Изобретение относится к электронной технике, а именно к способам изготовления корпусов мощных полупроводниковых приборов СВЧ, и прежде всего, металлокерамических.
Корпус полупроводникового прибора СВЧ и особенно мощного должен отвечать требованиям, как надежной защиты от воздействия внешних климатических факторов, высокой электрической и механической надежности, так и обеспечения хорошего отвода тепла от кристалла полупроводникового прибора СВЧ и малых потерь СВЧ.
Последние два фактора особенно актуальны при изготовлении мощных полупроводниковых приборов СВЧ.
Известен способ изготовления металлокерамического корпуса интегральной схемы, заключающийся в изготовлении основания из керамического материала с металлизированными площадками и выводной рамки из железо-никелевого сплава [1]. Нанесение на выводную рамку металлического покрытия в виде никеля холодным плакированием со стороны, обращенной к металлизированным площадкам основания. Совмещение выводов рамки с металлизированными площадками основания и соединение их пайкой медно-серебряным припоем. При этом толщина металлического покрытия составляет 5-15 процентов от толщины выводов выводной рамки.
Недостатком данного способа является недостаточно эффективный отвод тепла, связанный с конструктивными ограничениями использования материалов с низкой теплопроводностью и, как следствие - ограничение выходной мощности полупроводникового прибора СВЧ.
Корпус, изготовленный данным способом, применим только для маломощных интегральных схем СВЧ.
Известен герметичный корпус для интегральной схемы СВЧ и способ его изготовления, включающий изготовление металлического основания, металлической крышки с отбортовкой с прямоугольными сквозными вырезами для размещения выводов СВЧ в виде микрополосковой линии передачи на прямоугольной диэлектрической подложке, при этом одна из сторон которой, противоположная размещению микрополосковой линии передачи, и две ее торцевые поверхности, параллельные микрополосковой линии передачи, металлизированы и примыкают к соответствующим поверхностям металлического основания и вертикальным планкам прямоугольных сквозных вырезов отбортовки крышки.
В котором с целью снижения потерь СВЧ, микрополосковая линия передачи изготовлена крестообразной, в виде металлизированных участков прямоугольных расширений, примыкающих к микрополосковой линии передачи и к двум металлизированным торцевым поверхностям подложки. При этом расстояние между металлизированными торцевыми поверхностями диэлектрической подложки и длину прямоугольного расширения вдоль микрополосковой линии передачи выбирают в зависимости от средней длины рабочего диапазона волн в свободном пространстве и диэлектрической проницаемости материала диэлектрической подложки. При этом металлизированные участки прямоугольных расширений микрополосковой линии передачи электрически контактируют с горизонтальной планкой прямоугольных сквозных вырезов отбортовки крышки [2].
Корпус, изготовленный данным способом, как и предыдущий не пригоден для мощных полупроводниковых приборов СВЧ.
Кроме того, что немало важно, расположение выводов СВЧ в вырезах металлической крышки делает практически невозможным контроль электрических параметров интегральной схемы СВЧ в процессе ее настройки.
Известен способ изготовления корпуса интегральной схемы СВЧ, включающий изготовление высокотеплопроводного основания и рамки из металла или сплава металлов, последней, по меньшей мере, с одним пазом для расположения выводов, изготовление выводов, совмещение рамки с выводами и высокотеплопроводного основания и последующее герметичное соединение их высокотемпературной пайкой, при этом элементы корпуса изготавливают с заданными размерами, последующее расположение в корпусе, по меньшей мере, одного кристалла активного элемента и, по меньшей мере, одной согласующей интегральной схемы, выполненной на диэлектрической подложке, по меньшей мере, одного полупроводникового прибора непосредственно на лицевой стороне высокотеплопроводного основания и последующее соединение их низкотемпературной пайкой [3 - прототип].
Данный способ изготовления корпуса интегральной схемы СВЧ позволил повысить надежность и выход годных полупроводниковых приборов СВЧ.
Кроме того, корпус, изготовленный данным способом в отличие от способа первого и второго аналога, благодаря возможности изготовления основания корпуса из высокотеплопроводных материалов применим и для мощных полупроводниковых приборов СВЧ.
Однако возможности корпуса, изготовленного данным способом, с точки зрения получения высокой выходной мощности ограничены в силу достаточно высокого уровня потерь СВЧ в нем.
Техническим результатом изобретения является улучшение отвода тепла и снижение потерь СВЧ в корпусе и соответственно повышение выходной мощности полупроводникового прибора СВЧ, повышение надежности, выхода годных и технологичности.
Указанный технический результат достигается способом изготовления корпуса мощного полупроводникового прибора СВЧ, включающим изготовление высокотеплопроводного основания и рамки из металла или сплава металлов, последней, по меньшей мере, с одним пазом для расположения выводов, изготовление выводов, совмещение рамки с выводами и высокотеплопроводного основания, герметичное соединение их высокотемпературной пайкой, при этом элементы корпуса изготавливают с заданными размерами, последующее расположение в корпусе, по меньшей мере, одного кристалла активного элемента и, по меньшей мере, одной согласующей интегральной схемы, по меньшей мере, одного полупроводникового прибора и соединение их низкотемпературной пайкой.
