Предпосылки изобретения
ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
Настоящая заявка утверждает преимущество и приоритет Патентной Заявки США №11/998366, поданной 29 ноября 2007 года, озаглавленной «Поворот волокна в воздухе для волокна с низким ослаблением сигнала», содержание которой согласовано и включено здесь ссылкой во всей своей полноте.
Область техники, к которой относится изобретение
Настоящее изобретение относится к способам и устройствам для формирования оптического волокна, и, более конкретно, к способам и устройствам для формирования оптического волокна, имеющего улучшенные характеристики.
Уровень техники
Ослабление сигнала и чувствительность к тепловому (или термическому) старению могут быть критически важными характеристиками оптических волокон, в особенности оптических волокон для высокой скорости передачи данных. При производстве оптических волокон может быть необходимым или желательным минимизировать потери на ослабление сигнала в предполагаемом диапазоне условий работы волокна. Ослабление в оптическом волокне может увеличиваться после изготовления волокна в результате явления, называемого «тепловое старение». Тепловое старение представляет собой тенденцию некоторых оптических волокон к повышению степени ослабления сигнала со временем после формирования волокон вследствие температурных флуктуаций в среде, окружающей волокно. Обычно изменение величины ослабления вследствие теплового старения может быть видимым приблизительно при длине волны 1200 нанометров (нм) с возрастанием эффекта до около 1700 нм в спектральном графике затухания. Далее, желательны усовершенствованные способы, которые снижают ослабление в волокне вследствие таких эффектов, как тепловое старение и Рэлеевское рассеяние.
Один способ получения волокон, которые имеют пониженное ослабление вследствие таких эффектов, как тепловое старение и Рэлеевское рассеяние, включает охлаждение волокна с контролируемой скоростью во время вытягивания волокна из устройства с вытяжной печью. Однако может быть затруднительным обеспечить охлаждение волокна с контролируемой скоростью в традиционных способах производства оптических волокон. Такие способы в особенности включают вертикальное вытягивание волокна вниз по линейному маршруту, вдоль которого обычно есть мало пространства для размещения дополнительного оборудования, такого как оборудование для охлаждения волокна с контролируемой скоростью, без необходимости увеличения высоты всей системы в целом. Поскольку увеличение высоты существующей системы может значительно повысить стоимость системы, желательны обрабатывающие системы, в которых есть пространство для контролируемого охлаждения без необходимости увеличения высоты всей системы в целом.
Сущность изобретения
Один аспект изобретения включает способ получения оптического волокна, который включает вытягивание волокна из источника нагретого стекла, обработку оптического волокна выдерживанием оптического волокна в зоне обработки, в то же время подвергая оптическое волокно охлаждению в зоне обработки со средней скоростью, определяемой как величина входной поверхностной температуры волокна минус выходная поверхностная температура волокна, деленная на общее время пребывания оптического волокна в зоне обработки, составляющая менее 5000°C/сек, такая как менее 2500°C/сек, в том числе менее 1000°C/сек, в которой температура волокна, выходящего из зоны обработки, составляет по меньшей мере около 1000°C.
По меньшей мере в одном варианте осуществления длина зоны обработки составляет по меньшей мере около 3,5 метра, такая как по меньшей мере около 5 метров, в том числе по меньшей мере около 10 метров.
По меньшей мере в одном варианте осуществления общее время пребывания волокна в зоне обработки составляет более 0,25 секунды.
По меньшей мере в одном варианте осуществления волокно вытягивают со скоростью вытягивания, большей или равной 10 м/сек, такой как большей или равной 20 м/сек, в том числе большей или равной 30 м/сек.
По меньшей мере в одном варианте осуществления волокно вытягивают с величиной натяжения между около 25 и 200 граммами, такой как между около 60 и 170 граммами.
По меньшей мере в одном варианте осуществления температура поверхности оптического волокна, поступающего в зону обработки, составляет величину от около 1300°C до около 2000°C, такую как от около 1550°C до около 1750°C, и температура поверхности оптического волокна, выходящего из зоны обработки, составляет по меньшей мере от около 1250°C до около 1450°C.
Дополнительный аспект изобретения включает обработку обнаженного оптического волокна в зоне обработки вдоль первого маршрута и затем контактирование обнаженного оптического волокна (т.е. волокна без покрытия) с областью флюида в гидродинамическом подшипнике, причем гидродинамический подшипник включает канал, причем канал определяется по меньшей мере двумя боковым стенками, и причем волокно удерживается внутри области канала, который достаточен для того, чтобы обеспечить всплывание волокна внутри канала, главным образом в результате разности давлений, каковая имеет место под волокном внутри канала. Разность давлений обусловливается более высоким давлением, создаваемым флюидом, который подают под волокно внутри канала, по сравнению с давлением, которое имеет место над волокном. Волокно перенаправляют вдоль второго маршрута по мере того, как обнаженное оптическое волокно вытягивают через область флюидной подушки.
Дополнительные признаки и преимущества изобретения будут изложены в нижеследующем подробном описании, и отчасти будут легко понятными квалифицированным специалистам в этой области технологии из этого описания, или выявлены при практической реализации изобретения, как здесь описанного, включая нижеследующее подробное описание, пункты формулы изобретения, а также сопроводительные чертежи.
Должно быть понятно, что как вышеприведенное общее описание, так и нижеследующее подробное описание представляют варианты осуществления изобретения, и предназначены для предоставления общего обзора или базиса для понимания природы и характера изобретения, как оно заявлено. Сопроводительные чертежи включены для обеспечения большего понимания изобретения, и введены в это описание и составляют часть такового. Чертежи иллюстрируют разнообразные варианты осуществления изобретения, и вместе с описанием служат для разъяснения принципов и действий изобретения.
Краткое описание чертежей
ФИГ.1 иллюстрирует систему получения оптического волокна;
ФИГ.2 иллюстрирует вид гидродинамического подшипника в разобранном состоянии для применения в системе получения оптического волокна;
ФИГ.3 иллюстрирует вид сбоку гидродинамического подшипника, имеющего сужающуюся область, для системы получения оптического волокна;
ФИГ.4 схематически представляет вид сбоку поперечного сечения устройства для формирования оптического волокна согласно вариантам осуществления настоящего изобретения;
ФИГ.5 схематически представляет вид сбоку поперечного сечения устройства для формирования оптического волокна согласно дополнительным вариантам осуществления настоящего изобретения;
ФИГ.6 схематически представляет вид сбоку поперечного сечения устройства для формирования оптического волокна согласно дополнительным вариантам осуществления настоящего изобретения.
Подробное описание предпочтительных вариантов осуществления
Теперь будет привлечен(-ны) приведенный(-ные) подробный(-ные) предпочтительный(-ные) вариант(-ты) осуществления изобретения, примеры которого(-рых) иллюстрированы в сопроводительных чертежах.
Настоящее изобретение представляет способы и устройства для формирования оптического волокна, такого как легированное оптическое волокно. Когда оптическое волокно вытягивают из заготовки оптического волокна при определенных скоростях вытягивания и величинах натяжения, в оптическом волокне возникают нежелательные дефекты, такие как дефекты теплового старения. Подобным образом, определенные условия вытягивания обусловливают более микромасштабные вариации плотности, которые ведут к повышенному Рэлеевскому рассеянию. Для устранения этих дефектов оптическое волокно обрабатывают в соответствии с изобретением путем выдерживания оптического волокна в пределах технологического температурного диапазона в течение времени обработки. В частности, оптическое волокно по мере вытягивания желательно подвергать охлаждению с заданной скоростью. Проявление теплового старения лучше всего сводится к минимуму выполнением замедленного охлаждения, в то же время предпочтительно с выдерживанием оптического волокна в пределах технологического диапазона растягивающего усилия. Подобным образом, проявление Рэлеевского обратного рассеяния снижается при подвергании волокна охлаждению с заданной скоростью. Таким образом, изобретение здесь может преимущественно сократить тенденцию оптического волокна к возрастанию ослабления сигнала со временем после формирования оптического волокна, то есть, оно может уменьшить эффект так называемого теплового старения. Далее, изобретение здесь может дополнительно сократить микровариации плотности, которые способствуют Рэлеевскому рассеянию, и поэтому может уменьшить ослабление сигнала в оптическом волокне.
Стеклянная заготовка, и тем самым оптическое волокно, могут быть легированы по меньшей мере одной легирующей добавкой, такой как германий, фтор, фосфор, хлор или комбинации таковых. В частности, авторы настоящего изобретения нашли, что определенные профили коэффициента преломления волокна чувствительны к тепловому старению, например, было обнаружено, что волокна с большими количествами легирующих добавок являются очень чувствительными. Все профили коэффициента преломления проявляют ослабление вследствие Рэлеевского рассеяния.
В разнообразных вариантах осуществления оптическое волокно вытягивают из вытяжной печи и направляют в зону обработки.
Как используемый здесь, термин «зона обработки» имеет отношение к области ниже по потоку относительно вытяжной печи, где оптическое волокно охлаждают со скоростью, которая является более медленной, чем скорость охлаждения волокна на воздухе при комнатной температуре (то есть, в воздухе с температурой около 25°C), когда температура поверхности волокна, выходящего из зоны обработки, составляет по меньшей мере около 1000°C. В предпочтительном варианте осуществления средняя скорость охлаждения волокна в зоне обработки может быть менее 5000°C/сек, в том числе менее 2500°C/сек, и далее включая менее 1000°C/сек, когда температура волокна составляет по меньшей мере 1000°C, такая, как когда температура волокна составляет между 1250°C и 1750°C.
Средняя скорость охлаждения волокна в зоне обработки определяется как величина температуры поверхности волокна в месте входа волокна в зону обработки (входная поверхностная температура волокна) минус температура поверхности волокна в месте выхода волокна из зоны обработки (выходная поверхностная температура волокна), деленная на общее время пребывания волокна в зоне обработки.
По меньшей мере в одном варианте осуществления зона обработки включает обрабатывающую печь. В одном варианте осуществления обрабатывающая печь размещена по существу непосредственно ниже по потоку относительно вытяжной печи, хотя изобретение не ограничивается вариантами осуществления, где обрабатывающая печь размещена по существу непосредственно ниже по потоку относительно вытяжной печи. В предпочтительном варианте осуществления обрабатывающая печь примыкает непосредственно к концу вытяжной печи в положении, где волокно выходит из таковой, таким образом, что между таковыми предпочтительно сформировано уплотнение. Это сводит к минимуму поступление воздуха в вытяжную печь.
В дополнительных вариантах осуществления оптическое волокно вытягивают из вытяжной печи так, что вытянутое волокно первоначально окружено первым газом. Вытянутое оптическое волокно может быть обработано пропусканием вытянутого оптического волокна через канал или камеру узла пассивной обработки. Канал или камера предпочтительно содержит второй газ, имеющий меньшую величину теплопроводности, чем первый газ. Предпочтительно, газы смешиваются и выводятся в конце муфеля для пассивной обработки.
