Область техники
Предлагаемое изобретение относится к гладильной подошве (подошве для глажения) согласно ограничительной части пункта 1 формулы изобретения, к устройству для глажения, в особенности, электрическому паровому утюгу или электрической паровой гладильной станции с такой гладильной подошвой, а также к способу изготовления такой гладильной подошвы.
Уровень техники
В патентном документе ES 2139501 В1 (соответствует ЕР 0869215 В1) описана гладильная подошва в устройстве для глажения. Эта подошва содержит основание из литого алюминия и пластину подошвы из стального листа (предпочтительно, из нержавеющей стали), служащую поверхностью скольжения. Стальной лист расположен на нижней стороне основания и соединен с ним механическим и/или химическим способом, например, силиконовым клеем. Нижняя сторона стального листа, служащая поверхностью скольжения, может быть покрыта слоем эмали. Толщина стального листа составляет примерно 0,4 мм. Стальной лист или лист из нержавеющей стали отличается высокой стойкостью к коррозии и известковым отложениям, которые часто образуются при паровом глажении, высокой твердостью, очень гладкой поверхностью, хорошими скользящими свойствами и очень привлекательным внешним видом. Однако стальной лист или лист из нержавеющей стали относительно дорог, а его обработка связана с довольно большими затратами.
Поэтому были разработаны альтернативные конструкции подошв для глажения, в которых стальной лист или лист из нержавеющей стали был заменен алюминиевой пластиной толщиной примерно от 1,2 мм до 2,5 мм. Нижняя сторона такой алюминиевой пластины, служащая поверхностью скольжения, обычно подвергается анодированию (в особенности, твердому анодированию) или покрывается слоем эмали. В большинстве случаев алюминиевая пластина вставляется в выемку на нижней стороне основания и соединяется с основанием клеем. Изготовление такой подошвы для глажения является довольно сложным и затратным, так как детали подошвы для глажения должны быть изготовлены с большой точностью, должны иметь очень малые допуски и стыковаться с большой точностью.
Раскрытие изобретения
Задачей предлагаемого изобретения является разработка гладильной подошвы устройства для глажения, например, утюга, которая будет максимально свободна от недостатков уровня техники. Кроме того, необходимо разработать устройство для глажения с такой гладильной подошвой, а также подходящий способ для изготовления такой подошвы для глажения.
Эта задача (в первом аспекте) решается подошвой для глажения согласно изобретению с признаками, описываемыми в пункте 1 формулы изобретения. Термины «гладильная подошва» и «подошва для глажения» используются здесь как полные синонимы.
Такая гладильная подошва устройства для глажения, в особенности, электрического парового утюга или электрической паровой гладильной станции, содержит основание гладильной подошвы, в особенности, литое (например, из литого алюминия), и алюминиевую пластину подошвы, которая расположена на нижней стороне основания и соединена с ним. Гладильная подошва характеризуется тем, что пластина подошвы выполнена из алюминиевого листа толщиной от 0,35 до 0,8 мм, и что основание содержит нижнюю боковую кромку, вокруг которой пластически деформируется, в особенности, загибается или закручивается кромочная область алюминиевого листа, благодаря чему эта кромочная область соединяется с боковой кромкой с геометрическим замыканием. Таким образом, кромочная область тонкого алюминиевого листа заходит за упомянутую боковую кромку основания или его части. В особенности, кромочная область алюминиевого листа пластически деформируется по периметру вокруг упомянутой боковой кромки основания. Предпочтительно, алюминиевый лист изготовлен из алюминиевого деформируемого сплава, причем изобретение не ограничивается использованием этого специального типа сплава.
