ОБЛАСТЬ ТЕХНИКИ
Предлагаемое изобретение относится к области производства алюминия при помощи «огневого электролиза». Говоря более конкретно, это изобретение относится к способу, позволяющему обеспечить удаление металлических втулок, закрепленных на основаниях анодных стержней, с целью повторного использования стержней после их очистки и возвращения в технологический цикл материала удаленных втулок.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Алюминий производится в промышленных масштабах при помощи огневого электролиза, то есть при помощи электролиза окиси алюминия, находящегося в растворе в ванне расплавленного криолита, называемой ванной электролита, в соответствии со способом Холла-Херульта. Эта ванна электролита размещается в электролизных баках, которые имеют в своем составе стальной корпус, покрытый изнутри огнеупорными и/или изоляционными материалами, и катодную сборку, располагающуюся в донной части бака. При этом аноды, изготовленные обычно из углеродсодержащих материалов, закрепляются на верхней конструкции, снабженной средствами, которые обеспечивают возможность перемещения анодов в вертикальном направлении, причем аноды постепенно расходуются во время процесса электролиза. Сборка, образованная собственно электролизным баком, его анодами и ванной электролита, носит название электролизной ячейки.
Аноды содержат стержень из проводящего металла, связанный с устройством закрепления на верхней конструкции и с устройством электрического соединения, и блок, изготовленный из углеродсодержащего материала, который образует корпус этого анода и который погружается внутрь ванны электролита. При этом связь между анодным стержнем и корпусом, изготовленным из углеродсодержащего материала, осуществляется посредством промежуточного основания, обычно изготовленного из стали, жестко связанного с основой стержня и обычно имеющего форму перевернутого канделябра, причем каждая ветвь этого канделябра связана с цилиндрическим концом, ось которого является параллельной стержню, и который называют "круглым электродом". Обычно эти круглые электроды вводятся внутрь выемок, реализованных на верхней поверхности блока, изготовленного из углеродсодержащего материала, и зазоры, существующие между этими круглыми электродами и расточками, заполняются путем заливки расплавленного металла, обычно представляющего собой чугун. Реализованные таким образом металлические муфты, называемые также "металлическими стаканами", позволяют обеспечить удовлетворительное механическое зацепление и удовлетворительную электрическую связь между стержнем и блоком, изготовленным из углеродсодержащего материала.
В процессе функционирования электролизная технологическая установка требует регулярной замены анодов, которые полностью расходуются по длине в процессе производства алюминия. Регенерация использованного анода представляет собой императивную в экономическом отношении операцию, которая состоит в удалении остатков охлажденной ванны электролита, оказавшихся прилипшими к остатку анода (то есть к оставшейся неизрасходованной части углеродсодержащего блока), в последующем удалении этого остатка анода и металлических стаканов для их последующего возвращения в технологический цикл, и, наконец, в очистке и выпрямлении, в случае необходимости, сборки, образованной стержнем и основанием анода, с целью их соединения с новым блоком, изготовленным из углеродсодержащего материала, и получения, таким образом, нового анода. С другой стороны, некоторые новые аноды (обычно составляющие от 1% до 2% от общего их числа) могут иметь дефекты, например, наличие трещин на углеродсодержащем блоке, такие, при наличии которых они должны быть отбракованы для того, чтобы быть непосредственно возвращенными в цикл восстановления, вместе с использованными анодами, без их введения в ячейки электролиза.
Остатки анодов и металлические стаканы до настоящего времени удалялись при помощи съемников, причем анод удерживался в вертикальном положении. При этом основания анодов более или менее непосредственно подвергались воздействию усилий со стороны съемников, вследствие чего срок их службы оказывался весьма коротким.
Съемники являются в целом специализированными: те из них, которые предназначены для удаления оставшихся блоков, называются "устройствами отсоединения", а те устройства, которые предназначены для удаления металлических стаканов, называются "устройствами для освобождения от чугуна". Некоторые устройства, называемые "устройствами отсоединения и освобождения от чугуна", позволяют за одно движение осуществить отсоединение, а затем и освобождение от чугуна.
На практике, по соображениям возникающих при выполнении этой операции усилий, устройства для освобождения от чугуна реализуют удаление только одного металлического стакана за одну операцию. Например, в германской патентной заявке DE 44 10 599 описано устройство, позволяющее реализовать отсоединение и освобождения от чугуна вокруг каждого круглого электрода основания анода: зажим закрывается таким образом, чтобы частично охватить круглый электрод, не касаясь его, причем нижняя его сторона служит осевым упором, противодействующим движению металлического стакана, увлекаемого, под действием круглого электрода, при помощи пуансона. Упорное устройство и пуансон являются подвижными по отношению к круглому электроду и могут перемещаться навстречу друг другу при помощи приводного механизма. Благодаря выемке, которая выполнена в упорном устройстве, и которая охватывает круглый электрод с диаметром, несколько превышающим диаметр металлического стакана, пуансон сначала дробит анодный остаток, удаляет осколки этого анодного остатка, а затем деформирует и отрывает металлические стаканы. Такое устройство для освобождения от чугуна, связанное или не связанное с устройством разъединения, представляет преимущество, которое состоит в том, что анодный стержень затрагивается лишь локально, причем усилия, возникающие при освобождении от оболочки, воспринимаются непосредственно верхней частью зажима, которая выполняет функцию контрупора. Зато это устройство, являющееся особенно громоздким, имеет возможность работать только на одном круглом электроде, что представляет собой недостаток, состоящий в необходимости затраты значительного времени для полного освобождения анодного стержня.
Несколько патентных документов из известного уровня техники описывают несколько менее громоздкие устройства, работающие одновременно на нескольких круглых электродах.
Во французском патенте FR 2 718 989, а также в американском патенте US 5 733 423, предлагается устройство для освобождения от чугуна, снабженное несколькими устройствами приведения в движение кручения, воздействующими одновременно на каждый металлический стакан. В соответствии с этим техническим решением замена пуансонов с перемещением в осевом направлении с помощью устройств приведения в движение путем кручения заставляет разделять операции отсоединения и освобождения от чугуна, то есть специфическим образом использовать специализированное устройство для отсоединения, а затем использовать специализированную устройство для освобождения от чугуна. С другой стороны, при этом не устраняется опасность повреждения оснований анодов, хотя и изменяется природа этой опасности: крутящий момент передается в хрупкую зону круглого электрода, где этот круглый электрод присоединяется при помощи сварки к поперечной ветви.
В патенте US 5 956 842 описано устройство разъединения и освобождения от чугуна с пуансонами вертикального перемещения, связанными с осевыми упорами. Здесь речь идет о заостренных пуансонах, размещенных под круглыми электродами и на одной линии с ними, имеющих диаметр, меньший, чем диаметр этих круглых электродов, и действующих в направлении вверх. В процессе подъема пуансонов, они, прежде всего, встречают на своем пути остаток анода, а затем, после отделения, нижнюю поверхность круглых электродов, таким образом, чтобы, поскольку верхняя поверхность металлических стаканов является заблокированной при помощи упорной стенки, эти металлические стаканы деформировались и отрывались от круглых электродов, оставаясь при этом захваченными этими заостренными пуансонами. Упорная стенка образована нижней поверхностью зажимов, которые закрываются индивидуально вокруг каждого круглого электрода, не касаясь его. Недостаток, характерный для этого технического решения, заключается в относительно большой величине усилия, которое необходимо приложить для реализации одновременного освобождения сборки круглых электродов от чугуна. С другой стороны, зажимы сами опираются на общую пластину и восприятие усилий освобождения от оболочки действительно не является индивидуализированным таким образом, что основание анода остается чувствительным к разбалансированию механических напряжений, которое является следствием несовершенства симметричности геометрии основания анода.
