска не попадает, т.к. остается внутри пленки. При иглоударной маркировке способ заполнения меток, отличающийся тем, что для экономии флуоресцентной краски, краситель на или в пленку может наноситься не сплошно, а в виде областей, соответствующих размерам метки, и маркировка проводится только в этих областях. При иглоударной маркировке способ заполнения меток отличается тем, что флуоресцентная краска с помощью валика, тампона, кисти, ракеля или распыления заполняет углубления, образовавшиеся после удара через отверстия в пленке, которая была предварительно наклеена на деталь и в которой в процессе иглоударной маркировки образовались отверстия. При иглоударной маркировке способ заполнения меток отличается тем, что флуоресцентная краска наносится на поверхность иглы перед ударом по поверхности детали окунанием иглы в жидкую композицию, содержащую флуоресцентную краску. При иглоударной маркировке способ заполнения меток отличается тем, что флуоресцентная краска наносится на поверхность иглы перед ударом по поверхности детали через полый канал, имеющийся внутри иглы, через который перед или во время удара жидкая композиция, содержащая флуоресцентный краситель поступает на кончик иглы. При иглоударной маркировке способ заполнения меток отличается тем, что перед ударом по поверхности детали на поверхность иглы наносится необходимое количество жидкой композиции, содержащей флуоресцентную краску, с помощью форсунки или касания капилляром с краской. При иглоударной маркировке способ заполнения меток отличается тем, что флуоресцентная краска заполняет углубления после удара при нанесении на поверхность детали жидкой композиции, содержащей флуоресцентную краску, а оставшийся между углублениями краситель затем удаляется либо смыванием, либо стиранием, либо сдуванием, либо путем приклеивания к полимерной пленке с клеящим слоем, имеющим хорошую адгезию к материалу флуоресцентного красителя. При иглоударной маркировке способ заполнения меток отличается тем, что флуоресцентная краска заполняет углубления после удара с помощью специального дозатора, например, применяемого при инжекционной печати, наносящего необходимое количество жидкой композиции, содержащей флуоресцентную краску в каждое углубление. При лазерной гравировке области, обработанные лазерным излучением, заполняются флуоресцентной краской способом, отличающимся тем, что флуоресцентная краска заполняет обработанные лазерным излучением области при лазерной гравировке путем нанесения на поверхность детали жидкой композиции, содержащей флуоресцентную краску, а оставшийся между областями краситель затем удаляется либо смыванием, либо стиранием, либо сдуванием, либо путем приклеивания к полимерной пленке с клеящим слоем, имеющим хорошую адгезию к материалу флуоресцентной краски. При лазерной гравировке области, обработанные лазерным излучением, заполняются флуоресцентной краской способом, отличающимся тем, что флуоресцентная краска заполняет обработанные лазерным излучением области при лазерной гравировке путем предварительного нанесения на поверхность детали жидкой композиции, содержащей флуоресцентную краску, с преимущественно фталциониновыми или парфириновыми красителями, которая при облучении лазером участков, соответствующих информационным элементам, образует на поверхности детали пленку, имеющую хорошую адгезию к поверхности детали, а оставшийся между обработанными областями краситель затем удаляется либо смыванием, либо стиранием, либо сдуванием, либо путем приклеивания к полимерной пленке с клеящим слоем, имеющим хорошую адгезию к материалу флуоресцентной краски. При лазерной гравировке области, обработанные лазерным излучением, заполняются флуоресцентной краской способом, отличающимся тем, что флуоресцентная краска заполняет обработанные лазерным излучением области при лазерной гравировке с помощью специального дозатора, например, применяемого при инжекционной печати, наносящего необходимое количество жидкой композиции, содержащей флуоресцентную краску на каждую область информационного элемента. При лазерной гравировке области, обработанные лазерным излучением, заполняются флуоресцентной краской способом, отличающимся тем, что флуоресцентная краска с помощью валика, тампона, кисти, ракеля или распыления заполняет обработанные лазерным излучением области при лазерной гравировке через отверстия в пленке, которая была предварительно наклеена на деталь и в которой в процессе лазерной гравировки образовались отверстия. Для уменьшения времени сушки после заполнения углублений или обработанных лазерным излучением областей при лазерной гравировке флуоресцентная краска может отличаться тем, что изготавливается на основе фотополимерных композиций и фотополимеризуется с помощью УФ излучения. Для уменьшения времени сушки после заполнения углублений или обработанных лазерным излучением областей при лазерной гравировке способ обработки флуоресцентной краски может отличаться тем, что она высушивается с помощью ИК сушки. Для защиты от внешнего воздействия и УФ излучения в процессе эксплуатации на углубления или на обработанные лазерным излучением области при лазерной гравировке может сверху наноситься защитный лак, прозрачный в видимом и поглощающий в УФ коротковолновом диапазонах длин волн.
