Изобретение относится к распределительной аппаратуре и может быть использовано преимущественно в гидросистемах высокого давления, в машинах и механизмах различного назначения для управления гидравлическими силовыми органами, например, гидроцилиндрами натяжения в строительстве при изготовлении преднапряженных железобетонных изделий.
Известен золотниковый распределитель для гидравлического силового органа, включающий металлический корпус, размещенную в корпусе втулку и золотник с распределительными каналами [1].
В известном устройстве втулку выполняют металлической.
Известен также способ изготовления золотникового распределителя для гидравлического силового органа, включающего металлический корпус с втулкой и золотник [1].
Однако известные способ и устройство недостаточно точно производит регулирование расхода рабочего тела при высоких давлениях, так как при высоких давлениях втулка деформируется и происходит изменение зазоров между втулкой и золотником и что может, например, при строительстве и ремонте сталежелезобетонных конструкций мостов, приводить к созданию либо чрезмерных, либо недостаточных напряжениям арматуры, что является недопустимым. В известном устройстве имеются уплотнительные элементы, которые изнашиваются и требуют замены.
Результат, для достижения которого направлено данное техническое решение, является повышение точности регулирования расхода рабочего тела.
Указанный результат достигается за счет того, что в способе изготовления золотникового распределителя для гидравлического силового органа, включающего металлический корпус с втулкой и золотник, втулку выполняют из монокристалла лейкосапфира, производят ее напряжение до величины 0.5÷0.95 от давления в системе путем совместного нагревания ее с металлическим корпусом до расчетной температуры и запрессовкой ее в корпус с последующим их совместным охлаждением. Обработку внутренней поверхности втулки ведут после ее запрессовки и охлаждения, а зазор между втулкой и золотником выполняют в диапазоне 0,2÷8 мкм. При изготовлении втулки и золотника их оси и ось 0001 монокристалла лейкосапфира совмещают между собой.
Указанный результат достигается также за счет того, что в золотниковом распределителе для гидравлического силового органа, включающем металлический корпус, размещенную в корпусе втулку и золотник с распределительными каналами, его втулка выполнена из предварительно напряженного монокристалла лейкосапфира с напряжением равным 0.5÷0.95 от давления в системе, причем зазор между золотником и втулкой выполнен в диапазоне 0,2÷8 мкм. Золотник изготовлен из монокристалла лейкосапфира.
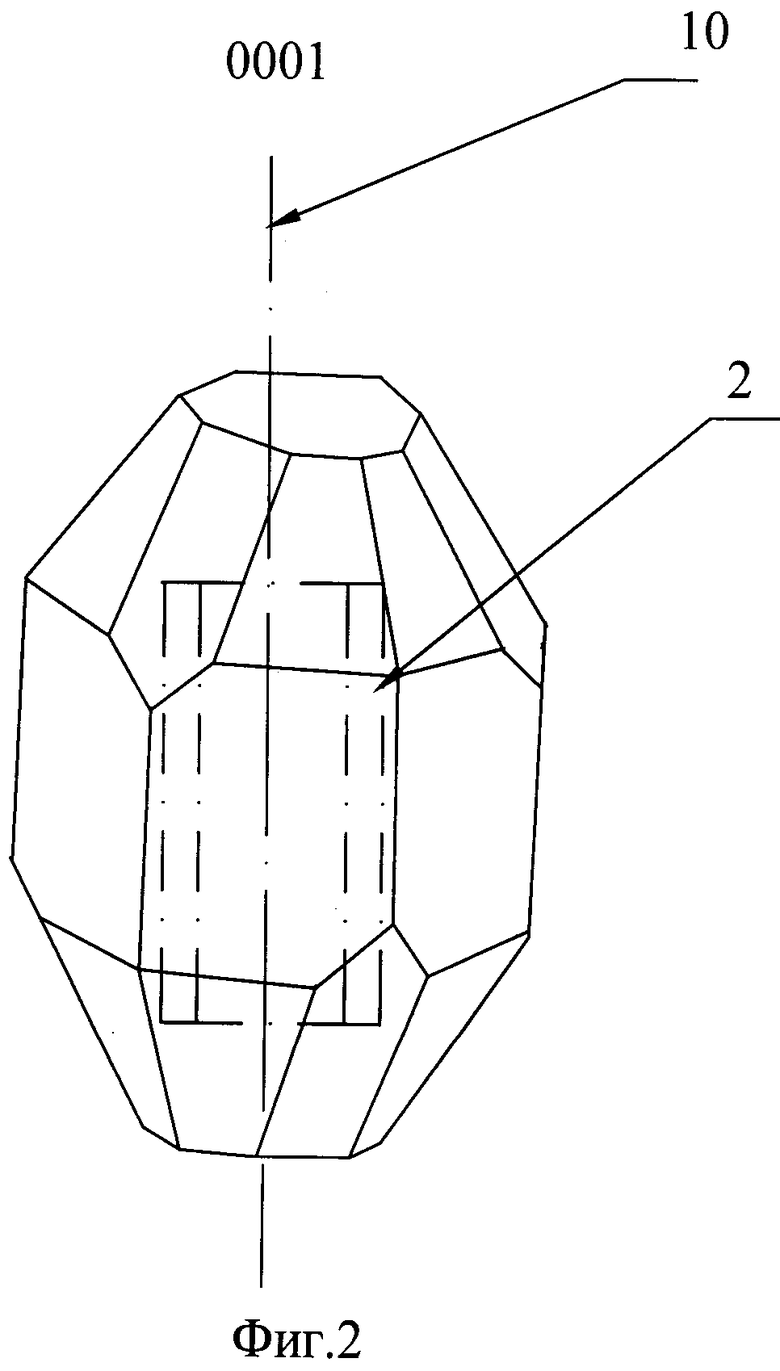
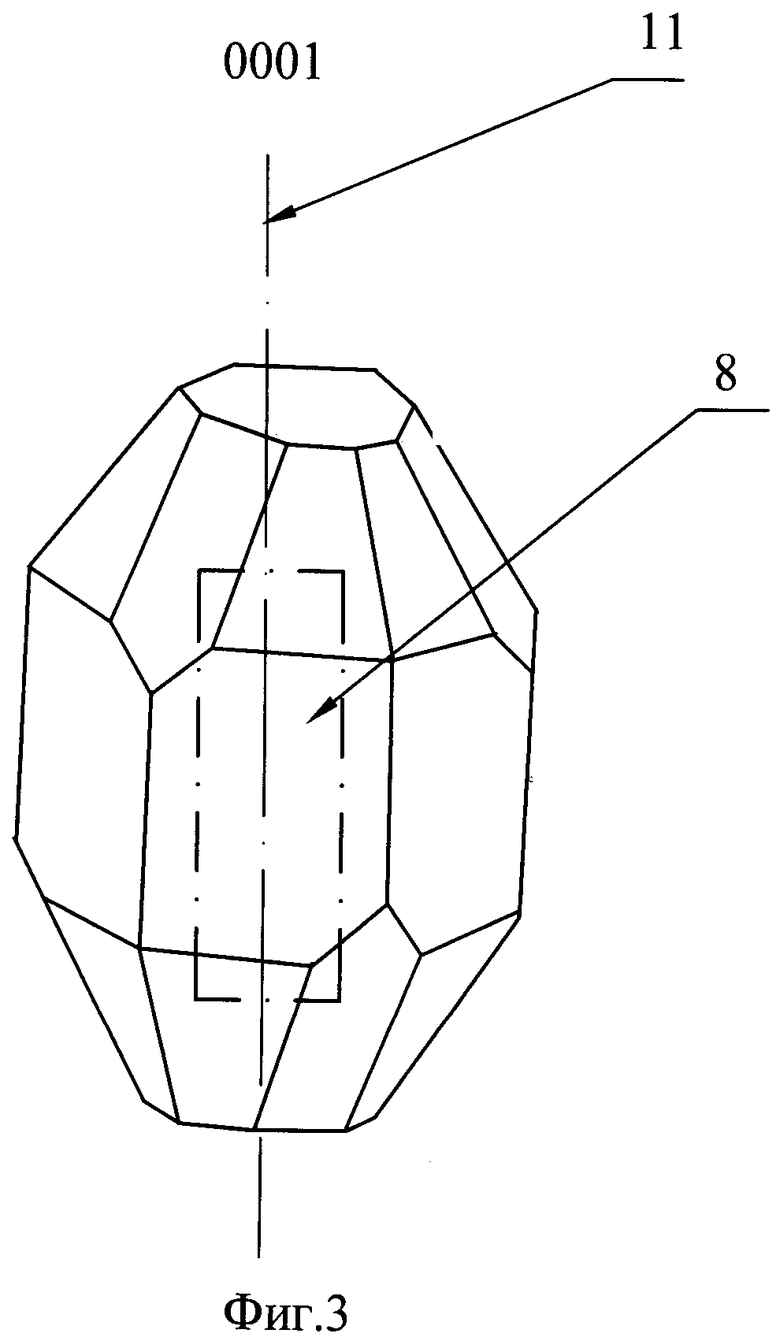
Изобретение поясняется чертежами, где на фиг.1 представлен пример выполнения заявляемого устройства, на фиг.2, 3 - положение втулки и золотника соответственно относительно оси 0001 монокристалла лейкосапфира при их изготовлении.
