Изобретение относится к подошвам утюга, содержащим литую нагревательную плиту.
Уровень техники
Известна подошва утюга, содержащая литую нагревательную плиту, имеющую периферийную кромку треугольного профиля, образующую ее острие и пяту, а также металлическую гладильную плиту, форма которой соответствует форме нагревательной плиты, имеющую острие, пяту, внутреннюю поверхность термического контакта с нижней поверхностью нагревательной плиты, внешнюю поверхность, образующую поверхность глаженья и высокую кромку, охватывающую периферийную кромку нагревательной плиты и имеющую элементы крепления с периферийной кромкой (ЕР 0556721).
Покрытие внешней поверхности гладильной плиты подошвы утюга данного типа является относительно хрупким, т.е. оно недостаточно устойчиво против механических напряжений, возникающих при сборке гладильной и нагревательной плит. Это тем более важно, что данным покрытием, как правило, является эмаль или хром.
Действительно, вследствие, например, сборки посредством фальцовки в области сгиба образуются микротрещины, которые не только ухудшают вид изделия, но со временем могут явиться причиной окисления сначала в данных местах, а затем и на остальной поверхности глаженья.
Кроме того, известны подошвы утюгов, в которых гладильная плита крепится к нагревательной плите с помощью упругого защелкивающего механизма.
Это позволяет решить проблему, связанную с образованием микротрещин, но сопряжено с относительно жесткими требованиями к допускам на размеры нагревательной плиты, изготавливаемой литьем, что затрудняет использование данного решения в серийном производстве.
Изобретение имеет целью устранить эти недостатки.
Сущность изобретения
Предложена подошва утюга, содержащая литую нагревательную плиту, имеющую периферийную кромку треугольного профиля, образующую острие и пяту нагревательной плиты утюга, и металлическую гладильную плиту, форма которой соответствует форме нагревательной плиты, имеющую острие и пяту, внутреннюю поверхность термического контакта с нижней поверхностью нагревательной плиты, внешнюю поверхность, образующую поверхность глаженья, и высокую кромку, охватывающую периферийную кромку нагревательной плиты и имеющую элементы крепления с периферийной кромкой, причем элемент крепления высокой кромки, по крайней мере, в области острия гладильной плиты выполнен в виде предварительно изготовленного и закругленного края, в котором размещается острие нагревательной плиты, а в области пяты гладильной плиты в виде, по крайней мере, одного крюка, связанного в зацеплении с пятой кромки нагревательной плиты, и при этом поверхность глажения образована покрытием на внешней поверхности.
В предпочтительных вариантах выполнения изобретения крюк имеет лапку, которая выполнена загнутой в направлении центра нагревательной плиты. Крюк также может представлять собой упругий элемент автоматического зацепления на пяте.
Предварительно сформированный и закругленный край кромки расположен охватывающим боковые стороны нагревательной плиты на расстоянии небольшого зазора (α) от каждой из боковых сторон нагревательной плиты.
При этом на нижнюю поверхность нагревательной плиты может быть нанесен слой силиконового клея, а покрытие образовано нанесением слоя хрома или слоя эмали.
Способ изготовления подошвы утюга согласно изобретению заключается в том, что гладильную плиту предварительно изготавливают с закругленным краем, причем гладильную плиту устанавливают под углом относительно нагревательной плиты, острие периферийной кромки вводят в предварительно сформированный закругленный край в области острия гладильной плиты, затем нижнюю поверхность нагревательной плиты и внутреннюю поверхность гладильной плиты соответственно совмещают друг с другом и скрепляют крюками на пяте, при этом на всю внешнюю поверхность наносят покрытие.
Таким образом, благодаря использованию нагревательной плиты с закругленным краем, формируемым до нанесения внешнего покрытия и сводя воздействие напряжений на край только к самым крайним областям нагревательной плиты, т. е. к областям, для которых характерна повышенная жесткость ввиду требований к точности их выполнения, обеспечивается реализация простой и экономичной подошвы утюга, которая может быть изготовлена в серийном производстве и гладильная плита которой сохраняет качество своего покрытия неизменным во времени.
