Изобретение относится к электронной технике, а именно к металлокерамическим корпусам для полупроводниковых приборов СВЧ.
Корпус для полупроводниковых приборов СВЧ и особенно для мощных должен отвечать следующим требованиям:
- обеспечение надежной защиты от воздействия внешних климатических факторов,
- высокая надежность, как электрическая, так и механическая,
- обеспечение хорошего отвода тепла от полупроводникового прибора СВЧ,
- минимальные массогабаритные характеристики.
Известен способ изготовления металлокерамического корпуса для интегральной микросхемы, заключающийся в изготовлении основания из керамического материала с металлизированными площадками и выводной рамки из железо-никелевого сплава [1]. Нанесение на выводную рамку металлического покрытия в виде никеля холодным плакированием со стороны, обращенной к металлизированным площадкам основания. Совмещение выводов рамки с металлизированными площадками основания и соединение их пайкой медно-серебряным припоем. При этом толщина металлического покрытия составляет 5-15% от толщины выводов выводной рамки.
Недостатком данного способа является недостаточно эффективный отвод тепла, связанный с конструктивным ограничением использования материалов с низкой теплопроводностью и, следовательно, ограничение полезной мощности СВЧ-прибора.
Корпус, изготовленный данным способом, применим только для маломощных интегральных микросхем СВЧ.
Известен способ изготовления корпуса для СВЧ интегральной схемы, включающий изготовление:
- высокотеплопроводного основания из металла или сплава металлов,
- рамки из пластичного магнитного металла или сплава металлов механической обработкой:
а) либо фрезерованием из массивной заготовки - преимущественно используют при мелкосерийном производстве,
б) либо из листовой заготовки с использованием многопрофильных штампов - при массовом производстве,
с последующим нанесением на рамку металлического покрытия в виде никеля гальваническим методом;
при этом рамка изготавливается цельной;
- металлокерамических выводов, посредством нанесения на двухслойную керамику из оксида алюминия металлизации на основе молибдена или вольфрама известным способом,
при этом упомянутые элементы изготавливаются с заданными размерами;
- совмещение рамки с металлокерамическими выводами и металлическим основанием с помощью технологической оснастки,
- с последующим соединением их пайкой твердым припоем на основе серебра и меди [2] - прототип.
Данный способ в отличие от способа аналога позволяет изготавливать корпуса и для мощных полупроводниковых приборов СВЧ благодаря возможности применения высокотеплопроводных материалов для основания корпуса, а также получить более надежный корпус с точки зрения его герметичности и, следовательно, более высокий выход годных.
Однако он не обеспечивает:
во-первых, необходимую точность получения геометрических размеров рамки и их воспроизводимость без использования прецизионного оборудования, что приводит к снижению надежности корпуса в целом и выхода годных.
А также имеет место сложность технологии изготовления.
Кроме того, даже при незначительных изменениях размеров элементов корпуса требуется каждый раз новая технологическая оснастка для изготовления элементов корпуса, что снижает технологичность и увеличивает трудоемкость изготовления.
Кроме того, имеет место большой расход и значительные отходы используемого материала.
Следует отметить, что материалы электронной техники являются стратегическими материалами.
Техническим результатом предлагаемого изобретения является повышение надежности, выхода годных, технологичности, снижение трудоемкости изготовления, экономия используемого материала.
Все указанное преимущественно имеет место при мелкосерийном производстве.
Технический результат достигается тем, что в известном способе изготовления корпуса для полупроводникового прибора СВЧ, включающем изготовление высокотеплопроводного основания из металла или сплава металлов, рамки из пластичного магнитного металла или сплава металлов, по меньшей мере, с одним пазом для расположения металлокерамических выводов, и металлическим покрытием, изготовление металлокерамических выводов, при этом упомянутые элементы изготавливают с заданными размерами, совмещение рамки с металлокерамическими выводами и основанием известным способом с последующим соединением их пайкой твердым припоем.