В котором
высокотеплопроводное основание изготавливают, по меньшей мере, с одним выступом на его лицевой стороне,
дополнительно изготавливают компенсаторный элемент из металла или сплава металлов с заданным температурным коэффициентом линейного расширения, с толщиной равной (0,1-1)×10-3 м, с металлизационным покрытием толщиной не более 0,007×10-3 м, обеспечивающим высокую смачиваемость и адгезию, по меньшей мере, с одной прорезью, либо, по меньшей мере, из двух частей, при этом прорезь, либо линия соединения двух частей компенсаторного элемента изготовлены с обеспечением сопряжения с выступом высокотеплопроводного основания,
а при совмещении рамки с выводами и высокотеплопроводного основания высокотемпературный припой располагают только между высокотеплопроводным основанием и рамкой с выводами и при этом заданного количества, конфигурация высокотемпературного припоя повторяет конфигурацию рамки с выводами,
а перед упомянутым герметичным соединением на лицевой стороне высокотеплопроводного основания располагают упомянутый компенсаторный элемент, при этом предусматривающее совмещение его прорези, либо частей с выступом высокотеплопроводного основания с технологическим зазором не более 0,15×10-3 м,
а упомянутое герметичное соединение осуществляют одновременно с соединением компенсаторного элемента с высокотеплопроводным основанием при температуре 650-1100°С, одним и тем же высокотемпературным припоем и в зависимости от температуры плавления и смачиваемости материала элементов корпуса,
а располагают кристалл активного элемента полупроводникового прибора на выступе высокотеплопроводного основания,
а, согласующую интегральную схему - на компенсаторном элементе, при этом расположение выступа, равно как и кристалла активного элемента задают параметры полупроводникового прибора,
при этом температурный коэффициент линейного расширения компенсаторного элемента и количество высокотемпературного припоя определяют из выражений соответственно:
0,9×ТКЛРс.и.с.<ТКЛРк.э.<1,1×ТКЛРс.и.с., где
ТКЛРс.и.с. - температурный коэффициент линейного расширения согласующей интегральной схемы, 1/°С,
ТКЛРк.э. - температурный коэффициент линейного расширения компенсаторного элемента, 1/°С,
и
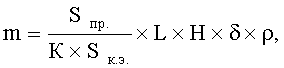
где m - количество высокотемпературного припоя, кг,
S пр. - площадь высокотемпературного припоя, м2,
S к.э. - площадь компенсаторного элемента, м2,
К - коэффициент равный 1,77×103,
L - длина корпуса мощного полупроводникового прибора, м,
Н - ширина корпуса мощного полупроводникового прибора, м,
δ - толщина высокотемпературного припоя, м,
ρ - плотность высокотемпературного припоя, кг/м3.
Компенсаторный элемент изготавливают, например, в виде пластины, при этом металл или сплав металлов берут в виде ленты толщиной, равной толщине компенсаторного элемента.
Металлизационное покрытие компенсаторного элемента выполнено, например, из никеля либо системы металлов никель-медь-серебро, например, гальваническим методом, при этом оно выполнено либо по всей поверхности компенсаторного элемента, либо за исключением торцевых поверхностей и сопрягающихся с выступом высокотеплопроводного основания.
При соединении кристалла активного элемента и согласующей интегральной схемы полупроводникового прибора низкотемпературный припой берут в виде слоя - прокладки толщиной не более 0,1×10-3 м, а пайку осуществляют при температуре не выше 350°С.
Полупроводниковый прибор представляет собой интегральную схему СВЧ, например, усилителя мощности СВЧ, либо любую преобразовательную схему СВЧ.
В случае изготовления компенсаторного элемента, по меньшей мере, с одной прорезью число последних равно числу выступов высокотеплопроводного основания.
В случае изготовления компенсаторного элемента, по меньшей мере, из двух частей число упомянутых частей равно числу согласующих интегральных схем.
Согласующая интегральная схема выполнена, например, на диэлектрической подложке.
Раскрытие сущности
Совокупность существенных признаков заявленного способа изготовления корпуса мощного полупроводникового прибора СВЧ обеспечит, а именно:
Изготовление высокотеплопроводного основания, по меньшей мере, с одним выступом на его лицевой стороне для размещения на нем, по меньшей мере, одного кристалла активного элемента, и когда расположение выступа, равно как и кристалла активного элемента задают параметры полупроводникового прибора, обеспечит максимальную оптимизацию расположения кристалла активного элемента на высокотеплопроводном основании и тем самым обеспечивается:
во-первых, максимально возможный отвод тепла,
во-вторых, снижение потерь СВЧ в корпусе.
И как следствие, - повышение выходной мощности полупроводникового прибора СВЧ.
Изготовление и наличие в корпусе компенсаторного элемента из металла или сплава металлов с заданным температурным коэффициентом линейного расширения (ТКЛР), величину которого определяют согласно указанному выражению, с указанной толщиной и размещение на нем согласующей интегральной схемы обеспечит максимальное согласование и сближение величин их температурных коэффициентов линейного расширения и тем самым обеспечивается исключение вероятности деформации (коробления, растрескивания), а возможно, и нарушение механической целостности упомянутых элементов и, прежде всего согласующей интегральной схемы и, как следствие, - повышение надежности и выхода годных мощных полупроводниковых приборов СВЧ.
