ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к производству алюминия электролизом расплава. В частности, оно относится к способу, позволяющему снять углеродные блоки и металлические наконечники, прикрепленные к анодным штангам, с целью повторного использования очищенных таким образом анодных штанг и кронштейнов и переработки снятых материалов. Данный способ относится главным образом к съему анодных остатков отработанных анодов, но он может также относиться к разборке новых бракованных анодов.
УРОВЕНЬ ТЕХНИКИ
Алюминий промышленно производят электролизом расплава, то есть электролизом глинозема, растворенного в ванне расплавленного криолита, называемой ванной электролита, согласно способу Холла-Эру. Ванна электролита содержится в электролизных ваннах, которые включают в себя стальной кожух, футерованный изнутри огнеупорными и/или изоляционными материалами, и катодное устройство, расположенное в подине электролизной ванны. Аноды, в типичном случае выполненные из углеродного материала, закреплены на анодном устройстве, снабженном приспособлениями, которые позволяют перемещать их в вертикальном направлении, при этом указанные аноды постепенно расходуются в ходе процесса электролиза. Установку, образованную электролизной ванной, ее анодами и ванной электролита, называют электролизером. Аноды включают в себя штангу из проводящего металла, связанную с устройством закрепления на указанном анодном устройстве и с устройством электрического подсоединения, и блок из углеродного материала, который образует тело анода и который введен внутрь ванны электролита. Соединение между анодной штангой и телом из углеродного материала осуществляется посредством кронштейна, в типичном случае стального, который связан с основанием штанги и который имеет обычно форму перевернутого канделябра, при этом каждое ответвление канделябра связано с цилиндрическим концом, ось которого параллельна штанге и который называют «ниппелем». Обычно эти ниппели введены внутрь отверстий (гнезд), высверленных на верхней поверхности блока из углеродного материала, а зазоры, существующие между ниппелями и расточенными отверстиями, заполнены путем заливки расплавленного металла, в типичном случае чугуна. Изготовленные таким образом металлические наконечники, называемые также «заливками», позволяют обеспечить хорошее механическое сцепление и хорошее электрическое соединение между штангой и блоком из углеродного материала.
При работе электролизный завод нуждается в регулярной замене анодов, которые расходуются на всем протяжении производства алюминия. Регенерация отработанного анода является экономически целесообразной операцией, которая заключается в удалении застывшей ванны электролита, остающейся прилипшей к анодному огарку (остаточному углеродному блоку), в последующем съеме огарка и заливок с целью их переработки и, наконец, в очистке и выправлении (реставрации), если необходимо, анододержателя, образованного анодными штангой и кронштейном, с целью соединения с новым блоком из углеродного материала и получения таким образом нового анода. С другой стороны, некоторые новые аноды (в типичном случае от 1 до 2% из них) могут иметь такие дефекты, например растрескавшийся углеродный блок, что они должны быть отложены для того, чтобы непосредственно возвратиться на изготовление и перерабатываться вместе с отработанными анодами без введения в электролизеры.
До настоящего времени заливки и огарки снимали, как правило, при помощи приспособлений для разборки (съемников), действующих сверху вниз, при этом анод поддерживали в вертикальном положении. Анодные кронштейны в большей или меньшей степени непосредственно подвергались воздействиям съемника, и их срок службы был очень коротким.
Обычно съемники были специализированными, одни - только для съема углеродного блока («приспособления для разъединения»), другие - только для съема чугунных заливок («приспособления для демонтажа»). Например, в немецкой заявке на патент DE 4128522 раскрыто приспособление для разъединения, в котором между анодным остатком и траверсами анодного кронштейна вводят съемник и упорное устройство, причем упорное устройство помещают в контакте с нижней поверхностью указанных траверс и защищая их, когда съемник действует вниз, чтобы разрушить анодный огарок на фрагменты. Приспособление для разъединения, раскрытое в заявке DE 4128522, также включает в себя приспособление в форме ножа, которое действует снизу вверх в конце разъединения для того, чтобы разрушить на фрагменты и удалить последние куски анодного остатка, еще прикрепленные к ниппелям. В международной заявке WO 01/57291 описано приспособление для съема чугунных заливок (демонтажа), в котором съемник находится в форме комплекта копьевидных пуансонов, размещенных под ниппелями и в совмещении с ними, имеющих меньший диаметр, чем диаметр ниппелей, и действующих в направлении вверх, при этом верхняя поверхность заливок блокирована стенкой упора, так что при подъеме пуансонов заливки деформируются и отделяются от ниппелей, оставаясь при этом захваченными копьевидными пуансонами.
В заявке на патент GB 1269809 раскрыта система, содержащая гидравлический съемник, действующий в направлении вниз, и боковые гидравлические зажимные устройства. Данная система обладает тем преимуществом, что обеспечивает съем углеродных блоков (разъединение) и съем чугунных заливок (демонтаж) за одну операцию на одной и той же машине. Конкретный съемник в указанной заявке состоит из пуансона, который дробит огарок с целью его измельчения на фрагменты, при этом указанный пуансон снабжен скребком, который, проходя рядом с ниппелем, позволяет деформировать и отделить заливки.
Заявка на патент WO 96/25536 вновь берет идею разъединения и демонтажа, осуществляемых при помощи одной и той же машины, предложенную в заявке GB 1269809, и идею движения воздействующего на углеродный блок инструмента снизу вверх, уже предложенную в заявке DE 4128522. Будучи помещен между неподвижной пластиной и воздействующим инструментом, анодный остаток подвергается таким напряжениям, что он дробится на фрагменты и отделяется от анодного кронштейна. Но фрагменты огарка и заливки извлекаются вперемешку и поэтому необходимо осуществлять последующую сортировку отходов. Кроме того, неподвижная пластина играет роль упора, неравномерно распределенного по ниппелям, и, в частности, при съеме заливок создаются значительные боковые усилия, способные серьезно повредить кронштейны и даже анодные штанги.
Немецкая заявка на патент DE 4410599 также возвращается к идее разъединения и демонтажа, осуществляемых с помощью одной и той же машины. В ней для каждого имеющегося ниппеля предлагается упорное устройство, которое по меньшей мере частично окружает упомянутый ниппель, и пуансон съема, причем упорное устройство и пуансон являются подвижными по отношению к ниппелю и могут смещаться один относительно другого посредством приводного механизма. Благодаря вырезу, который выполнен в упорном устройстве и который окружает ниппель, с диаметром, большим диаметра заливки, пуансон сначала дробит огарок на фрагменты, удаляет фрагменты огарка, затем деформирует и отделяет заливки.
Последний способ обладает тем преимуществом, что этапы разъединения и демонтажа осуществляются на одной машине, причем раздробленные блоки огарка и заливки извлекаются раздельно. Однако имеются два неудобства:
а) необходимо столько же устройств указанного типа, сколько ниппелей, и это создает реальную проблему загромождения, в частности, заявляемой системой, в которой упорное устройство и пуансон размещены на концах рычагов-инструментов, по существу горизонтальных и поворачивающихся один относительно другого вокруг одной общей горизонтальной оси как рычаги огромных клещей;
б) в ходе разъединения усилия таковы, что могут отделяться большие блоки углеродного материала, увлекая с собой заливки, так что устройства измельчения, используемые для переработки углеродного материала, становятся недолговечными, все-таки необходимо осуществлять контроль за извлекаемыми фрагментами огарка, распознавать и изолировать большие блоки, содержащие заливки, извлекать их из партии, чтобы вновь вернуть их на дробление и извлечение заливки или заливок.