При этом
- при изготовлении рамки упомянутый металл или сплав металлов берут в виде ленты заданной толщины,
- изготавливают из нее заготовки частей рамки длиной, равной половине периметра рамки известным способом,
- из которых изготавливают части рамки заданной высоты, с толщиной стенки, равной толщине ленты, по меньшей мере, с одним пазом для расположения металлокерамических выводов обработкой давлением;
- проводят механическую доводку размера частей рамки по высоте групповым методом посредством шлифования их на магнитной плите,
- осуществляют очистку поверхности частей рамки,
- а металлическое покрытие наносят на поверхность частей рамки в виде меди толщиной 10-100 мкм высаживанием из раствора,
- осуществляют сборку рамки посредством осесимметричного соединения двух ее частей с последующей их пайкой посредством упомянутого металлического покрытия в виде меди.
А соединение рамки с металлокерамическими выводами и основанием выполнено герметичным твердым припоем с температурой плавления 700-1000°С.
Заготовки частей рамки указанного размера могут быть изготовлены по ширине либо по длине ленты.
Изготовление корпуса предложенным способом, а именно:
- изготовление рамки из пластичного, магнитного металла или сплава металлов составной из двух равных осесимметричных частей из ленты заданной толщины в совокупности с последующей механической доводкой размера частей рамки по высоте групповым методом посредством шлифования их на магнитной плите позволит:
во-первых, повысить надежность корпуса и выход годных благодаря:
а) увеличению точности изготовления геометрических размеров рамки за счет использования простого и выполненного с достаточной точностью оборудования типа штампа и оснастки к нему,
б) повышению воспроизводимости их изготовления;
во-вторых, одновременно повысить технологичность и снизить трудоемкость изготовления вследствие исключения трудоемких фрезерных операций и необходимости использования при изготовлении рамки сложной прецизионной техники;
в-третьих, экономить используемые материалы благодаря практически безотходному производству.
Металлическое покрытие, выполненное в виде меди позволит:
во-первых, повысить технологичность способа благодаря использованию этого металлического покрытия по двум выполняемым функциям:
первая - традиционная, в качестве адгезионного слоя при пайке рамки с металлокерамическими выводами и металлическим основанием,
вторая - в качестве припоя при пайке частей рамки;
во-вторых, повысить надежность корпуса и выход годных:
а) благодаря исключению возможности нарушения геометрических размеров за счет увеличения вязкости припоя непосредственно в процессе пайки и тем самым обеспечения оптимальных процессов смачиваемости и растекания твердого припоя и локализации его только в области соединений рамки с металлокерамическими выводами и основанием;
последнее стало возможным благодаря сочетанию твердого припоя с металлическим покрытием, выполненным в виде меди, так как при этом твердый припой, растекаясь по металлическому покрытию в виде меди, растворяет медь и изменяет свой количественный состав с точки зрения увеличения содержания меди, что приводит к увеличению вязкости твердого припоя и, следовательно, как было сказано выше, обеспечению оптимальных смачиваемости и растеканию его в процессе пайки;
б) возможности увеличения допустимого технического зазора в указанном соединении и тем самым снижения термомеханических напряжений.
Кроме того, медь, являясь высокотеплопроводным материалом, обеспечит хороший отвод тепла от полупроводникового прибора СВЧ в корпусе, изготовленном предлагаемым способом, и тем самым увеличение полезной мощности СВЧ.
Толщина металлического покрытия в виде меди - менее 10 мкм ограничена минимально необходимым количеством припоя при пайке частей рамки, а более 100 мкм приводит при пайке частей рамки к избытку расплава припоя и его неконтролируемому растеканию и, как следствие, нарушению геометрических размеров рамки и корпуса в целом и, следовательно, снижению надежности и выхода годных.
Соединение рамки с металлокерамическими выводами и металлическим основанием твердым припоем с температурой плавления ниже 700°С не желательно, так как твердые припои с указанной температурой плавления не обеспечивают надежную пайку корпуса для полупроводникового прибора СВЧ, а выше 1000°С ограничено температурой плавления меди - материала металлического покрытия.
Изобретение поясняется чертежом.
Фиг.1 (а, б, в) иллюстрируют отдельные операции предложенного способа изготовления корпуса для полупроводникового прибора СВЧ.
На фиг.1а изображена лента, выполненная из металла или сплава металлов с заданной толщиной D и шириной S.
На фиг.1б изображены заготовки частей рамки длиной L, равной половине периметра рамки.
На фиг.1в изображены части рамки заданной высотой Н, с толщиной стенки, равной толщине ленты D, и с пазом для расположения металлокерамических выводов 1.
Пример 1. Рассмотрим пример изготовления корпуса для транзистора СВЧ.