Изготовление компенсаторного элемента, по меньшей мере, с одной прорезью, либо, по меньшей мере, из двух частей в совокупности с указанным числом выступов высокотеплопроводного основания, равно как и с числом кристаллов активного элемента полупроводникового прибора, и числом согласующих интегральных схем обеспечит повышение выходной мощности последнего за счет увеличения числа ступеней усиления.
Следует отметить, что в случае изготовления компенсаторного элемента из двух и более частей повышение выходной мощности возрастает более значительно.
Расположение высокотемпературного припоя при совмещении рамки с выводами и высокотеплопроводного основания только между высокотеплопроводным основанием и рамкой с выводами, и при этом заданного количества, определяемого согласно указанному выражению, и когда его конфигурация повторяет конфигурацию рамки с выводами
и в совокупности,
когда герметичное соединение рамки с выводами и высокотеплопроводного основания осуществляют одновременно с соединением компенсаторного элемента и высокотеплопроводного основания высокотемпературной пайкой при температуре 650-1100°C и при этом одним и тем же высокотемпературным припоем, и при этом в зависимости от температуры плавления и смачиваемости материала элементов корпуса обеспечит:
во-первых, возможность реализации указанного выше частного случая проявления капиллярного явления и тем самым возможность поступления и расположения расплава высокотемпературного припоя в процессе пайки к местам соединения компенсаторного элемента и высокотеплопроводного основания;
во-вторых, оптимизацию наличия необходимого и достаточного количества высокотемпературного припоя для надежного, герметичного соединения как рамки с выводами с высокотеплопроводным основанием, так и - компенсаторного элемента с последним и тем самым обеспечивается практически полное исключение образования галтелей - наплывов из расплавленного высокотемпературного припоя в местах сопряжения упомянутых элементов корпуса и, прежде всего, выступа высокотеплопроводного основания и прорези либо частей компенсаторного элемента и тем самым обеспечивается расположение, как элементов корпуса, так и элементов полупроводникового прибора и, прежде всего, согласующей интегральной схемы и выступа высокотеплопроводного основания «встык» и при этом практически без зазора и тем самым исключается возможность возникновения паразитной индуктивности в корпусе и, как следствие - снижение потерь СВЧ в корпусе и соответственно - повышение выходной мощности полупроводникового прибора СВЧ.
При этом поступление и расположение расплава высокотемпературного припоя в места сопряжения между высокотеплопроводным основанием и компенсаторным элементом и в том числе его выступом и прорезью компенсаторного элемента, либо его частями, предусматривающее их пайку этим же высокотемпературным припоем осуществляется в процессе пайки благодаря капиллярным - поверхностным явлениям на границах соприкасающихся элементов, вызванных и обусловленных молекулярными силами.
В данном частном случае их проявление заключается во всасывании расплавленного высокотемпературного припоя в капилляры - в зазоры между сопрягаемыми поверхностями высокотеплопроводного основания и компенсаторного элемента.
Соединение согласующей интегральной схемы полупроводникового прибора и компенсаторного элемента посредством низкотемпературной пайки через слой - прокладку низкотемпературного припоя толщиной не более 0,1×10-3 м, и когда величины температурного коэффициента линейного расширения компенсаторного элемента и согласующей интегральной схемы, например, ее диэлектрической подложки равны, либо близки, что явствует из указанного выражения, обеспечит:
во-первых, исключение отрицательного термического воздействия на согласующую интегральную схему и тем самым обеспечивается сохранение ее надежности и, как следствие - повышение надежности и выхода годных мощных полупроводниковых приборов СВЧ.
во-вторых, повышение технологичности при позиционировании согласующей интегральной схемы и компенсаторного элемента,
в-третьих, возможность демонтажа согласующей интегральной схемы отдельно от компенсаторного элемента и тем самым дополнительное повышение технологичности.
Экспериментально установлено, что при размещении компенсаторного элемента на лицевой стороне высокотеплопроводного основания, предусматривающим совмещение выступа последнего с прорезью, либо с частями компенсаторного элемента, оптимальный технологический зазор необходимый и достаточный для реализации указанного выше частного случая капиллярного явления и тем самым обеспечения надежного и герметичного соединения компенсаторного элемента и высокотеплопроводного основания высокотемпературной пайкой составляет не более 0,15×10-3 мм.
Изготовление компенсаторного элемента из металла или сплава металлов с величиной заданного температурного коэффициента линейного расширения иной, нежели указанной в формуле изобретения не допустимо, так как приводит, как указано выше, к деформации элементов корпуса и, прежде всего согласующей интегральной схемы и, как следствие, - снижение надежности и выхода годных мощных полупроводниковых приборов СВЧ.
Изготовление компенсаторного элемента толщиной менее 0,1×10-3 м не имеет смысла, вследствие потери его функциональности, а более 1×10-3 м не желательно из-за увеличения массогабаритных характеристик.