Алюминиевый лист, используемый в гладильной подошве согласно изобретению, гораздо тоньше алюминиевых пластин, использующихся в известных подошвах для глажения. Поэтому для изготовления гладильной подошвы требуется мало материала, в результате чего значительно снижаются производственные расходы. В то же время использование алюминия и малая толщина алюминиевого листа значительно облегчают пластическую деформацию этого листа при изготовлении гладильной подошвы, а также установку деформированного листа на основание и его фиксацию с геометрическим замыканием и уменьшают количество технологических операций. Кроме того, малая толщина алюминиевого листа способствует сохранению внешнего вида листа даже после пластической деформации, то есть, после установки листа на основание не требуется производить вообще никаких (или никаких дорогостоящих) доводочных работ. Напротив, можно даже произвести обработку, например, полировку, твердое анодирование, покрытие эмалью или лаком, поверхности, по меньшей мере, нижней стороны алюминиевого листа, служащей поверхностью скольжения, еще до установки этого листа на основание, и только затем выполнить пластическую деформацию алюминиевого листа и его установку на основание. При этом обнаружилось, что поверхностно-обработанная сторона не повреждается при выполнении пластической деформации алюминиевого листа определенным, предусмотренным изобретением способом (см. ниже), то есть, после деформации не требуется выполнять доводочных работ или требуются лишь незначительные доводочные работы. Поэтому можно в значительной степени рационализировать процесс изготовления подошвы для глажения согласно изобретению.
Кроме того, тонкий алюминиевый лист, использующийся в качестве пластины подошвы согласно изобретению, позволяет придавать поверхности скольжения различный внешний вид, так как алюминий, как уже говорилось, пригоден для выполнения разнообразной поверхностной обработки или для нанесения разнообразнейших термостойких покрытий. Так, нижняя сторона алюминиевого листа, служащая поверхностью скольжения, может быть, например, отполирована, подвергнута твердому анодированию, покрыта эмалью, лаком или термостойким полимерным покрытием. Нижняя сторона может также содержать области, поверхность которых обработана различными способами или имеет различные покрытия. Благодаря этому можно придавать поверхности скольжения различный внешний вид. Для этого не требуется использовать и запасать различные виды пластин подошвы (или изготовленные из различных материалов пластины подошвы). Тонкий алюминиевый лист достаточен и, тем самым, может использоваться для изготовления большого ассортимента подошв для глажения и устройств для глажения.
Следовательно, изготовление подошвы для глажения согласно изобретению упрощается, становится эффективным и недорогим, в особенности, потому, что пластина подошвы может быть предварительно изготовлена из тонкого алюминиевого листа со сравнительно большими допусками и установлена на основание.
Задача изобретения во втором аспекте решена устройством для глажения согласно изобретению с признаками, раскрываемыми в пункте 7 формулы. Это устройство для глажения, в особенности, электрический паровой утюг или электрическая паровая гладильная станция, содержит гладильную подошву по одному из пунктов 1-6 формулы. Устройство для глажения, выполненное согласно изобретению, позволяет получить, по существу те же преимущества, которые уже были описаны в отношении подошвы для глажения согласно изобретению.
Задача изобретения в третьем аспекте решена способом согласно изобретению с признаками, раскрываемыми в пункте 8 формулы. Этот способ изготовления подошвы устройства для глажения, в особенности, электрического парового утюга или электрической паровой гладильной станции, включает следующие этапы:
a) Изготовление основания подошвы для глажения с нижней боковой кромкой;
b) Наложение заготовки пластины подошвы (предпочтительно, плоской), которая изготовлена из алюминиевого листа толщиной от 0,35 до 0,8 мм и имеет заданный, соответствующий форме основания внешний контур, на нижнюю сторону основания;
c) Пластическое деформирование кромочной области заготовки из алюминиевого листа вокруг нижней боковой кромки основания и, тем самым, соединение алюминиевого листа с боковой кромкой с геометрическим замыканием.
Способ согласно изобретению позволяет получить, по существу, те же преимущества, которые уже были описаны в отношении подошвы для глажения согласно изобретению.
Предпочтительные и выгодные признаки вариантов исполнения подошвы для глажения согласно изобретению и способа согласно изобретению раскрываются в соответствующих зависимых пунктах формулы, которые опираются на приведенное ниже описание и фигуры.
Краткое описание чертежей
Примеры предпочтительных вариантов исполнения подошвы для глажения согласно изобретению, способа ее изготовления согласно изобретению и устройства для глажения согласно изобретению подробно описываются ниже на основании прилагаемых фигур, на которых изображено:
Фигура 1: схематичное сечение подошвы для глажения согласно изобретению в устройстве для глажения согласно изобретению, в соответствии с первым вариантом исполнения.