Изготавливают металлическое основание заданного размера, например длиной и шириной, равной 20 и 12 мм соответственно, из меди марки МОб в виде пластины фрезерованием.
Изготавливают рамку заданного размера, например длиной и шириной 18 и 12 мм соответственно.
Части рамки изготавливают, например, по ширине ленты S.
Для этого:
- берут пластичный магнитный сплав типа сталь 10 в виде ленты толщиной D, равной 1 мм, и шириной S, равной длине заготовки рамки L, например 30 мм,
- изготавливают из нее заготовки частей рамки длиной L, равной половине периметра рамки, и равной, как указано выше, 30 мм,
- из которых изготавливают части рамки высотой Н, равной 2 мм, с толщиной стенки, равной толщине ленты D - 1 мм, и одновременно изготавливают паз 1 для расположения металлокерамических выводов обработкой давлением, например штампом,
- проводят механическую доводку размера частей рамки по высоте Н посредством шлифования их на магнитной плите групповым методом,
- осуществляют очистку поверхности частей рамки, например, обработкой в моющих растворах с использованием ультразвука,
- наносят на поверхность частей рамки металлическое покрытие в виде меди толщиной 60 мкм, например, гальваническим методом,
- осуществляют сборку рамки посредством осесимметричного соединения двух ее частей с последующей их пайкой упомянутого металлического покрытия в виде меди.
Изготавливают двухслойные металлокерамические выводы заданного размера, например 3×2×2,5 мм.
Для этого берут пластифицированную керамическую ленту из алюмооксидного материала марки ВК-94-1, на которую наносят трафаретной печатью проводящее покрытие из вольфрама. Далее осуществляют соединение двух упомянутых слоев посредством приложения давления с последующим обжигом в защитной среде при температуре 1600-1650°С. Далее наносят никель толщиной Н3 гальваническим методом.
Осуществляют совмещение рамки с металлокерамическими выводами и металлическим основанием, например, с помощью технологической оснастки и далее соединяют их пайкой твердым припоем ПСр-72В.
Примеры 2-5.
Аналогично примеру 1 были изготовлены корпуса, но при других значениях толщины металлического покрытия в виде меди и температуры пайки соединения рамки с металлокерамическими выводами и металлическим основанием, что соответствует температуре пайки соответствующего твердого припоя.
Изготовленные образцы корпусов для полупроводниковых приборов СВЧ были испытаны на предмет надежности и определения выхода годных.
Оценку надежности корпусов в данном случае проводили методом термоциклирования при определенном режиме согласно ОСТ 11 332.702-89 и дополнительных термоциклов по режиму «Приложения», таблица 1, до потери ими герметичности.
Данные сведены в таблицу.
Как видно из таблицы:
корпуса для полупроводниковых приборов СВЧ, изготовленные по предложенному способу, в том числе с толщиной металлического покрытия в виде меди, указанной в формуле изобретения, и соединением рамки с металлокерамическими выводами и основанием твердым припоем с соответствующей температурой плавления, выдержали указанный режим термоциклирования (примеры 1-3) в отличие от корпусов, изготовленных, когда указанные параметры выходят за пределы, указанные в формуле изобретения (примеры 4-5).
Как видно из таблицы, надежность и выход годных образцов корпусов для полупроводниковых приборов СВЧ, изготовленных предлагаемым способом, увеличены до двух раз и двадцати процентов соответственно по сравнению с образцом, изготовленным по способу прототипа.
Таким образом, предложенный способ изготовления корпуса для полупроводникового прибора СВЧ по сравнению с прототипом позволит повысить надежность, выход годных, технологичность, снизить трудоемкость изготовления, экономить используемые материалы.
Следует особенно отметить простоту необходимых и достаточных операций для изготовления рамки в предлагаемом способе, обеспечивающих, в том числе, указанный технический результат.
Более того, корпус, изготовленный предложенным способом, обеспечит хороший отвод тепла от полупроводникового прибора и тем самым увеличение полезной мощности СВЧ.
Источники информации
1. Патент РФ №1716925, МПК H01L 23/48, опубл. 1995.01.09.