Согласно одному варианту осуществления изобретения, скорость охлаждения волокна внутри камеры, содержащей второй газ, регулируется, тем самым сводя к минимуму эффект наведенного теплового старения. Было найдено, что для контроля теплового старения волокна может быть желательна скорость охлаждения между 840°C/сек и 4000°C/сек в температурном диапазоне между около 1100°C до около 1500°C.
Согласно дополнительным вариантам осуществления изобретения, представлен способ получения оптического волокна с высокой скоростью, который включает стадии вытягивания оптического волокна из источника нагретого стекла, такого как заготовка оптического волокна, со скоростью вытягивания, большей или равной 10 м/сек, предпочтительно большей или равной 20 м/сек, и еще более предпочтительно большей или равной 30 м/сек, с последующей термической обработкой оптического волокна выдерживанием оптического волокна в зоне обработки, в то же время подвергая оптическое волокно охлаждению в зоне обработки со средней скоростью менее 5000°C/сек, такой как средняя скорость охлаждения между 500°C/сек и 5000°C/сек, в том числе средняя скорость охлаждения между 500°C/сек и 2500°C/сек, и далее включая среднюю скорость охлаждения между 500°C/сек и 1000°C/сек.
Для достижения вышеизложенного, один вариант осуществления настоящего изобретения включает способ получения оптического волокна, включающий вытягивание волокна из источника нагретого стекла, обработку волокна в зоне обработки вдоль первого маршрута, и контактирование обнаженного оптического волокна с областью флюидной подушки в гидродинамическом подшипнике, и перенаправление обнаженного оптического волокна вдоль по меньшей мере второго маршрута, по мере вытягивания обнаженного оптического волокна через область флюидной подушки.
Настоящее изобретение включает способы обработки и формирования и обработки вытянутых оптических волокон для снижения чувствительности к тепловому старению (дефектам) обработанных оптических волокон. Как используемый здесь, термин «тепловое старение» означает дефект в оптическом волокне, который вызывает повышение степени ослабления сигнала в волокне со временем после начального формирования волокна. Как будет более понятно из нижеследующего описания, способы и устройства согласно настоящему изобретению могут обеспечить возможность формирования с высокой скоростью, с высокой величиной натяжения вытянутых, легированных оптических стеклянных волокон, имеющих пониженную чувствительность к тепловому старению, по сравнению с подобными волокнами, которые были вытянуты при таких скоростях и величинах натяжения, но без стадии обработки согласно настоящему изобретению.
Фраза «обнаженное оптическое волокно», как применяемое здесь, означает оптическое волокно, непосредственно вытягиваемое из заготовки, и до нанесения защитного покровного слоя на его наружную поверхность (например, перед тем, как обнаженное оптическое волокно будет покрыто материалом на основе полимера). Настоящее изобретение проявляет гибкость в отношении возможности проведения оптического волокна вдоль нелинейных маршрутов в ходе технологических стадий перед нанесением на таковое защитного покрытия. В дополнение, как здесь обсуждается далее, системы и способы согласно изобретению не только предусматривают нелинейные маршруты, но могут также способствовать обработке (например, охлаждению) оптического волокна во время производства.
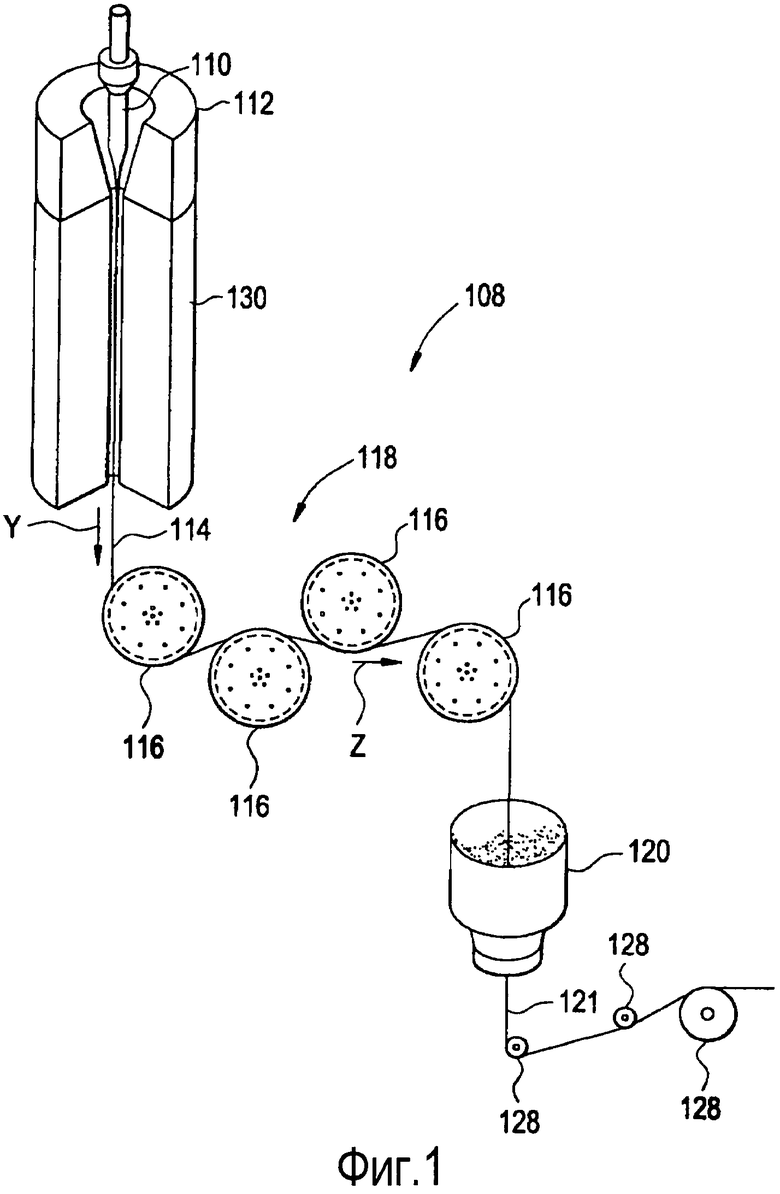
С привлечением ФИГ.1 иллюстрирован пример системы 108 для получения оптических волокон. В варианте осуществления, показанном в ФИГ.1, заготовку 110 помещают в печь 112, и волокно вытягивают из таковой для создания обнаженного оптического волокна 114. Заготовка 110 может состоять из любого стекла или материала, пригодного для изготовления оптических волокон. Как только обнаженное оптическое волокно 114 вытягивается из заготовки 110 и покидает печь 112, обнаженное оптическое волокно 114 поступает в зону 130 обработки, которая позволяет волокну охлаждаться с контролируемой скоростью. Когда обнаженное оптическое волокно 114 выходит из зоны 130 обработки, обнаженное оптическое волокно контактирует по меньшей мере с одним стационарным гидродинамическим подшипником 116 (показанным в ФИГ.1 как множество гидродинамических подшипников), и меняет направление перемещения от первого по существу вертикального маршрута (Y) на второй маршрут (Z). Как иллюстрировано, второй маршрут (Z) ориентирован горизонтально, или перпендикулярно первому маршруту, но следует понимать, что описываемые здесь системы и способы могут перенаправлять оптическое волокно вдоль любого нелинейного маршрута перед нанесением на таковое защитного покрытия.
В варианте осуществления, иллюстрированном в ФИГ.1, оптическое волокно 114 пропускают через гидродинамические подшипники 116 и подвергают воздействию в блоке 120 для нанесения покрытия, где на наружную поверхность обнаженного оптического волокна 114 наносят первичный защитный покровный слой 121. По выходе из блока 120 для нанесения покрытия оптическое волокно с защитным слоем 121 (больше не будучи обнаженным) может проходить через множество других разнообразных технологических стадий внутри системы (не показаны). Вытяжные механизмы 128 используют для создания необходимой величины натяжения оптического волокна, когда его протягивают через всю систему, как показано в ФИГ.1, и в конечном итоге наматывают на бобину для хранения волокна (не показана).
Когда оптическое волокно 114 транспортируют через гидродинамические подшипники 116 (описанные здесь далее), область флюидной подушки на каждом гидродинамическом подшипнике 116 охлаждает оптическое волокно 114. Например, с привлечением ФИГ.1, оптическое волокно 114, выходящее из зоны 130 обработки, может иметь температуру около 500°C-1500°C при поступлении на гидродинамические подшипники 116. В некоторых предпочтительных вариантах осуществления оптическое волокно поступает на гидродинамические подшипники 116 в точке, где температура волокна составляет менее 1300°C, более предпочтительно менее 1200°C, и в некоторых вариантах осуществления менее 1100°C. Поскольку в гидродинамическом подшипнике используют движущийся поток флюида, который поддерживает оптическое волокно, оптическое волокно охлаждается со скоростью, которая является более высокой, чем если бы волокно охлаждалось в неподвижном воздухе при комнатной температуре, таком, какой присутствует непосредственно снаружи вытяжной печи. Чем выше разность температур между оптическим волокном и флюидом в гидродинамическом подшипнике (который предпочтительно представляет собой воздух с комнатной температурой), тем больше способность гидродинамического подшипника охлаждать оптическое волокно 114. В еще одном варианте осуществления флюид, пропускаемый через гидродинамические подшипники 116, может быть реально охлажден так, чтобы охлаждать оптическое волокно с еще более высокой скоростью. Флюид, связанный с областью флюидной подушки, может обеспечивать достаточное охлаждение оптического волокна 114 так, что оно может быть непосредственно направлено в блок 120 нанесения покрытия, и защитный слой может быть нанесен на наружную поверхность обнаженного оптического волокна 114 для получения покрытого волокна 121. В одном варианте осуществления область флюидной подушки гидродинамического подшипника 116 может включать флюид, который является нереакционноспособным в отношении обнаженного оптического волокна 114 (например, воздух, гелий).
В дополнение к выполнению охлаждения, компоновка в ФИГ.1, в которой используются множественные гидродинамические подшипники 116, может обеспечивать лучшую стабильность при изменении направления обнаженного оптического волокна 114 от по существу линейного расположения (Y) на по существу нелинейное расположение (Y+Z). Без намерения ограничиваться теорией, представляется, что при наличии множественных гидродинамических подшипников 116, расположенных по соседству друг с другом, можно более просто контролировать точность, требуемую для перемещения оптического волокна 114 из одной области флюидной подушки в следующую. Разумеется, следует понимать, что для получения оптических волокон может быть использовано любое число подшипниковых узлов (обсуждаемых здесь далее), включая один подшипниковый узел, скомпонованных в любом порядке и для создания любого числа желательных маршрутов.