Сущность предлагаемого технического решения поясняется на рисунках 1-14.
На Рис.1 представлен общий вид флуоресцентной информационной метки прямого нанесения на примере иглоударной метки.
На Рис.2 представлена флуоресцентная информационная метка прямого нанесения иглоударного типа с заполненными методом предварительного нанесения красителя на поверхность детали красителем углублениями до и после удаления красителя между углублениями.
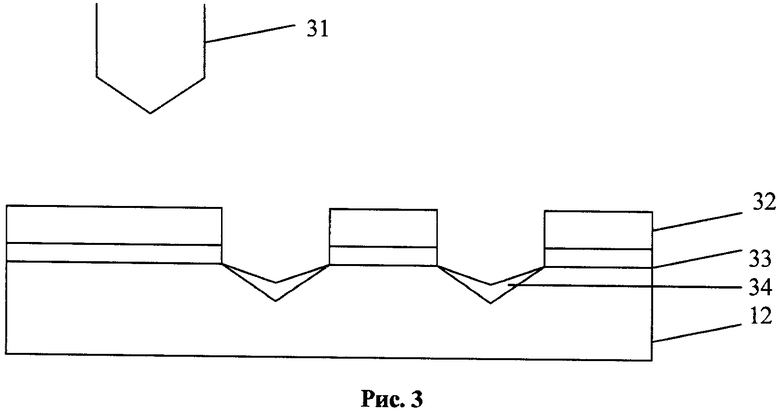
На Рис.3 изображена флуоресцентная информационная метка прямого нанесения иглоударного типа, заполненная с помощью пленки с клеящим слоем, содержащим флуоресцентный краситель.
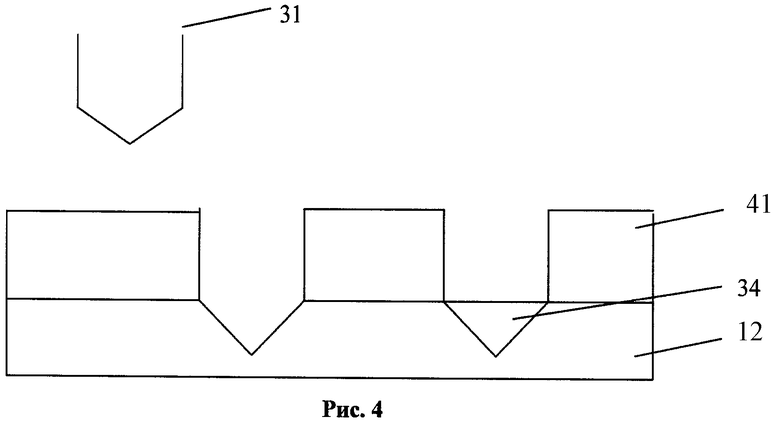
На Рис.4 изображена флуоресцентная информационная метка прямого нанесения иглоударного типа, заполненная красителем через предварительно наклеенную на поверхность детали пленку, отверстия на которой сформированы в процессе маркирования.
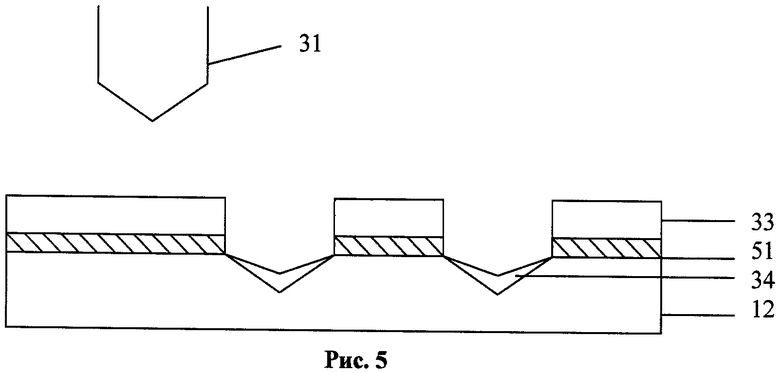
На Рис.5 изображена флуоресцентная информационная метка прямого нанесения иглоударного типа, заполненная с помощью пленки, содержащей микрокапиляры, или поры, или микрополости с флуоресцентным красителем.
На Рис.6 изображена флуоресцентная информационная метка прямого нанесения иглоударного типа, заполненная с помощью иглы, имеющей полый канал, через который перед или во время удара жидкая композиция, содержащая флуоресцентный краситель, поступает на кончик иглы.