Изобретение имеет своей целью усовершенствовать способ разъединения и демонтажа отработанных (или новых бракованных) анодов, в котором используют одно единственное устройство, но не обладающее указанными выше неудобствами, в частности, который позволяет осуществлять эффективную сортировку отходов, чтобы избежать применения тяжелого и дорогостоящего оборудования, такого как специальные дробилки и/или магнитные устройства для очистки от железа.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Первым объектом согласно изобретению является способ, позволяющий извлекать анодный огарок и заливки, прикрепленные к отработанному аноду, включающий в себя следующие этапы:
а) помещение огарка отработанного анода между упорным устройством и воздействующим устройством, причем упомянутое воздействующее устройство может перемещаться при помощи приводного механизма в направлении упомянутого упорного устройства, упомянутое упорное устройство окружает, по меньшей мере частично, каждый ниппель кронштейна анодной штанги и имеет первый упор, блокирующий продвижение огарка, причем упомянутое упорное устройство снабжено вокруг каждого ниппеля полостью со вторым упором, который блокирует продвижение упомянутых заливок;
b) перемещение отработанного анода до тех пор, пока огарок не блокируется первым упором;
c) перемещение воздействующего устройства в направлении упорного устройства таким образом, что оно приходит в контакт с упомянутым анодным огарком и прикладывает к упомянутому огарку такие усилия, чтобы последний раздробился на фрагменты и чтобы эти фрагменты отделились от огарка;
d) удаление фрагментов огарка;
e) продолжение перемещения воздействующего устройства таким образом, что заливки блокируются вторым упором и отделяются от ниппелей;
f) остановка и отвод воздействующего устройства,
при этом упомянутый способ отличается тем, что осевое расстояние между упомянутым первым упором и упомянутым вторым упором больше или по существу равно высоте упомянутых заливок.
Когда огарок достаточно фрагментирован и больше не может удерживаться первым упором, ниппели продвигаются под действием передней части воздействующего устройства внутрь упомянутых полостей, увлекая части огарка, еще прикрепленные к заливкам. Таким образом, в конце разъединения заливки могут сместиться от первого упора ко второму упору, покрытые чем-то вроде втулки из углеродного материала. Во время всего этого подъема, тем более продолжительного, чем больше высота полости, заливка слабо затрагивается механически, несмотря на то, что падают последние углеродные фрагменты. Это позволяет легко разделить две фазы разборки и облегчает таким образом раздельный прием углеродных фрагментов и заливок.
Предпочтительно, полость имеет общую форму, которая основана на цилиндре, соосном ниппелю. Ее диаметр в типичном случае превосходит диаметр заливки примерно на двадцать миллиметров. Боковая стенка полости может иметь такое состояние поверхности, что она может удерживать углеродный материал (рельефы, выполненные в расточке, такие как параллельные бороздки, валики, в типичном случае в форме спиралей, и т.д.) и таким образом создавать касательное напряжение, способное завершить фрагментацию концов огарка, еще закрепленных на ниппеле.
Также предпочтительно, воздействующее устройство снабжено воздействующими средствами, которые включают в себя, по меньшей мере, осевые выступы, которые, когда огарок больше не удерживается первым упором, то есть в конце разъединения и во время демонтажа находятся по существу в совмещении с каждым ниппелем. Таким образом, усилия, создаваемые воздействующим устройством, являются по существу осевыми, и заливки меньше подвергаются опасности отделиться от ниппелей, пока они не заблокированы вторым упором.
Способ согласно изобретению осуществляют после первичной очистки отработанного анода, заключающейся в удалении ванны электролита, которая остается прикрепленной к огарку. Затем отработанный анод направляют в машину для разъединения и демонтажа, в которой огарок помещают между упорным устройством и воздействующим устройством.
Воздействующее устройство может быть перемещено при помощи по меньшей мере одного приводного механизма, в типичном случае гидравлического домкрата. Перемещение может быть простым поступательным движением, как в WO 96/25536, или вращением вокруг горизонтальной оси, как в DE 4410599. Фактически, перемещение осуществляется в любом по существу постоянном направлении, в целом определяемом парой, образованной относительным положением воздействующего устройства по отношению к упорному устройству, при этом воздействие должно осуществляться по существу фронтально. Впоследствии перемещения, осуществляемые в этом направлении, будут называться «осевыми». На практике выбирают вертикальное направление, что позволяет избежать установки дополнительного устройства манипулирования анодами. Фактически, отработанный анод транспортируют, как обычно, при помощи подвесного конвейера вертикально, то есть прикрепленным к конвейеру за верхний конец его штанги. Будучи помещенным в упомянутую машину, его штанга поддерживается удерживающими средствами, в типичном случае центрирующими клещами, которые позволяют осуществлять осевое перемещение штанги, при этом кронштейн штанги должен иметь возможность перемещаться в указанном направлении, когда его достигнет воздействующее устройство. Для того чтобы обеспечить возможность указанного осевого перемещения, удерживающие средства преимущественно снабжены в местах контакта со штангой лапками с низким коэффициентом трения. Выбор вертикального направления позволяет, с другой стороны, использовать силу тяжести для извлечения отходов. В данном случае воздействующее устройство преимущественно приводится в движение системой домкратов, расположенных вне зоны падения и приема отходов.
Воздействующее устройство преимущественно имеет осевые выступы, которые по меньшей мере в конце разъединения и в ходе демонтажа находятся по существу в совмещении с каждым ниппелем. Предпочтительно, воздействующее устройство согласно изобретению будет снабжено двумя разными средствами:
а) остроконечными выступами, в типичном случае в форме пирамид или резцов, которые размещены не на оси ниппелей, с тем, чтобы в начале разъединения воздействовать на огарок в зонах, удаленных от ниппелей, и
б) пуансонами, которые заканчивают разъединение в том смысле, что они завершают фрагментацию остатков огарка, прикрепленных рядом с ниппелями, и служат затем для демонтажа. Предпочтительно, упомянутые пуансоны имеют закругленный конец с диаметром, меньшим диаметра ниппелей. Они расположены на одной оси с упомянутыми ниппелями в момент, когда они приходят с ними в контакт. Предпочтительно, они имеют форму усеченного конуса со слабым заострением.
Предпочтительно, заостренные выступы или резцы размещены в одной или нескольких плоскостях симметрии геометрической конфигурации, образованной расположением ниппелей, что позволяет оказывать на огарок хорошо пространственно распределенное воздействие и таким образом избежать возникновения боковых усилий, способных деформировать кронштейн штанги. Предпочтительно, пуансоны находятся в форме усеченного конуса и имеют слабое заострение (среднее отношение высота/диаметр в типичном случае меньше 1). Таким образом, они являются более крепкими и не захватывают заливки, когда они отделены от ниппелей. Конусность боковой стенки позволяет заставить «расколоться» заливки по мере продвижения пуансона вперед ко второму упору. Упомянутому раскалыванию можно также способствовать, снабдив указанную усеченно-коническую боковую стенку выступающими радиально острыми ребрами, которые способствуют растрескиванию.
Упомянутое упорное устройство окружает ниппели, по меньшей мере частично, с зазором: в частности, необходимо, чтобы под действием перемещения воздействующего устройства штанга кронштейн штанги и ниппели могли бы перемещаться в осевом направлении, тогда как огарок и/или заливки были блокированы. Упомянутое упорное устройство по меньшей мере частично окружает каждый ниппель; оно имеет первый упор, устроенный таким образом, что он блокирует осевое продвижение огарка вперед, и второй упор, смещенный по оси от первого и устроенный таким образом, что он блокирует осевое продвижение вперед заливок. Обычно первый и второй упоры окружают ниппели только частично, так чтобы упорное устройство могло позволить свободно проходить траверсам кронштейна анодной штанги в форме перевернутого канделябра. Однако, так как усилия, создаваемые во время демонтажа, очень большие, полезно реализовать устройство, которое, позволяя свободно проходить траверсам кронштейна анодной штанги, было бы снабжено по меньшей мере во время демонтажа вторым упором, который полностью окружает ниппель. Описанное в приведенном ниже примере устройство снабжено вторым упором, который полностью окружает ниппель с момента начала разъединения.