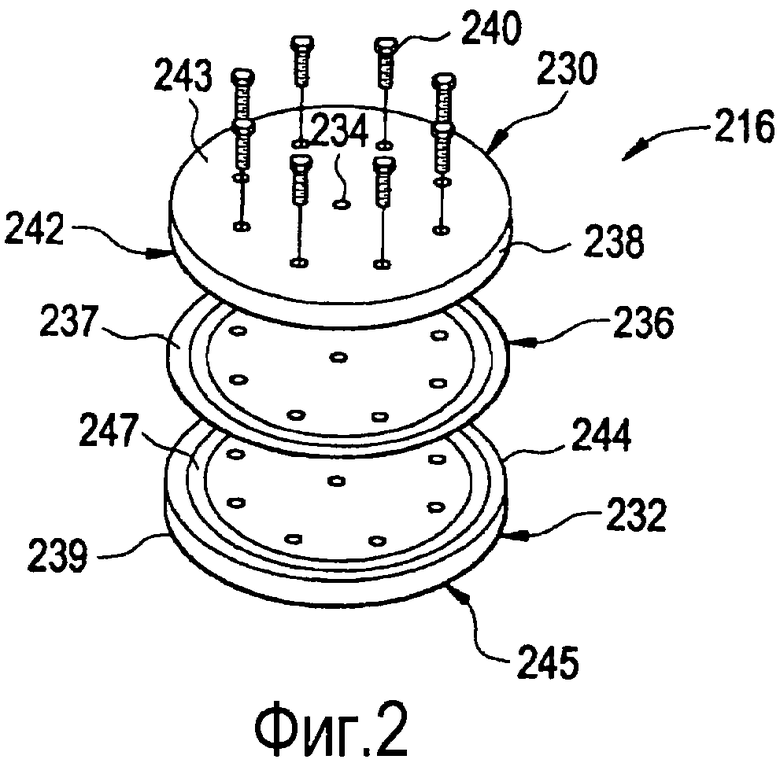
До сих пор были описаны системы и способы получения оптических волокон на нелинейных маршрутах. Как здесь описано, такие системы и способы могут включать применение одного или более подшипниковых узлов. ФИГ.2 иллюстрирует вариант осуществления подшипникового узла 216, который может быть использован для получения оптического волокна, как здесь описанного. В варианте осуществления, показанном в ФИГ.2, подшипниковый узел 216 (иногда называемый как «гидродинамический подшипник») включает первую пластину 230, вторую пластину 232, внутренний элемент 236 и по меньшей мере одно отверстие 234 по меньшей мере в одной из первой и второй пластин. Первая пластина 230 и вторая пластина 232 могут быть сделаны из металла и имеют дугообразную наружную поверхность 238, 239, и могут быть расположены на противоположных сторонах относительно друг друга. Первая пластина 230 и вторая пластина 232 соединены крепежными деталями (например, болтами 240) для связывания пластин 230, 232 между собой так, что через подшипниковый узел 216 может быть пропущен флюид. Дугообразные наружные поверхности 238, 239 каждой пластины 230, 232 в общем лежат вдоль периметра каждой из соответствующих пластин 230, 232. Каждая из первой пластины 230 и второй пластины 232 имеет соответствующие внутренние 242, 244 и наружные фаски 243, 245, из которых внутренние фаски 242, 244 пластин 230, 232 выставлены на одной линии относительно друг друга. Углубленная часть 247 простирается, по меньшей мере частично, вокруг внутренних фасок 242, 244 либо первой пластины 230, либо второй пластины 232, для создания полости для потока флюида. В еще одном варианте осуществления углубленная часть может иметь многообразные конфигурации для создания равномерного течения в опорный канал 250 для волокна, как здесь обсуждается далее.
В иллюстрированном варианте осуществления дугообразные наружные поверхности 238, 239 первой пластины 230 и второй пластины 232 предпочтительно выровнены по одной линии и формируют область между наружными поверхностями 238, 239 обеих из первой пластины 230 и второй пластины 232. Эта область сконфигурирована для принятия оптического волокна таким образом, что оптическое волокно может перемещаться вдоль этой области без вращения подшипникового узла. Этот опорный канал 250 для волокна более ясно иллюстрирован в варианте исполнения, показанном в ФИГ.3 (обсужденном здесь далее). По меньшей мере одно отверстие 234 проходит по меньшей мере через одну из первой пластины 230 и второй пластины 232. Как показано в ФИГ.2, отверстие 234 первой пластины 230 и второй пластины 232 позволяет подводить флюид (например, воздух, гелий или другой желательный газ или жидкость) через подшипниковый узел 216 так, что флюид может выходить из подшипникового узла 216 в опорном канале 250 для волокна, который сформирован между первой пластиной 230 и второй пластиной 232.
В дополнение, как показано в варианте осуществления в ФИГ.2, подшипниковый узел 216 может включать внутренний элемент 236, размещенный между первой пластиной 230 и второй пластиной 232. Этот внутренний элемент 236 (например, прокладка 237) сконфигурирован так, чтобы способствовать направлению флюида к области между наружными поверхностями 238, 239 первой пластины 230 и второй пластины 232 таким образом, что флюид выходит из опорного канала 250 для волокна, имея предварительно заданное направление потока. Внутренний элемент 236 находится неподвижно между первой пластиной 230 и второй пластиной 232 для обеспечения зазора между ними. Внутренний элемент 236 направляет флюид так, что он выходит из опорного канала 250 для волокна, имея предварительно заданное направление потока. Если желательно, внутренний элемент 236 может включать множество пальцев (не показаны) для дополнительного регулирования потока флюида путем подавления нерадиального течения. В дополнение, внутренний элемент 236 служит в качестве уплотнительной детали для обеспечения существенного контакта между первой пластиной 230 и второй пластиной 232. Внутренний элемент также может включать выемки для облегчения входа и выхода оптического волокна.
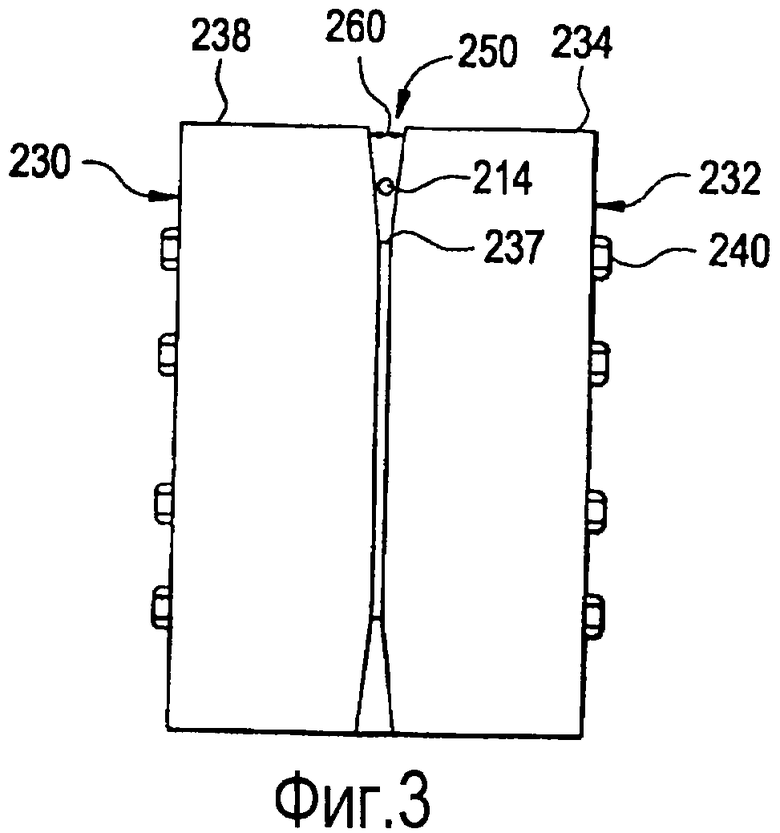
Как показано в ФИГ.3, опорный канал 250 для волокна, сформированный между наружными поверхностями 238, 239 первой пластины 230 и второй пластины 232, может быть сужающимся, где флюид выходит между первой пластиной 230 и второй пластиной 232. Однако в еще одном варианте осуществления опорный канал 250 для волокна может иметь, например, параллельную форму или обратное сужение. В дополнение, отверстие 260 внутри сужающегося опорного канала 250 для волокна является переменным в зависимости от того, где оптическое волокно 214 позиционировано вертикально. Предпочтительно, отверстие 260 и опорный канал 250 для волокна скомпонованы так, что, для конкретных используемых величин натяжения и скоростей вытягивания, и величин расхода потока флюида через отверстие 260, оптическое волокно удерживается в секции опорного канала 250 для волокна, которая имеет ширину менее 500, более предпочтительно менее 400, еще более предпочтительно 300, и наиболее предпочтительно менее 200 микрон (мкм), для волокна, имеющего типичный наружный диаметр 125 микрон (125 мкм). Таким образом, волокно предпочтительно остается внутри области канала 250, которая в 1-2 раза превышает диаметр волокна, более предпочтительно в 1-1,75 раза больше диаметра волокна, и наиболее предпочтительно в 1-1,5 раза больше диаметра волокна. Предпочтительно, волокно размещено внутри области указанного канала так, что расстояние между наружной стороной волокна и каждой стенкой составляет величину между 0,05 и 0,5 величины диаметра волокна.
В иллюстрированном варианте осуществления, для простоты рассмотрения, угол сужения был увеличен в иллюстрации относительно того, каковой является предпочтительным углом для сужающегося отверстия к опорному каналу 250 для волокна. На самом деле, по меньшей мере каждая одна из обеих противолежащих поверхностей, и предпочтительно обе таковых, опорного канала 250 для волокна наклонена, предпочтительно на угол более 0 и менее 10 градусов, более предпочтительно между 0,3 и 7 градусами, и наиболее предпочтительно между 0,4 и 3 градусами, так что ширина 260 верхней, или наружной, части опорного канала 250 для волокна является большей, чем ширина 260 донной, или внутренней, части 237 опорного канала 250 для волокна. Например, в таком варианте осуществления первая пластина 230 и вторая пластина 232, формирующие область, могут быть наклонены на угол -0,6° и +0,6°, соответственно. Альтернативно, опорный канал 250 для волокна может иметь любую глубину, ширину или угол сужения. Благодаря применению сужающегося опорного канала 250 для волокна и нагнетания флюида в паз, образованный опорным каналом 250 для волокна, таким образом, что флюид поступает в сужающуюся внутреннюю часть опорного канала 250 для волокна и выходит из более широкой области опорного канала 250 для волокна, подушка из флюида, пропускаемого через канал 250, будет побуждать волокно самопроизвольно располагаться внутри глубокой части канала 250. Например, для данного потока флюида, если величина натяжения волокна возрастает, волокно будет перемещаться вниз в канал 250 до тех пор, пока зазоры между волокном 214 и стенками канала не станут достаточно малыми, чтобы давление в области 237 повысилось для надлежащего противодействия новой повышенной величине натяжения. Если же величина натяжения волокна снижается, волокно будет перемещаться вверх внутри канала 250, пока зазоры между волокном 214 и стенками канала не станут достаточно большими, чтобы давление в области 237 было достаточно малым для надлежащего противодействия новой, более низкой величине натяжения. Сужение канала 250 тем самым позволяет каналу 250 действовать в более широком диапазоне величин натяжения. В противном случае, если бы канал 250, как показано, не был сужающимся, и величина натяжения уменьшалась, волокно перемещалось бы вверх и выходило бы из опорного канала 250 для волокна.