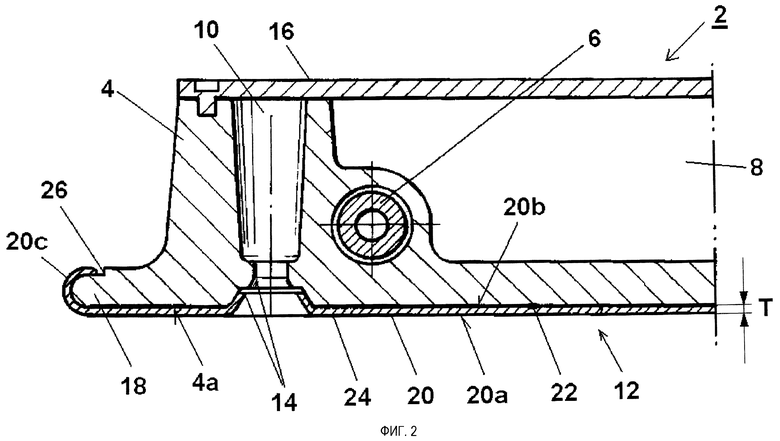
Фигура 2: схематичное сечение подошвы для глажения согласно изобретению в устройстве для глажения согласно изобретению, в соответствии со вторым вариантом исполнения.
Осуществление изобретения
На фиг.1 схематично показан первый вариант исполнения гладильной подошвы 2 согласно изобретению в устройстве для глажения (в данном случае - в электрическом паровом утюге) согласно изобретению. Гладильная подошва 2 содержит, в том числе, основание 4 из литого алюминия, которое содержит встроенное электрическое нагревательное устройство 6, камеру 8 парообразования, каналы 10 для распределения пара и алюминиевую пластину 12 подошвы, которая расположена на нижней стороне 4а основания 4 и соединена с ней. Основание 4 и пластина 12 подошвы содержат совпадающие друг с другом отверстия 14 для выхода пара. Верхняя сторона основания 4 может закрываться крышкой 16. Кроме того, как следует из фиг.1, по периметру основания 4 имеется нижняя боковая кромка 18 в виде пояска со скругленными краями.
Пластина 12 подошвы изготовлена из тонкого алюминиевого листа 20, толщина Т которого в предлагаемом варианте составляет 0,4 мм, а материал представляет собой алюминиевый деформируемый сплав. В принципе, толщина алюминиевого листа 20 подошвы для глажения согласно изобретению может составлять от примерно 0,35 мм до 0,8 мм. Предпочтительно, толщина Т алюминиевого листа 20 составляет от 0,38 до 0,75 мм, в особенности, от 0,38 до 0,55 мм, в особенности, от 0,4 до 0,48 мм. Чем мягче или чем легче поддается холодной деформации используемый алюминиевый сплав, тем тоньше, как правило, может быть лист 20.
Как показано на фиг.1, боковая кромочная область 20 с алюминиевого листа 20 пластически деформируется вокруг нижней боковой кромки 18 основания 4 и, тем самым, соединяется с боковой кромкой 18 с геометрическим замыканием. Дополнительно верхняя сторона 20b алюминиевого листа 20 соединяется силиконом 22 с нижней стороной 4а основания 4. Вместо силикона можно использовать другое подходящее термостойкое соединительное средство, в особенности, адгезионный состав, в особенности, клей.
Нижняя сторона 20а алюминиевого листа 20, которая служит поверхностью скольжения или глажения, в предлагаемом варианте исполнения анодирована, точнее говоря, подвергнута твердому анодированию (см. обозначение 24). В принципе, поверхность нижней стороны 20а может быть обработана и другим способом или может иметь другое покрытие. В особенности, на нижнюю сторону 20а может быть нанесено покрытие, выбранное из следующей группы: керамическое покрытие, в особенности, слой эмали; термостойкое полимерное покрытие, в особенности, покрытие из олефина полигалогена, в особенности, политетрафторэтилена или полихлортрифторэтилена; термостойкий лак, в особенности, термостойкий прозрачный лак.
В отношении упомянутого соединительного средства или перечисленных выше покрытий термин «термостойкий» означает, что эти элементы надежно выдерживают температуры, имеющие место при глажении или паровом глажении на гладильной подошве 2, без разрушения соответствующего материала или существенного ухудшения его свойств.
На фиг.2 схематично представлен второй вариант исполнения гладильной подошвы 2 согласно изобретению в паровом утюге согласно изобретению. Этот вариант в основном соответствует варианту, представленному на фиг.1. Отличие заключается в том, что на верхней стороне нижней боковой кромки 18 основания 4 имеется уступ или ступень 26. Высота ступени соответствует, по существу, толщине Т алюминиевого листа 20, благодаря чему алюминиевый лист 20 и верхняя сторона располагаются, по существу, заподлицо.