Упорное устройство согласно изобретению может быть выполнено в виде одной детали, такой как пластина, описанная в DE 4128522, которая содержит столько же выемок, сколько имеется ниппелей. Другими словами, это может быть толстая пластина, у которой поверхность, соответствующая первому упору, снабжена полостями, которые окружают ниппели и дно которых соответствует второму упору. Однако такая пластина сама по себе будет согласно изобретению очень толстой, так как разность уровней между первым и вторым упором по существу равна высоте заливок, которая в типичном случае составляет порядка 130 мм. Преимущественным образом можно использовать пластину меньшей толщины, но достаточно прочную для того, чтобы выдержать создаваемые при разборке усилия, причем одна сторона указанной пластины выполняет функцию второго упора, и на ней закреплены вокруг вырезов, предназначенных для ниппелей и по меньшей мере частично окружающих упомянутые ниппели, осевые стенки, в типичном случае в форме цилиндра или призмы, высота которых по существу равна высоте заливок и свободный конец которых выполняет функцию первого упора.
Вместе с тем, упорное устройство может также быть выполнено, как в DE 4410599, из индивидуальных приспособлений, или узлов, которые обеспечивают специфический и независимый упор вокруг каждого ниппеля, так как такие системы создают меньшие боковые усилия, вредные для анодного кронштейна. Устройство, представленное в приведенном ниже детальном примере, состоит из индивидуальных приспособлений, менее громоздких, чем известные из DE 4410599. Особенностью данного устройства является также то, что оно имеет первый упор, образованный фактически набором граней, регулярно расположенных вокруг каждого из ниппелей. В нижеследующем примере указанные грани, имеющие очень маленькую поверхность, размещены на концах выступов, регулярно расположенных вокруг обода, при этом верхняя сторона основания указанного обода служит также промежуточным осевым упором. Так как упомянутые выступы не совмещены со средствами воздействующего устройства, в углеродном блоке создаются изгибающие усилия, что облегчает дробление огарка.
В изложенном ниже примере упомянутый узел содержит наружную втулку и внутреннюю втулку, которая может перемещаться внутри упомянутой внешней втулки, при этом верхний конец упомянутой наружной втулки связан с шасси машины, нижний конец упомянутой наружной втулки частично окружает соответствующий ниппель и имеет поверхность, играющую роль первого упора, упомянутая внутренняя втулка имеет наружную стенку, которая, когда упомянутая внутренняя втулка приходит в осевой упор в стенку, связанную с шасси машины, играет роль упомянутого второго упора. Кроме того, нижний конец наружной втулки снабжен осевыми выступами, наружная поверхность которых играет роль первого упора. С другой стороны, упомянутая внутренняя втулка образована парой зажимных щек, которые можно раскрыть, чтобы позволить пройти траверсам анодного кронштейна.
Отработанный анод (или новый бракованный анод) перемещают либо посредством воздействующего устройства, либо посредством специального приводного механизма до тех пор, пока огарок не достигнет осевого упора в первый упор. Воздействующее устройство вызывает перемещение нижней части анодного огарка, в то время как его верхняя часть блокирована. Это оказывает на упомянутый огарок такие усилия, что последний дробится на фрагменты, и эти фрагменты отделяются одни за другими от огарка. Как указано выше, эта первая фаза фрагментации огарка преимущественно обеспечивается особыми средствами, в типичном случае резцами, которые расположены, например, в одной или нескольких плоскостях симметрии пространственной конфигурации ниппелей.
Чтобы облегчить фрагментацию огарка в зоне, удаленной от ниппеля, упорное устройство преимущественно снабжено осевыми выступами, ориентированными вниз и регулярно расположенными вокруг ниппелей. Наружная поверхность указанных выступов может образовывать упомянутый первый упор.
Когда основная часть огарка раздроблена и отделена, остаются части, еще прикрепленные вблизи ниппелей, которые в силу этого не иммобилизованы первым упором. Так как воздействующее устройство продолжает продвигаться вперед, осевые выступы осуществляют окончательную очистку за счет того, что приходят в контакт с остатками огарка и, действуя по оси ниппелей, заставляют их перемещаться в осевом направлении. Пока заливки не иммобилизованы вторым упором, остаток огарка подвергается касательным усилиям, по существу возникающим вследствие трения о боковую стенку полости. Таким образом, завершают фрагментацию остатков огарка, прикрепленных вблизи ниппеля. На данной стадии процесса можно отметить преимущество значительного осевого смещения между первым упором и вторым упором, которое обеспечивает возможность того, что завершение разъединения осуществляется без опасности отделения заливок. Согласно изобретению выбирают такое осевое смещение, которое больше или по существу равно высоте заливок, то есть в типичном случае больше половины высоты упомянутых заливок, а предпочтительно - по меньшей мере равно упомянутой высоте.
Указанное смещение позволяет также определить промежуток времени, в течение которого можно принять решение остановить продвижение вперед и даже осуществить небольшой отход, в типичном случае на расстояние порядка половины высоты заливок, чтобы облегчить отделение и обеспечить возможность приема последних фрагментов огарка, а также их удаления к измельчающим устройствам и установке для изготовления блоков из углеродного материала. Как только указанные отходы удалены из зоны приема, воздействующее устройство вновь приводят в движение: оно продолжает свое осевое перемещение таким образом, что заливки, в конце концов, блокируются вторым упором.
Когда заливка иммобилизована вторым упором, осевой выступ воздействующего устройства, продолжающий движение вперед, создает значительное касательное усилие, действующее непосредственно на границу между ниппелем и заливкой, и упомянутая заливка наконец отделяется от ниппеля. Так как осевой выступ задуман таким образом, чтобы не удерживать заливку, она падает в зону приема, которая только что должна быть уже освобождена от фрагментов огарка, и поэтому достаточно удалить упомянутые заливки, которые фрагментируют, дробят и направляют в плавильные печи.
Таким образом, с осевым смещением между первым упором и вторым упором заканчивают разъединение, создавая слабые касательные напряжения, и избегают всякого риска несвоевременного отделения заливок. Таким образом, легче разделяют этап фрагментации анодного огарка и этап вытаскивания заливок, будучи более уверенными в том, что во время первого этапа извлекаются только углеродные фрагменты. Кроме того, значительное осевое смещение между этими двумя упорами позволяет избежать применения копьевидных, а поэтому ломких пуансонов или дополнительных приспособлений типа электромагнитов для удерживания заливок. Со способом согласно изобретению нет необходимости использовать другие средства, чем сила тяжести, для удаления отходов, когда они отделяются от анодного остатка. Разделение отходов осуществляется по назначению эффективным временным разделением двух операций: разъединение, а затем демонтаж. В таком случае можно предусмотреть недорогое и простое по замыслу устройство сортировки: можно направить отходы во время их падения к специальному месту назначения в зависимости от природы отходов на пути их падения, или использовать общую зону приема и объединить ее с по меньшей мере одним средством удаления, которое направляет указанные отходы к специальному месту назначения в зависимости от природы принимаемых отходов.
Можно, например, поместить под анодным остатком, предпочтительно, под воздействующим устройством, наклонную стенку, которая преграждает путь углеродным отходам и заставляет их отскакивать в заданном направлении. Когда первая операция (разъединения) закончена, упомянутую наклонную стенку поворачивают таким образом, чтобы заливки отбрасывались в другом направлении, предпочтительно, противоположном.
Предпочтительной формой реализации изобретения является устройство разъединения и демонтажа со встроенным устройством сортировки, содержащим общую приемную плиту, которая позволяет собирать углеродные отходы и заливки и на которой заставляют возвратно-поступательно двигаться скребок, который следует по следующему циклу:
a) после первой операции (разъединения) скребок приводят в поперечное движение, чтобы сдвинуть углеродные отходы в первую зону транспортировки, которая находится вне зоны приема отходов и где фрагменты огарка подаются в цех изготовления углеродных блоков, в типичном случае по ленточному конвейеру, циркулирующему вблизи, например, вдоль боковой стороны машины;
b) во время второй операции (демонтажа) скребок остается неподвижным в указанной первой зоне транспортировки;
c) после второй операции скребок приводят в поперечное движение, противоположное предыдущему, для того чтобы вновь пересечь зону приема отходов и сдвинуть заливки во вторую зону транспортировки, которая находится вне зоны приема отходов и где заливки перемещают в плавильные печи, в типичном случае по ленточному конвейеру, циркулирующему вблизи, например вдоль другой боковой стороны машины;
d) скребок остается неподвижным в указанной второй зоне транспортировки во время первой операции (разъединения) следующего цикла.