Предпочтительно, волокно располагается в области канала 250, которая примерно в 1-2 раза превышает диаметр волокна, более предпочтительно примерно в 1-1,75 раза больше диаметра волокна, наиболее предпочтительно примерно в 1-1,5 раза больше диаметра волокна. При расположении волокна в такой относительно узкой области в канале 250 волокно будет самоцентрироваться во время работы благодаря эффекту Бернулли. Например, когда волокно приближается к одной из противолежащих поверхностей канала 250, скорость воздуха будет возрастать вблизи одной поверхности и снижаться вблизи другой. Согласно эффекту Бернулли, повышение скорости флюида происходит одновременно со снижением давления. В результате более высокое давление, обусловленное пониженной скоростью течения флюида вблизи одной поверхности, будет понуждать волокно возвращаться в центр канала 250. Таким образом, в предпочтительных вариантах осуществления волокно центрируется внутри опорного канала 250 для волокна по меньшей мере в основном вследствие эффекта Бернулли благодаря потоку флюида, который проходит вокруг волокна и вне опорного канала 250 для волокна во время вытягивания волокна. Примечательно, что такое центрирование происходит без привлечения любого потока флюида, который воздействовал бы на волокно сбоку, например, не используются никакие струи флюида, которые исходили бы из боковых стенок опорного канала 250 для волокна. Скорость потока флюида, проходящего через паз, предпочтительно корректируют для поддержания волокна так, что волокно располагается полностью внутри сужающейся части паза опорного канала 250 для волокна. В описываемом в данный момент варианте осуществления, поскольку волокно располагается в области опорного канала 250 для волокна, ширина которой примерно в 1-2 раза больше диаметра волокна, волокно поддерживается разностью давлений, которая существует ниже волокна 214 (предпочтительнее, нежели аэродинамическим сопротивлением, которое также могло бы быть использовано для поддерживания волокна, если бы таковое было выбрано). При поддержке волокна во взвешенном состоянии внутри опорного канала 250 для волокна благодаря разности давлений флюида могут быть использованы гораздо меньшие величины расхода флюида, чем если бы для подъема волокна применяли аэродинамическое сопротивление.
В иллюстрируемом варианте осуществления течение флюида предпочтительно создает одиночный поток флюида, который поступает в опорный канал 250 для волокна через самую узкую внутреннюю часть опорного канала 250 для волокна и выходит через более широкую наружную часть опорного канала 250 для волокна. Таким образом, волокно может быть позиционировано полностью внутри паза, сформированного опорным каналом 250 для волокна, так, что волокно всплывает между самой узкой и самой широкой частью паза. Применением сужающегося опорного канала 250 для волокна и нагнетанием потока флюида через область опорного канала 250 для волокна этим путем, можно удерживать волокно в области указанного паза, сформированного опорным каналом 250 для волокна, в котором паз имеет ширину, которая на величину от 10 до 150, более предпочтительно от 15 до 100, и наиболее предпочтительно примерно на 24-70 микрон (мкм) больше, чем диаметр волокна, направляемого через опорный канал 250 для волокна. Во время процесса вытягивания волокна волокно предпочтительно также удерживается внутри области канала так, что расстояние между наружной стороной волокна и каждой стенкой составляет между 0,05 и 0,5 величины диаметра волокна.
В некоторых предпочтительных вариантах осуществления опорный канал 250 для волокна оснащен средством для снижения давления под волокном, когда волокно перемещается наружу, не зависящим от источника потока флюида. Такое средство для сброса давления может быть организовано в форме сужающейся конструкции канала, как описано выше. Дополнительные средства для снижения давления представлены в Патентной Заявке США с серийным №60/861587, полное описание которой включено здесь ссылкой во всей своей полноте.
Описанные здесь гидродинамические подшипники позволяют волокну перемещаться вдоль области флюидной подушки так, чтобы предотвращать или по существу предотвращать реальный механический контакт между оптическим волокном и подшипниковым узлом, например, волокно перемещается внутри опорного канала 250 для волокна без контактирования с обеими пластинами 230 или 232. Кроме того, благодаря размеру и конфигурации области, гидродинамический подшипник способен поддерживать волокно внутри области без механического контакта в пределах диапазона величин натяжения без активного регулирования потока флюида.
С привлечением ФИГ.3, поток флюида может быть важным для предотвращения перемещения оптического волокна 214 в сторону дна опорного канала 250 для волокна и контактирования с прокладкой 237 или со сторонами опорного канала 250 для волокна. Это в особенности важно, когда оптическое волокно все еще является обнаженным, с тем, чтобы качество волокна не ухудшилось вследствие механического контакта с подшипниковым узлом. Более того, представляется, что чем ближе оптическое волокно 214 располагается ко дну опорного канала 250 для волокна, тем более высокое давление потребуется внутри опорного канала 250 для волокна, чтобы поддерживать оптическое волокно 214 в желательном положении. Как очевидно, сужение стенок канала будет создавать более узкие зазоры между сторонами канала и волокном, обеспечивая это необходимое высокое давление.
Другие факторы, обусловливающие положение волокна внутри опорного канала 250 для волокна, включают величину натяжения. Например, волокно, вытягиваемое с величиной натяжения 200 г, будет всплывать ниже внутри опорного канала 250 для волокна, чем волокно, вытягиваемое с величиной натяжения 100 г, при такой же величине расхода потока флюида. В этом плане важно, чтобы флюид, выходящий из области поддерживания волокна, был достаточным для поддерживания оптического волокна в желательном положении для конкретной скорости вытягивания волокна и используемой величины натяжения.
Например, в варианте осуществления, в котором применяют опорный канал 250 для волокна, имеющий ширину около 127 микрон (127 мкм) в самом внутреннем сечении между пластинами 230 и 232, и приблизительно 380 микрон (380 мкм) в самом наружном сечении, величина расхода флюида может составлять от около 0,5 л/сек до более чем 5 л/сек. Такая конфигурация и величина расхода флюида могут приводить к локальным скоростям потока флюида вокруг оптического волокна вплоть до 800 км/час или даже выше. Так, в некоторых вариантах осуществления максимальные скорости потока флюида вокруг волокна, используемые в опорном канале 250 для волокна, составляют выше 100, выше 200, выше 400 и, возможно, даже выше 600 км/час. В некоторых вариантах осуществления максимальные скорости потока флюида вокруг волокна, использованные в опорном канале 250 для волокна, были выше 900 км/час. Например, заявители успешно применяли поток флюида вокруг волокна в опорном канале 250 для волокна со скоростью 1000 км/час. Однако раскрытые здесь способы, конечно, не ограничиваются этими скоростями потока флюида, и фактически скорость потока флюида может быть предпочтительно выбрана для обеспечения расположения волокна в желательном положении внутри опорного канала 250 для волокна в зависимости от условий вытягивания (например, скорости вытягивания, величины натяжения и т.д.) и конструкции гидродинамического подшипника. В еще одном варианте осуществления величина расхода потока флюида может варьировать от около 3 л/сек до около 4 л/сек. Конечно, может быть применена любая величина расхода потока флюида, достаточная для поддерживания оптического волокна в желательном положении при данной величине натяжения. Применение таких высоких скоростей потока флюида может значительно упростить охлаждение оптического волокна. Чем больше различие между температурой волокна и температурой флюида, пропускаемого через гидродинамический подшипник, и чем выше скорость потока флюида, тем выше степень охлаждения, которая может быть достигнута. В некоторых вариантах осуществления температура волокна, поступающего в гидродинамический подшипник, может быть более, чем на 100°C, более, чем на 500°C, более, чем на 1000°C и даже более, чем на 1500°C выше, чем температура флюида, проходящего через гидродинамический подшипник и поддерживающего волокно внутри такового. При использовании таких разностей температур в обсужденном выше варианте осуществления, при скорости вытягивания оптического волокна более 20 метров в секунду, волокно, имеющее температуру на входе в гидродинамический подшипник 1100°C, может быть охлаждено почти на 1000°C, то есть, примерно до уровня 100°C, при использовании флюида (предпочтительно воздуха) с комнатной температурой (то есть, около 20°C) при пропускании волокна через гидродинамический подшипник, чтобы выполнить поворот волокна, достигающий угла 180 градусов. Эта очень значительная степень охлаждения иллюстрирует способность используемых гидродинамических подшипников, таких как представленные здесь, охлаждать волокно более чем на 50°C, 200°C, 500°C, 700°C и даже больше, чем на 900°C. Возможно, еще более существенным является то, что эти степени охлаждения волокна могут быть достигнуты в пределах протяженности волокна (то есть, протяженности периметра, в которой волокно подвергается воздействию флюидной подушки в гидродинамическом подшипнике) менее 3, более предпочтительно менее 2, и наиболее предпочтительно менее 1 метра. Однако могут быть применены бóльшие или меньшие расстояния контакта волокна и флюидной подушки, в зависимости от желательных результатов и компоновки производственной площадки. Значительная охлаждающая способность представленных здесь гидродинамических подшипников позволяет полностью отказаться от гелиевых систем охлаждения в процессе вытягивания оптического волокна.
Радиус гидродинамических подшипников 116 не имеет существенного значения. В некоторых вариантах осуществления гидродинамический подшипник скомпонован для обеспечения радиуса поворота волокна от около 8 до 16 см. Могут быть применены бóльшие или меньшие радиусы гидродинамических подшипников, или могут быть использованы дополнительные гидродинамические подшипники (такие как, как иллюстрированные в Фиг.1), например, в зависимости от того, желательно ли усиленное охлаждение (в каковом случае может быть предпочтительным увеличенный радиус гидродинамического подшипника), или от ограничительных условий процесса вытягивания волокна.
Варианты осуществления настоящего изобретения теперь будут описаны с привлечением альтернативных вариантов исполнения зоны обработки (показанной под номером позиции 130 в ФИГ.1).