Теперь рассмотрим вариант способа изготовления подошвы 2 для глажения согласно изобретению, представленной на фиг.1:
На этапе а) подготавливается основание 4, по периметру которого имеется нижняя кромка в виде пояска со скругленными краями. Основание 4 уже может иметь крышку 16. Также возможен вариант, в котором крышка 16 будет устанавливаться лишь впоследствии.
Затем подготавливается плоская заготовка R пластины 12 подошвы (см. алюминиевый лист 20 на фиг.1, показанный в плоскости сплошной и пунктирной линией), которая предварительно вырезается из алюминиевого листа, толщина Т которого в данном варианте составляет 0,4 м. Заготовка R имеет заданный внешний контур, который соответствует форме основания 4 и форме изготавливаемой гладильной подошвы 2. Что касается базового контура готовой подошвы 2 для глажения, то кромочная область 20 с заготовки R имеет припуск или выступ Р (в данном варианте: примерно от 3 мм до 10 мм, в зависимости от толщины боковой кромки 18), который показан на фиг.1 пунктиром. Этот выступ Р необходим, в особенности, для этапа деформации, который будет описан ниже.
В этом варианте исполнения, по меньшей мере, нижняя сторона 20а заготовки R или алюминиевого листа 20, служащая поверхностью скольжения, подвергнута твердому анодированию (на фиг.1 помечено обозначением 24) или, как уже говорилось выше, обработана другим способом или имеет другое покрытие. Такая поверхностная обработка или нанесение покрытия может выполняться после вырезания заготовки R или алюминиевого листа 20 из большого алюминиевого листа. Также возможен вариант, в котором предварительно обрабатывается весь большой алюминиевый лист, в результате чего после вырезания также получается заготовка R или лист 20 с готовой обработанной поверхностью.
На этапе b) заготовка R или алюминиевый лист 20 устанавливается на нижнюю сторону 4а основания 4. Предпочтительно, это выполняется с помощью удерживающего устройства, которое фиксирует основание 4 и заготовку R друг относительно друга. Таким образом, невозможно смещение заготовки R на следующем этапе с), результатом которого стал бы неправильный монтаж или бракованное изделие. При этом положение заготовки R на нижней стороне 4а основания 4 уже соответствует, по существу, положению алюминиевого листа 20 после изготовления пластины 12 подошвы. Однако, на этом технологическом этапе кромочные области 20 с заготовки R или алюминиевого листа 20 еще выступают вбок за базовый контур основания 4 и его нижней боковой кромки 18 (выступ Р).
В предлагаемом варианте исполнения на этапе о) верхняя сторона 20b заготовки R или алюминиевого листа 20, обращенная к основанию 4, приклеивается силиконом 22 к нижней стороне 4а основания 4. Боковые выступы Р заготовки R или алюминиевого листа 20, а также отверстия 14 для выхода пара в основании 4 и в заготовке R или листе 20 остаются свободными от силикона. Отвердение силикона 22 может происходить уже на этапе b) или позже.
На этапе с) выступающая кромочная область 20 с заготовки R или алюминиевого листа 20 пластически деформируется по периметру вокруг нижней боковой кромки 18 основания 4 и ее закругленных краев и, тем самым, соединяется с боковой кромкой 18 с геометрическим замыканием. В предлагаемом варианте пластическая деформация выполняется холодным способом, но она может также выполняться горячим способом. Деформация производится стационарно или поточным методом.
Пластическое деформирование, загибание или складывание выступающих кромочных областей 20 с алюминиевого листа 20 выполняется с помощью прокатки, точнее говоря, прокаткой с помощью вращающихся пластмассовых валиков. Эти валики проводятся в направлении длины и/или ширины и/или высоты основания 4 над выступающей кромочной областью 20 с заготовки R или алюминиевого листа 20 и вдоль нижней боковой кромки 18 и прокатываются до тех пор, пока изначально выступающая кромочная область 20 с не примет форму и положение, показанные на фигуре 1 сплошной линией. Предпочтительно, пластмассовые валики имеют твердость по Шору от D60 до D90, в особенности, от D75 до D90, в особенности, от D80 до D87, в особенности, от D81 до D86. В предлагаемом варианте используются валики из полиоксиметилена (РОМ, например, выпускаемый под торговой маркой Delrin®), который имеет твердость по Шору примерно от D82 до D86. Кроме того, прокатывание выполняется с относительно низкой скоростью, составляющей от 0,5 см/с до 20 см/с, в особенности, от 1 см/с до 10 см/с, в особенности, от 2 см/с до 5 см/с. Тем не менее, изобретение не ограничивается этим диапазоном скоростей.