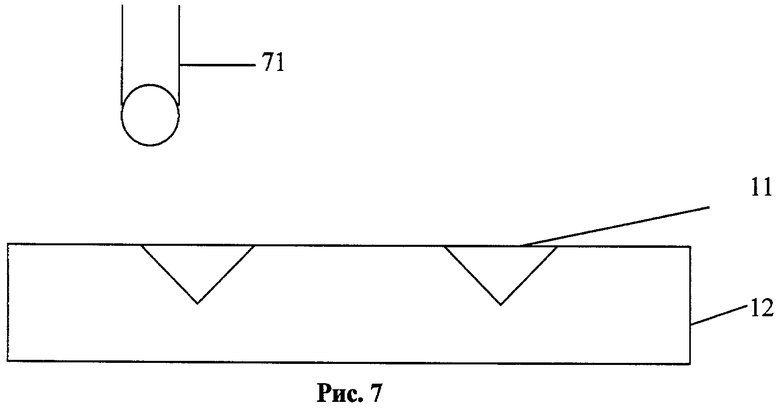
На Рис.7 изображена флуоресцентная информационная метка прямого нанесения иглоударного типа, заполненная с помощью специального дозатора, например, применяемого при инжекционной печати, наносящего необходимое количество жидкой композиции, содержащей флуоресцентный краситель в каждое углубление.
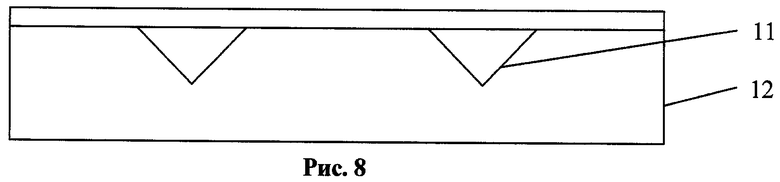
На Рис.8 изображена флуоресцентная информационная метка прямого нанесения иглоударного типа с заполненными углублениями методом нанесения красителя на поверхность детали после формирования углублений.
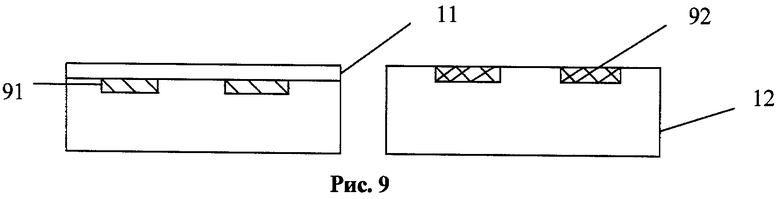
На Рис.9 изображена флуоресцентная информационная метка прямого нанесения, полученная способом лазерной гравировки, с заполненными флуоресцентной краской информационными областями после проведения гравировки, до и после удаления красителя между информационными областями.
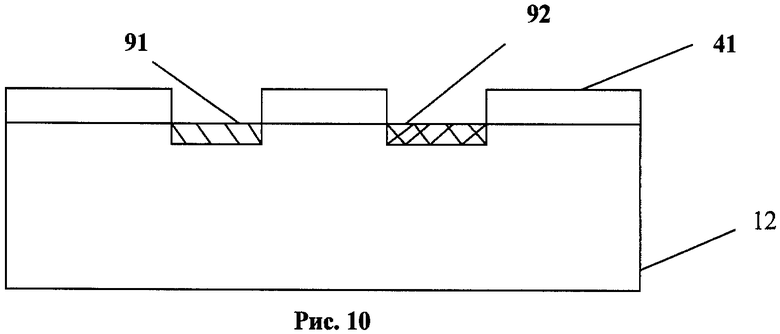
На Рис.10 изображена флуоресцентная информационная метка прямого нанесения, полученная способом лазерной гравировки, заполненная флуоресцентной краской способом, отличающимся тем, что флуоресцентная краска с помощью валика, тампона, кисти, ракеля или распыления заполняет обработанные лазерным излучением области при лазерной гравировке через отверстия в пленке, которая была предварительно наклеена на деталь и в которой в процессе лазерной гравировки образовались отверстия.
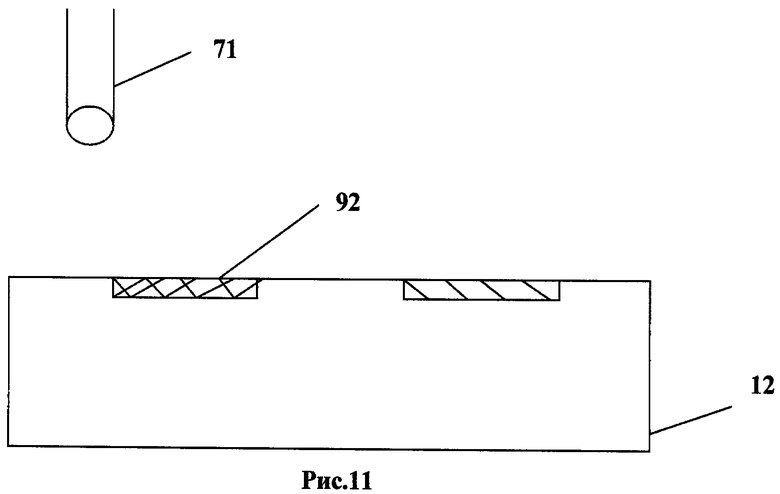
На Рис.11 изображена флуоресцентная информационная метка прямого нанесения, полученная способом лазерной гравировки, в которой флуоресцентная краска заполняет обработанные лазерным излучением области при лазерной гравировке с помощью специального дозатора, например, применяемого при инжекционной печати, наносящего необходимое количество жидкой композиции, содержащей флуоресцентную краску на каждую область информационного элемента.