Кроме того, устройство отсоединения и освобождения от чугуна, предложенное заявителем в заявке FR 2 894 988 на французский патент, представляет зажимные губки, которые закрываются индивидуально вокруг каждого круглого электрода таким образом, чтобы упорная стенка препятствовала движению подъема металлических стаканов, увлекаемых пуансонами посредством круглых электродов. Индивидуальное восприятие усилий освобождения от оболочки позволяет бережно обращаться с основаниями анодов, но здесь также необходимо прикладывать значительные усилия для реализации одновременного освобождения от чугуна сборки круглых электродов.
В публикации международной патентной заявки WO01/57291 речь идет о хорошо известной проблеме геометрического несовершенства анодных стержней, часто используемых и восстанавливаемых для их возвращения в технологический цикл в электролизном цехе: их поперечные стойки в большей или меньшей степени наклонены и круглые электроды в большей или меньшей степени изношены таким образом, что концы этих круглых электродов и связанных металлических стаканов не все располагаются на одном и том же уровне по отношению к переднему краю пуансонов. Согласно упомянутому выше документу WO 01/57291 разбалансирование усилий, связанное с несовершенствами текущей геометрии оснований анодов, таково, что оказывается необходимым индивидуально контролировать перемещение пуансонов и их вхождение в контакт с концами круглых электродов: таким образом, определяется тот момент, когда каждый пуансон входит в механический контакт с круглым электродом, с которым этот пуансон связан, и вследствие этого можно синхронизированным образом освобождать эти круглые электроды от оболочки. Таким образом, это устройство заставляет устанавливать сложную сборку индивидуальных приводных механизмов пуансонов и сложную электронную систему управления этими приводными механизмами. Кроме того, здесь необходимо всегда создавать значительное усилие для того, чтобы реализовать одновременное освобождение совокупности круглых электродов от чугуна.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩЕСТВА ИЗОБРЕТЕНИЯ
Задачей данного изобретения является создание способа освобождения от чугуна использованных анодов (или отбракованных новых анодов), который не обладает описанными выше недостатками и который позволяет, в частности, реализовать освобождение сборки круглых электродов оснований анодов за один этап при использовании одного устройства без необходимости приложения слишком больших усилий и без необходимости введения слишком сложной электронной системы управления, имея при этом в виду снижение в максимально возможной степени опасности повреждения основания анода.
Предпочтительным образом устройство, используемое для осуществления этого способа, также будет применяться для осуществления отсоединения. Кроме того, в последнем случае оставшиеся части анодных блоков и металлических стаканов предпочтительным образом могут быть отсортированы на выходе их этого же устройства, как об этом сказано в патенте FR 2 894 988, чтобы непосредственно возвратить в технологический цикл в цех изготовления анодов.
Первым объектом предлагаемого изобретения является способ, обеспечивающий возможность удаления на протяжении одного этапа n металлических стаканов, связанных с n круглыми электродами основания анодного стержня, причем здесь n представляет собой целое число, превышающее или равное 3, причем способ включает в себя, по меньшей мере, следующие этапы, на которых:
а) размещают основание анодного стержня между упорным устройством и устройством воздействия, причем устройство воздействия может быть перемещено при помощи приводного механизма в направлении упорного устройства, и это упорное устройство охватывает, по меньшей мере частично, каждый из n круглых электродов основания анодного стержня и представляет упорную поверхность, блокирующую поступательное перемещение соответствующего металлического стакана;
b) перемещают устройство воздействия в направлении упорного устройства таким образом, чтобы устройство воздействия входило в контакт с основанием анода и увлекало его за собой вплоть до того момента, когда основание анода войдет в контакт с упорным устройством;
с) продолжают перемещения устройства воздействия таким образом, чтобы каждый металлический стакан, заблокированный связанной с ним упорной поверхностью, был отсоединен от соответствующего круглого электрода;
d) останавливают и отводят назад устройство воздействия,
указанный способ характеризуется тем, что используют упорное устройство, содержащее, по меньшей мере, две упорные поверхности, отделенные одна от другой таким осевым расстоянием, чтобы металлические стаканы, заблокированные при помощи первой упорной поверхности, были отсоединены от круглых электродов, на которых они были закреплены, раньше, чем другие металлические стаканы будут заблокированы другой упорной поверхностью.
Устройство воздействия может быть перемещено при помощи, по меньшей мере, одного приводного механизма, обычно представляющего собой гидравлический силовой цилиндр. Это перемещение может представлять собой простое поступательное движение или, как об этом сказано в патентном документе DE 44 10 599, вращение относительно горизонтальной оси. Действительно, перемещение может осуществляться вдоль произвольного и, по существу, постоянного направления, определяемого в целом парой сил, сформированной относительным положением устройства воздействия по отношению к упорному устройству, причем это воздействие должно быть осуществлено, по существу, фронтальным образом. Вследствие этого перемещения, осуществляемые в этом направлении, будут называться ″осевыми″. На практике выбирают вертикальное направление, что позволяет исключить установку дополнительного устройства, предназначенного для осуществления перемещения анодов. Действительно, использованный анод перемещается обычно при помощи воздушного конвейера по вертикали, то есть зацепляется за приводной элемент этого конвейера верхним концом своего стержня. После размещения в устройстве, стержень фиксируется при помощи средств удержания, в качестве которых обычно используются зажимы центрирования, допускающие возможность осевого перемещения стержня, причем основание стержня должно иметь возможность перемещаться в этом направлении в том случае, когда до него доходит устройство воздействия. Для того, чтобы обеспечить возможность осевого перемещения, средства удержания предпочтительно снабжены находящимися в контакте со стержнем салазками с относительно небольшим коэффициентом трения.
В соответствии с предлагаемым изобретением устройство воздействия содержит совокупность из n пуансонов, которые перемещаются вдоль осей n круглых электродов. В соответствии с предпочтительным способом реализации предлагаемого изобретения эти пуансоны одновременно перемещаются поступательным образом и установлены обычно на поперечной балке или на нескольких жестко связанных поперечных балках, совершающих поступательное движение при помощи одного или нескольких приводных механизмов, таких, например, как гидравлические силовые цилиндры.
Упорное устройство охватывает, по меньшей мере частично, каждый из n круглых электродов основания анодного стержня: обычно упорное устройство выполняется в форме одной детали или сборки из нескольких деталей, опирающихся, непосредственно или косвенным образом, на один или несколько элементов, закрепленных на раме устройства и представляющих, на уровне каждого круглого электрода, круговую выемку, охватывающую этот круглый электрод и позволяющую ему перемещаться в осевом направлении, проходя сквозь эту выемку, и упорную поверхность, препятствующую осевому поступательному перемещению металлического стакана, связанного с соответствующим круглым электродом. Обычно выемка выполняется в форме отверстия или части отверстия, которое охватывает, по меньшей мере, частично, данный круглый электрод и имеет диаметр, превышающий, например, по меньшей мере на 1 мм, наружный диаметр металлических стаканов. В частности, в том случае, когда круглые электроды имеют относительно небольшое заострение, боковая полость, соответствующая проходу для поперечного плеча основания стержня, удерживающего круглый электрод, может быть присоединена к этому отверстию для того, чтобы дополнить выемку. Над верхней частью этого отверстия располагается внутренняя закраина или выступ, высота которого в радиальном направлении обычно равна толщине металлического стакана, и нижняя поверхность которого выполняет функцию упорной поверхности, препятствующей поступательному перемещению металлического стакана.