Изготовление компенсаторного элемента с толщиной металлизационного покрытия более 0,007×10-3 м не желательно из-за возможного ухудшения, прежде всего адгезии, которая, как известно, является одной из основных характеристик металлизационного покрытия.
Технологический зазор более 0,15×10-3 м не желателен и даже не допустим, в силу отсутствия реализации указанного выше частного случая капиллярного явления и соответственно исключения поступления расплава высокотемпературного припоя в места соединения компенсаторного элемента и высокотеплопроводного основания, предусмотренные этим припоем.
Высокотемпературная пайка при температуре как ниже 650°C, так и выше 1100°C не допустима, в первом случае из-за невозможности обеспечения герметичного соединения элементов корпуса, во втором из-за возможного нарушения структуры элементов корпуса и прежде всего выводов.
Низкотемпературная пайка согласующей интегральной схемы и компенсаторного элемента при температуре выше 350°C не желательна из-за отрицательного термического воздействия на согласующую интегральную схему, могущего привести к нарушению электрических характеристик последней.
Использование слоя - прокладки низкотемпературного припоя толщиной более 0,1×10-3 м не желательно из-за возможного попадания его расплава:
во-первых, в место соединения кристалла активного элемента полупроводникового прибора и выступа высокотеплопроводного основания, могущего привести к ухудшению электрических и механических характеристик, и
во-вторых, на согласующую интегральную схему и соответственно возможного нарушения электрической целостности последней.
Итак, совокупность существенных признаков заявленного способа в полной мере реализует указанный технический результат - улучшение отвода тепла и снижение потерь СВЧ в корпусе и соответственно повышение выходной мощности полупроводникового прибора СВЧ, надежности, выхода годных и технологичности.
Изобретение поясняется чертежом.
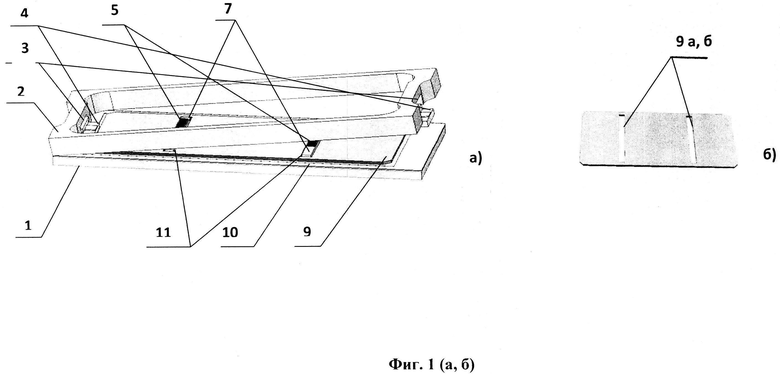
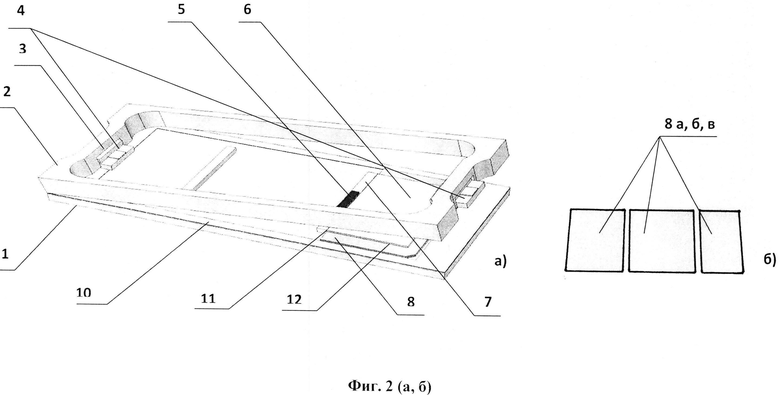
На фиг.1 (а, б) и фиг.2 (а, б) дан общий вид (изометрия) - частные случаи изготовления заявленного корпуса мощного полупроводникового прибора СВЧ (усилителя мощности СВЧ на транзисторе), а именно:
На фиг.1,а, когда рамка изготовлена с двумя пазами, высокотеплопроводное основание с двумя выступами, компенсаторный элемент - с двумя прорезями, с одной согласующей интегральной схемой, например, выполненной на диэлектрической подложке (на фиг.1,б вынесен компенсаторный элемент);
На фиг.2,а, когда рамка изготовлена с двумя пазами, высокотеплопроводное основание - с двумя выступами, компенсаторный элемент - из трех частей (на фиг.1б вынесен компенсаторный элемент).
И где:
- высокотеплопроводное основание - 1,
- рамка из пластичного металла или сплава металлов - 2 с двумя пазами - 3,
- выводы - 4,
- кристалл активного элемента - 5,
- согласующая интегральная схема - 6,
- два выступа - 7 на лицевой стороне высокотеплопроводного основания,
- компенсаторный элемент с металлизационным покрытием - 8с, двумя прорезями - 9а, б (фиг.1), либо из трех частей - 8а, б, в (фиг.2),
- высокотемпературный припой - 10,
- технологический зазор - 11,
- низкотемпературный припой - 12.