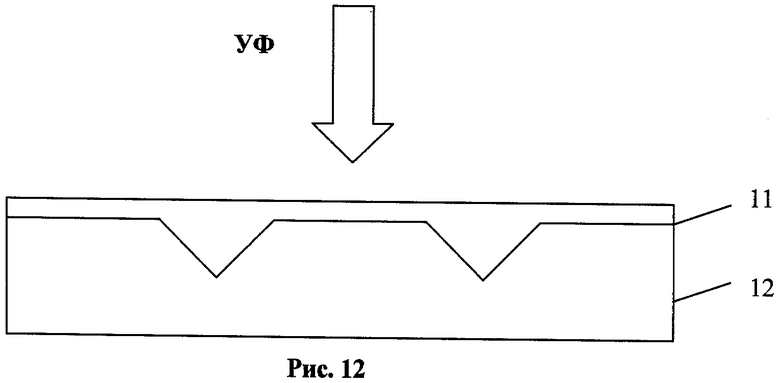
На Рис.12 представлен процесс фотополимеризации метки с помощью УФ излучения после заполнения углублений иглоударной метки или обработанных лазерным излучением областей при лазерной гравировке.
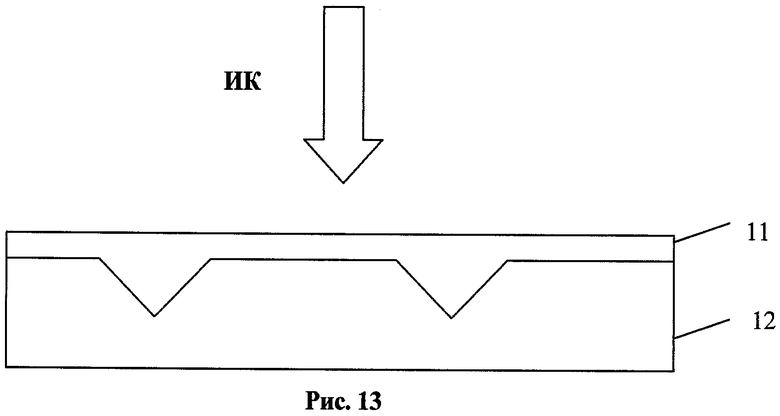
На Рис.13 представлен процесс сушки метки ИК излучением после заполнения углублений или обработанных лазерным излучением областей при лазерной гравировке.
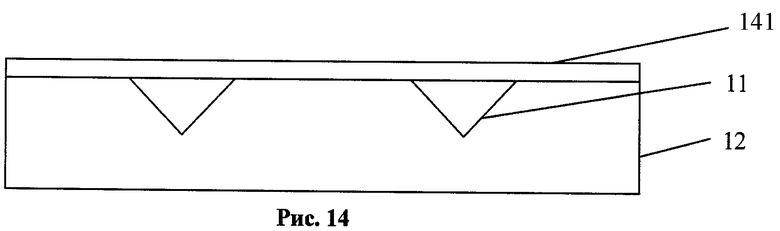
На Рис.14 изображена флуоресцентная информационная метка покрытая защитным лаком, прозрачным в видимом и поглощающим в УФ коротковолновом диапазонах.
На рисунках 1-14 использованы следующие обозначения: 11 - флуоресцентная краска, либо полимерная композиция с флуоресцентным красителем; 12 - маркируемая деталь с информационными элементами, например, углублениями иглоударной метки; 31 - игла, иглоударного устройства; 32 - полимерная пленка; 33 - полимерная композиция с флуоресцентным красителем; 34 - полимерная композиция с флуоресцентным красителем, заполнившая углубление; 41 - защитная пленка, с отверстиями, образовавшимися после иглоударной маркировки; 51 - пленка, содержащая микрокапиляры, или поры, или микрополости с флуоресцентной краской; 61 - игла, имеющая полый канал, через который перед или во время удара жидкая композиция, содержащая флуоресцентную краску поступает на кончик иглы; 71 - специальный дозатор, например, применяемый при инжекционной печати, наносящий необходимое количество жидкой композиции, содержащей флуоресцентную краску в каждое углубление; 91 - информационная область СМПН, полученная лазерной гравировкой и не заполненная флуоресцентной краской; 92 -информационная область СМПН, полученная лазерной гравировкой заполненная флуоресцентной краской; 141 - защитный лак, прозрачный в видимом и поглощающий в УФ коротковолновом диапазонах длин волн.