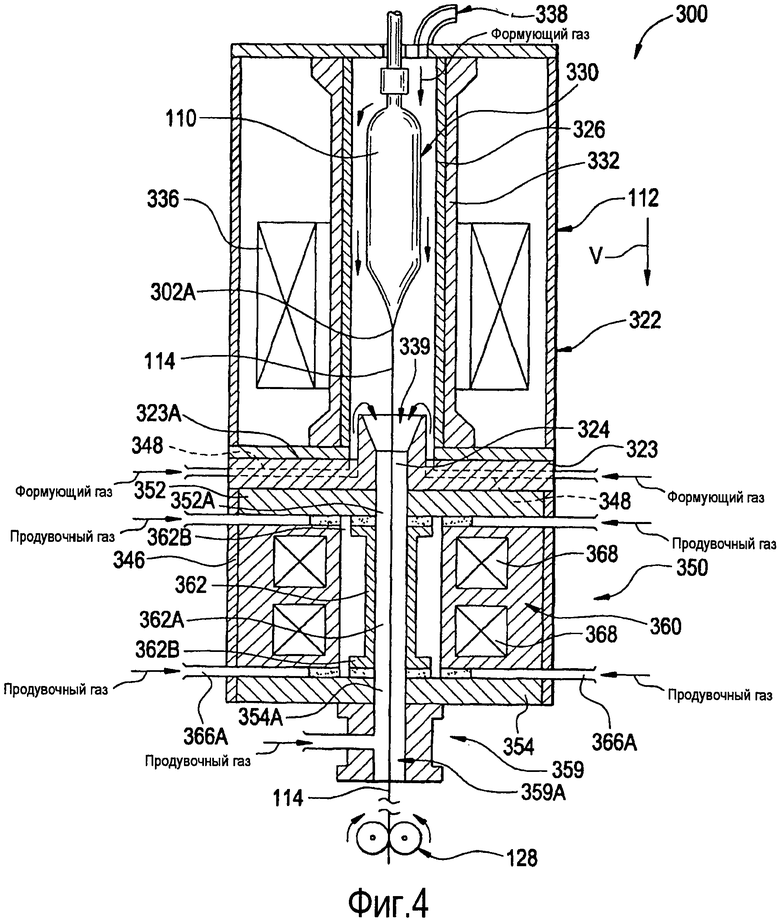
В ФИГ.4 устройство 300 для формирования оптического волокна в общем включает вытяжную печь 112, обрабатывающую печь 350 и натяжное устройство 128, показанные как вытяжной роликовый механизм, для приложения растягивающей нагрузки к вытягиваемому волокну. Устройство 300 может быть использовано, например, для обработки обнаженного оптического волокна 114 из легированной стеклянной заготовки 110. Более конкретно, вытяжная печь 112 может быть использована для формирования обнаженного оптического волокна 114, и обрабатывающая печь 350 после этого может быть применена для обработки вытянутого волокна 114 с образованием обработанного обнаженного оптического волокна 310А, обработанного так, чтобы свести к минимуму эффект теплового старения. Натяжное устройство 128 служит для регулирования и поддерживания желательной величины натяжения волокна 114. Могут быть включены дополнительные традиционные технологические стадии, такие как устройство для бесконтактного измерения диаметра, дополнительное устройство для охлаждения волокна, устройство для нанесения и отверждения покрытия на волокне для нанесения и отверждения первичного и вторичного покрытий на волокне, и устройство намотки на бобину. Такие дополнительные технологические стадии являются общеупотребительными и не показаны для ясности. Кроме того, в донной части обрабатывающей печи может быть использована ирисовая диафрагма или механизм с подвижной заслонкой для сведения к минимуму количества воздуха, поступающего в обрабатывающую печь.
Стеклянную заготовку 110 предпочтительно формируют из легированного кварцевого стекла. Заготовка 110 может быть сформирована так, чтобы была легирована либо сердцевина, либо оболочка (если таковая присутствует) вытягиваемого волокна, или так, чтобы были легированы и сердцевина, и оболочка вытягиваемого волокна. Кварцевое стекло может быть легировано, например, одним или более из германия, фтора, фосфора или хлора, или комбинации таковых. Могут быть также применены другие легирующие добавки. Авторы настоящего изобретения нашли, что легированные германием волокна проявляют тепловое старение в большинстве условий изготовления. Способы и устройства для формирования заготовки 110 хорошо известны и без труда понятны квалифицированным специалистам в этой области технологии. Такие способы включают IVD (внутреннее осаждение паров), VAD (вертикальное осевое осаждение), MCVD (модифицированное химическое осаждение из газовой фазы), OVD (внешнее парофазное осаждение), PCVD (плазмохимическое осаждение из паровой фазы) и тому подобные.
Вытяжная печь 112 предпочтительно включает корпус 322, окружающий заготовку и имеющий фланец 323, закрепленный на нижнем конце такового, причем фланец 323 служит в качестве выходной стенки вытяжной печи 112. Во фланце 323 выполнено осевое отверстие 324, через которое проходит волокно 114, и через которое может проходить ранее образованная капля стекломассы. Кольцевой гильзообразный сусцептор (материал, поглощающий электромагнитную энергию и преобразующий ее в теплоту) 326 (например, который может быть сформирован из графита) проходит через вытяжную печь 112 и определяет канал 330 в таковой. Канал 330 включает верхнюю секцию, приспособленную для принятия и удерживания заготовки 110 оптического волокна, и нижнюю секцию, через которую вытянутое волокно 114 проходит, когда стекло расплавляется и вытягивается из заготовки 114. Капля стекломассы, образовавшаяся при инициировании вытягивания, также проходит через эту секцию. Нижняя секция канала 330 сообщается с отверстием 324. Полый выходной конус 339 предпочтительно позиционирован над отверстием 324. Сусцептор 326 окружен кольцевым изолятором 332 и индукционной(-ными) катушкой(-ками) 336.
Подходящий инертный формующий газ FG, такой как гелий, вводят в канал 330 при давлении около 1 атмосферы (101,3 кПа) через надлежащий впускной патрубок 338, и пропускают вниз по вытяжной печи 112 и наружу из таковой через отверстие 324. Вытяжная печь 112, как описанная и иллюстрированная, представляет собой только пример применимых вытяжных печей, и квалифицированным специалистам в этой области технологии будет понятно, что могут быть применены вытяжные печи других компоновок и конструкций, например, с использованием других типов нагревательных устройств, сусцепторов и изоляторов, и т.д.
С привлечением опять ФИГ.4, противолежащие проточные каналы 348 проложены радиально через фланец 323 и завершаются в отверстиях на верхней поверхности 323А такового. Каналы 348 также проходят вертикально через фланец 323 и завершаются по соседству с наружным периметром конуса 339. Формующий газ FG дополнительно подается через отверстия каналов 348 и протекает вокруг конуса 339 и выходит вниз через центральное отверстие конуса 339. Формующий газ FG может представлять собой, например, газообразный гелий (He), газообразный азот (N2), газообразный аргон (Ar) или любой другой подходящий инертный газ.
Обрабатывающая печь 350 расположена ниже фланца 323 и предпочтительно соединена с таковым. Обрабатывающая печь 350 включает нагревательный блок 360 с одним или несколькими кольцевыми нагревательными элементами 368 в таковом. Нагревательный элемент может представлять собой, например, термическое электрическое сопротивление или нагревательную индукционную катушку. В верхнем и нижнем концах 352 и 354 обрабатывающей печи предусмотрены отверстия 352А и 354А, соответственно. Отверстия вдоль пути вытягивания являются достаточно большими, чтобы позволить капле стекломассы стекать через них при инициировании вытягивания. Концы 352, 354 и гильза 346 служат в качестве корпуса обрабатывающей печи 350. Однако будет понятно, что могут быть применены и другие конфигурации и компоненты корпуса. Обрабатывающая печь 350 предпочтительно закреплена на фланце вытяжной печи 112 подходящими средствами, такими как крепежные детали.
В нагревательном блоке 360 расположена в основном цилиндрическая бобина или труба 362. Бобина или труба 362, которая может быть изготовлена по существу из чистого кварцевого стекла, керамического материала и/или углеродного материала, определяет канал 362А и имеет пару фланцев (то есть, кварцевых фланцев) 362В, расположенных на противоположных концах таковой. Фланцы 362В могут быть, например, приварены газовой сваркой к концам трубы с образованием бобины 362. Между нижней поверхностью фланца 352 и верхним фланцем 362В размещена первая графитовая прокладка 364. Вторая графитовая прокладка 364 размещена между нижним фланцем 354 и нижним фланцем 362В.
Газовые кольца 366, имеющие подводящие каналы 366А, окружают графитовые прокладки 364 и имеют маленькие отверстия, приспособленные для направления продувочного газа в сторону графитовых прокладок 364. Продувочный газ предусмотрен для уменьшения или предотвращения воздействия воздуха на графитовые прокладки 364, и может представлять собой, например, гелий (He), аргон (Ar), азот (N2) или любой другой подходящий инертный газ.
К нижней поверхности фланца 354 прикреплен патрубок 359 для продувочного газа. Продувочный газ нагнетают в канал 359А продувочной трубы для предотвращения доступа воздуха в канал 362А снизу.
Канал 362А трубы 362 предпочтительно имеет размер диаметра D более 12 мм во всех местах вдоль его длины, и предпочтительно между около 12 мм и 80 мм, и более предпочтительно между 45 мм и 80 мм, чтобы обеспечить капле стекломассы, сформированной при инициировании вытягивания, возможность беспрепятственно проходить через таковой. Длина L зоны обработки в обрабатывающей печи 350, протяженной между верхней поверхностью фланца 352 и нижней поверхностью фланца 354, предпочтительно варьирует между около 2,5 м и 10 м, и более предпочтительно между около 3,5 м и 8,5 м, такая как между около 5,0 м и 7,5 м. Предпочтительная длина L будет зависеть от скорости вытягивания волокна 114, и примерами диапазонов скорости вытягивания являются значения от около 5 м/сек до около 45 м/сек, такие как от около 10 м/сек до 35 м/сек, в том числе от около 15 м/сек до 25 м/сек. Присутствие гидродинамических подшипников 116 (как показано в ФИГ.1) ниже по потоку относительно устройства 300 для формирования оптического волокна, позволяет иметь зону обработки с большей длиной, такую как зону обработки, имеющую длину по меньшей мере 5 метров, в том числе зону обработки, имеющую длину по меньшей мере 7,5 метра, и далее включая зону обработки, имеющую длину по меньшей мере 10 метров.
Предпочтительно, всю систему для формирования оптического волокна в целом размещают в помещении, защищенном от наружных воздействий, таком как строение или фабрика, имеющие крышу с высотой между около 6 и 15 метров, такую как крыша с высотой между около 9 и 11 метров. По меньшей мере в одном варианте осуществления длина L зоны обработки может занимать по меньшей мере 50% вертикальной высоты всей системы в целом, в том числе по меньшей мере 60% вертикальной высоты всей системы в целом, и далее включая по меньшей мере 70% вертикальной высоты всей системы в целом, и еще дополнительно включая по меньшей мере 80% вертикальной высоты всей системы в целом. В дополнение, длина L зоны обработки может простираться по меньшей мере на 50% вертикального расстояния между крышей и полом строения или фабрики, в которых размещена вся система, в том числе по меньшей мере на 60% вертикального расстояния между крышей и полом строения или фабрики, в которых размещена вся система, и далее включая по меньшей мере на 70% вертикального расстояния между крышей и полом строения или фабрики, в которых размещена вся система, и еще дополнительно включая по меньшей мере на 80% вертикального расстояния между крышей и полом строения или фабрики, в которых размещена вся система в целом.
Натяжное устройство 128 может представлять собой любое подходящее устройство для регулирования натяжения вытягиваемого волокна 114. Предпочтительно, натяжное устройство 128 включает микропроцессор, который непрерывно получает входной сигнал от одного или более датчиков натяжения волокна и/или диаметра (не показаны) и действует для корректирования натяжения волокна 114 по необходимости. В предпочтительном варианте осуществления натяжение запрограммировано в расчете на контролируемый диаметр, который должен быть равным заданному значению диаметра, сохраняемому в памяти.