Упорное устройство в соответствии с предлагаемым изобретением содержит, по меньшей мере, две упорные поверхности, располагающиеся на различных уровнях по отношению к поступательному перемещению устройства воздействия таким образом, чтобы некоторые металлические стаканы были блокированы в процессе поступательного перемещения пуансона и были, таким образом, отсоединены от своих круглых электродов, тогда как другие металлические стаканы, не зафиксированные в неподвижном положении, остаются закрепленными на соответствующих круглых электродах. Это позволяет уменьшить усилие для освобождения от оболочки. Для исключения разбалансирования механических напряжений, нежелательным образом влияющего на надлежащее удержание основания стержня, предпочтительным является соединение упорных поверхностей одного и того же уровня с металлическими стаканами круглых электродов, располагающихся симметричным образом по отношению к оси стержня. Перед разъяснением этого положения целесообразно описать различные конфигурации, которые обычно образуют круглые электроды оснований анодных стержней.
Поскольку в данном случае подразумевается достижение возможно более однородной плотности электрического тока внутри анодного блока, круглые электроды располагаются либо в одну линию, ориентированную в направлении наибольшей стороны анодного блока, для наиболее узких анодов, либо симметричным образом по отношению к средней плоскости анодного блока, параллельной его наибольшей стороне. Если эти круглые электроды располагаются в линию, их количество n может быть нечетным, и если n представляет собой нечетное число (то есть n=2р+1), то основание анода содержит один осевой круглый электрод, располагающийся по оси стержня. Однако, во всех других случаях количество круглых электродов является четным и эти круглые электроды располагаются симметрично по отношению к оси стержня. При этом основание содержит р пар связанных так называемых "периферийных" круглых электродов в том смысле, что ни один из этих круглых электродов не проходит через ось стержня, даже если некоторые из этих круглых электродов проходят близко к упомянутой оси. Таким образом, независимо от того, будет ли упомянутое число n четным (n=2р) или нечетным (n=2р+1), основание анода обычно содержит р пар связанных периферийных круглых электродов, симметричных по отношению к оси анодного стержня, и, в случае необходимости, один осевой круглый электрод.
Итак, предпочтительно упорное устройство содержит, по меньшей мере, одну первую упорную поверхность, предназначенную для блокировки поступательного перемещения металлических стаканов, закрепленных на связанных периферийных круглых электродах, симметричных по отношению к оси стержня, и вторую упорную поверхность, смещенную в осевом направлении по отношению к упомянутой первой упорной поверхности и предназначенную для блокирования либо второй пары металлических стаканов, закрепленных на других связанных периферийных круглых электродах, либо, для блокирования металлического стакана, закрепленного на осевом круглом электроде, если это имеет место в данном случае.
Предпочтительным образом каждой паре связанных периферийных круглых электродов соответствует специфический уровень упорной поверхности, смещенный в осевом направлении по отношению к уровню упорных поверхностей других пар периферийных круглых электродов и по отношению к уровню упорной поверхности осевого круглого электрода, если таковой существует.
Разъединение металлических стаканов и круглых электродов является следствием неподвижной фиксации этих металлических стаканов при том, что пуансон продолжает свое поступательное движение. Осевое усилие возникает в металлическом стакане в качестве реакции на усилие, передаваемое устройством воздействия через пуансон и круглый электрод. Это усилие создает в толще металлического стакана, с максимальной интенсивностью вероятно в ближайшей окрестности этой поверхности контакта, механическое напряжение разъединения, которое, по мере поступательного перемещения пуансона, увеличивается вплоть до достижения некоторой критической величины, начиная с которой металлический стакан начинает деформироваться и отделяться от наружной поверхности круглого электрода.
При этом смещение в осевом направлении является таким, что в процессе перемещения устройства воздействия "первые" металлические стаканы, заблокированные первой упорной поверхностью, имеют время для того, чтобы быть отсоединенными от круглых электродов, на которых они были закреплены, до того, как другие металлические стаканы будут заблокированы при помощи второй упорной поверхности. Зато имеется возможность, чтобы "первые" металлические стаканы еще не были расколоты и отброшены от анодного стержня до того, как другие металлические стаканы будут заблокированы при помощи второй упорной поверхности.
Величина этого смещения зависит от используемой в данном случае геометрии, в частности, от геометрии основания стержня, круглых электродов и поверхности контакта между металлическими стаканами и круглыми электродами. Для ″шестиногих″ конструкций, имеющих круглые электроды диаметром 180 мм, поперечные плечи, обычно имеющие длину, составляющую примерно 500 мм (расстояние между связанными круглыми электродами составляет примерно 1000 мм), и площадь поперечного сечения, обычно составляющую примерно 1170 мм2, и с металлическими стаканами, закрепленными на этих круглых электродах на высоте 130 мм, осевое смещение между двумя упорными поверхностями должно иметь величину, по меньшей мере, составляющую примерно 20 мм. Для учета различных возможных вариантов геометрических параметров это осевое смещение предпочтительным образом имеет величину в диапазоне от 5 мм до 50 мм и более предпочтительно в диапазоне от 10 мм до 30 мм.
Для того чтобы уменьшить опасность повреждения основания анода, обусловленную разбалансированием механических напряжений, являющимся следствием несовершенства геометрии этого основания анода, в частности, являющейся следствием не строго равной высоты связанных круглых электродов, предпочтительным является использовать в качестве упорного устройства сборку индивидуальных упорных блоков, причем каждый из этих индивидуальных упорных блоков связан только с одним круглым электродом. Предпочтительным образом, каждый индивидуальный упорный блок содержит неподвижную упорную стенку, жестко связанную с рамой устройства, и эта упорная стенка препятствует осевому поступательному перемещению металлического стакана, связанного с соответствующим круглым электродом, и устройство, установленное плавающим образом по отношению к раме устройства, причем это установленное плавающим образом устройство размещается на металлическом стакане в том случае, когда этот металлический стакан входит в контакт с ним, таким образом, чтобы поверхность контакта с верхним концом металлического стакана оказалась возможно большей, и это размещение реализуется, то есть завершается или существенно проходит вперед, перед тем, как, будучи приводимым в движение при помощи металлического стакана, установленное плавающим образом устройство само войдет в опорный механический контакт с упорной стенкой, жестко связанной с рамой устройства. Такое установленное плавающим образом устройство представляет собой промежуточную деталь, которая позволяет упорному устройству лучше выдерживать в механическом отношении толчки, возникающие вследствие различий в геометрии, в частности, в геометрии металлических стаканов.
Были рассмотрены несколько вариантов реализации упорных блоков, в частности, сборки зажимов и сборки зажимных губок.