Пластмассовые валики и низкая скорость прокатывания гарантируют, что алюминиевый материал и нижняя сторона 20а алюминиевого листа 20 пластины 12 подошвы, поверхность которой обработана или имеет покрытие, не будут повреждены, и что после деформации будет получена готовая пластина 12 подошвы, не требующая доводочных работ (или требующая незначительной доводки).
В связи с этим будет выгодно, если во время пластической деформации, выполняемой в соответствии с этапом с), по меньшей мере, нижняя сторона 20а заготовки R или алюминиевого листа 20, служащая поверхностью скольжения, будет защищена съемным защитным элементом (в особенности, полимерной защитной пленкой), установленным на нижнюю сторону 20а. Этот защитный элемент, например, может быть установлен уже на большой алюминиевый лист, из которого вырезается заготовка R или участок алюминиевого листа 20. Также можно дополнительно устанавливать этот элемент на уже вырезанную заготовку R или лист 20. После деформирования кромочных областей 20 с алюминиевого листа 20 и изготовления пластины 12 подошвы защитный элемент может быть снят. Также можно оставить защитный элемент на готовой пластине 12 подошвы, то есть, он может быть снят только конечным пользователем, приобретающим готовый утюг.
Изобретение не ограничивается вышеописанными вариантами исполнения. В защищаемый объем пунктов формулы могут входить другие варианты исполнения подошвы для глажения согласно изобретению, устройства для глажения согласно изобретению и способа согласно изобретению, отличающиеся от конкретных, описанных выше вариантов. В особенности, признаки отдельных вариантов исполнения могут комбинироваться друг с другом. Пластическое деформирование кромочной области 20 с алюминиевого листа 20 может выполняться, например, не валиками, а другими формообразующими элементами, перемещающимися вдоль кромочной области 20 с и нижней боковой кромки 18, и наоборот. В принципе, силикон 22 или другое подходящее термостойкое соединительное средство может быть предусмотрено, в том числе, в той области алюминиевого листа 20 и боковой кромки 18, в которой алюминиевый лист 20 пластически деформируется вокруг боковой кромки 18. Алюминиевый лист 20, включая его кромочную область 20 с, может иметь участки, которые были деформированы или частично деформированы еще до этапа с) способа и не являются плоскими.
Обозначения в пунктах формулы изобретения, в описании и на фигурах служат исключительно для улучшения понимания изобретения и не должны ограничивать защищаемый объем.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
2 подошва для глажения
4 основание
4а нижняя сторона основания 4
6 электрическое нагревательное устройство
8 камера парообразования
10 каналы для распределения пара
12 пластина подошвы
14 отверстия для выхода пара
16 крышка
18 боковая кромка основания 4
20 тонкий алюминиевый лист
20а нижняя сторона листа 20 или заготовки R