Преимущественно, приемный стол состоит из шасси, прикрепленного анкерными болтами к полу, которое несет на своей верхней части прочный стол. Указанные две части прикреплены друг к другу посредством эластичных соединительных приспособлений, в типичном случае каучуковых контактных подкладок, которые обеспечивают поглощение ударов при падении отходов. Также предпочтительно, в комплект устройства входит система пылеулавливания, в частности зона разборки анодов, зона приема отходов и зоны падения на отводящие конвейеры полностью закрыты кожухом и соединены с упомянутой системой пылеулавливания.
Другим объектом изобретения является машина для разъединения и демонтажа, позволяющая осуществлять описанный выше способ согласно изобретению, способная разбирать как отработанные аноды, так и новые бракованные аноды, содержащая упорное устройство и воздействующее устройство, причем упомянутое воздействующее устройство может перемещаться при помощи приводного механизма в направлении упомянутого упорного устройства, упомянутое упорное устройство окружает, по меньшей мере частично, каждый ниппель кронштейна анодной штанги и имеет первый упор, блокирующий продвижение огарка, упомянутое упорное устройство снабжено вокруг каждого ниппеля полостью со вторым упором, который блокирует продвижение упомянутых заливок, при этом упомянутая машина отличается тем, что осевое расстояние между упомянутым первым упором и упомянутым вторым упором больше или по существу равно высоте упомянутых заливок.
Данная машина может иметь дополнительные признаки или варианты, описанные выше и в нижеследующих примерах, в частности упорное устройство, имеющее в своем составе узлы, состоящие из наружной втулки и внутренней втулки, скользящей внутри наружной втулки, воздействующее устройство, имеющее резцы, расположенные в по меньшей мере одной плоскости симметрии ниппелей, и пуансоны, расположенные в совмещении с ниппелями, причем воздействующее устройство приводится в движение комплектом приводных механизмов, не находящихся в зоне приема отходов, и интегрированное с упомянутой машиной устройство сортировки, содержащее скребок, осуществляющий возвратно-поступательное движение.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
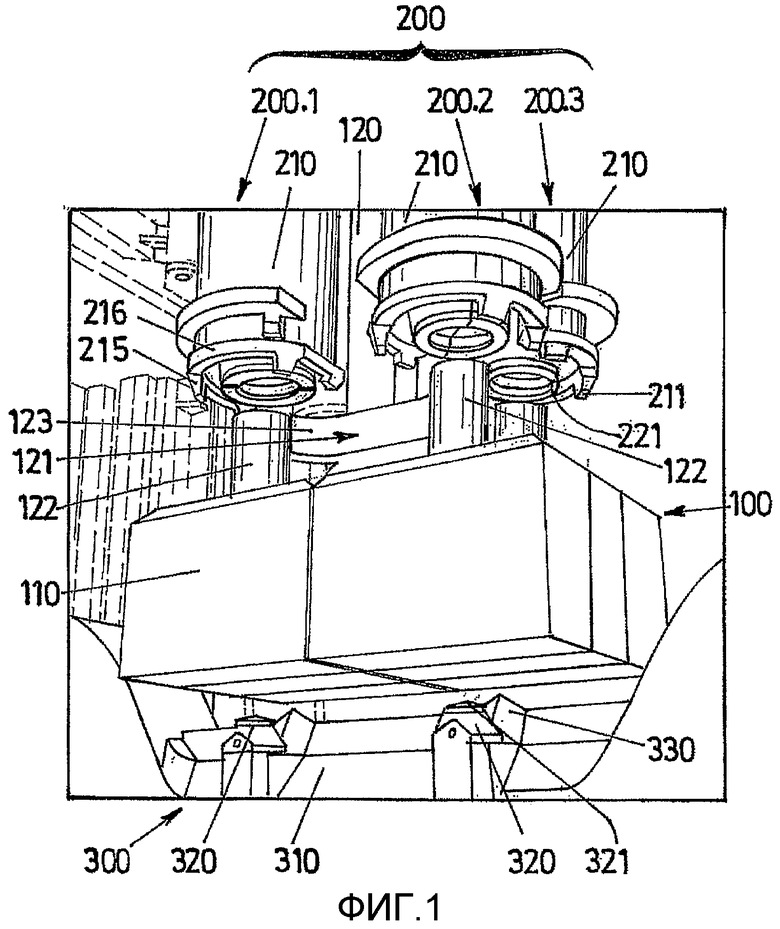
На фиг.1 схематически представлена, в перспективе с нижней точки, внутренность конкретной машины, позволяющей осуществлять способ согласно изобретению, изображенная в момент, когда отработанный анод - или новый бракованный анод (изображенный здесь) - помещен в машину между воздействующим устройством и упорным устройством.
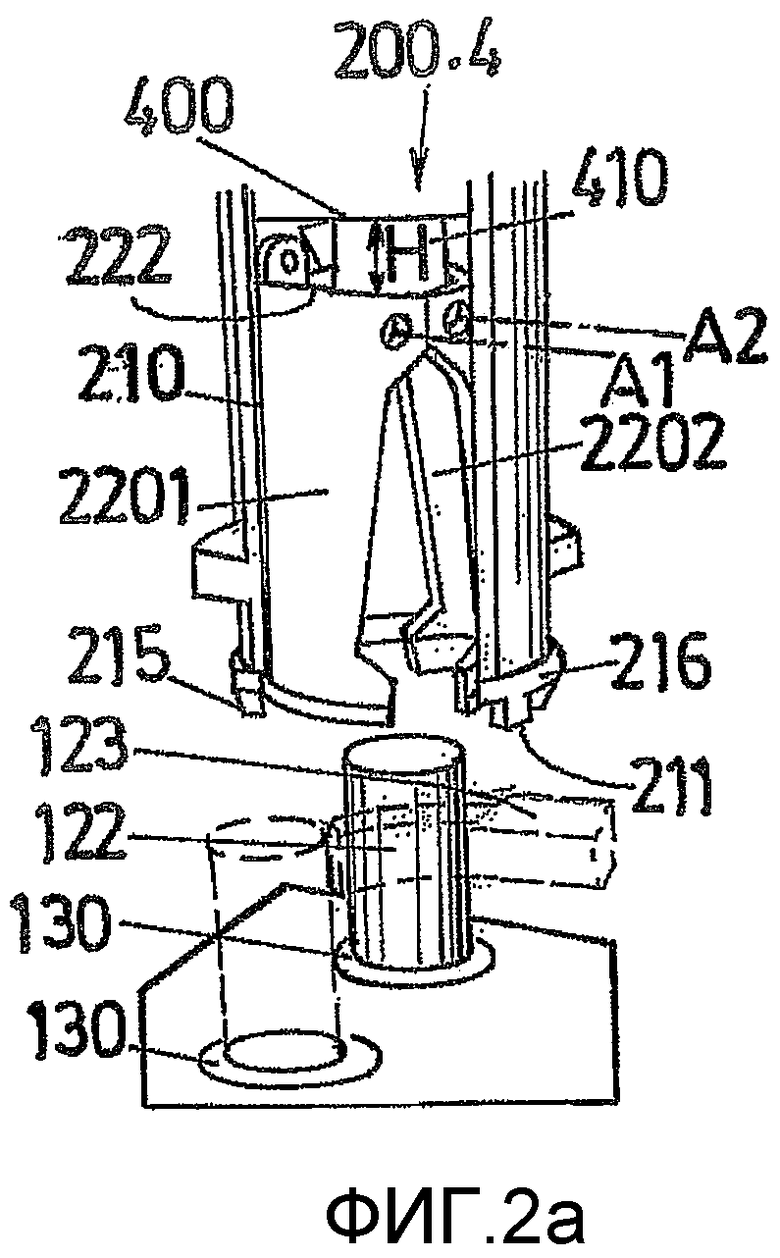
Фиг.2 схематически детализирует, в перспективе с верхней точки, узел упорного устройства машины, изображенной на фиг.1. Анодные штанга и кронштейн приведены в представлении пунктиром, за исключением ниппеля, ассоциированного с упомянутым узлом. Представлены два разных этапа способа:
(2а) фаза начала движения до того, как отработанный анод приходит до осевого упора в первый упор, и
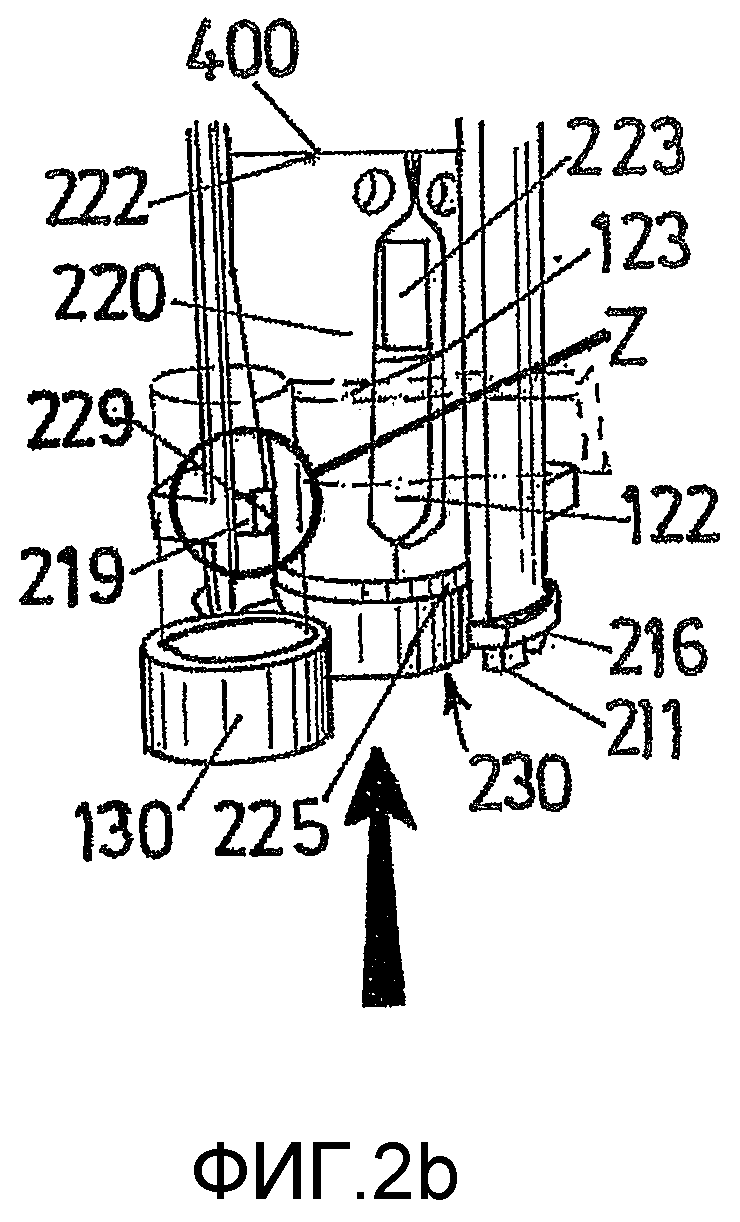