Упорные блоки могут содержать зажимы, нижняя сторона которых образует, после того, как зажим закрывается вокруг круглого электрода, упорную поверхность, препятствующую перемещению соответствующего металлического стакана. При этом возможны несколько способов реализации:
а) зажимы опираются одной из своих сторон на один или несколько элементов, жестко закрепленных на раме и располагающихся на одном и том же уровне по отношению к поступательному перемещению устройства воздействия, и они имеют различную толщину таким образом, чтобы представлять на другой своей стороне упорные поверхности с различными уровнями;
b) зажимы имеют одну и ту же толщину, но опираются на различных уровнях на элементы, жестко закрепленные на раме;
с) для исключения того, чтобы некоторые зажимы были слишком толстыми, используют сочетание двух описанных выше технических решений: зажимы опираются на один или несколько элементов, жестко закрепленных на раме и располагающихся на различных уровнях по отношению к поступательному перемещению устройства воздействия, и они также имеют различную толщину, причем разности уровней элементов, жестко закрепленных на раме, и толщины зажимов определяются таким образом, чтобы эти зажимы представляли на другой своей стороне упорные поверхности с различными уровнями.
Как уже было указано в предшествующем изложении, эти зажимы предпочтительно устанавливаются плавающим образом по отношению к раме устройства.
Упорные блоки могут содержать, как об этом сказано в патентном документе FR 2 894 988, сборки зажимных губок, обычно пары зажимных губок, которые поворачиваются вокруг горизонтальных осей и которые, будучи сближенными между собой, образуют подобие муфты, которая охватывает круглый электрод, и нижний конец которых снабжен упорной поверхностью, препятствующей перемещению металлических стаканов. Здесь возможные способы реализации идентичны описанным выше способам а), b) и с) для зажимов, причем толщина зажимов здесь заменяется на высоту этих зажимных губок.
Устройство воздействия содержит n пуансонов, которые перемещаются вдоль осей n круглых электродов. Предпочтительным образом, пуансоны устанавливаются на общей поперечной балке (случай, когда круглые электроды располагаются на одной линии) или на нескольких поперечных балках, располагающихся симметрично (случай, когда круглые электроды располагаются симметричным образом) по отношению к средней плоскости, параллельной большой стороне анодного блока. Эта балка, или эти балки, жестко связанные между собой, приводятся в движение при помощи одного или нескольких приводных механизмов, например, при помощи гидравлических силовых цилиндров. Таким образом, пуансоны достигают нижних концов круглых электродов практически одновременно. Металлические стаканы подвергаются воздействию попарно и симметрично по отношению к оси анодного стержня. Если один металлический стакан "ослабляется" немного раньше, чем другой, связанный с ним симметричный металлический стакан, может последовать резкое и сильное разбалансирование на устройстве воздействия. Для исключения такого развития событий устройство воздействия предпочтительным образом снабжают направляющими салазками, которые входят в скользящий контакт с вертикальными стенками, жестко закрепленными на раме устройства и предусмотренными для выполнения функции контрупора и направляющих стенок при вертикальном движении этого устройства воздействия.
Другим объектом предлагаемого изобретения является устройство для освобождения от чугуна, позволяющее осуществить описанный выше способ и способное освободить от оболочки круглые электроды как изношенных анодов, так и новых, но отбракованных анодов, содержащее упорное устройство и устройство воздействия, причем устройство воздействия может быть перемещено при помощи приводного механизма в направлении упорного устройства, и это упорное устройство охватывает, по меньшей мере частично, каждый круглый электрод основания анодного стержня и содержит, по меньшей мере, две упорные поверхности, отделенные одна от другой таким расстоянием в осевом направлении, чтобы металлические стаканы, заблокированные при помощи первой упорной поверхности, были отсоединены от круглых электродов, на которых они были закреплены, до того, как другие металлические стаканы будут заблокированы при помощи другой упорной поверхности.
Это устройство может представлять дополнительные или вариантные характеристики, описанные выше в процессе иллюстрации предлагаемого способа.
Предпочтительным образом можно использовать поступательное движение устройства воздействия также для осуществления отсоединения, предшествующего освобождению от чугуна. Таким образом, еще одним объектом предлагаемого изобретения является способ, позволяющий извлечь остаток анода и металлические стаканы, закрепленные на использованном аноде, и включающий следующие этапы:
а) размещают остаток использованного анода между упорным устройством и устройством воздействия, причем устройство воздействия может быть перемещено при помощи приводного механизма в направлении упорного устройства, и это упорное устройство содержит упорное устройство для анодных остатков, представляющее первый упор, называемый "упором для анодного остатка" и блокирующий поступательное перемещение этого остатка, причем упорное устройство также содержит упорное устройство для металлических стаканов, охватывающее, по меньшей мере частично, каждый круглый электрод и представляющее второй упор, называемый "упором для металлического стакана", который блокирует поступательное перемещение этих металлических стаканов;
b) перемещают использованный анод вплоть до положения, в котором остаток оказывается заблокированным при помощи первого упора;
с) перемещают устройство воздействия в направлении упорного устройства таким образом, чтобы оно входило в контакт с анодным остатком и создавало на нем такие усилия, чтобы этот анодный остаток дробился на фрагменты и чтобы эти фрагменты отделялись от анодного остатка;
d) выводят фрагменты остатка;
е) продолжение перемещения устройства воздействия таким образом, чтобы металлические стаканы оказались заблокированными при помощи второго упора и отрывались от соответствующих круглых электродов;
f) останавливают и отводят назад устройство воздействия,
указанный способ характеризуется тем, что используют упорное устройство для металлических стаканов, содержащее, по меньшей мере, две упорные поверхности, отделенные одна от другой таким расстоянием в осевом направлении, чтобы металлические стаканы, заблокированные при помощи первой упорной поверхности, оказались отсоединенными от круглых электродов, с которыми они были связаны, до того, как другие металлические стаканы будут заблокированы при помощи другой упорной поверхности.
Предпочтительным образом и так, чтобы иметь возможность сразу сортировать получаемые отходы различной природы (углеродсодержащие фрагменты и отходы чугуна), задают, как об этом сказано в патентном документе FR 2 894 988, такое расстояние в осевом направлении между первым упором, или "упором для анодного остатка", и вторым упором, или "упором для металлического стакана", которое по существу должно превышать или быть равным высоте металлических стаканов. Поскольку упорные поверхности для металлических стаканов не располагаются все на одном и том же уровне, именно расстояние в осевом направлении между упорной поверхностью для металлических стаканов, наиболее близкой к упорной поверхности для остатка анода, и этой упорной поверхностью для остатка анода, или, говоря другими словами, минимальное расстояние в осевом направлении между упорными поверхностями для металлических стаканов и упорной поверхностью для остатка анода, должно иметь величину, превышающую величину, по существу соответствующую высоте металлических стаканов, то есть должно превышать, обычно наполовину, высоту этих металлических стаканов и, предпочтительным образом, должно быть, по меньшей мере, равной этой высоте.
Еще одним объектом предлагаемого изобретения является устройство для отсоединения и освобождения от чугуна, позволяющая осуществить описанный выше способ, предназначенный для извлечения остатка анода и металлических стаканов, присоединенных к изношенному аноду или к новому, но отбракованному аноду, имеющее в своем составе упорное устройство и устройство воздействия, причем устройство воздействия может быть перемещено при помощи приводного механизма в направлении упорного устройства, и упорное устройство содержит упорное устройство для анодных остатков, представляющее первый упор, называемый "упором для анодного остатка" и блокирующий поступательное перемещение анодного остатка, причем упорное устройство также содержит упорное устройство для металлических стаканов, охватывающее, по меньшей мере частично, каждый круглый электрод и представляющее второй упор, называемый "упором для металлического стакана", который блокирует поступательное перемещение этих металлических стаканов, отличающееся тем, что упорное устройство для металлических стаканов содержит, по меньшей мере, две упорные поверхности, отделенные одна от другой таким расстоянием в осевом направлении, чтобы металлические стаканы, заблокированные при помощи первой упорной поверхности, оказались отсоединенными от круглых электродов, на которых они были закреплены, до того, как другие металлические стаканы будут заблокированы при помощи другой упорной поверхности.