Характеристики и преимущества изобретения станут более ясны из приводимого ниже описания варианта изобретения со ссылкой на приводимые чертежи.
Перечень фигур чертежей:
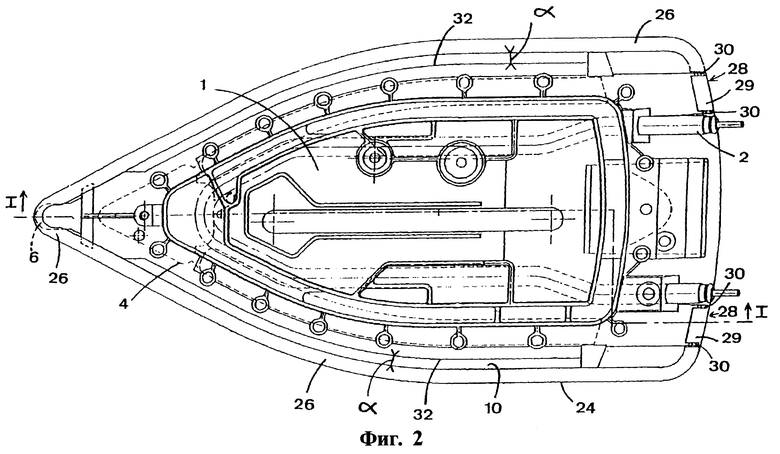
фиг. 1 - схематический вид вертикального разреза по пунктирной линии 1/1, показанной на фиг. 2, подошвы утюга, реализованной согласно изобретению;
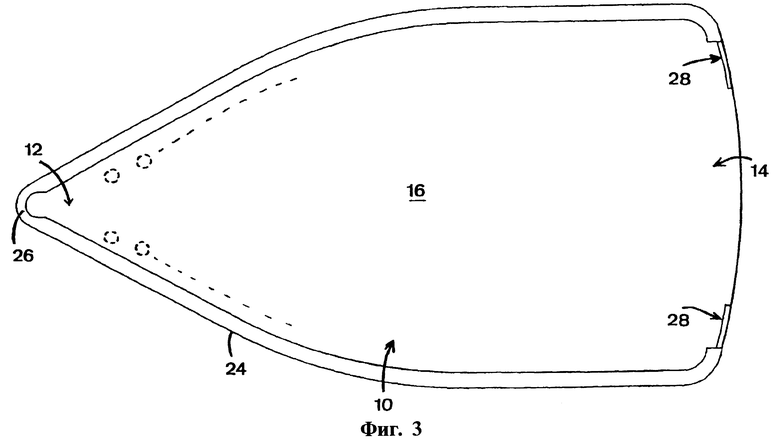
фиг. 2 - вид сверху подошвы утюга;
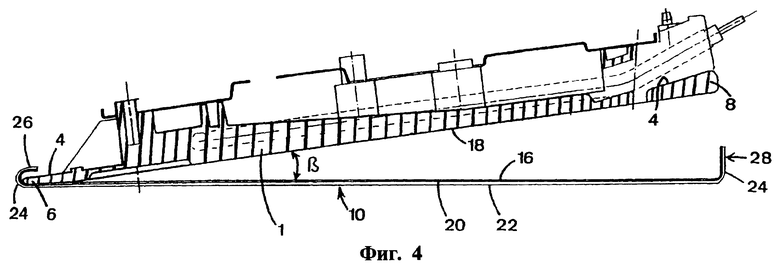
фиг. 3 - вид сверху только лишь гладильной плиты;
фиг. 4 - вид нагревательной и гладильной плит в фазе сборки подошвы утюга согласно изобретению.
Сведения, подтверждающие возможность осуществления изобретения
Подошва утюга, представленная на фиг. 1 - 4, содержит нагревательную плиту 1, изготавливаемую литьем, как правило, она представляет собой цельную отливку из алюминия и содержит электрический нагревательный элемент с защитной оболочкой 2. Как видно, в частности, на фиг. 2, нагревательная плита 1 имеет периферийную кромку 4, как правило, треугольного профиля, которая образует острие 6 и пяту 8. Эта периферийная кромка 4 является практически плоской, толщина ее относительно мала и одинакова по периферии за исключением области пяты, где ее толщина является несколько большей.