(2b) начало фазы демонтажа, когда заливки доходят до осевого упора во второй упор.
Фиг.3 схематически иллюстрирует, в перспективе с нижней точки, то же самое устройство в ходе фазы, предшествующей фазе фиг.2b, причем воздействующее устройство на этот раз представлено. Эта предшествующая фаза соответствует началу подъема ниппелей с их заливкой или «оболочкой» из углеродного материала (не представлена) внутрь полостей упорного устройства.
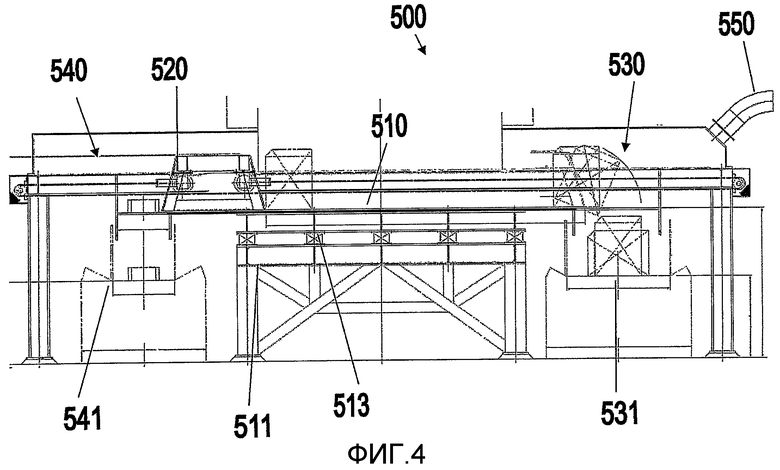
Фиг.4 иллюстрирует вид спереди интегрированного с предыдущей машиной устройства, которое позволяет при помощи скребка раздельно удалять фрагменты огарка и заливки.
Примеры (Фиг. 1-4)
Способ согласно изобретению описан здесь, опираясь на конкретную машину, проиллюстрированную фиг.1-4, используемую для его осуществления.
Отработанный анод 100 содержит штангу 120 из проводящего металла и огарок 110 из углеродного материала. Соединение между штангой и телом из углеродного материала осуществляется посредством стального кронштейна 121, который связан с основанием штанги и который обычно имеет форму перевернутого канделябра, при этом каждое ответвление 123 канделябра связано с одним ниппелем 122. В частном случае данного примера углеродное тело прикреплено к штанге посредством четырех ниппелей 122. Механическое и электрическое соединения между углеродным телом и каждым ниппелем обеспечивается чугунной заливкой 130.
Отработанный анод 100 вводят в вертикальном положении в машину для разъединения и демонтажа. Огарок 110 и анодный кронштейн 120 вводят между упорным устройством 200 и воздействующим устройством 300.
Воздействующее устройство 300 приводят в движение комплектом домкратов (не представлены), действующих в вертикальном направлении. Чтобы избежать загромождения приемного стола, домкраты вынесены и воздействуют на толстую балку 310, длина которой больше длины огарка 110. Эту балку 310 приводят в движение двумя домкратами, действующими на каждом конце упомянутой балки (не изображены), оставляя таким образом свободное пространство и без препятствий под упомянутой балкой, пригодное для собирания отходов, которые были отделены от анодного остатка и упали.
Воздействующее устройство имеет пуансоны 320, находящиеся по существу в совмещении с каждым ниппелем 122. У них имеются два разных воздействующих средства: остроконечные выступы и резцы 330, которые расположены не на оси ниппелей, и упомянутые пуансоны 320, которые имеют форму слабо заостренного усеченного конуса с закругленным концом 321, действующий диаметр которого меньше диаметра ниппелей 122. Когда огарок достаточно фрагментирован, эти пуансоны находятся вблизи основания ниппелей в совмещении с ними. Они заставляют подниматься ниппели и их остаточные оболочки из углеродного материала в расточке, предусмотренной в наружных втулках 210 упорного устройства. Внутренние втулки 220 увлекаются ниппелями посредством заливок до тех пор, пока они не будут иммобилизованы неподвижной стенкой 400, соединенной с шасси машины. Нижняя стенка 221 внутренних втулок выполняет в таком случае функцию второго упора 225.