Золотниковый распределитель для гидравлического силового органа включает металлический корпус 1, размещенную в корпусе втулку 2 с распределительными каналами 3-7 и золотник 8. Втулка 2 выполнена из предварительно напряженного монокристалла лейкосапфира. Зазор между золотником 8 и втулкой 2 выполнен в диапазоне 0,2÷8 мкм. Золотник также изготовлен из монокристалла лейкосапфира. Перемещение золотника осуществляют посредством связанной с приводом (на чертеже не показанным) тяги 9.
Способ изготовления золотникового распределителя заключается в следующем. Втулку выполняют из монокристалла лейкосапфира, производят ее напряжение до величины 50÷95% от давления в системе путем совместного нагревания ее с корпусом до расчетной температуры и запрессовкой ее в корпус с последующим их совместным охлаждением.
Обработку внутренней поверхности втулки ведут после ее запрессовки и охлаждения, а зазор между втулкой и золотником выполняют в диапазоне 0,2÷8 мкм. При изготовлении втулки ее ось 10 и ось 0001 монокристалла лейкосапфира совмещают между собой. При изготовлении золотника его ось 11 и ось 0001 монокристалла лейкосапфира также совмещают между собой.
При работе распределителя, выполненного в соответствии с данными техническими решениями, между втулкой и золотником возникает воздушная прокладка, которая центрирует золотник, обеспечивая постоянный зазор между ними, и тем самым препятствуя проникновению рабочего агента между втулкой и запорным органом, что позволяет минимизировать утечки при использовании высокого давления рабочего агента, а также обеспечит возможность выполнения распределителя без применения уплотнительных элементов.
Ввиду того, что монокристалл лейкосапфира обладает очень малым значением вязкости, то под действием высокого давления не происходит изменение зазора между втулкой и запорным органом под действием высокого давления, что обеспечивает стабильность расхода рабочего агента и его давления, что особенно важно, например, в случае натяжения пучков из прядей при строительстве и ремонте сталежелезобетонных конструкций мостов.
Так как при изготовлении втулки и золотника ось 0001 монокристалла лейкосапфира совмещают с осями втулки и золотника, то не происходит неравномерного износа втулки и золотника из-за анизотропии монокристалла лейкосапфира, что позволяет с учетом того, что монокристалл лейкосапфира обладает высокой прочностью и стойкостью к абразивному износу, увеличить долговечность и работоспособность распределителя за счет уменьшения вероятности износа втулки и золотника.
Таким образом, предложенное техническое решение позволит:
- повысить точность распределения рабочего агента при управлении гидравлического силового органа, например, гидравлическим цилиндром;
- минимизировать утечки при использовании высокого давления рабочего агента;
- выполнить распределитель без применения уплотнительных элементов за счет минимизации зазора между втулкой и золотником;
- повысить долговечность и работоспособность устройства
Источник информации
1. Авторское свидетельство №193939 МКИ F01L 5/04, 65.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ | 1992 |
|
RU2100193C1 |
| ЗОЛОТНИКОВОЕ РАСПРЕДЕЛИТЕЛЬНОЕ УСТРОЙСТВО И СПОСОБ СБОРКИ ЗОЛОТНИКОВОГО РАСПРЕДЕЛИТЕЛЬНОГО УСТРОЙСТВА | 2009 |
|
RU2420675C2 |