2. Colloq. Microwave Packag., London, 14 Apr. 1986. Electron. Div, PGE12. London, 1986, 7/1-7/6.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА МОЩНОГО ПОЛУПРОВОДНИКОВОГО ПРИБОРА СВЧ | 2012 |
|
RU2494494C1 |
| Металлокерамический корпус силового полупроводникового модуля на основе высокотеплопроводной керамики и способ его изготовления | 2018 |
|
RU2688035C1 |
| КОРПУС ДЛЯ ПОЛУПРОВОДНИКОВОГО ПРИБОРА СВЧ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2351037C1 |
| КОРПУС ДЛЯ ПОЛУПРОВОДНИКОВОГО ПРИБОРА СВЧ | 2015 |
|
RU2579544C1 |
| ОКНО ВВОДА И/ИЛИ ВЫВОДА ЭНЕРГИИ СВЧ | 2006 |
|
RU2313865C1 |
| КОРПУС БЕСПОТЕНЦИАЛЬНОГО СИЛОВОГО МОДУЛЯ | 2020 |
|
RU2740028C1 |
| Способ изготовления керамических плат для СВЧ монолитных интегральных схем | 2022 |
|
RU2803667C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО ОСНОВАНИЯ С ТОНКОПЛЁНОЧНЫМИ МИКРОПОЛОСКОВЫМИ ЭЛЕМЕНТАМИ | 2019 |
|
RU2732485C1 |
| КОРПУС ПОЛУПРОВОДНИКОВОГО ПРИБОРА | 2009 |
|
RU2405229C2 |
| КОРПУС МОЩНОЙ ГИБРИДНОЙ СВЧ ИНТЕГРАЛЬНОЙ СХЕМЫ | 2017 |
|
RU2659304C1 |
Изобретение относится к электронной технике, а именно к металлокерамическим корпусам для полупроводниковых приборов СВЧ. Сущность изобретения: в способе изготовления корпуса для полупроводникового прибора СВЧ при изготовлении рамки металл или сплав металлов берут в виде ленты заданной толщины, изготавливают из нее заготовки частей рамки длиной, равной половине периметра рамки, из которых изготавливают части рамки заданной высотой, с толщиной стенки, равной толщине ленты, и, по меньшей мере, с одним пазом для расположения металлокерамических выводов обработкой давлением, проводят механическую доводку размера частей рамки по высоте групповым методом посредством шлифования их на магнитной плите, осуществляют очистку поверхности частей рамки, а металлическое покрытие наносят на поверхность частей рамки в виде меди толщиной 10-100 мкм высаживанием из раствора, осуществляют сборку рамки посредством осесимметричного соединения двух ее частей с последующей их пайкой посредством упомянутого металлического покрытия в виде меди, а соединение рамки с металлокерамическими выводами и основанием выполняют герметичным, твердым припоем с температурой плавления 700-1000°С. Технический результат - повышение надежности, выхода годных, технологичности, снижение трудоемкости изготовления, экономия используемого материала. 1 з.п. ф-лы, 1 ил., 1 табл.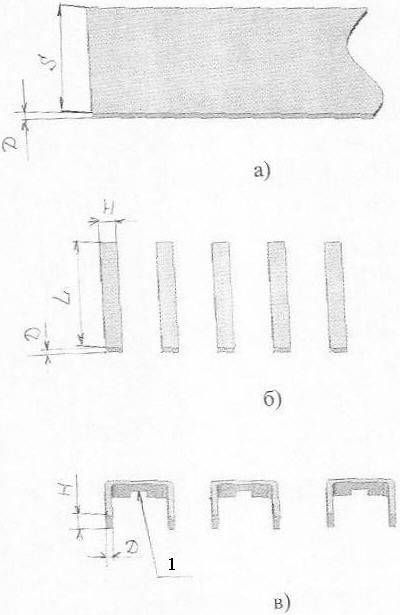
| Colloq | |||
| Microwave Packag., London, 14 Apr | |||
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
| Div., PGE 12, 1986, 7/1-7/6 | |||
| RU 1716925 C, 09.01.1995 | |||
| Герметичный корпус для микроэлектронного прибора | 1991 |
|
SU1812581A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА МИКРОСХЕМЫ | 1991 |
|
RU2034368C1 |
| КОРПУС ИНТЕГРАЛЬНОЙ СХЕМЫ СВЧ-ДИАПАЗОНА | 1992 |
|
RU2079931C1 |
| KR 100205353 B, 01.07.1999 | |||
| US 5633206 A, 27.05.1997 | |||
| US 5208188 A, 04.05.1993. | |||