Представленная на рисунках 1-2 символьная метка прямого нанесения (СМПН), например, двумерная, в которой информационные элементы, например, углубления иглоударной метки 12 или обработанные лазерным излучением области при лазерной гравировке, нижеописанными методами заполняются флуоресцентными красителями 11.
Отличительная особенность предлагаемой СМПН состоит в том, что используются флуоресцентные красители, поглощающие излучение на длинах волн, например, либо до коротковолнового края пропускания фильтра ридера, например, в диапазоне 250-600 нм, и излучающими в диапазоне длин волн полосы пропускания приемного канала ридера, например, 600-700 нм, либо поглощающими излучение на длинах волн больших длинноволнового края пропускания фильтра ридера, например, в диапазоне 700 нм - 10 мкм, и излучающими в диапазоне длин волн полосы пропускания входного фильтра ридера, например, 600-700 нм. Это позволяет считывать данную метку как существующими в данный момент отражательными ридерами, т.к. флуоресцентный краситель прозрачен на используемых в них длинах волн и, следовательно, не влияет на получаемое изображение СМПН, так и специальными флуоресцентными ридерами. Они используют излучение светодиодов в диапазоне длин волн либо 250-600 нм, а изображение получают в спектральном диапазоне 600-700 нм, либо 700 нм - 10 мкм, получая изображение так же в спектральном диапазоне 600-700 нм. Необходимо отметить, что использование флуоресцентных красителей на основе редкоземельных элементов, имеющих узкие спектры флуоресценции, позволяет существенно улучшить работу ридера при сильных внешних засветках, при условии соответствующего сужения спектрального диапазона его приемного канала.
Представленные на рисунках 2-14 способы изготовления СМПН с флуоресцентным красителем отличаются от широко распространенных иглоударного или лазерного способов тем, что в них проводятся дополнительные операции и используются материалы, позволяющие вводить флуоресцентный краситель в информационные элементы СМПН.
На рисунке 2 флуоресцентный краситель 11 в составе полимерной композиции или с растворителем наносится непосредственно на поверхность детали 12 кистью, краскопультом или другим способом до удара, производимого в процессе маркирования иглоударным способом, например, установкой e8-c151za фирмы SIC. В процессе удара часть красителя, находящаяся в месте контакта иглы с поверхностью детали попадает в углубления, а оставшаяся между углублениями флуоресцентная краска затем удаляется либо смыванием, либо стиранием, либо путем приклеивания к удаляемой полимерной пленке с клеящим слоем, имеющим хорошую адгезию к материалу флуоресцентного красителя.
На рисунке 3 в отличие от рисунка 2, флуоресцентный краситель наносится на поверхность пленки 32, например, лавсановой, прижимаемой или приклеиваемой к поверхности детали, в последнем случае краситель может вводиться в клеящий слой 33, для экономии краситель на пленку может наноситься не сплошно, а в виде областей, соответствующим размерам метки, в процессе удара часть красителя 34, находящаяся в месте контакта иглы 31 с поверхностью детали 12 попадает в углубления, а оставшаяся между углублениями затем удаляется вместе с полимерной пленкой.
На рисунке 4 заполнение производится после выполнения операции маркирования, флуоресцентный краситель 34 заполняет углубления, образовавшиеся после удара через отверстия в пленке 41, которая была предварительно наклеена на деталь 12 и в которой в процессе иглоударной маркировки образовались отверстия.
На рисунке 5 в отличии от рисунка 3, флуоресцентный краситель вводится во внутрь пленки 33, содержащей микрокапиляры, или поры, или микрополости 51, в процессе удара часть красителя 34, находящаяся в месте контакта иглы с поверхностью детали попадает в углубления, а в пространство между углублениями краситель 51 не попадает, т.к. остается в пленке.
На рисунке 6 показано нанесение флуоресцентного красителя на иглу до проведения маркировки. Флуоресцентный краситель наносится на поверхность иглы перед ударом по поверхности детали 12, либо окунанием иглы в жидкую композицию, содержащую флуоресцентный краситель, либо в игле 61 имеется полый канал, через который перед или во время удара жидкая композиция, содержащая флуоресцентный краситель поступает на кончик иглы, либо на поверхность иглы перед ударом с помощью форсунки или касания капилляром наносится необходимое количество жидкой композиции, содержащей флуоресцентный краситель.
На рисунке 7 флуоресцентный краситель заполняет углубления после удара с помощью специального дозатора 71, например, применяемого при инжекционной печати, наносящего необходимое количество жидкой композиции, содержащей флуоресцентный краситель в каждое углубление.