Примеры конкретного выполнения, заявленного способа изготовления корпуса мощного полупроводникового прибора СВЧ, например, усилителя мощности СВЧ, содержащего
- кристалл активного элемента 5 - мощного транзистора СВЧ КРПГ.432153.014ТУ,
- согласующую интегральную схему 6, выполненную на диэлектрической подложке из поликора, марки ВК-100 ЩеО 781.000 ТУ, имеющей температурный коэффициент линейного расширения, равный 70×10-7 1/°C, с металлизационным покрытием структурой (титан-палладий-золото), толщиной равной (0,2, 2,0, 2,0)×10-6 м соответственно, нанесенным посредством классической тонкопленочной технологии.
Пример 1
При этом предварительно:
а) определяются с материалами (металл или сплав металлов) из которых будут изготовлены элементы корпуса с учетом их температуры плавления и смачиваемости высокотемпературным припоем, а также температуры пайки последнего и определенного температурного коэффициента линейного расширения компенсаторного элемента.
Это, например,
- высокотеплопроводное основание 1 из меди марки МОб, ГОСТ 15471-77, имеющей температуру плавления 1083°C,
- компенсаторный элемент 8 из псевдосплава МД-50, ТУ 1851-001-07622667-2003, имеющего температурный коэффициент линейного расширения, равный 75×10-7 1/°C, температуру плавления - 1083°C с металлизационным покрытием,
- рамка 2 из меди марки МОб, ГОСТ 15471-77, имеющей температуру плавления 1083°C с двумя пазами 3, с выводами 4 из керамики ВК 94-1, аЯО.027.002 ТУ;
б) определяются с типом высокотемпературного припоя 10 в зависимости от температуры плавления указанных выше материалов элементов корпуса - высокотеплопроводного основания 1, рамки 2 с выводами 4 и компенсаторного элемента 8;
в) рассчитывают количество высокотемпературного припоя 10 согласно указанному выражению формулы изобретения.
В данном случае это - ПСр-72В, ТУ 48-1-329-89 с температурой пайки (780-800)°C и количеством 0,0446×10-3 кг.
Далее изготавливают, выше указанные элементы корпуса мощного полупроводникового прибора СВЧ с заданными размерами, а именно: -
- высокотеплопроводное основание 1, например, длиной и шириной, равной (18,4 и 12,0)×10-3 м, с двумя выступами 7 как указано выше из меди марки МОб в виде пластины методом фрезерования, при этом расположение выступов 7 задают параметры полупроводникового прибора СВЧ - усилителя мощности СВЧ с выходной мощностью 10 Вт,
- рамку 2 длиной и шириной, равной (18,4 и 12,0)×10-3 м соответственно из меди марки МОб в виде полосы и одновременно изготавливают два паза 3 для расположения выводов 4 (два) соответственно посредством метода фрезерования, с последующей химической очисткой поверхности рамки, обработкой в моющих растворах с использованием ультразвука и последующим отжигом в восстановительной среде,
- выводы 4, микрополосковые, посредством технологии совместного высокотемпературного обжига высокоглиноземистой керамики ВК 94-1 с тугоплавкими металлами, например молибден, вольфрам, далее выводы 4 располагают в пазы 3 рамки 2,
- компенсаторный элемент 8 в виде пластины, из псевдосплава МД-50, с толщиной, равной 0,5×10-3 м, с нанесенным на него металлизационным покрытием никеля толщиной не более 0,007×10-3 м гальваническим методом, с двумя прорезями 9 а, 6 при этом последние изготовлены с обеспечением сопряжения с выступами 7 высокотеплопроводного основания 1.
Далее осуществляют совмещение рамки 2 с выводами 4 и высокотеплопроводного основания 1 с помощью технологической оснастки.
Располагают высокотемпературный припой ПСр-72В, при этом только между высокотеплопроводным основанием 1 и рамкой 2 с выводами 4, его конфигурация должна повторять конфигурацию рамки с выводами.
Далее располагают компенсаторный элемент 8 на лицевой стороне высокотеплопроводного основания 1, при этом совмещая две прорези 9 а, 6 с двумя выступами 7 высокотеплопроводного основания соответственно с технологическим зазором 11 не более 0,075×10-3 м.
Далее осуществляют одновременно герметичное соединение рамки 2 с выводами 4 и высокотеплопроводного основания 1, компенсаторного элемента 8 и высокотеплопроводного основания 1 высокотемпературной пайкой при температуре 780-800°С.
На выступы 7 высокотеплопроводного основания 1 располагают кристаллы активных элементов 5 - указанного выше мощного полевого транзистора СВЧ, на одном четыре на другом - один.
Далее на компенсаторный элемент 8 располагают через прокладку низкотемпературного припоя 12 ПЗлОл 78,5 ТУ 48-1-385-90 толщиной не более 0,1×10-3 м одну согласующую интегральную схему 6, выполненную, например, на диэлектрической подложке с последующим соединением их низкотемпературной пайкой при температуре 330-350°C (фиг.1).
Либо когда рамка изготовлена с двумя пазами, высокотеплопроводное основание - с двумя выступами, компенсаторный элемент - из трех частей 8а, б, в и три согласующие интегральные схемы 6а, б, в соответственно (фиг.2).