Устройство 300 может быть использовано для изготовления обработанного оптического волокна 114 следующим образом. Индукционная катушка 336 печи работает для нагревания кончика 302А заготовки 110 оптического волокна до предварительно выбранной температуры TD вытягивания. Предпочтительно, температура TD вытягивания варьирует в диапазоне между около 1800°C и 2200°C. Более предпочтительно, температура TD вытягивания варьирует в диапазоне между около 1900°C и 2050°C. Кончик 302А заготовки поддерживают при выбранной температуре TD вытягивания так, что вытягиваемое волокно 114 непрерывно вытягивается с кончика 302А в направлении V вытягивания, которое предпочтительно ориентировано вертикально вниз. Волокно 114 поддерживают при рассчитанной величине натяжения FD, как описано выше, с помощью натяжного устройства 370 или другого применимого устройства для приложения растягивающей нагрузки, таким образом, чтобы заданный диаметр (типично 125 мкм) волокна выдерживался в пределах предварительно заданного поля допусков. Формующий газ (например, гелий) нагнетают из верхнего впускного патрубка 338 и пропускают через каналы 330, 324, 352А, 362А, 354А, и выводят через канал 359А продувочной трубы.
Этим путем вытягиваемое волокно 114 вытягивают из заготовки 110 при выбранной скорости SD вытягивания, как описано выше. Выбранные температура TD вытягивания и величина натяжения FD, применяемые для изготовления волокна, способствуют тому, что волокно 114 имеет нежелательный дефект теплового старения. То есть, в результате применения температуры TD вытягивания и величины натяжения FD при вытягивании волокна 114 с желательной скоростью SD, вытягиваемое волокно 114 будет проявлять чувствительность к тепловому старению.
Поскольку обрабатывающее устройство 350 закреплено по существу непосредственно по соседству с отверстием 324 вытяжной печи 320, вытягиваемое волокно 114 не подвергается резкому охлаждению более холодным окружающим воздухом, когда волокно 114 выходит из вытяжной печи 320. Далее, сокращена возможность поступления кислорода в вытяжную печь, тем самым сводя к минимуму возможное разложение графитового сусцептора 326. Далее обнаженное оптическое волокно 114 проходит через канал 324 и по существу немедленно нагревается нагревательным блоком 360. Нагревательный блок 360 поддерживает температуру волокна 114 при температуре TT обработки в пределах выбранного температурного диапазона от T1 до T2. Более низкая температура T1 предпочтительно варьирует между около 1100°C и 1400°C, и более высокая T2 предпочтительно варьирует между около 1200°C и 1800°C. Более предпочтительно, более низкая температура T1 варьирует между около 1200°C и 1350°C, и более высокая температура T2 варьирует между около 1300°C и 1450°C. Кроме того, когда волокно 114 проходит через канал 362А, волокно 114 поддерживают при выбранной величине натяжения FT обработки. Предпочтительно, величина натяжения FT обработки варьирует между около 25 и 200 граммов. Более предпочтительно, величина натяжения FT обработки варьирует между около 90 и 170 граммов. Длину L зоны обработки выбирают так, чтобы вытягиваемое волокно 114 поддерживалось в пределах выбранного температурного диапазона от T1 до T2 в течение выбранного времени tT пребывания для обработки. Обработанное волокно 114 выходит из обрабатывающей печи 350 через донное отверстие 354А и, предпочтительно, продолжает двигаться вниз до дополнительных обрабатывающих устройств (дополнительное охлаждение, измерение, нанесение покрытия и т.д.).
Вышеописанные температуру TT обработки, величину натяжения FT обработки и время tT пребывания в совокупности выбирают для сокращения или устранения дефекта теплового старения или чувствительности к таковому в волокне 114. Соответственно этому, обработанное волокно 114, сформированное таким образом, будет иметь меньший дефект теплового старения или чувствительность по сравнению с оптическим волокном, которое не было надлежащим образом обработано вышеописанным путем, но которое в остальном было сформировано тем же путем. Вышеприведенные способы и устройства тем самым обеспечивают возможность высокоскоростного вытягивания оптического волокна с сокращенными дефектами теплового старения сравнительно с необработанными волокнами, вытянутыми при такой же скорости.
Предпочтительно, вытяжную печь 112 и обрабатывающую печь 350 так компонуют и скрепляют друг с другом, и газы подводят так, чтобы они обеспечивали воздухонепроницаемый маршрут из канала 330 до отверстия 359А.
В предпочтительном варианте осуществления обрабатывающая печь 350 включает множество отдельных нагревателей, распределенных вдоль осевой длины обрабатывающей печи 350. Каждый из нагревателей охватывает волокно по окружности, и каждый предпочтительно управляется контроллером. Во время стадии тепловой обработки волокно подвергают нагреванию из многочисленных зон нагревания; по меньшей мере одна из зон нагревания (каждая зона приблизительно соответствует физическому размеру нагревателей) в многочисленных зонах нагревания настроена на другую температуру, по сравнению с еще одной таковой из многочисленных зон нагревания. Предпочтительно, температура стенки каждого нагревателя регулируется контроллером так, что по меньшей мере одна из зон нагревания имеет температуру канала между 1400°C и 1600°C. В предпочтительном режиме работы первую зону ближе к вытяжной печи 112 регулируют на температуру канала в его центре между 1100°C и 1300°C, тогда как вторую зону, расположенную дальше от вытяжной печи, регулируют на температуру канала между 1400°C и 1500°C. Реальная температура стенки будет установлена так, что достигаются желательные температурные условия на поверхности выходящего волокна для обеспечения желательной скорости охлаждения. Если используемый газ является иным, нежели гелий, например, температура стенки могла бы быть настроена на более низкую температуру ввиду теплопроводности аргона, и смеси аргона и гелия имели бы более низкий коэффициент теплопроводности, и поэтому для достижения такой же скорости охлаждения потребовалась бы увеличенная разность температур между температурой канала в печи и температурой волокна.
По меньшей мере в одном предпочтительном варианте осуществления нагревательные элементы обрабатывающей печи предпочтительно представляют собой высокотемпературные нагревательные элементы из дисилицида молибдена, производимые фирмой Kanthal.
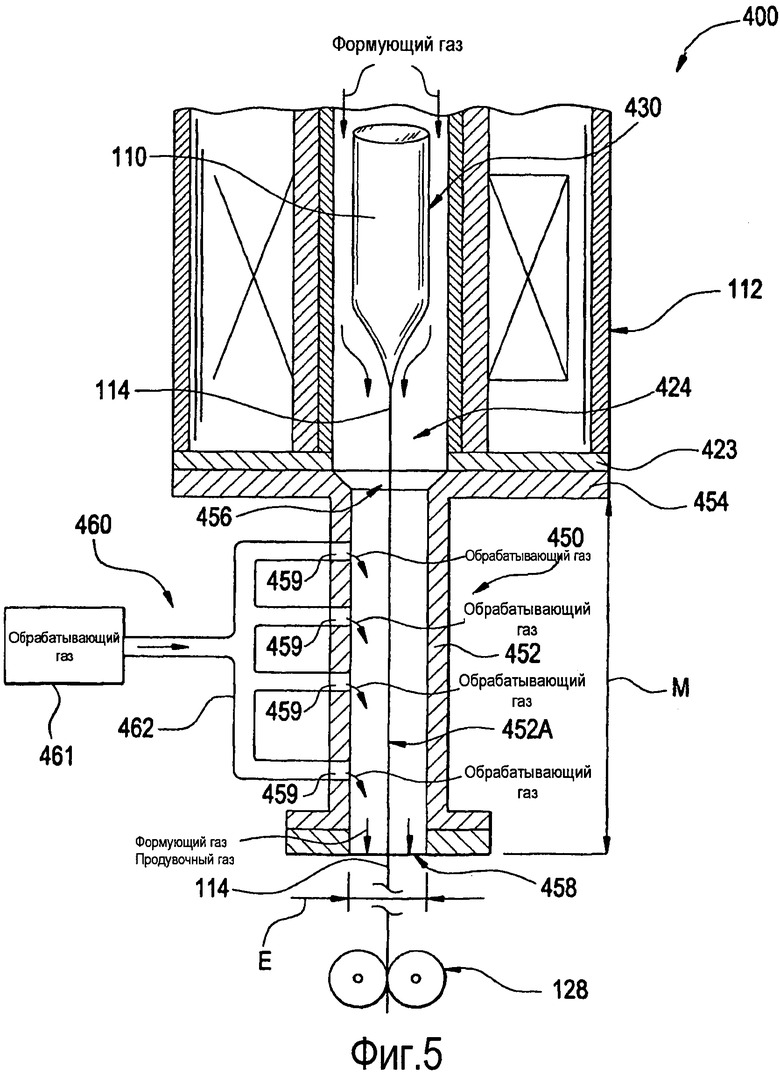
В ФИГ.5 устройство 400 для формирования оптического волокна включает вытяжную печь 112, соответствующую вытяжной печи 112. Вместо обрабатывающей печи 350 устройство 400 включает узел 450 пассивной обработки. Узел 450 является «пассивным» в том, что он не включает нагревательного устройства, соответствующего нагревательному модулю 360, в любой части такового. Другими словами, волокно охлаждается с контролируемой скоростью без содействия активного нагревательного модуля.
Устройство 400 включает вытяжную печь 112 и натяжное устройство 128, соответствующие вытяжной печи 112 и натяжному устройству 128, соответственно. Предпочтительно, вытяжная печь 112 относится к типу, имеющему графитовый сусцептор. Узел 450 пассивной обработки включает трубчатый муфель 452, имеющий верхний фланец 454. Муфель 452 закреплен непосредственно на нижней торцевой стенке 423 печи 112 болтами или другими крепежными деталями (не показаны для ясности), проходящими через отверстия во фланце 454 и ввернутыми в торцевую стенку 423. Муфель 452 предпочтительно сформирован из металла, такого как нержавеющая сталь или алюминий.
Муфель 452 определяет верхнее отверстие 456 на первом конце, противолежащее нижнее отверстие 458 на втором конце и канал 452А, протяженный между таковыми. Предпочтительно, диаметр Е канала 452А является по существу равномерным и превышающим 12 мм, более предпочтительно между около 12 мм и 80 мм, и наиболее предпочтительно между 45 и 80 мм. Верхнее отверстие 456 сообщается с нижним отверстием 424 вытяжной печи 112. Многочисленные впускные каналы 459, разнесенные друг от друга в осевом направлении, сформированы в боковой стенке муфеля 452 и сообщаются с каналом 452А вдоль его длины.
В функциональной и флюидной коммуникации с муфелем 452 находится проточная система 460 обрабатывающего газа. Проточная система 460 обрабатывающего газа включает источник 461 обрабатывающего газа, который находится в функциональной и флюидной коммуникации с каждым из каналов 459 через коллектор или трубопроводы 462. Блок 461 подачи обрабатывающего газа включает подведение выбранного обрабатывающего газа и насос или тому подобный, действующий для сжатия обрабатывающего газа в достаточной степени, чтобы нагнетать его через трубопроводы 462 и подводящие каналы 459 в канал 452А. Блок 461 подачи обрабатывающего газа необязательно может включать нагревательное устройство для нагревания обрабатывающего газа. Однако обрабатывающий газ предпочтительно подают при температуре около 20°C.