На рисунке 8 флуоресцентный краситель 11 в составе полимерной композиции или с растворителем наносится непосредственно на поверхность детали 12 кистью, краскопультом или другим способом после удара. Причем краситель попадает как в углубления, так и между ними. Оставшаяся между углублениями флуоресцентная краска затем удаляется либо смыванием, либо стиранием, либо путем приклеивания к удаляемой полимерной пленке с клеящим слоем, имеющим хорошую адгезию к материалу флуоресцентного красителя.
На рисунке 9 флуоресцентный краситель 11 в составе полимерной композиции или с растворителем наносится непосредственно на поверхность детали 12 кистью, краскопультом или другим способом после ее обработки лазерным излучением и образования информационных элементов 91 при лазерной гравировке. Причем краситель заполняет как информационные элементы, так и пространство между ними. Оставшаяся между заполненными информационными элементами 92 флуоресцентная краска затем удаляется либо смыванием, либо стиранием, либо путем приклеивания к удаляемой полимерной пленке с клеящим слоем, имеющим хорошую адгезию к материалу флуоресцентного красителя.
На рисунке 10 флуоресцентный краситель в составе полимерной композиции или с растворителем заполняет обработанные лазерным излучением области 91, образуя заполненные флуоресцентным красителем информационные элементы 92, через отверстия в пленке 41, которая была предварительно наклеена на деталь 12 и в которой процессе лазерной гравировки образовались отверстия.
На рисунке 11 флуоресцентный краситель в составе полимерной композиции или с растворителем заполняет обработанные лазерным излучением области 92 при лазерной гравировке с помощью специального дозатора 71, например, применяемого при инжекционной печати, наносящего необходимое количество жидкой композиции, содержащей флуоресцентный краситель на каждый информационный элемент.
Для улучшения фиксации красителя и для уменьшения времени сушки красителя могут применяться УФ полимеризация и ПК сушка (Рисунки 12 и 13).
На рисунке 14 показано, что для защиты от внешнего воздействия и УФ излучения в процессе эксплуатации на углубления или на обработанные лазерным излучением области при лазерной гравировке может сверху наноситься защитный лак, прозрачный в видимом и поглощающий в УФ коротковолновом диапазонах длин волн.
| название | год | авторы | номер документа |
|---|---|---|---|
| Символьная метка прямого нанесения, способ изготовления и идентификации символьной метки прямого нанесения | 2021 |
|
RU2784207C1 |
| УДАРНО-ТОЧЕЧНЫЙ СПОСОБ ПРЯМОГО НАНЕСЕНИЯ ПОМЕХОЗАЩИЩЕННЫХ СИМВОЛЬНЫХ МЕТОК И УСТРОЙСТВО ДЛЯ ИХ СЧИТЫВАНИЯ И ДЕКОДИРОВАНИЯ | 2013 |
|
RU2528086C1 |
| МАШИНОСЧИТЫВАЕМАЯ МАРКИРОВКА ПРЯМОГО НАНЕСЕНИЯ С МИКРОРЕЛЬЕФОМ | 2017 |
|
RU2665867C1 |
| ВЕРИФИЦИРУЕМАЯ СИМВОЛЬНАЯ МЕТКА ПРЯМОГО НАНЕСЕНИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2445700C1 |
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ, СПОСОБ ИЗГОТОВЛЕНИЯ МЕТКИ ПРЯМОГО НАНЕСЕНИЯ С ПОЛИМЕРНОЙ КОМПОЗИЦИЕЙ И МЕТКА ПРЯМОГО НАНЕСЕНИЯ | 2013 |
|
RU2538580C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАРКИРОВКИ ПРЯМОГО НАНЕСЕНИЯ | 2015 |
|
RU2637041C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ, В ТОМ ЧИСЛЕ ВОССТАНОВЛЕНИЯ, ФЛУОРЕСЦЕНТНОЙ МАРКИРОВКИ ПРЯМОГО НАНЕСЕНИЯ | 2014 |
|
RU2609912C2 |
| Способ защиты, в том числе возобновляемой, маркировок прямого нанесения от внешних воздействий и несанкционированного считывания | 2014 |
|
RU2634829C2 |
| Устройство и способ нанесения маркировки | 2019 |
|
RU2715462C1 |
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ, СПОСОБ ИЗГОТОВЛЕНИЯ МАРКИРОВКИ ПРЯМОГО НАНЕСЕНИЯ С ПОЛИМЕРНОЙ КОМПОЗИЦИЕЙ И МАРКИРОВКА ПРЯМОГО НАНЕСЕНИЯ | 2013 |
|
RU2550179C1 |