С последующим соединением их (в обоих частных случаях) пайкой при температуре 330-350°C.
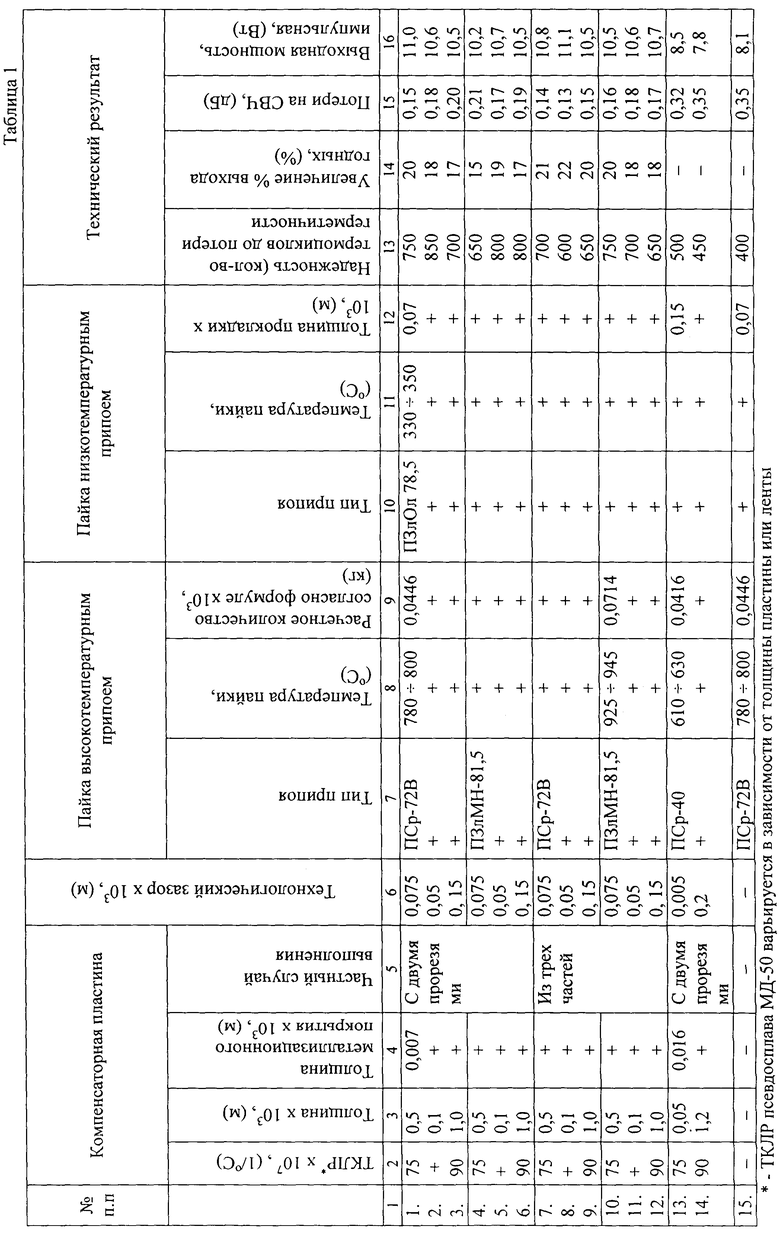
Примеры 2-15
Аналогично примеру 1 были изготовлены корпуса мощного полупроводникового прибора СВЧ, но
- при иных значениях толщины компенсаторного элемента 8 и
- с компенсаторным элементом 8, изготовленным из трех частей (фиг.2),
- иным как типом, так и количеством соответствующего высокотемпературного припоя 10 и соответственно иной температурой высокотемпературной пайки рамки 2 с выводами 4 и высокотеплопроводного основания 1, компенсаторного элемента 8 и высокотеплопроводного основания 1, (в пределах значений технологических параметров, указанных в формуле изобретения (примеры 2-12),
а так же когда значения технологических параметров выходят за пределы, указанные в формуле изобретения (примеры 13-14):
- толщиной металлизационного покрытия компенсаторного элемента 8 (более 0,007×10-3 м),
- упомянутым технологическим зазором 11 (более 0,15×10-3 м),
- толщиной слоя - прокладки низкотемпературного припоя 12 (более 0,1×10-3 м).
Прототип - (пример 15)
Изготовленные образцы корпусов мощных полупроводниковых приборов СВЧ были:
а) испытаны на предмет надежности и определения выхода годных.
Оценку надежности корпусов в данном случае проводили методом термоциклирования при определенном режиме согласно ОСТ 11 332.702-89 и дополнительных термоциклов по режиму «Приложения», таблица 1, до потери ими герметичности.
б) измерены потери СВЧ и выходная мощность при расположении в данных корпусах кристаллов активного элемента, указанного выше мощного полевого транзистора СВЧ и диэлектрических подложек согласующих схем.
Данные сведены в таблицу 1.