Это устройство может обеспечить дополнительные характеристики, описанные выше для иллюстрации предлагаемого способа.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
В дальнейшем изобретение поясняется описанием предпочтительных вариантов воплощения со ссылками на сопроводительные чертежи, на которых:
Фиг.1 представляет схематический общий вид устройства для отсоединения и освобождения от чугуна, предназначенной для осуществления способа освобождения от чугуна в соответствии с предлагаемым изобретением, связанного, или не связанного, с операцией отсоединения. Как это можно видеть на фиг.1 не показана часть элементов для того, чтобы наглядно показать анодный стержень, подлежащий освобождению от оболочки, и устройство воздействия;
Фиг.2 представляет собой детальный схематический общий вид некоторых элементов устройства, включающий в себя, в частности, упорное устройство;
Фиг.3 представляет собой вид спереди половины круглых электродов, еще покрытых металлическими стаканами, и части упорного устройства и части устройства воздействия, связанных с этими круглыми электродами;
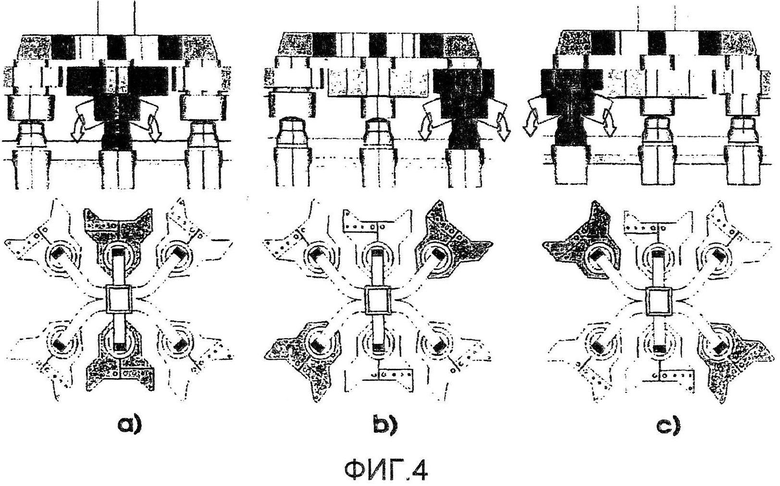
Фиг.4а, 4b и 4с схематически иллюстрируют на виде спереди, и на виде сверху, три последовательных этапа освобождения от чугуна, которые могут быть осуществлены при помощи устройства, проиллюстрированного на предшествующих чертежах.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ВОПЛОЩЕНИЯ ИЗОБРЕТЕНИЯ
Способ в соответствии с предлагаемым изобретением описан здесь со ссылками на специфическое устройство, проиллюстрированное на фиг.1-4 и используемое для реализации предлагаемого способа.
На фиг.1 можно видеть анодный стержень 110 после разъединения. Анодный стержень представляет собой металлическую арматуру, образованную стержнем 120, изготовленным из электропроводного металла и имеющим протяженность вдоль оси 100, и основанием 121 из стали. Это основание 121 соединено с основой 120 стержня на уровне сварной зоны 125, называемой в целом "плакирование". Основание выполнено в форме перевернутого канделябра, причем каждая ветвь 123 этого канделябра связана с круглым электродом 122. В частном случае, соответствующем рассматриваемому здесь примеру реализации, основание 121 анодного стержня представляет собой шестиэлектродную конструкцию: оно содержит шесть круглых электродов 122. Механическая и электрическая связь между углеродсодержащим корпусом и каждым круглым электродом обеспечивается при помощи металлического стакана 130, изготовленного из чугуна.
Анодный стержень 110 вводится в вертикальном положении в устройство для освобождения от чугуна при помощи воздушного конвейера, не показанного на приведенных в приложении фигурах. Основание 121 анодного стержня вводится при этом между упорным устройством 200 и устройством 300 воздействия.
Устройство 300 воздействия приводится в движение при помощи сборки силовых цилиндров 340, действующих в вертикальном направлении. Для того, чтобы исключить загромождение приемного стола машины, эти силовые цилиндры смещены друг относительно друга и воздействуют на толстую двойную балку 310, которая приводится в движение при помощи двух силовых цилиндров 340, воздействующих на каждый конец этой двойной балки, формируя, таким образом, свободное пространство, не создающее препятствий под этой балкой и способное принимать осколки, которые откалываются от анодного стержня и падают вниз.
Устройство воздействия содержит пуансоны 320, которые располагаются, по существу, на одной линии с каждым круглым электродом 122. Эти пуансоны 320 имеют форму усеченного конуса с малым заострением с закругленным концом 321, который имеет диаметр воздействия, несколько меньший, чем диаметр круглых электродов 122.
Упорное устройство 200 представляет собой сборку, образованную шестью индивидуализированными блоками, располагающимися, по существу, симметричным образом по отношению к оси 100 анодного стержня. На приведенных в приложении фигурах представлены только три таких блока. Каждый из этих блоков выполнен в форме зажима 210, зажимные губки 220 которого поворачиваются относительно вертикальной оси и содержат располагающиеся друг против друга стенки, снабженные дополняющими друг друга оттисками 230, соединение которых, в том случае, когда этот зажим находится в закрытом положении, образует круговой вырез, который имеет ось, располагающуюся на одной линии с осью круглого электрода 122, и который практически полностью охватывает этот круглый электрод, без касания с ним, таким образом, чтобы этот круглый электрод имел возможность свободно перемещаться вдоль вертикального направления.
Это новое устройство снабжено подлежащими освобождению от чугуна анодными стержнями 110 при помощи главного воздушного конвейера (не показан). При этом отсутствует необходимость использования какого-либо вспомогательного оборудования, обеспечивающего это снабжение. Два пневматических зажима 400 позиционирования позиционируют анодный стержень 110 в вертикальном положении на его рабочей оси в том случае, когда этот анодный стержень оказывается введенным в данное устройство при помощи воздушного конвейера.
Шесть независимых друг от друга зажимов 210 располагаются с соблюдением симметрии, характерной для шестиэлектродной конструкции. Три зажима, располагающиеся с одной стороны от плоскости симметрии, проиллюстрированы на фигурах 3 и 4 (зажимы 210.1, 210.2 и 210.3). Эти шесть зажимов приводятся в действие при помощи шести гидравлических силовых цилиндров. Зажимы устанавливаются плавающим образом по отношению к неподвижной раме устройства для того, чтобы воспринимать геометрические дефекты позиционирования круглых электродов между собой. Эти зажимы выполнены самоблокирующимися в закрытом положении.
Имеется три пары зажимов, симметричных по отношению к оси 100 анодного стержня, причем каждая пара этих зажимов имеет различную толщину:
- два зажима 210.2 являются наиболее толстыми. Они предназначены для освобождения от оболочки центральных круглых электродов 130.2. Нижние стороны этих зажимов выполняют функцию упорных поверхностей 211.2, препятствуя поступательному перемещению металлических стаканов 130.2;
- два зажима 210.3 имеют некоторую промежуточную толщину и предназначены для освобождения от оболочки двух наружных круглых электродов 130.3, располагающихся на диагонали шестиэлектродной конструкции. Нижние стороны этих зажимов выполняют функцию упорных поверхностей 211.3, препятствуя поступательному перемещению металлических стаканов 130.3;
- два зажима 210.1 имеют наименьшую толщину и предназначены для освобождения от оболочки двух последних круглых электродов 130.1, располагающихся на другой диагонали. Нижние стороны этих зажимов выполняют функцию упорных поверхностей 211.1, препятствуя поступательному перемещению металлических стаканов 130.1.