Устройство 400 может быть использовано для формирования обработанного оптического волокна 114 следующим образом. С использованием вытяжной печи 112 и натяжного устройства 128 обнаженное оптическое волокно 114 вытягивают из заготовки 110 способом, описанным выше для устройства 300, при температуре вытягивания и величине натяжения, достаточных для введения дефекта теплового старения. Когда волокно 114 вытягивается, формующий газ вводят через впускной патрубок, идентичный таковому, показанному в ФИГ.4. Формующий газ протекает через канал 430 вокруг заготовки 110 и волокна 114, через отверстие 424 в концевой стенке 423 печи и в первый конец канала 452А через отверстие 456.
Вытягиваемое волокно 114 поступает в канал 452А муфеля 452 непосредственно по выходе из печи 112. Когда волокно 114 проходит через канал 452А, обрабатывающий газ нагнетают из источника 461 обрабатывающего газа в канал 452А по меньшей мере через два разнесенных в осевом направлении впускных канала 459, как показано стрелками в ФИГ.5. Обрабатывающий газ протекает в канал 452А на различных стадиях и смешивается с формующим газом. Предпочтительно, обрабатывающий газ имеет величину k теплопроводности менее, чем около 120×10-6 кал/(сек)(см)2(°C/см), и более предпочтительно менее, чем около 65×10-6 кал/(сек)(см)2(°C/см) при температуре 25°C. Смесь обрабатывающего газа и формующего газа протекает через канал 452А и выходит через второе концевое отверстие 458.
Обрабатывающий газ TG имеет более низкое значение теплопроводности, чем формующий газ FG. Предпочтительно, величина теплопроводности обрабатывающего газа TG составляет менее 40%, и более предпочтительно менее 20% значения теплопроводности формующего газа. Обрабатывающий газ предпочтительно представляет собой азот или аргон, но может также включать криптон или ксенон.
Когда вытягиваемое волокно 114 вытягивают через канал 452А, вытянутое волокно 114 поддерживают при выбранной величине натяжения FT обработки и температуре TT обработки волокна 114, тогда как в канале 452А поддерживают выбранный температурный диапазон T1-T2 в течение выбранного времени tT пребывания, как обсуждается выше в отношении устройства 300. Таким же путем, как описано выше в отношении устройства 300, величину натяжения FT обработки, температурный диапазон от T1 до T2 и время tT пребывания в совокупности выбирают так, чтобы они сокращали или устраняли дефект теплового старения в волокне 114, тем самым с созданием обработанного обнаженного оптического волокна 114. В случае устройства 400, длину М канала 452А в устройстве 450 пассивной обработки выбирают для обеспечения желательного времени tT пребывания, сообразуясь со скоростью вытягивания волокна 114.
Более низкая величина теплопроводности обрабатывающего газа TG замедляет теплопередачу от вытянутого волокна 114 или его охлаждение так, что волокно 114 поддерживается в выбранном температурном диапазоне T1-T2 при прохождении по каналу 452А. Величина расхода потока, степень турбулентности и температура обрабатывающего газа могут быть выбраны как надлежащие для обеспечения желательной скорости охлаждения. В соответствии с этим вариантом осуществления изобретения, желательная скорость охлаждения в зоне обработки может варьировать между 1000°C/сек и 3500°C/сек в температурном диапазоне между 1200°C до 1500°C. Присутствие гидродинамических подшипников 116 (как показано в ФИГ.1) ниже по потоку относительно устройства 400 для формирования оптического волокна позволяет сделать зону обработки более длинной, такой как зона обработки, имеющая длину по меньшей мере 5 метров, в том числе зона обработки, имеющая длину по меньшей мере 7,5 метра, и далее включая зону обработки, имеющую длину по меньшей мере 10 метров.
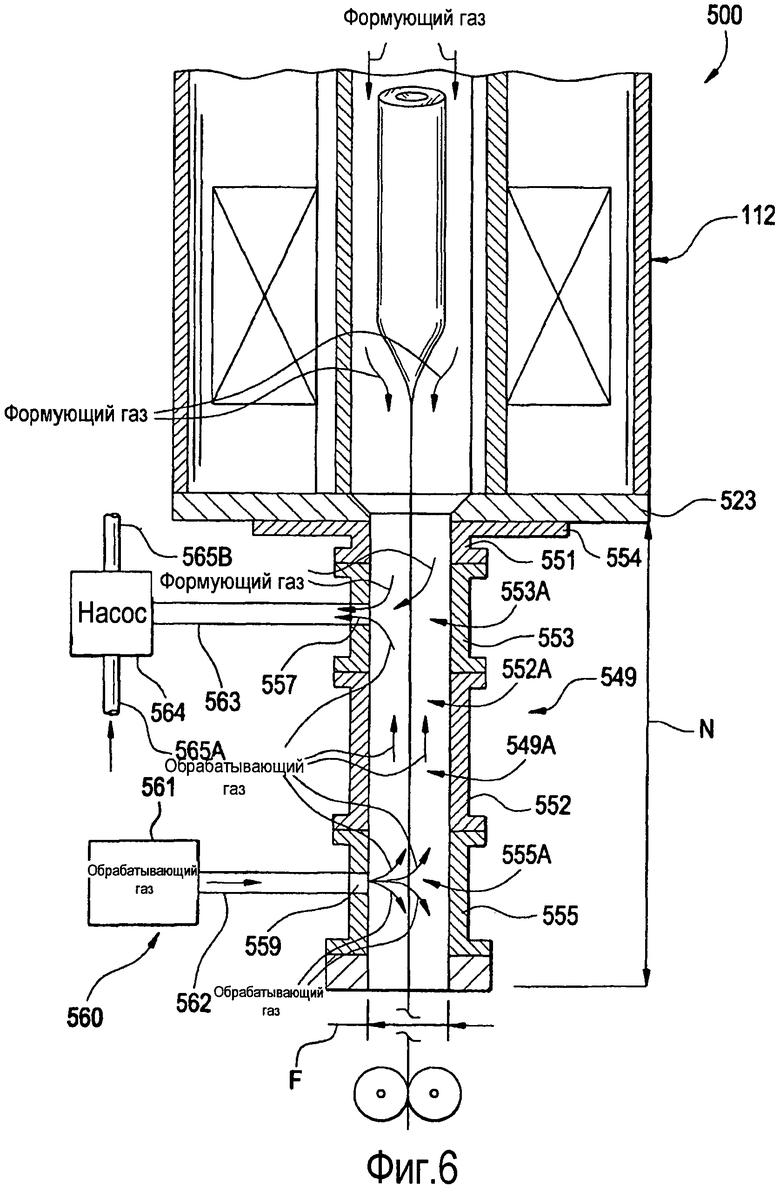
В ФИГ.6 показано устройство 500 для формирования оптического волокна согласно дополнительному варианту осуществления настоящего изобретения. Устройство 500 включает вытяжную печь 112 типа, имеющего графитовый сусцептор. Устройство 500 соответствует устройству 400, за исключением нижеследующего, и может быть использовано таким же образом, за исключением нижеследующего.
Муфель 450 заменен многозвенным муфельным узлом 549, определяющим сплошной канал 549А. Муфельный узел 549 включает кольцевую верхнюю муфельную секцию 551, включающую фланец 554 для крепления муфельного узла 549 на выходной стенке 523 вытяжной печи 112. Вторая кольцевая муфельная секция 553 закреплена на нижнем конце муфельной секции 551 и определяет канал 553А. Выпускной канал 557 сформирован в боковой стенке муфеля 553 и сообщается с каналом 553А. Третья кольцевая муфельная секция 552 закреплена на нижнем конце муфельной секции 553 и определяет канал 552А. Четвертая кольцевая муфельная секция 555 закреплена на нижнем конце муфельной секции 552 и определяет канал 555А. Питающий канал 559 сформирован в муфеле 555 и сообщается с каналом 555А. Диаметр F канала 549А предпочтительно является по существу равномерным и предпочтительно превышающим 12 мм, более предпочтительно между 12 мм и 80 мм, и наиболее предпочтительно между 45 и 80 мм, и диаметр предпочтительно является по существу постоянным по длине N канала. Длина N муфельного узла 549 предпочтительно варьирует между около 2,5 м и 10 м, и более предпочтительно между около 3,5 м и 8,5 м, такая как между около 5,0 м и 7,5 м. Присутствие гидродинамических подшипников 116 (как показано в ФИГ.1) ниже по потоку относительно устройства 500 для формирования оптического волокна позволяет сделать зону обработки более длинной, такой как зона обработки, имеющая длину по меньшей мере 5 метров, в том числе зона обработки, имеющая длину по меньшей мере 7,5 метра, и далее включая зону обработки, имеющую длину по меньшей мере 10 метров.
Дополнительно, в устройстве 500 проточное устройство 460 для обрабатывающего газа заменено проточной системой 560 для обрабатывающего газа. Проточная система 560 включает источник 561 обрабатывающего газа, соответствующий блоку 561 подачи обрабатывающего газа. Блок 561 подачи обрабатывающего газа находится во флюидной коммуникации с питающим каналом 559 через трубопровод 562. Проточная система 560 далее включает насос 564 во флюидной коммуникации с выпускным каналом 557 через трубопровод 563. Насос 564 предпочтительно представляет собой насос Вентури, который оснащен источником сжатого воздуха из впускного патрубка 565А, как иллюстрировано.
В эксплуатационном режиме обрабатывающий газ вводят из источника 561 обрабатывающего газа через трубопровод 562 и питающий канал 559 в канал 555А. Насос 564 создает достаточное разрежение и в результате этого протягивает по меньшей мере часть обрабатывающего газа вверх по каналам 552А и 553А, через выпускной канал 557 и трубопровод 563, и наружу через выпускной патрубок 565В. Одновременно вакуум, созданный насосом 564, протягивает формующий газ FG из вытяжной печи 112 через канал 553А, выпускной канал 557 и трубопровод 563, и также наружу через выпускной патрубок 565В насоса. Это является преимущественным, поскольку предотвращает смешение двух газов в нижнем конце канала 549А.
При работе способы в соответствии с вариантами осуществления изобретения могут включать стадии вытягивания оптического волокна из источника нагретого стекла, такого как заготовка оптического волокна, со скоростью вытягивания, большей или равной 10 м/сек, предпочтительно большей или равной 20 м/сек, в том числе большей или равной 30 м/сек, с последующей обработкой оптического волокна путем выдерживания оптического волокна в зоне обработки в течение времени пребывания, которое по меньшей мере в одном варианте осуществления может быть более 0,05 секунды и менее 0,25 секунды, и в других вариантах осуществления может составлять по меньшей мере 0,25 секунды (такое как от 0,25 секунды до 0,5 секунды), в то же время подвергая оптическое волокно охлаждению в зоне обработки со средней скоростью более 500°C/сек и менее 5000°C/сек, и в некоторых вариантах осуществления более 500°C/сек и менее 2500°C/сек, и в дополнительных вариантах осуществления более 500°C/сек и менее 1000°C/сек, в которых длина зоны обработки составляет по меньшей мере 3,5 метра, такая как по меньшей мере 5 метров, в том числе по меньшей мере 7,5 метра, и далее включая по меньшей мере 10 метров.