| ПЯТИЛИНЕЙНЫЙ ДВУХПОЗИЦИОННЫЙ ЗОЛОТНИКОВЫЙ ЭЛЕКТРОПНЕВМОРАСПРЕДЕЛИТЕЛЬ | 2008 |
|
RU2379556C1 |
| ЗОЛОТНИКОВЫЙ РАСПРЕДЕЛИТЕЛЬНЫЙ МЕХАНИЗМ | 2001 |
|
RU2186995C1 |
| ЗОЛОТНИКОВЫЙ ПНЕВМО-ГИДРАВЛИЧЕСКИЙ РАСПРЕДЕЛИТЕЛЬ С ГИДРАВЛИЧЕСКИМ УПРАВЛЕНИЕМ | 2021 |
|
RU2759883C1 |
| Дроссельный золотниковый распределитель | 1979 |
|
SU857609A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ | 1992 |
|
RU2031781C1 |
| РАСПРЕДЕЛИТЕЛЬ ЗОЛОТНИКОВЫЙ | 2014 |
|
RU2549261C1 |
| РАСПРЕДЕЛИТЕЛЬ ГИДРОПРИВОДА | 2004 |
|
RU2285157C2 |
| СЕКЦИОННЫЙ ЗОЛОТНИКОВЫЙ РАСПРЕДЕЛИТЕЛЬ | 2002 |
|
RU2235923C2 |
Изобретение относится к распределительной аппаратуре и может быть использовано в гидросистемах высокого давления. В способе изготовления золотникового распределителя для гидравлического силового органа, включающего металлический корпус с втулкой и золотник, втулку выполняют из монокристалла лейкосапфира, производят ее напряжение до величины 50-95% от давления в системе путем совместного нагревания ее с металлическим корпусом до расчетной температуры и запрессовкой ее в корпус с последующим их совместным охлаждением. Обработку внутренней поверхности втулки ведут после ее запрессовки и охлаждения, а зазор между втулкой и золотником выполняют в диапазоне 0,2-8 мкм. При изготовлении втулки и золотника их оси и ось 0001 монокристалла лейкосапфира совмещают между собой. Технический результат - повышение точности регулирования расхода рабочего тела. 2 н. и 4 з.п. ф-лы, 3 ил.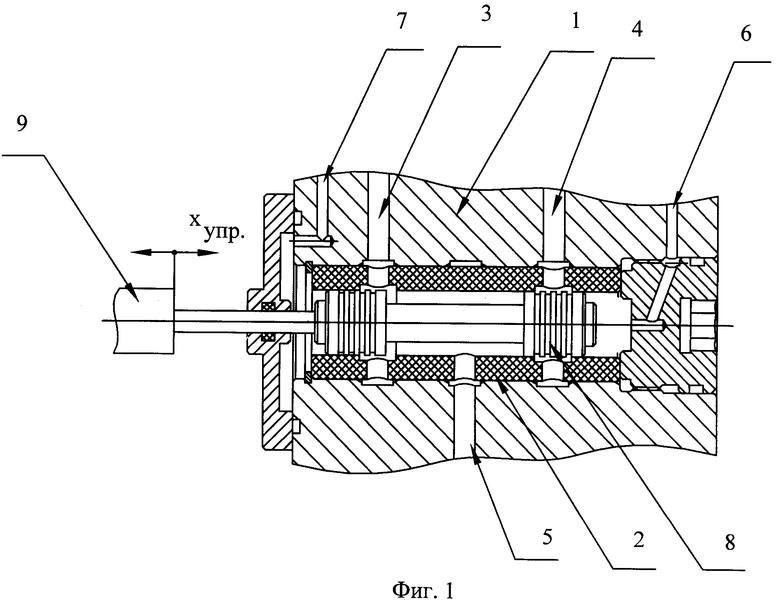
1. Способ изготовления золотникового распределителя для гидравлического силового органа, включающего металлический корпус с втулкой и золотник, отличающийся тем, что втулку выполняют из монокристалла лейкосапфира, производят ее напряжение до величины 50÷95% от давления в системе путем совместного нагревания ее с корпусом до расчетной температуры и запрессовкой ее в корпус с последующим их совместным охлаждением.
2. Способ изготовления золотникового распределителя по п.1, отличающийся тем, что обработку внутренней поверхности втулки ведут после ее запрессовки и охлаждения, а зазор между втулкой и золотником выполняют в диапазоне 0,2÷8 мкм.
3. Способ изготовления распределителя по п.2, отличающийся тем, что при изготовлении втулки ее ось и ось 0001 монокристалла лейкосапфира совмещают между собой.
4. Способ изготовления распределителя по п.2, отличающийся тем, что при изготовлении золотника его ось и ось 0001 монокристалла лейкосапфира совмещают между собой.
5. Золотниковый распределитель для гидравлического силового органа, включающий металлический корпус, размещенную в корпусе втулку и золотник с распределительными каналами, отличающийся тем, что втулка выполнена из предварительно напряженного монокристалла лейкосапфира с напряжением, равным 50÷95% от давления в системе, причем зазор между золотником и втулкой выполнен в диапазоне 0,2÷8 мкм.
6. Золотниковый распределитель по п.5, отличающийся тем, что золотник изготовлен из монокристалла лейкосапфира.
| ЗОЛОТНИКОВЫЙ РАСПРЕДЕЛИТЕЛЬ ГИДРАВЛИЧЕСКОГО СИЛОВОГО ЦИЛИНДРА | 0 |
|
SU193939A1 |
| Цепная пила | 1938 |
|
SU54632A1 |
| ЗОЛОТНИКОВОЕ РАСПРЕДЕЛИТЕЛЬНОЕ УСТРОЙСТВО И СПОСОБ СБОРКИ ЗОЛОТНИКОВОГО РАСПРЕДЕЛИТЕЛЬНОГО УСТРОЙСТВА | 2009 |
|
RU2420675C2 |
| US 5197507 А, 30.03.1993 | |||
| JP 7286675 А1, 31.10.1995. | |||