Изобретение относится к области разработки оптических и оптико-электронных средств маркировки, аналогово-цифрового преобразования и декодирования различных объектов и изделий. Техническим результатом является обеспечение увеличения контраста изображения, качества изображения, не зависящего от отражающих и микрорельефных свойств поверхности, облегчения считывания, а также обеспечения считывания метки сканерами, предназначенными для считывания обычных меток. Изобретение направлено на создание символьной метки прямого нанесения (СМПН), например двумерной, в которой информационные элементы, например, углубления иглоударной метки или обработанные лазерным излучением области при лазерной гравировке, описанными в изобретении методами заполняются флуоресцентными красителями, поглощающими излучение на длинах волн, например, либо до коротковолнового края пропускания фильтра ридера, например, в диапазоне 250-600 нм и излучающими в диапазоне длин волн полосы пропускания приемного канала ридера, например 600-700 нм, либо поглощающими излучение на длинах волн больших длинноволнового края пропускания фильтра ридера, например в диапазоне 700 им - 10 мкм, и излучающими в диапазоне длин волн полосы пропускания входного фильтра ридера, например 600-700 нм. 2 н. и 17 з.п. ф-лы, 14 ил.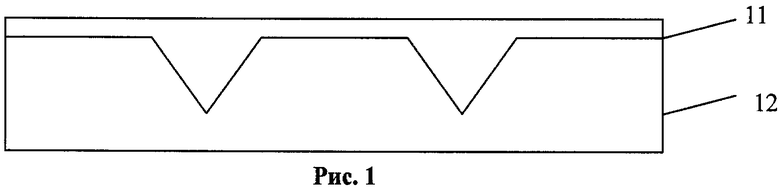
1. Символьная метка прямого нанесения (СМПН), состоящая из информационных элементов, сформированных на поверхности маркируемой детали в форме конических углублений при иглоударной маркировке или участков поверхности с микротрещинами и шероховатостями, изменившими ее оптические свойства, обработанных лазерным излучением при лазерной гравировке, заполненные краской, отличающаяся тем, что краска является флуоресцентной, поглощающей излучение на длинах волн ближнего УФ, видимого и ближнего ИК диапазонов.
2. Символьная метка прямого нанесения по п.1, отличающаяся тем, что используемые в ней флуоресцентные краски, поглощающие излучение на длинах волн ближнего УФ, видимого и ближнего ИК диапазонов, поглощают излучение преимущественно либо до коротковолнового края пропускания фильтра устройства считывания в диапазоне 250-600 нм, и излучающими в диапазоне длин волн полосы пропускания приемного канала устройства считывания, преимущественно 600-700 нм, либо поглощающими излучение па длинах волн больших длинноволнового края пропускания фильтра устройства считывания, преимущественно в диапазоне 700 нм - 10 мкм, и излучающими в диапазоне длин волн полосы пропускания входного фильтра устройства считывания, преимущественно 600-700 нм.
3. Способ изготовления СМПН, состоящий из заполнения краской СМПН, отличающийся тем, что он обеспечивает локализацию области заполнения только информационными элементами, сформированными на поверхности маркируемой детали в форме конических углублений при иглоударной маркировке или участков поверхности с микротрещинами и шероховатостями, изменившими ее оптические свойства, обработанных лазерным излучением при лазерной гравировке.
4. Способ изготовления СМПН по п.3, отличающийся тем, что при иглоударной маркировке флуоресцентная краска наносится непосредственно на поверхность детали до удара, причем в процессе удара часть краски, находящаяся в месте контакта иглы с поверхностью детали попадает в углубления, а оставшаяся между углублениями краска затем удаляется либо смыванием, либо стиранием, либо путем приклеивания к полимерной пленке с клеящим слоем, имеющим хорошую адгезию к материалу флуоресцентной краски.
5. Способ изготовления СМПН по п.3, отличающийся тем, что при иглоударной маркировке флуоресцентная краска наносится на поверхность прижимаемой пленки, в процессе удара часть краски, находящаяся в месте контакта иглы с поверхностью детали, попадает в углубления, а оставшаяся между углублениями затем удаляется вместе с полимерной пленкой.
6. Способ изготовления СМПН по п.5, отличающийся тем, что при иглоударной маркировке флуоресцентная краска вводится в клеящий слой, наносимый на поверхность пленки, наклеиваемой предварительно на деталь, в процессе удара часть краски, находящаяся в месте контакта иглы с поверхностью детали, попадает в углубления, а оставшаяся между углублениями затем удаляется вместе с полимерной пленкой с клеящим слоем.
7. Способ изготовления СМПН по п.5, отличающийся тем, что при иглоударной маркировке флуоресцентная краска вводится во внутрь пленки, содержащей микрокапиляры, или поры, или микрополости, в процессе удара часть красителя, находящаяся в месте контакта иглы с поверхностью детали, выдавливается из микрокапиляров или пор, или микрополостей, и попадает в углубления, а в пространство между углублениями краска не попадает, т.к. остается внутри пленки.