20b верхняя сторона листа 20 или заготовки R
20с кромочная область листа 20 или заготовки R
22 силикон / термостойкое соединительное средство
24 твердое анодирование
26 ступень в боковой кромке 18
P выступ
R заготовка пластины подошвы
Т толщина листа 20 или заготовки R
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОДОШВА УТЮГА, В ЧАСТНОСТИ ПАРОВОГО УТЮГА | 2010 |
|
RU2535274C2 |
| ГЛАДИЛЬНАЯ ПРОКЛАДКА | 2007 |
|
RU2423569C2 |
| ЭЛЕКТРИЧЕСКИЙ УТЮГ С ГЛАДИЛЬНОЙ ПОДОШВОЙ | 1997 |
|
RU2149935C1 |
| ПОДОШВА УТЮГА И СПОСОБ ИЗГОТОВЛЕНИЯ ПОДОШВЫ УТЮГА | 1997 |
|
RU2167230C2 |
| УТЮГ, СОДЕРЖАЩИЙ КОРПУС И МЕТАЛЛИЧЕСКУЮ ПОДОШВУ, НАСАЖЕННУЮ НА КОРПУС | 2015 |
|
RU2677079C2 |
| ПАРОВОЙ ГЛАДИЛЬНЫЙ АППАРАТ, СОДЕРЖАЩИЙ УТЮГ | 2014 |
|
RU2646184C2 |
| ПАРОВОЙ ГЛАДИЛЬНЫЙ АППАРАТ | 2014 |
|
RU2643972C2 |
| ПАРОВОЙ ГЛАДИЛЬНЫЙ АППАРАТ, СОДЕРЖАЩИЙ УТЮГ, ИМЕЮЩИЙ ПОДОШВУ, НАД КОТОРОЙ РАСПОЛОЖЕН КОРПУС, СНАБЖЕННЫЙ НАГРЕВАТЕЛЬНЫМ ЭЛЕМЕНТОМ | 2015 |
|
RU2694805C2 |
| ПОДОШВА ДЛЯ УТЮГА | 2007 |
|
RU2420620C2 |
| ПОКРЫТАЯ ГЛАДИЛЬНАЯ ПЛАСТИНА И СПОСОБ ФОРМИРОВАНИЯ ПОКРЫТОЙ ГЛАДИЛЬНОЙ ПЛАСТИНЫ | 2016 |
|
RU2664224C1 |
Гладильная подошва (2), в особенности, электрического парового утюга или электрической паровой гладильной станции, содержит основание (4) подошвы для глажения и алюминиевую пластину (12) подошвы, которая расположена на нижней стороне (4а) основания (4) и соединена с ним. Пластина (12) подошвы выполнена из алюминиевого листа (20) толщиной (Т) от 0,35 до 0,8 мм, в особенности, примерно 0,4 мм; основание (4) содержит нижнюю боковую кромку (18), вокруг которой пластически деформируется кромочная область (20 с) алюминиевого листа (20), благодаря чему эта кромочная область соединяется с боковой кромкой (18) с геометрическим замыканием. Устройство для глажения с такой подошвой (2) для глажения. Способ изготовления такой подошвы (2) для глажения. Технический результат заключается в упрощении конструкции гладильной подошвы. 3 н. и 10 з.п. ф-лы, 2 ил.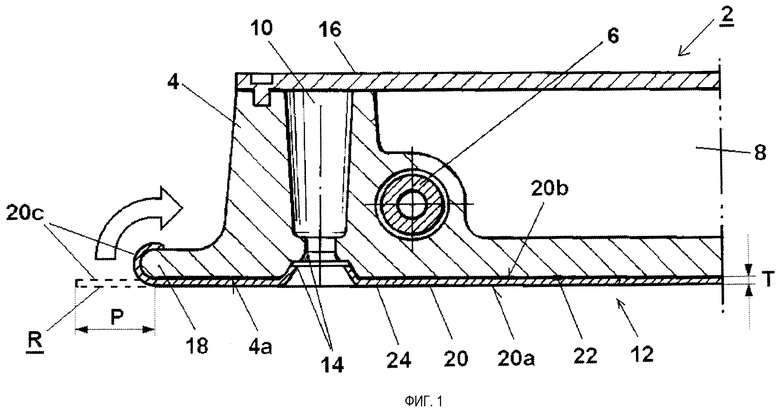
1. Гладильная подошва (2), в особенности, электрического парового утюга или электрической паровой гладильной станции, которая содержит основание (4) подошвы для глажения и алюминиевую пластину (12) подошвы, которая расположена на нижней стороне (4а) основания (4) и соединена с ним, отличающаяся тем, что пластина (12) подошвы выполнена из алюминиевого листа (20) толщиной (Т) от 0,35 до 0,8 мм, и что основание (4) содержит нижнюю боковую кромку (18), вокруг которой пластически деформирована кромочная область (20 с) алюминиевого листа (20), благодаря чему эта кромочная область соединена с боковой кромкой (18) с геометрическим замыканием.
2. Гладильная подошва (2) по п.1, отличающаяся тем, что толщина (Т) алюминиевого листа (20) составляет от 0,38 до 0,75 мм, в особенности от 0,38 до 0,55 мм, в особенности от 0,4 до 0,48 мм, в особенности что толщина (Т) составляет 0,4 мм.