Как видно из таблицы 1:
во-первых,
- образцы корпусов полупроводниковых приборов СВЧ, изготовленные согласно, заявленному способу выдержали указанный режим термоциклирования (примеры 1-12) в отличие от образцов, изготовленных в случае, когда технологические параметры выходят за пределы, указанные в формуле изобретения (примеры 13-14),
- надежность и выход годных увеличены примерно в два раза и на двадцать процентов соответственно по сравнению с образцом, изготовленным по способу прототипа (пример 15).
во-вторых,
- потери СВЧ снижены примерно на 0,2 дБ в рабочей полосе частот 2-10 ГГц.
- выходная мощность увеличена примерно на 25 процентов.
Таким образом, заявленный способ изготовления корпуса мощного полупроводникового прибора СВЧ по сравнению с прототипом обеспечит:
во-первых, повышение выходной мощности примерно на 25 процентов путем улучшения отвода тепла и снижения потерь СВЧ,
во-вторых, повышение надежности примерно в два раза и выхода годных на двадцать процентов.
Источники информации
1. Патент РФ №1716925, МПК H01L 23/48, приоритет 12.01.1990, опубл. 01.09. 1995.
2. Патент РФ №2012172, МПК Н05К 5/06, приоритет 23.05.1989, опубл. 30.04.1994.
3. Colloq. Microwave Packag., London, 14 Apr. 1986, Electron. Div, PGE12. London, 1986, 7/1-7/6 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОРПУС ДЛЯ ПОЛУПРОВОДНИКОВОГО ПРИБОРА СВЧ | 2015 |
|
RU2579544C1 |
| Металлокерамический корпус силового полупроводникового модуля на основе высокотеплопроводной керамики и способ его изготовления | 2018 |
|
RU2688035C1 |
| КОРПУС МОЩНОЙ ГИБРИДНОЙ СВЧ ИНТЕГРАЛЬНОЙ СХЕМЫ | 2017 |
|
RU2659304C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА ДЛЯ ПОЛУПРОВОДНИКОВОГО ПРИБОРА СВЧ | 2007 |
|
RU2345444C1 |
| КОРПУС ДЛЯ ПОЛУПРОВОДНИКОВОГО ПРИБОРА СВЧ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2351037C1 |
| Мощная гибридная интегральная схема СВЧ-диапазона | 2023 |
|
RU2817537C1 |
| ИНТЕГРАЛЬНАЯ СХЕМА СВЧ | 2020 |
|
RU2803110C2 |
| ОКНО ВВОДА И/ИЛИ ВЫВОДА ЭНЕРГИИ СВЧ | 2006 |
|
RU2313865C1 |
| Корпус СВЧ для изделия полупроводниковой электронной техники СВЧ | 2020 |
|
RU2749572C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОЩНОЙ ГИБРИДНОЙ ИНТЕГРАЛЬНОЙ СХЕМЫ СВЧ-ДИАПАЗОНА | 2013 |
|
RU2521222C1 |
Изобретение относится к электронной технике. Способ изготовления корпуса мощного полупроводникового прибора СВЧ включает изготовление высокотеплопроводного основания и рамки из металла или сплава металлов, изготовление выводов, совмещение рамки с выводами и высокотеплопроводного основания, герметичное соединение их высокотемпературной пайкой, последующее расположение в корпусе, по меньшей мере, одного кристалла активного элемента и, по меньшей мере, одной согласующей интегральной схемы, по меньшей мере, одного полупроводникового прибора и соединение их низкотемпературной пайкой. Высокотеплопроводное основание изготавливают, по меньшей мере, с одним выступом на его лицевой стороне, дополнительно изготавливают компенсаторный элемент из металла или сплава металлов с заданным температурным коэффициентом линейного расширения. При совмещении рамки с выводами и высокотеплопроводного основания высокотемпературный припой располагают только между высокотеплопроводным основанием и рамкой с выводами, а упомянутое герметичное соединение осуществляют одновременно с соединением компенсаторного элемента с высокотеплопроводным основанием при температуре 650-1100°C. Технический результат - улучшение отвода тепла и снижение потерь СВЧ в корпусе и соответственно повышение выходной мощности полупроводникового прибора СВЧ, повышение надежности, выхода годных и технологичности. 7 з.п. ф-лы, 2 ил., 1 табл.