8. Способ изготовления СМПН по п.5, отличающийся тем, что при иглоударной маркировке краситель на или в пленку может наноситься не сплошно, а в виде областей, соответствующих размерам метки, и маркировка проводится только в этих областях.
9. Способ изготовления СМПН по п.3, отличающийся тем, что при иглоударной маркировке флуоресцентная краска с помощью валика, тампона, кисти, ракеля или распыления заполняет углубления, образовавшиеся после удара через отверстия в пленке, которая была предварительно наклеена на деталь и в которой в процессе иглоударной маркировки образовались отверстия.
10. Способ изготовления СМПН по п.3, отличающийся тем, что при иглоударной маркировке флуоресцентная краска наносится на поверхность иглы перед ударом по поверхности детали окунанием иглы в жидкую композицию, содержащую флуоресцентную краску.
11. Способ изготовления СМПН по п.10, отличающийся тем, что при иглоударной маркировке флуоресцентная краска наносится на поверхность иглы перед ударом по поверхности детали через полый канал, имеющийся внутри иглы, через который перед или во время удара жидкая композиция, содержащая флуоресцентный краситель, поступает на кончик иглы.
12. Способ изготовления СМПН по п.10, отличающийся тем, что при иглоударной маркировке перед ударом по поверхности детали па поверхность иглы наносится необходимое количество жидкой композиции, содержащей флуоресцентную краску, с помощью форсунки или касания капилляром с краской.
13. Способ изготовления СМПН по п.3, отличающийся тем, что при иглоударной маркировке флуоресцентная краска заполняет углубления после удара путем нанесения на поверхность детали жидкой композиции, содержащей флуоресцентную краску, а оставшийся между углублениями краситель затем удаляется либо смыванием, либо стиранием, либо сдуванием, либо путем приклеивания к полимерной пленке с клеящим слоем, имеющим хорошую адгезию к материалу флуоресцентного красителя.
14. Способ изготовления СМПН по п.13, отличающийся тем, что при иглоударной маркировке флуоресцентная краска заполняет углубления после удара с помощью специального дозатора, например применяемого при инжекционной печати, наносящего необходимое количество жидкой композиции, содержащей флуоресцентную краску, в каждое углубление.
15. Способ изготовления СМПН по п.3, отличающийся тем, что при лазерной гравировке области, обработанные лазерным излучением, заполняются флуоресцентной краской путем нанесения на поверхность детали жидкой композиции, содержащей флуоресцентную краску, а оставшийся между областями краситель затем удаляется либо смыванием, либо стиранием, либо сдуванием, либо путем приклеивания к полимерной пленке с клеящим слоем, имеющим хорошую адгезию к материалу флуоресцентной краски.
16. Способ изготовления СМПН по п.3, отличающийся тем, что при лазерной гравировке области, обработанные лазерным излучением, заполняются флуоресцентной краской путем предварительного нанесения на поверхность детали жидкой композиции, содержащей флуоресцентную краску, с преимущественно фталоцианиновыми или порфириновыми красителями, которая при облучении лазером участков, соответствующих информационным элементам, образует на поверхности детали пленку, имеющую хорошую адгезию к поверхности детали, а оставшийся между обработанными областями краситель затем удаляется либо смыванием, либо стиранием, либо сдуванием, либо путем приклеивания к полимерной пленке с клеящим слоем, имеющим хорошую адгезию к материалу флуоресцентной краски.
17. Способ изготовления СМПН по п.15, отличающийся тем, что при лазерной гравировке области, обработанные лазерным излучением, заполняются флуоресцентной краской с помощью специального дозатора, например применяемого при инжекционной печати, наносящего необходимое количество жидкой композиции, содержащей флуоресцентную краску, на каждую область информационного элемента.
18. Способ изготовления СМПН по п.3, отличающийся тем, что при лазерной гравировке области, обработанные лазерным излучением, заполняются флуоресцентной краской так, что флуоресцентная краска с помощью валика, тампона, кисти, ракеля или распыления заполняет обработанные лазерным излучением области при лазерной гравировке через отверстия в пленке, которая была предварительно наклеена на деталь и в которой в процессе лазерной гравировки образовались отверстия.
19. Способ изготовления СМПН по п.3, отличающийся тем, что на углубления или на обработанные лазерным излучением области при лазерной гравировке сверху может наноситься защитный лак, прозрачный в видимом и поглощающий в УФ коротковолновом диапазонах длин волн.
| «Marking Processes for Use in Harsh Enviroments», Donald L | |||
| Roxby, James O | |||
| Hornkohl, [он-лайн] 05.12.2008, [найдено 02.11.2011] | |||
| Найдено в Интернет: <URL: http://web.archive.org/web/ 20081205002513/http://www.sabreen.com/laser_marking_harsh_environments.htm> | |||
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| «AIM DPM | |||