Остроконечные выступы приводятся в движение сообразно плоскости симметрии геометрической конфигурации, образованной расположением четырех ниппелей 122, что позволяет оказывать равномерно распределенное воздействие на огарок и избежать возникновения боковых усилий, способных деформировать кронштейн 121 штанги и даже саму анодную штангу 120.
Упорное устройство 200 здесь представляет собой комплект из четырех индивидуальных узлов (200.1, 200.2, 200.3, 200.4), каждый из которых частично окружает один ниппель 122 таким образом, что упомянутый ниппель и траверса 123 кронштейна штанги, которая с ним соединена, могут свободно перемещаться в вертикальном направлении.
Каждый узел состоит из наружной втулки 210, верхний конец которой связан с шасси машины и нижний конец 216 которой имеет форму обода, частично окружающего соответствующий ему ниппель 122. Этот нижний конец снабжен выступами 215, нижняя поверхность которых составляет часть первого упора 211, который блокирует продвижение огарка 110. Типично, совокупность нижних граней выступов занимает поверхность, которая составляет от 10 до 20% от поверхности нижнего конца 216. Осевой вырез, сделанный на наружной втулке 210 и простирающийся вплоть до упомянутого первого упора, позволяет траверсе 123 анодного кронштейна свободно перемещаться в вертикальном направлении.
Каждый узел содержит также внутреннюю втулку 220, состоящую из пары зажимных щек 2201 и 2202. Внутренняя втулка 220 может перемещаться внутри наружной втулки 210 на расстояние Н, по меньшей мере равное высоте заливок. Когда внутренняя втулка 220 приходит в осевой упор в стенку 400, концевая стенка 221 исполняет роль второго упора 225. В этой последней геометрической конфигурации внутренность наружной втулки 210 образует полость 230, которая имеет второй упор 225.
При помещении анодного огарка 110 между воздействующим устройством 300 и упорным устройством 200 (фиг.2а) зажимные щеки 2201 и 2202 раскрыты таким образом, чтобы дать возможность пройти траверсам 123 анодного кронштейна. Когда зажимные щеки 2201 и 2202 закрываются, они образуют вторую втулку или внутреннюю втулку 220, внутренний диаметр которой слегка больше диаметра ниппеля 122. Эта внутренняя втулка 220 также имеет осевой вырез 223, который позволяет траверсе 123 анодного кронштейна свободно перемещаться. Но здесь зажимные щеки 2201 и 2202 имеют соединенные нижние концы, образующие нижнюю стенку 221, которая полностью окружает ниппель 122 и которая имеет расточку, внутренний диаметр которой, близкий к диаметру ниппелей, заметно меньше наружного диаметра заливок. Таким образом, заливки увлекают за собой внутреннюю втулку 220 во время их подъема. Зажимные щеки 2201 и 2202 поворачиваются вокруг горизонтальных осей А1 и А2, связанных с держателем 410, который может перемещаться с существенным зазором внутри стенки 400. Совокупность зажимных щек 2201 и 2202 и держателя 410 образуют гибкое соединение, которое позволяет осуществлять индивидуальную центровку и выравнивание внутренней втулки 220 по оси каждого ниппеля 122.
Когда внутренняя втулка в конце концов блокируется стенкой 400, нижняя стенка 221 внутренней втулки 220 играет роль второго упора 225, иммобилизуя заливки 130. Пуансон 320 продолжает увлекать за собой ниппель 122 вверх. Поверхность раздела заливка/ниппель при этом подвергается большим касательным напряжениям.
С указанным комплектом независимых упорных узлов (200.1, 200.2, 200.3, 200.4) меньше опасность создания поперечных усилий, возникающих вследствие того, что нижние поверхности ниппелей не находятся точно на одном и том же уровне. Кроме того, в таком случае связанные с заливками ниппели, которые еще не иммобилизованы по оси, могут еще свободно перемещаться по оси ко второму упору, но они защищены внутренней втулкой 220, которая с ними ассоциирована и которая не позволяет им поворачиваться или смещаться под действием упомянутых боковых усилий.
Устойчивость внутренней втулки 220 к усилиям во время демонтажа улучшается, если не допускают радиального раскрытия зажимных щек 2201 и 2202. Для этого наружную стенку упомянутых зажимных щек снабжают контактными подкладками 229, которые приходят в радиальный упор в выступы 219, размещенные на внутренней стенке наружной втулки 210 (см. выделенную кружком зону Z на фиг.2b).
На фиг.1 не констатируют значительного осевого смещения между первым упором 211 и нижней стенкой 221, так как внутренняя втулка 220 находится в данной конфигурации в положении частичного прохода. Нижняя стенка 221 не выполняет в таком случае роль упора. Внутренняя втулка 220 сама способна свободно перемещаться внутри наружной втулки 210 на высоту Н до тех пор, пока ее верхний конец 222 не встретит неподвижную стенку 400, связанную с шасси машины. Когда упомянутый верхний конец 222 встречает неподвижную стенку 400, осевое смещение между первым упором 211 и вторым упором 225 немного больше высоты заливки 130 (130 мм в данном случае).
Эти индивидуальные узлы, состоящие из внутренней втулки, скользящей внутри наружной втулки, связанной с шасси машины, обеспечивают возможность осевого воздействия, адаптированного к усилиям, прикладываемым рядом с ниппелем, который с ними ассоциирован. Это дает преимущество создания меньших боковых усилий, вредных для анодных штанги и кронштейна. Комплект указанных узлов позволяет иметь слабо загромождающее упорное устройство.
Разборка производится следующим образом.
- отработанный анод (или новый бракованный анод) перемещают вертикально посредством независимого приводного механизма, который действует непосредственно на анодную штангу до тех пор, пока огарок 110 не придет в осевой упор о первый упор 211; зажимные щеки 2201 и 2202 раскрывают, чтобы дать возможность пройти траверсам 123 анодных кронштейнов, затем их вновь закрывают;
- воздействующее устройство 300 вызывает смещение нижней части огарка 110, тогда как его верхняя часть блокирована; это приводит к созданию на упомянутом огарке таких усилий, что этот последний дробится на фрагменты, и эти фрагменты одни за другими отделяются от огарка;
- первая фаза фрагментации огарка обеспечивается резцами 330; чтобы облегчить фрагментацию огарка, нижний конец 216 наружной втулки 210 преимущественно снабжен осевыми выступами 215, ориентированными вниз и регулярно расположенными; первый упор 211 образован совокупностью нижних граней выступов 215, которые имеют малую поверхность; упомянутые выступы не установлены по линии с воздействующими средствами 330 и 320, и в углеродном блоке создаются изгибающие усилия, что облегчает фрагментацию огарка;
- нижний конец 216 наружной втулки 210 также может служить промежуточным осевым упором во время фрагментации огарка;
- когда основная часть огарка фрагментирована и отделена, еще остаются части, прикрепленные вблизи ниппелей 122, которые, в силу этого, не иммобилизованы первым упором;
- так как воздействующее устройство продолжает продвигаться, пуансоны 320 в конце концов приходят в контакт с остатками огарка и, действуя по оси ниппелей, заставляют их проникать внутрь полости, образованной расточкой в наружной втулке 210, и увлекают с собой внутреннюю втулку 220; пока заливки не иммобилизованы, остаток огарка подвергается касательным напряжениям, которые продолжают его фрагментировать, но эти напряжения, по существу возникающие в результате трения о расточку в наружной втулке 210, являются относительно слабыми, и опасность отрыва заливок является малой; таким образом завершают фрагментацию остатков огарка, прикрепленных вблизи ниппеля;
- останавливают продвижение воздействующего устройства 300 приблизительно в тот момент, когда внутренняя втулка 220 достигнет осевого упора в неподвижные стенки 400 и когда, следовательно, заливки будут в конце концов блокированы нижней стенкой 221, которая в таком случае играет роль второго упора 225; типично, дают команду остановиться, когда при помощи датчика смещения констатируют, что верхний конец 222 внутренней втулки 220 находится в нескольких миллиметрах от упора 400; осуществляют небольшой отход, чтобы сделать возможными отделение и прием последних фрагментов огарка; совокупность углеродных отходов удаляют;
- воздействующее устройство вновь приводят в движение; создается значительное касательное напряжение, действующее непосредственно на границу между ниппелем 122 и заливкой 130; заливка деформируется, разрывается и, в конце концов, отделяется от ниппеля и падает в зону приема, которую только что очистили от фрагментов огарка;
- заливки направляют в плавильные печи.