1. Способ изготовления корпуса мощного полупроводникового прибора СВЧ, включающий изготовление высокотеплопроводного основания и рамки из металла или сплава металлов, последней, по меньшей мере, с одним пазом для расположения выводов, изготовление выводов, совмещение рамки с выводами и высокотеплопроводного основания, герметичное соединение их высокотемпературной пайкой, при этом элементы корпуса изготавливают с заданными размерами, последующее расположение в корпусе, по меньшей мере, одного кристалла активного элемента и, по меньшей мере, одной согласующей интегральной схемы, по меньшей мере, одного полупроводникового прибора и соединение их низкотемпературной пайкой, отличающийся тем, что высокотеплопроводное основание изготавливают, по меньшей мере, с одним выступом на его лицевой стороне, дополнительно изготавливают компенсаторный элемент из металла или сплава металлов с заданным температурным коэффициентом линейного расширения толщиной, равной (0,1-1)·10-3 м, с металлизационным покрытием толщиной не более 0,007·10-3 м, обеспечивающим высокую смачиваемость и адгезию, по меньшей мере, с одной прорезью либо, по меньшей мере, из двух частей, при этом прорезь либо линия соединения двух частей компенсаторного элемента изготовлены с обеспечением сопряжения с выступом высокотеплопроводного основания, а при совмещении рамки с выводами и высокотеплопроводного основания высокотемпературный припой располагают только между высокотеплопроводным основанием и рамкой с выводами и при этом заданного количества, конфигурация высокотемпературного припоя повторяет конфигурацию рамки с выводами, а перед упомянутым герметичным соединением на лицевой стороне высокотеплопроводного основания располагают упомянутый комненсаторный элемент, при этом предусматривающее совмещение его прорези либо частей с выступом высокотеплопроводного основания с технологическим зазором не более 0,15·10-3 м, а упомянутое герметичное соединение осуществляют одновременно с соединением компенсаторного элемента с высокотеплопроводным основанием при температуре 650-1100°C одним и тем же высокотемпературным припоем и в зависимости от температуры плавления и смачиваемости материала элементов корпуса, а располагают кристалл активного элемента полупроводникового прибора на выступе высокотеплопроводного основания, а согласующую интегральную схему - на компенсаторном элементе, при этом расположение выступа, равно как и кристалла активного элемента задают параметры полупроводникового прибора, при этом температурный коэффициент линейного расширения компенсаторного элемента и количество высокотемпературного припоя определяют из выражений:
0,9·ТКЛРс.и.с.<ТКЛРк.э.<1,1·ТКЛРс.и.с.,
где ТКЛРс.и.с. - температурный коэффициент линейного расширения согласующей интегральной схемы, 1/°C,
ТКЛРк.э. - температурный коэффициент линейного расширения компенсаторного элемента, 1/°C, и
где m - количество высокотемпературного припоя, кг,
Sпр. - площадь высокотемпературного припоя, м2,
Sк.э. - площадь компенсаторного элемента, м2,
К - коэффициент, равный 1,77×103,
L - длина корпуса мощного полупроводникового прибора, м,
H - ширина корпуса мощного полупроводникового прибора, м,
δ - толщина высокотемпературного припоя, м,
ρ - плотность высокотемпературного припоя, кг/м3.
2. Способ изготовления корпуса мощного полупроводникового прибора СВЧ по п.1, отличающийся тем, что компенсаторный элемент изготавливают, например, в виде пластины, при этом металл или сплав металлов берут в виде ленты толщиной, равной толщине компенсаторного элемента.
3. Способ изготовления корпуса мощного полупроводникового прибора СВЧ по п.1, отличающийся тем, что металлизационное покрытие компенсаторного элемента выполнено, например, из никеля либо системы металлов никель-медь-серебро, например, гальваническим методом, при этом оно выполнено либо по всей поверхности компенсаторного элемента, либо за исключением торцевых поверхностей и сопрягающихся с выступом высокотеплопроводного основания.
4. Способ изготовления корпуса мощного полупроводникового прибора СВЧ по п.1, отличающийся тем, что при соединении кристалла активного элемента и согласующей интегральной схемы полупроводникового прибора низкотемпературный припой берут в виде слоя-прокладки толщиной не более 0,1·10-3 м, а пайку осуществляют при температуре не выше 350°C.
5. Способ изготовления корпуса мощного полупроводникового прибора СВЧ по п.1, отличающийся тем, что полупроводниковый прибор представляет собой интегральную схему СВЧ, например усилителя мощности СВЧ, либо любую преобразовательную схему СВЧ.
6. Способ изготовления корпуса мощного полупроводникового прибора СВЧ по п.1, отличающийся тем, что в случае изготовления компенсаторного элемента, по меньшей мере, с одной прорезью число последних равно числу выступов высокотеплопроводного основания.
7. Способ изготовления корпуса мощного полупроводникового прибора СВЧ по п.1, отличающийся тем, что в случае изготовления компенсаторного элемента, по меньшей мере, из двух частей число упомянутых частей равно числу согласующих интегральных схем.
8. Способ изготовления корпуса мощного полупроводникового прибора СВЧ по п.1, отличающийся тем, что согласующая интегральная схема выполнена, например, на диэлектрической подложке.
| Colloq | |||
| Microwave Packag, London, 14 apr, 1986, Lleclron | |||
| Div | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| КОРПУС ДЛЯ ПОЛУПРОВОДНИКОВОГО ПРИБОРА СВЧ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2351037C1 |
| ГЕРМЕТИЧНЫЙ КОРПУС ДЛЯ ИНТЕГРАЛЬНОЙ СХЕМЫ СВЧ | 1989 |
|
RU2012172C1 |
| СПОСОБ ОПТИМИЗАЦИИ ЧАСТОТНО-АДАПТИВНОЙ АТРИОВЕНТРИКУЛЯРНОЙ ЗАДЕРЖКИ В ДВУХКАМЕРНЫХ ЭЛЕКТРОКАРДИОСТИМУЛЯТОРАХ | 2007 |
|
RU2355444C1 |
| RU 1716925 C, 09.01.1995 | |||
| US 7863090 B2, 04.01.2001 | |||
| US 7902654 B2, 08.03.2011. | |||