3. Гладильная подошва (2) по п.1, отличающаяся тем, что, по меньшей мере, нижняя сторона (20а) алюминиевого листа (20), служащая поверхностью скольжения, поверхностно обработана (24), в особенности на нее нанесено покрытие.
4. Гладильная подошва (2) по п.1, отличающаяся тем, что нижняя сторона (20а) алюминиевого листа (20) анодирована, в особенности подвергнута твердому анодированию (24).
5. Гладильная подошва (2) по п.3, отличающаяся тем, что на нижнюю сторону (20а) нанесено покрытие, выбранное из следующей группы покрытий: керамическое покрытие, в особенности слой эмали; термостойкое полимерное покрытие, в особенности покрытие из олефина полигалогена, в особенности политетрафторэтилена или полихлортрифторэтилена; термостойкий лак, в особенности термостойкий прозрачный лак.
6. Гладильная подошва (2) по одному из пп.1-5, отличающаяся тем, что верхняя сторона (20b) алюминиевого листа (20), обращенная к основанию (4), соединена, по меньшей мере, с нижней стороной (4а) основания (4) термостойким соединительным средством, в особенности адгезионным составом, в особенности клеем, в особенности силиконом (22).
7. Устройство для глажения, в особенности электрический паровой утюг или электрическая паровая гладильная станция, с гладильной подошвой (2) по одному из пп.1-6 формулы изобретения.
8. Способ изготовления гладильной подошвы (2) устройства для глажения, в особенности электрического парового утюга или электрической паровой гладильной станции, включающий следующие этапы:
a) изготовление основания (4) подошвы для глажения с нижней боковой кромкой (18);
b) наложение заготовки пластины подошвы, которая изготовлена из алюминиевого листа (20) толщиной от 0,35 до 0,8 мм и имеет заданный, соответствующий форме основания (4) внешний контур на нижнюю сторону (4а) основания (4);
c) пластическое деформирование кромочной области (20 с) заготовки из алюминиевого листа (20) вокруг нижней боковой кромки (18) основания (4) и, тем самым, соединение алюминиевого листа (20) с боковой кромкой (18) с геометрическим замыканием.
9. Способ по п.8, отличающийся тем, что пластическое деформирование выполняют посредством прокатывания, в особенности тем, что прокатывание выполняют пластмассовыми валиками, в особенности пластмассовыми валиками, имеющими твердость по Шору от D60 до D90, в особенности от D75 до D90, в особенности от D80 до D87, в особенности от D81 до D86.
10. Способ по п.9, отличающийся тем, что прокатывание выполняют со скоростью, составляющей от 0,5 см/с до 20 см/с, в особенности от 1 см/с до 10 см/с, в особенности от 2 см/с до 5 см/с.
11. Способ по п.8, отличающийся тем, что, по меньшей мере, нижняя сторона (20а) алюминиевого листа (20), служащая поверхностью скольжения, перед этапом b) поверхностно обработана, в особенности анодирована или подвергнута твердому анодированию (24), или на нее нанесено покрытие, в особенности одно из следующих покрытий: керамическое покрытие, в особенности слой эмали; термостойкое полимерное покрытие, в особенности покрытие из олефина полигалогена, в особенности политетрафторэтилена или полихлортрифторэтилена; термостойкий лак, в особенности термостойкий прозрачный лак.
12. Способ по п.8, отличающийся тем, что перед этапом с) верхнюю сторону (20b) алюминиевого листа (20), обращенную к основанию (4), соединяют, по меньшей мере, с нижней стороной (4а) основания (4) термостойким соединительным средством, в особенности адгезионным составом, в особенности клеем, в особенности силиконом (22).
13. Способ по п.8, отличающийся тем, что во время пластической деформации, выполняемой в соответствии с этапом с), по меньшей мере, нижнюю сторону (20а) алюминиевого листа 20, служащую поверхностью скольжения, защищают съемным защитным элементом, установленным на нижнюю сторону (20а), в особенности полимерной защитной пленкой.
| EP 0869215 B1, 14.07.2004 | |||
| WO 9726399 A2, 24.07.1997 | |||
| RU 2003137839 A, 27.12.2004 | |||
| ПОДОШВА ЭЛЕКТРОУТЮГА | 1992 |
|
RU2040614C1 |