Шесть неподвижных упоров, установленных на одной и той же горизонтальной плоскости, жестко связанных с рамой устройства и не показанных на приведенных чертежах, обеспечивают блокирование в вертикальной плоскости зажимов 210 в процессе выполнения операции освобождения от чугуна. Эти упоры образованы трубами с полукруглыми вырезами, обеспечивающими возможность прохождения опорных перемычек круглого электрода в процессе подъема стержня при выполнении фазы его освобождения от чугуна.
Двойная балка 310, имеющая возможность перемещаться, направляемая в своем движении и оборудованная шестью пуансонами 320, вершины которых вписываются в одну и ту же горизонтальную плоскость и которые располагаются вертикально относительно шести круглых электродов 122, перемещается в вертикальном направлении посредством двух гидравлических силовых цилиндров 340, установленных по одну и по другую стороны от устройства, и обеспечивает выполнение собственно операции освобождения от чугуна. Гидравлическое управление двумя этими гидравлическими силовыми цилиндрами обеспечивается при помощи поворотных кодирующих устройств, которые обеспечивают практически горизонтальное перемещение подвижной балки при любых возможных усилиях, воздействию которых подвергается каждый из них. Таким образом, пуансоны достигают нижних концов круглых электродов практически одновременно. Металлические стаканы подвергаются механическому воздействию попарно и симметрично по отношению к оси анодного стержня 110. Если один металлический стакан "освобождается" несколько раньше, чем другой симметричный металлический стакан, связанный с ним, может возникнуть резкое и сильное разбалансирование на устройстве воздействия. Для исключения такого развития событий устройство воздействия снабжают направляющими салазками 350, которые входят в скользящий опорный контакт с вертикальными стенками, жестко связанными с рамой устройства и не показанными на приведенных чертежах.
Операция "освобождения от чугуна" осуществляется в следующем порядке:
вводят подлежащий освобождению от оболочки анодный стержень 110 внутрь устройства при помощи воздушного конвейера;
закрывают пневматический зажим 400 для центрирования стержня, что позволяет позиционировать этот стержень на его рабочей оси;
поднимают двойную подвижную балку 310 и вводят шесть пуансонов 320 в контакт с нижними сторонами шести круглых электродов 122, следствием чего является:
поднятие стержня и освобождение цепей его подвески, то есть устранение возможности создания паразитных и разрушающих усилий на уровне воздушного конвейера;
введение перемычек, которые служат опорами для круглых электродов, внутрь трубчатых упоров с полукруглыми вырезами;
после того, как двойная подвижная балка 310 достигает некоторого предварительно определенного положения, закрывают шесть гидравлических зажимов 210 на шести круглых электродах 122 в зоне, располагающейся между верхней частью металлических стаканов и нижней частью перемычек;
открывают зажимы 400 центрирования анодного стержня для исключения паразитных механических напряжений, которые могут возникать в зоне 125 "плакирования" в процессе последовательного осуществления операций освобождения от чугуна;
продолжают вертикальный подъем подвижной двойной балки для осуществления в первый момент вхождения нижней стороны двух центральных зажимов 210.2 в контакт с верхней кольцевой стенкой двух первых металлических стаканов 130.2. Поскольку при этом верхняя поверхность этих зажимов находится в контакте с двумя неподвижными упорами устройства, два этих металлических стакана оказываются неподвижно зафиксированными, тогда как два пуансона 320.2 продолжают свой подъем, следствием чего оказывается разъединение металлических стаканов 130.2 и круглых электродов 122.2 (фиг.4а);
во второй момент времени (фиг.4b), то есть после того, как два первых металлических стакана будут отсоединены от соответствующих круглых электродов, два наружных зажима 210.3, располагающихся на диагонали шестиэлектродной конструкции, в свою очередь входят в контакт с кольцевым поперечным сечением двух следующих металлических стаканов 130.3, и осуществляется подобная описанной выше операция освобождения от чугуна;
в заключительной фазе (фиг.4с), то есть после отсоединения двух предыдущих металлических стаканов, два последних зажима 210.1, располагающихся на другой диагонали шестиэлектродной конструкции, таким же образом обеспечивают конечное освобождение от чугуна, отсоединяя металлические стаканы 130.1 от круглых электродов 122.1.
В процессе подъема пуансонов, и благодаря их специфическому профилю, металлические стаканы раскалываются на множество кусков, которые падают вниз и собираются в нижней части при помощи воронкообразного бункера 500, который снабжает этими осколками конвейер 600. Отходы чугуна при этом направляются в цех переработки, где новые анодные блоки снова закрепляются на возвращаемых в технологический цикл анодных стержнях;
после того, как двойная подвижная балка 310 достигает своего предварительно определенного максимально верхнего уровня, она начинает свое возвратное движение в направлении ее нижнего положения. После того, как эта балка достигает своего положения, ранее использованного для закрытия шести зажимов, эти зажимы снова открываются. Движение балки продолжается вплоть до того положения, когда анодный стержень, освобожденный от металлических стаканов, снова окажется подвешенным на своих цепях;
освобожденный таким образом от чугуна анодный стержень выводится затем из устройства при помощи воздушного конвейера.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ, ПОЗВОЛЯЮЩИЙ СНЯТЬ АНОДНЫЕ ОСТАТКИ, ПРИКРЕПЛЕННЫЕ К ОТРАБОТАННЫМ АНОДАМ, ПОСТУПАЮЩИМ ИЗ СЕРИЙ ЭЛЕКТРОЛИЗА РАСПЛАВА | 2006 |
|
RU2403323C2 |
| АНОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ОБОЖЖЕННЫМИ АНОДАМИ | 2002 |
|
RU2231577C1 |
| АНОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ОБОЖЖЕННЫМИ АНОДАМИ | 2009 |
|
RU2405866C1 |
| Пресс для снятия чугунной заливки с ниппелей обожженных анодов | 1985 |
|
SU1381200A1 |
| ОБОЖЖЕННЫЙ АНОД АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2001 |
|
RU2196193C1 |
| АНОД ДЛЯ КАТОДНОЙ ЗАЩИТЫ | 2009 |
|
RU2489521C2 |
| Пресс для удаления чугунной заливки с ниппелей обожженных анодов | 1980 |
|
SU950804A2 |
| АНОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ВЕРХНИМ ТОКОПОДВОДОМ | 2002 |
|
RU2221903C1 |
| ДИСКРЕТНЫЙ АНОД ДЛЯ КАТОДНОЙ ЗАЩИТЫ ЖЕЛЕЗОБЕТОНА | 2006 |
|
RU2416678C2 |
| Устройство для крепления инструмента в шпинделе станка | 1982 |
|
SU1021526A1 |