Машина, используемая в рамках данного способа, имеет также встроенное устройство 500 сортировки, имеющее в своем составе приемную плиту 510, которая позволяет собирать отходы и на которой заставляют скребок 520 возвратно-поступательно двигаться в направлении, перпендикулярном воздействующей балке 310;
a) после первой операции (разъединения) скребок 520 приводят в поперечное движение, чтобы сдвинуть углеродные отходы в первую зону транспортировки 530, где фрагменты огарка помещаются на ленточный конвейер 531, размещенный вдоль боковой стороны машины;
b) во время второй операции (демонтажа) скребок остается неподвижным в указанной первой зоне транспортировки 530;
c) после второй операции скребок 520 приводят в поперечное движение, противоположное предыдущему, для того, чтобы вновь пересечь зону плиты 510 приема отходов и сдвинуть заливки во вторую зону транспортировки 540, где заливки перемещают на ленточный конвейер 541, размещенный вдоль другой боковой стороны машины;
d) скребок 520 остается неподвижным в указанной второй зоне транспортировки 540 во время первой операции (разъединения) следующего цикла.
Приемный стол состоит из шасси 511, прикрепленного анкерными болтами к полу, которое несет на своей верхней части прочный стол. Указанные две части прикреплены друг к другу посредством амортизирующих контактных подкладок 513 из каучука. В комплект устройства входит система пылеулавливания 550. В частности, зона разборки анодов, зона приема отходов и зоны падения на отводящие конвейеры полностью закрыты кожухом и соединены с системой пылеулавливания.
Скребок 520 направляется попарно двумя бегунками, катящимися в двух U-образных стальных направляющих, расположенных по одну и по другую стороны от скребка. Он скользит по верхней поверхности приемной плиты и приводится в движение лебедочной системой с двумя цепными приводами, приводимыми в действие моторедуктором, установленным на конце закрепленного шасси стола.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ МЕТАЛЛИЧЕСКИХ СТАКАНОВ ОТ ОСНОВАНИЙ АНОДОВ, В ЧАСТНОСТИ, АНОДОВ, ИСПОЛЬЗУЕМЫХ ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ ПРИ ПОМОЩИ ОГНЕВОГО ЭЛЕКТРОЛИЗА | 2008 |
|
RU2496921C2 |
| АНОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ВЕРХНИМ ТОКОПОДВОДОМ | 2002 |
|
RU2221903C1 |
| АНОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ОБОЖЖЕННЫМИ АНОДАМИ | 2002 |
|
RU2231577C1 |
| АНОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ОБОЖЖЕННЫМИ АНОДАМИ | 2009 |
|
RU2405866C1 |
| МЕХАНИЗМ ПОДЪЕМА И ОПУСКАНИЯ ОБОЖЖЕННЫХ АНОДНЫХ БЛОКОВ НА ЭЛЕКТРОЛИЗЕРАХ С НЕПОДВИЖНОЙ АНОДНОЙ РАМОЙ | 2004 |
|
RU2319793C2 |
| КОНТЕЙНЕР ДЛЯ ГЕРМЕТИЗАЦИИ АНОДНЫХ ОГАРКОВ | 2008 |
|
RU2385973C1 |
| АВТОМАТИЗИРОВАННАЯ СИСТЕМА ОТСЛЕЖИВАНИЯ И УПРАВЛЕНИЯ ЖИЗНЕННЫМ ЦИКЛОМ АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2022 |
|
RU2799185C1 |
| Зажим | 1977 |
|
SU737505A2 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ НИППЕЛЕЙ АНОДОДЕРЖАТЕЛЯ | 2022 |
|
RU2775483C1 |
| ТОКОПОДВОД ОБОЖЖЕННОГО АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2015 |
|
RU2585601C1 |

Изобретение относится к способу и устройству для извлечения анодного огарка из алюминиевого электролизера. Способ включает следующие этапы: помещение огарка между упорным устройством и воздействующим устройством, причем упомянутое упорное устройство имеет первый упор, блокирующий огарок, упомянутое воздействующее устройство снабжено вокруг каждого ниппеля полостью со вторым упором, который блокирует упомянутые заливки, причем осевое расстояние между этими упорами равно или больше половины высоты заливок, перемещение огарка до тех пор, пока он не дойдет до первого упора, перемещение воздействующего устройства для дробления огарка на фрагменты, удаление фрагментов огарка, продолжение перемещения воздействующего устройства для отделения заливок от ниппелей, остановка и отвод воздействующего устройства. За два хорошо разделенных последовательных этапа фрагменты огарков и заливки отделяются, падают и могут быть непосредственно направлены в цех для специфической переработки. Описана также машина для извлечения анодных огарков. Обеспечивается эффективная сортировка отходов, усовершенствуется разъединение и демонтаж отработанных или бракованных анодов. 2 н. и 27 з.п. ф-лы, 4 ил.
1. Способ извлечения анодного огарка (110) и заливок (130), прикрепленных к отработанному аноду, включающий этапы:
a) помещение огарка (110) между упорным устройством (200) и воздействующим устройством (300), причем упомянутое воздействующее устройство может перемещаться приводным механизмом в направлении упомянутого упорного устройства, при этом упомянутое упорное устройство окружает, по меньшей мере частично, каждый ниппель (122) кронштейна (121) анодной штанги и имеет первый упор (211), блокирующий продвижение огарка, упомянутое упорное устройство выполнено с полостью (230) вокруг каждого ниппеля и вторым упором (225), который блокирует продвижение упомянутых заливок;
b) перемещение отработанного анода до блокирования огарка упомянутым первым упором;
c) перемещение упомянутого воздействующего устройства в направлении упорного устройства таким образом, что оно приходит в контакт с упомянутым анодным огарком и прикладывает к упомянутому огарку усилия, обеспечивающие дробление последнего на фрагменты и отделение этих фрагментов от огарка;
d) удаление фрагментов огарка;
e) продолжение перемещения упомянутого воздействующего устройства до блокирования заливок упомянутым вторым упором и отделения их от ниппелей;
f) остановка и отвод упомянутого воздействующего устройства,
отличающийся тем, что устанавливают осевое расстояние между упомянутым первым упором и упомянутым вторым упором большим или, по существу, равным высоте упомянутых заливок.
2. Способ по п.1, отличающийся тем, что упомянутую полость (230) выполняют с общей формой, по существу, цилиндра, соосного упомянутому ниппелю.
3. Способ по п.1, отличающийся тем, что упомянутое воздействующее устройство выполняют с воздействующими средствами (320, 330) с осевыми выступами (320), которые, по меньшей мере, в конце этапа с) и во время этапа е), по существу, совмещают с каждым ниппелем (122).
4. Способ по п.1, отличающийся тем, что упомянутое воздействующее устройство выполняют с воздействующими средствами (320, 330), с остроконечными осевыми выступами (320), обычно пирамидальными, не совмещенными с ниппелями, и пуансонами (320), совмещенными с каждым ниппелем (122), с закругленным концом (321), диаметр которого меньше диаметра ниппелей.
5. Способ по п.1, отличающийся тем, что упомянутые пуансоны выполняют в форме усеченного конуса со слабым заострением со средним отношением высота/диаметр обычно меньше 1.
6. Способ по любому из пп.1-5, отличающийся тем, что упомянутое упорное устройство выполняют в виде толстой пластины, поверхность которой, соответствующая первому упору, имеет окружающие ниппели полости, дно которых соответствует второму упору.