В предпочтительном варианте осуществления оптическое волокно представляет собой одномодовое волокно со ступенчатым коэффициентом преломления, имеющее германиевую легирующую добавку в центральной сердцевине и оболочку по существу из чистого кварцевого стекла. Однако следует понимать, что описанный здесь способ в равной мере применим и приспособлен для обработки любого оптического волокна, имеющего легированную германием центральную сердцевину. Предпочтительно, германий присутствует в сердцевине в количестве, достаточном для обеспечения процентного отношения коэффициента преломления по меньшей мере 0,3% по сравнению с оболочкой. Волокно предпочтительно вытягивают нагреванием заготовки до текучей консистенции (1800-2200°C) в ее корне вытягивания, и приложением растягивающей нагрузки к покрытому оптическому волокну с использованием натяжного устройства, настроенного на создание натяжения между около 25 граммами до около 200 граммов; более предпочтительно между около 60 и 170 граммами; и наиболее предпочтительно около 90-150 граммов. Вытягивание с высокой скоростью и натяжением позволяет получать большие объемы оптического волокна, которое затем обрабатывают в соответствии с аспектами настоящего изобретения для дальнейшего сведения к минимуму ослабления сигнала в полученном волокне по сравнению с необработанным волокном.
В соответствии с вариантами осуществления изобретения, предпочтительно компоновать и размещать зону обработки для обеспечения входной поверхностной температуры волокна, когда оптическое волокно поступает в зону обработки, на уровне между 1300°C и 2000°C; более предпочтительно между 1550°C и 1750°C; и в некоторых вариантах осуществления более 1600°C. Также предпочтительно, желательно конфигурировать длину и эксплуатационные параметры зоны обработки для обеспечения выходной поверхностной температуры оптического волокна на выходе из зоны обработки по меньшей мере около 1100°C, такой как между 1250°C и 1450°C; более предпочтительно между 1300°C и 1450°C; и наиболее предпочтительно между 1325°C и 1425°C.
Примеры
Изобретение далее будет разъяснено следующими примерами.
Примеры 1-12
Примеры 1-12, представляющие разнообразные варианты осуществления настоящего изобретения, изложены в Таблице 1. Эти примеры показывают обработку оптического волокна в зоне обработки, имеющей указанную длину L в метрах, указанную скорость вытягивания оптического волокна через зону обработки в метрах в секунду, указанную температуру поверхности на входе волокна в зону обработки в °C, указанную температуру поверхности волокна на выходе волокна из зоны обработки в °C, и рассчитанную среднюю скорость охлаждения волокна, находящегося в зоне обработки, в °C в секунду.
Квалифицированным специалистам в этой области технологии будет очевидно, что могут быть сделаны разнообразные модификации и вариации настоящего изобретения без выхода за пределы концепции и объема изобретения. Предполагается, что настоящее изобретение охватывает модификации и вариации настоящего изобретения, при условии, что таковые остаются в пределах области прилагаемых пунктов формулы изобретения и их эквивалентов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОТВЕРЖДЕНИЕ ВОЛОКНА ПРОТЯЖЕННЫМИ ИЗЛУЧАТЕЛЯМИ | 2008 |
|
RU2487839C2 |
| СПОСОБЫ ПОЛУЧЕНИЯ ОПТИЧЕСКИХ ВОЛОКОН | 2007 |
|
RU2448916C2 |
| ОПТИЧЕСКОЕ ВОЛОКНО С НИЗКИМИ ПОТЕРЯМИ | 2010 |
|
RU2544874C2 |
| ОПТИЧЕСКОЕ ВОЛОКНО С НИЗКИМ ЗАТУХАНИЕМ | 2015 |
|
RU2723407C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКОГО ВОЛОКНА ПРИ ПОНИЖЕННОМ ДАВЛЕНИИ | 2011 |
|
RU2595279C2 |
| Гидростатические подшипники, содержащие канал поддержки волокна для поддержания оптического волокна в процессе вытяжки оптического волокна | 2018 |
|
RU2772442C2 |
| ПОЛИМЕРНЫЙ МАТЕРИАЛ ДЛЯ ПРИМЕНЕНИЯ В ТЕПЛОИЗОЛЯЦИИ | 2014 |
|
RU2632842C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ПОЛИПРОПИЛЕНОВЫХ ВОЛОКОН | 2003 |
|
RU2318085C2 |
| СТРОИТЕЛЬНЫЙ ИЗОЛЯЦИОННЫЙ МАТЕРИАЛ | 2014 |
|
RU2621112C1 |
| ВЫСОКОСКОРОСТНОЙ СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ МИКРОПОРИСТОЙ ПЛЕНКИ | 1999 |
|
RU2224772C2 |
Изобретение относится к формированию оптического волокна. Технический результат изобретения заключается в уменьшении дефектов теплового старения оптического волокна. Волокно вытягивают из нагретого стекла. Обработку оптического волокна осуществляют его выдерживанием в зоне обработки, длина которой составляет по меньшей мере около 5 метров. В зоне обработки волокно охлаждают со средней скоростью охлаждения, определяемой как величина входной поверхностной температуры волокна минус выходная поверхностная температура волокна, деленная на общее время пребывания волокна в зоне обработки, составляющая менее 5000°C/с. Температура поверхности оптического волокна, выходящего из зоны обработки, составляет по меньшей мере около 1000°C. Далее волокно контактирует с областью флюида в гидродинамическом подшипнике и меняет направление. Гидродинамический подшипник включает канал, образованный между двумя боковыми стенками. Внутри канала волокно находится во взвешенном состоянии в результате разности давлений, обусловленной более высоким давлением, создаваемым подведением флюида под волокно внутри канала, по сравнению с давлением, которое имеет место над волокном. 2 н. и 11 з.п. ф-лы, 1 табл., 6 ил.
1. Способ получения оптического волокна, причем указанный способ включает:
вытягивание волокна из источника нагретого стекла, и обработку оптического волокна выдерживанием оптического волокна в зоне обработки, в котором длина зоны обработки составляет по меньшей мере около 5 м, в то же время подвергая оптическое волокно охлаждению в зоне обработки со средней скоростью охлаждения, определяемой как величина входной поверхностной температуры волокна минус выходная поверхностная температура волокна, деленная на общее время пребывания оптического волокна в зоне обработки, составляющая менее 5000°C/с, в котором температура поверхности оптического волокна, выходящего из зоны обработки, составляет по меньшей мере около 1000°C,
в котором стадии вытягивания волокна из источника нагретого стекла и обработки волокна в зоне обработки выполняют вдоль первого маршрута, и способ далее включает:
контактирование обнаженного оптического волокна с областью флюида в гидродинамическом подшипнике, причем указанный гидродинамический подшипник включает канал, причем указанный канал определяется по меньшей мере двумя боковыми стенками, причем волокно удерживается внутри области указанного канала, который является достаточным, чтобы указанное волокно находилось во взвешенном состоянии внутри канала, по существу, в результате разности давлений, которая присутствует ниже волокна внутри канала, причем указанная разность давлений обусловливается более высоким давлением, создаваемым подведением указанного флюида под волокно внутри канала, по сравнению с давлением, которое имеет место над волокном, и
перенаправление волокна вдоль второго маршрута по мере вытягивания указанного обнаженного оптического волокна вдоль указанной области флюидной подушки.
2. Способ по п.1, в котором общее время пребывания волокна в зоне обработки составляет более 0,25 с.
3. Способ по п.1, в котором волокно вытягивают со скоростью вытягивания, большей или равной 20 м/с.
4. Способ по п.1, в котором средняя скорость охлаждения волокна в зоне обработки составляет менее 2500°C/с.
5. Способ по п.1, в котором температура поверхности оптического волокна, поступающего в зону обработки, составляет от около 1550°C до около 1750°C, и температура поверхности оптического волокна, выходящего из зоны обработки, составляет от около 1250°С до около 1450°C.
6. Способ по п.4, в котором средняя скорость охлаждения волокна в зоне обработки составляет менее 1000°C/с.
7. Способ по п.3, в котором волокно вытягивают со скоростью вытягивания, большей или равной 30 м/с.
8. Способ по п.1, в котором волокно вытягивают со скоростью вытягивания, большей или равной 20 м/с.
9. Способ получения оптического волокна, причем указанный способ содержит:
вытягивание волокна из источника нагретого стекла со скоростью вытягивания, большей или равной 20 м/с, и
обработку оптического волокна выдерживанием оптического волокна в зоне обработки в течение общего времени пребывания более 0,25 с, в то же время подвергая оптическое волокно охлаждению в зоне обработки со средней скоростью охлаждения, определяемой как величина входной поверхностной температуры волокна минус выходная поверхностная температура волокна, деленная на общее время пребывания оптического волокна в зоне обработки, составляющая менее 5000°C/с, в котором температура поверхности оптического волокна, выходящего из зоны обработки, составляет по меньшей мере около 1000°C,
в котором стадии вытягивания волокна из источника нагретого стекла и обработки волокна в зоне обработки выполняют вдоль первого маршрута, и способ далее включает:
контактирование обнаженного оптического волокна с областью флюида в гидродинамическом подшипнике, причем указанный гидродинамический подшипник содержит канал, причем указанный канал определяется по меньшей мере двумя боковыми стенками, причем волокно удерживается внутри области указанного канала, который является достаточным, чтобы указанное волокно находилось во взвешенном состоянии внутри канала, по существу, в результате разности давлений, которая присутствует ниже волокна внутри канала, причем указанная разность давлений обусловливается более высоким давлением, создаваемым подведением указанного флюида под волокно внутри канала, по сравнению с давлением, которое имеет место над волокном, и
перенаправление волокна вдоль второго маршрута по мере вытягивания указанного обнаженного оптического волокна вдоль указанной области флюидной подушки.
10. Способ по п.9, в котором средняя скорость охлаждения волокна в зоне обработки составляет менее 2500°C/с.
11. Способ по п.9, в котором волокно вытягивают со скоростью вытягивания, большей или равной 30 м/с.
12. Способ по п.10, в котором средняя скорость охлаждения волокна в зоне обработки составляет менее 1000°C/с.
13. Способ по п.9, в котором температура поверхности оптического волокна, поступающего в зону обработки, составляет от около 1550°C до около 1750°C, и температура поверхности оптического волокна, выходящего из зоны обработки, составляет от около 1250°C до около 1450°C.
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Устройство для вытягивания волокна из расплава тугоплавких стекол | 1981 |
|
SU932760A1 |
| EP 1243568 A1, 25.09.2002 | |||
| US 2004190846 A1, 30.09.2004. | |||