Изобретение относится к способу удаления за один этап чугунных заливок, закрепленных на ниппелях, связанных с ножками анодной штанги. Способ включает следующие этапы: а) размещают ножку анодной штанги между упорным устройством и устройством воздействия, причем устройство воздействия может быть перемещено при помощи приводного механизма в направлении упорного устройства, которое охватывает, по меньшей мере частично, каждый из n ниппелей анодной штанги и представляет собой упорную поверхность, блокирующую поступательное перемещение соответствующей чугунной заливки, b) перемещают устройство воздействия в направлении упорного устройства таким образом, чтобы устройство воздействия входило в контакт с ножкой анодной штанги и увлекало ее за собой вплоть до того момента, когда ножка анода войдет в контакт с упорным устройством, с) продолжают перемещения устройства воздействия таким образом, чтобы каждая чугунная заливка, заблокированная связанной с ней упорной поверхностью, была отсоединена от соответствующего ниппеля, d) останавливают и отводят назад устройство воздействия. При этом используют упорное устройство, содержащее по меньшей мере две упорные поверхности, отделенные одна от другой таким расстоянием в осевом направлении, чтобы чугунные заливки, заблокированные при помощи первой упорной поверхности, были отсоединены от круглых электродов до того, как другие чугунные заливки будут заблокированы другой упорной поверхностью. Обеспечивается возможность отделения чугунных заливок и ниппелей ножки анодной штанги за один этап с использованием одного устройства без повреждения анода. 4 н. и 18 з.п. ф-лы, 4 ил.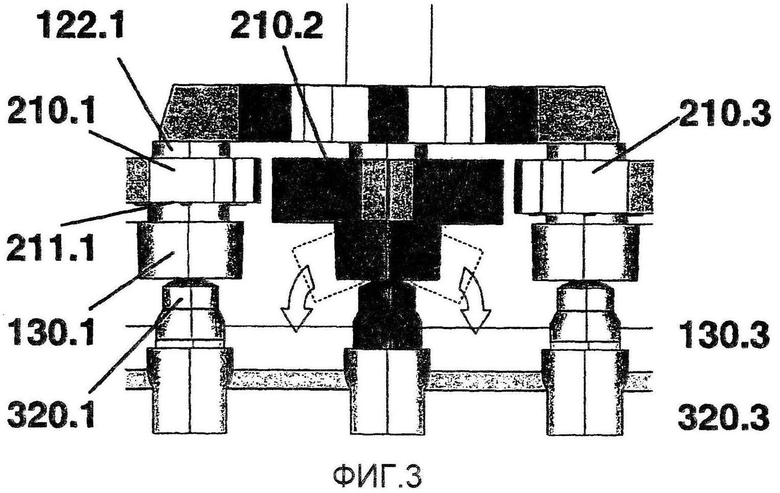
1. Способ отделения n чугунных заливок (130) отработанных анодов, прикрепленных к n ниппелям (122), связанным с ножками (121) анодной штанги (121), в один прием, где n представляет собой целое число, превышающее или равное 3, включающий в себя этапы, на которых
a) размещают ножку анодной штанги между упорным устройством (200) и устройством (300) воздействия, причем устройство воздействия может быть перемещено при помощи приводного механизма (340) в направлении упорного устройства, которое охватывает, по меньшей мере, частично, каждый из n ниппелей ножки анодной штанги и представляет собой упорную поверхность (211.2), блокирующую поступательное перемещение соответствующей чугунной заливки (130.2),
b) перемещают устройство воздействия в направлении упорного устройства таким образом, чтобы устройство воздействия входило в контакт с ножкой анодной штанги и увлекало ее за собой вплоть до того момента, когда ножка анодной штанги войдет в контакт с упорным устройством,
c) продолжают перемещения устройства воздействия таким образом, чтобы каждая чугунная заливка, заблокированная связанной с ней упорной поверхностью, была отсоединена от соответствующего ниппеля,
d) останавливают и отводят назад устройство воздействия, отличающийся тем, что используют упорное устройство, содержащее, по меньшей мере, две упорные поверхности (211.2, 211.3), отделенные одна от другой таким расстоянием в осевом направлении, чтобы чугунные заливки (130.2), заблокированные при помощи первой упорной поверхности (211.2), были отсоединены от ниппелей (122.2), на которых они были закреплены, до того, как другие чугунные заливки (130.1, 130.3) будут заблокированы другой упорной поверхностью (211.1, 211.3).
2. Способ по п.1, отличающийся тем, что ножка анодной штанги представляет р пар связанных с ней периферийных ниппелей (122.1, 122.2, 122.3), располагающихся симметрично по отношению к оси (100) анодной штанги, причем р представляет собой целое число, превышающее или равное 1, и содержит, в случае необходимости, один радиальный ниппель, причем упорное устройство содержит, по меньшей мере, одну первую упорную поверхность (211.2), предназначенную для блокировки поступательного перемещения чугунных заливок (130.2), закрепленных на двух связанных периферийных ниппелях, симметричных по отношению к оси (100) анодной штанги, и одну вторую упорную поверхность (211.3, 211.1), смещенную в осевом направлении по отношению к первой упорной поверхности и предназначенную для блокировки либо второй пары чугунных заливок (130.3, 130.1), закрепленных на других связанных периферийных ниппелях, либо чугунной заливки, закрепленной на осевом ниппеле, если таковой имеется.
3. Способ по п.1, отличающийся тем, что каждой паре связанных периферийных ниппелей соответствует уровень упора, смещенный в осевом направлении относительно уровней упора других пар периферийных ниппелей и уровня упора осевого ниппеля, если этот осевой ниппель существует.
4. Способ по любому из пп.1-3, отличающийся тем, что упорное устройство (200) представляет собой совокупность индивидуальных упорных блоков, каждый из которых связан с одним ниппелем.
5. Способ по п.4, отличающийся тем, что индивидуальный упорный блок содержит упорную стенку, жестко связанную с рамой устройства, и устройство, установленное плавающим образом по отношению к раме устройства, причем это установленное плавающим образом устройство размещают на чугунной заливке в том случае, когда чугунная заливка входит в контакт с ним, чтобы поверхность контакта с верхним концом чугунной заливки оказалась возможно большей, причем размещение реализуют перед тем, как, будучи приведенным в движение чугунной заливкой, установленное плавающим образом устройство само войдет в опорный контакт с упорной стенкой, жестко связанной с рамой устройства.
6. Способ по любому из пп.1-3, отличающийся тем, что упорное устройство (200) представляет собой совокупность зажимов (210.1, 210.2, 210.3), нижняя поверхность которых, после того, как данный зажим оказывается закрытым вокруг ниппеля, образует упорную поверхность, препятствующую перемещению соответствующей чугунной заливки.
7. Способ по любому из пп.1-3, отличающийся тем, что упорные блоки представляют собой совокупности зажимных губок, которые поворачиваются вокруг горизонтальных осей и которые, после их взаимного сближения, образуют муфту, которая охватывает ниппель и нижний конец которой снабжен упорной поверхностью, препятствующей перемещению чугунных заливок.
8. Способ по любому из пп.1-3, отличающийся тем, что устройство воздействия содержит n пуансонов, которые перемещаются вдоль осей n ниппелей и которые устанавливают на общей поперечной балке или на нескольких поперечных балках, располагающихся симметрично по отношению к средней плоскости, параллельной большой стороне анодного блока.
9. Способ по п.8, отличающийся тем, что устройство воздействия снабжено направляющими салазками, которые входят в скользящий опорный контакт на вертикальных стенках, жестко связанных с рамой устройства, и предусмотрены для выполнения функции направляющих стенок при движении устройства воздействия.