7. Способ по любому из пп.1-5, отличающийся тем, что упомянутое упорное устройство выполняют в виде пластины, одна сторона которой выполняет функцию второго упора и на которой закреплены вокруг вырезов, предназначенных для ниппелей и, по меньшей мере частично, окружающих упомянутые ниппели, осевые стенки, обычно в форме цилиндра или призмы, высота которых, по существу, равна высоте заливок и свободный конец которых выполняет функцию первого упора.
8. Способ по любому из пп.1-5, отличающийся тем, что упомянутое упорное устройство выполняют из узлов, которые обеспечивают независимый упор вокруг каждого ниппеля.
9. Способ по любому из пп.1-5, отличающийся тем, что упомянутый первый упор образуют совокупностью граней (211), регулярно расположенных вокруг каждого из ниппелей.
10. Способ по п.8, отличающийся тем, что упомянутый узел упорного устройства содержит наружную втулку (210) и внутреннюю втулку (220), которая может перемещаться внутри упомянутой наружной втулки, причем верхний конец упомянутой наружной втулки связан с шасси машины, а нижний конец (216) упомянутой наружной втулки частично окружает соответствующий ниппель (122) и имеет поверхность, играющую роль первого упора (211), упомянутая внутренняя втулка имеет наружную стенку (221), которая, когда упомянутая внутренняя втулка приходит в осевой упор в стенку (400), связанную с шасси машины, играет роль упомянутого второго упора (225).
11. Способ по п.10, отличающийся тем, что нижний конец (216) упомянутой наружной втулки выполняют с осевыми выступами (215), наружная поверхность которых играет роль первого упора (211).
12. Способ по любому из пп.1-5, отличающийся тем, что по окончании этапа с) продвижение воздействующего устройства останавливают и заставляют его осуществить небольшой отход обычно на расстояние порядка половины высоты заливок, чтобы облегчить отделение и прием фрагментов огарка, и их удаление.
13. Способ по любому из пп.1-5, отличающийся тем, что фрагменты отходов отделяются и падают под действием силы тяжести и направляются во время их падения к специальному месту назначения в зависимости от природы отходов на пути их падения.
14. Способ по любому из пп.1-5, отличающийся тем, что фрагменты отходов отделяются и падают под действием силы тяжести в общую зону приема (510), по которой проходит средство удаления (520), которое направляет упомянутые отходы к специальному месту назначения (530, 540) в зависимости от природы принимаемых отходов.
15. Способ по п.14, отличающийся тем, что помещают под анодным огарком наклонную стенку, которая преграждает путь углеродным отходам и заставляет их отскакивать в заданном направлении и которую поворачивают, когда этап с) закончен, таким образом, чтобы заливки отбрасывались в направлении, отличном от направления, выбранного для фрагментов огарков.
16. Способ по п.14, отличающийся тем, что используют устройство сортировки, содержащее приемную плиту (510), которая позволяет собирать углеродные отходы и заливки и на которой заставляют двигаться скребок (520) возвратно-поступательно согласно следующему циклу:
a) после первой операции разъединения фрагментов отходов скребок приводят в поперечное движение, чтобы сдвинуть углеродные отходы в первую зону транспортировки (530), которая находится вне зоны (510) приема отходов и где фрагменты огарка направляют в цех изготовления углеродных блоков, обычно по ленточному конвейеру (531);
b) во время второй операции скребок оставляют неподвижным в упомянутой первой зоне транспортировки;
c) после второй операции скребок приводят в поперечное движение, противоположное предыдущему, для того, чтобы вновь пересечь зону приема отходов (510) и сдвинуть заливки во вторую зону транспортировки (540), которая находится вне зоны приема отходов и где заливки перемещают в плавильные печи, обычно по ленточному конвейеру (541);
d) затем скребок оставляют неподвижным в упомянутой второй зоне транспортировки во время первой операции разъединения следующего цикла.
17. Машина для извлечения углеродного блока анодного огарка (110) и заливок (130), прикрепленных к аноду, содержащая упорное устройство (200) и воздействующее устройство (300), причем упомянутое воздействующее устройство выполнено с возможностью перемещения приводным механизмом в направлении упомянутого упорного устройства, упомянутое упорное устройство окружает, по меньшей мере частично, каждый ниппель (122) кронштейна (121) анодной штанги и имеет первый упор (211), блокирующий продвижение огарка, упомянутое упорное устройство имеет вокруг каждого ниппеля полость (230) со вторым упором (225), блокирующим продвижение упомянутых заливок, отличающаяся тем, что осевое расстояние между упомянутым первым упором и упомянутым вторым упором больше или, по существу, равно высоте упомянутых заливок.
18. Машина по п.17, отличающаяся тем, что упомянутая полость имеет общую форму, по существу, цилиндра, соосного упомянутому ниппелю.
19. Машина по п.17, отличающаяся тем, что боковая стенка упомянутой полости имеет бороздки и/или валики обычно в форме спирали.
20. Машина по п.17, отличающаяся тем, что упомянутое воздействующее устройство выполнено с осевыми выступами (320), по существу, совмещенными с каждым ниппелем (122).
21. Машина по п.17, отличающаяся тем, что воздействующее устройство приводится в действие системой домкратов, расположенных вне зоны падения и приема отходов.
22. Машина по п.17, отличающаяся тем, что упомянутое воздействующее устройство снабжено воздействующими средствами (320, 330), которые включают в себя остроконечные осевые выступы (320) обычно пирамидальные, не расположенные в совмещении с ниппелями, и пуансоны (320), по существу, совмещенные с каждым ниппелем (122), с закругленным концом (321), диаметр которого меньше диаметра ниппелей.
23. Машина по п.17, отличающаяся тем, что упомянутые пуансоны выполнены в форме усеченного конуса и имеют слабое заострение со средним отношением высота/диаметр обычно меньше 1.
24. Машина по любому из пп.17-23, отличающаяся тем, что упомянутое упорное устройство состоит из узлов (200.1, 200.2, 200.3, 200.4), обеспечивающих независимый упор вокруг каждого ниппеля.
25. Машина по любому из пп.17-23, отличающаяся тем, что упомянутый первый упор образован совокупностью граней (211), регулярно расположенных вокруг каждого из ниппелей.
26. Машина по п.24, отличающаяся тем, что упомянутый узел упорного устройства содержит наружную втулку (210) и внутреннюю втулку (220), которая может перемещаться внутри упомянутой наружной втулки, причем верхний конец упомянутой наружной втулки связан с шасси машины, нижний конец (216) упомянутой наружной втулки частично окружает соответствующий ниппель (122) и имеет поверхность, играющую роль первого упора (211), упомянутая внутренняя втулка имеет наружную стенку (221), которая, когда упомянутая внутренняя втулка приходит в осевой упор в стенку (400), связанную с шасси машины, играет роль упомянутого второго упора (225).
27. Машина по п.26, отличающаяся тем, что нижний конец (216) упомянутой наружной втулки выполнен с осевыми выступами (215), наружная поверхность которых играет роль первого упора (211).
28. Машина по п.26, отличающаяся тем, что упомянутая внутренняя втулка образована парой зажимных щек (2201 и 2202), которые можно раскрыть, чтобы позволить пройти траверсам (123) анодного кронштейна.
29. Машина по любому из пп.17-23, отличающаяся тем, что она содержит устройство сортировки, включающее в себя приемную плиту (510), которая позволяет собирать углеродные отходы и заливки и на которой заставляют двигаться скребок (520) возвратно-поступательно таким образом, чтобы углеродные отходы удалялись в одном заданном направлении, а заливки удалялись в противоположном направлении.
| DE 4410599 A1, 28.09.1995 | |||
| US 5956842 A, 28.09.1999 | |||
| US 6773574 B2, 10.08.2004 | |||
| US 4512695 A, 23.04.1985 | |||
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ С ДЕРЖАТЕЛЯ ОТРАБОТАННОГО АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1993 |
|
RU2086709C1 |