10. Устройство для отделения чугунных заливок (130) от ниппелей (122) отработанных или новых отбракованных анодов, содержащее упорное устройство и устройство воздействия, причем устройство воздействия может перемещаться при помощи приводного механизма в направлении упорного устройства, при этом упорное устройство охватывает, по меньшей мере, частично, каждый ниппель ножки анодной штанги и содержит, по меньшей мере, две упорные поверхности, отделенные одна от другой таким расстоянием в осевом направлении, чтобы чугунные заливки, заблокированные при помощи первой упорной поверхности, были отсоединены от ниппелей, с которыми они были связаны, до того, как другие чугунные заливки будут заблокированы при помощи второй упорной поверхности.
11. Устройство по п.10, отличающееся тем, что упорное устройство содержит, по меньшей мере, одну первую упорную поверхность (211.2), предназначенную для блокировки поступательного перемещения чугунных заливок (130.2), закрепленных на двух связанных периферийных ниппелях, симметричных по отношению к оси (100) анодной штанги, и одну вторую упорную поверхность (211.3, 211.1), смещенную в осевом направлении по отношению к первой упорной поверхности и предназначенную для блокировки либо второй пары чугунных заливок (130.3, 130.1), закрепленных на других связанных периферийных ниппелях, либо чугунной заливки, закрепленной на осевом ниппеле, если этот осевой ниппель существует.
12. Устройство по п.10, отличающееся тем, что каждой паре периферийных связанных ниппелей соответствует упорный уровень, смещенный в осевом направлении по отношению к упорным уровням других пар периферийных ниппелей и к упорному уровню осевого ниппеля, если этот осевой ниппель существует.
13. Устройство по любому из пп.10-12, отличающееся тем, что упорное устройство (200) представляет собой совокупность индивидуальных упорных блоков, каждый из которых связан с одним ниппелем.
14. Устройство по п.13, отличающееся тем, что индивидуальный упорный блок содержит упорную стенку, жестко закрепленную к раме устройства, и устройство, смонтированное плавающим образом по отношению к этой раме устройства, причем это смонтированное плавающим образом устройство размещается на чугунной заливке в том случае, когда эта чугунная заливка входит в контакт с ним, таким образом, чтобы поверхность контакта с верхним концом чугунной заливки была возможно большей, причем размещение реализуют перед тем, как, будучи приведенным в движение чугунной заливкой, установленное плавающим образом устройство само войдет в опорный контакт с упорной стенкой, жестко связанной с рамой устройства.
15. Устройство по любому из пп.10-12, отличающееся тем, что упорное устройство (200) представляет собой совокупность зажимов (210.1, 210.2, 210.3), нижняя поверхность которых образует, после того, как зажим будет закрыт вокруг ниппеля, упорную поверхность, препятствующую поступательному перемещению соответствующей чугунной заливки.
16. Устройство по п.14, отличающееся тем, что упорные блоки представляют собой совокупности зажимных губок, которые поворачиваются относительно горизонтальных осей и после их взаимного сближения образуют подобие муфты, которая охватывает ниппель и нижний конец которой снабжен упорной поверхностью, препятствующей перемещению чугунных заливок.
17. Устройство по п.15, отличающееся тем, что зажимы (210.1, 210.2, 210.3) одной своей стороной входят в опорный контакт с одним или с несколькими элементами, жестко закрепленными на раме устройства и располагающимися на том же уровне по отношению к поступательному перемещению устройства воздействия, и имеют различную толщину таким образом, чтобы зажимы представляли свою другую сторону в качестве упорной поверхности (211.1, 211.2, 211.3), смещенной в осевом направлении по отношению к соответствующим сторонам других зажимов.
18. Устройство по любому из пп.10-12, отличающееся тем, что устройство воздействия содержит n пуансонов, которые перемещаются вдоль осей n ниппелей и которые устанавливаются на общей поперечной балке или на нескольких поперечных балках, располагающихся симметрично по отношению к средней плоскости, параллельной большой стороне анодного блока.
19. Устройство по п.18, отличающееся тем, что устройство воздействия снабжено направляющими салазками, которые входят в скользящий опорный контакт на вертикальных стенках, жестко связанных с рамой устройства, и предназначены для выполнения функции направляющих стенок при движении устройства воздействия.
20. Способ отделения чугунных заливок, присоединенных к отработанному аноду или новому отбракованному аноду, включающий этапы, на которых
a) размещают анод между упорным устройством (200) и устройством (300) воздействия, причем устройство воздействия может быть перемещено при помощи приводного механизма (340) в направлении упорного устройства, которое содержит упорное устройство для анодов, представляющее первый упор, называемый упором для анодов и блокирующий поступательное перемещение этого анода, причем упорное устройство также содержит упорное устройство для чугунных заливок, охватывающее, по меньшей мере, частично, каждый ниппель и представляющее второй упор, называемый упором для чугунной заливки, который блокирует поступательное перемещение этих чугунных заливок,
b) перемещают анод до положения, в котором он оказывается заблокированным при помощи первого упора,
c) перемещают устройство воздействия в направлении упорного устройства таким образом, чтобы оно входило в контакт с анодом и создавало на нем такие усилия, чтобы этот анод дробился на фрагменты и чтобы эти фрагменты отделялись от анода,
d) выводят фрагменты анода,
e) продолжают перемещения устройства воздействия таким образом, чтобы чугунные заливки оказались заблокированными при помощи второго упора и отрывались от соответствующих ниппелей,
f) останавливают и отводят назад устройство воздействия, отличающийся тем, что используют упорное устройство для чугунных заливок, содержащее, по меньшей мере, две упорные поверхности, отделенные одна от другой таким расстоянием в осевом направлении, чтобы чугунные заливки, заблокированные при помощи первой упорной поверхности, оказались отсоединенными от ниппелей, с которыми они были связаны, до того, как другие чугунные заливки будут заблокированы при помощи другой упорной поверхности.
21. Способ по п.20, отличающийся тем, что минимальное расстояние в осевом направлении между упорными поверхностями для чугунных заливок и упорной поверхностью для анода превышает величину, по существу, соответствующую высоте упомянутых чугунных заливок.
22. Устройство для отделения чугунных заливок, присоединенных к отработанному аноду или к новому отбракованному аноду, содержащее упорное устройство и устройство воздействия, которое может быть перемещено при помощи приводного механизма в направлении упорного устройства, которое содержит упорное устройство для анодов, представляющее первый упор, называемый упором для анода и блокирующий поступательное перемещение анода, причем упорное устройство также содержит упорное устройство для чугунных заливок, охватывающее, по меньшей мере, частично, каждый ниппель и представляющее второй упор, называемый упором для чугунной заливки, который блокирует поступательное перемещение этих чугунных заливок, отличающееся тем, что упорное устройство для чугунных заливок содержит, по меньшей мере, две упорные поверхности, отделенные одна от другой таким расстоянием в осевом направлении, чтобы чугунные заливки, заблокированные при помощи первой упорной поверхности, оказались отсоединенными от ниппелей, с которыми они были связаны, до того, как другие чугунные заливки будут заблокированы при помощи второй упорной поверхности.
| FR 2894988 A1, 22.06.2007 | |||
| DE 4410599 A1, 28.09.1995 | |||
| US 5956842 A, 28.09.1999 | |||
| Водомаслоотделитель | 1983 |
|
SU1269809A1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ С ДЕРЖАТЕЛЯ ОТРАБОТАННОГО АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1993 |
|
RU2086709C1 |