Кроме того, подошва утюга имеет металлическую гладильную плиту 10, форма которой соответствует форме нагревательной плиты 1 и имеет острие 12 и пяту 14. Данная плита имеет внутреннюю поверхность 16, предназначенную для обеспечения термического контакта с нижней поверхностью 18 нагревательной плиты и внешнюю поверхность 20 с нанесенным на нее покрытием 22, образующим поверхность глаженья, а также высокую кромку 24, которая выше периферийной кромки 4 и охватывает ее, имеющую элементы крепления с указанной кромкой 4.
Данная плита 10 изготавливается, как правило, из стали, а покрытие 22 плиты 10 может представлять собой слой эмали или хрома, чем обеспечивается очень хорошее скольжение подошвы утюга по тканям различных типов.
Подошва утюга, выполненная таким образом, может являться составной частью непарового или парового утюга, в последнем случае плита 10 в соответствии с ее конструктивными особенностями имеет совокупность выходных паровых отверстий, как схематически показано пунктирными линиями на фиг. 3.
Кроме того, для обеспечения отличного теплообмена между нижней поверхностью 18 нагревательной плиты 1 и внутренней поверхностью 16 гладильной плиты на поверхность 18 наносят слой силиконового клея.
Согласно изобретению в качестве элемента крепления кромки 24, по крайней мере, в области острия 12 гладильной плиты используется закругленный край 26, формируемый предварительно, предназначенный для размещения в нем острия 6 нагревательной плиты, а в области пяты (14) имеется, по крайней мере, один крюк 28, предназначенный для зацепления с пятой 8 нагревательной плиты, и в собранном положении связанный в зацеплении с пятой 8.
В описываемом варианте реализации изобретения для обеспечения лучшего зацепления гладильной плиты с нагревательной плитой она имеет два крюка 28, как показано на фиг. 2.
Ясно видно, что каждый крюк 28 имеет лапку 29, которая сгибается в направлении центральной области нагревательной плиты 1. Данные крюки могут быть, кроме того, образованы с помощью надрезов 30, выполненных по кромке 24, чем обеспечивается требуемое сгибание лапок 29.
В другом варианте реализации данного изобретения (не показан) крюк 28 представляет собой упругий элемент автоматического зацепления на пяте нагревательной плиты, таким упругим элементом может являться лапка кромки 24, имеющая боковой выступ, используемый как защелка.
Таким образом, благодаря данному изобретению плита 10 с нанесенным на ней хрупким покрытием из эмали или хрома закрепляется на периферийной кромке 4 нагревательной плиты 1 в ее крайних точках - на острие и на пяте, при этом не ухудшается качество покрытия кромки 24 и, следовательно, качество покрытия поверхности глаженья.
Ясно, что предварительно сформированный и закругленный край 26 кромки 24, расположенный в области острия нагревательной плиты, обеспечивает требуемую жесткость вследствие своей треугольной формы с острым углом, представляя собой фактически карман, чем предотвращается какая-либо деформация края и, следовательно, какое-либо локальное удлинение покрытия гладильной плиты, а следовательно, предотвращается возможность образования микротрещин. Кроме того, напряжения, возникающие на крюке 28, в значительной степени локализованы и оказывают влияние лишь на горизонтальные лапки 29, которые в конечной фазе производства изделия будут закрыты корпусом утюга.
Согласно важной характеристике описываемого изобретения, показанной на фиг. 2 и 3, закругленный край 26 кромки 24 расположен охватывающим боковые стороны 32 нагревательной плиты с небольшим зазором α. Таким образом, устраняется необходимость точной подгонки сторон нагревательной плиты и края гладильной плиты, что достаточно трудно обеспечить, поскольку нагревательная плита изготавливается литьем.
С другой стороны, благодаря данному зазору уменьшается прямая теплопередача с периферийной кромки 4 на кромку 24 нагревательной плиты, вследствие чего уменьшается вероятность ожога пользователя при соприкосновении с боковой стороной подошвы утюга.
Обращаясь к фиг. 1, поясним способ сборки подошвы утюга путем крепления гладильной плиты 10 на нагревательной плите 1. Плите 10 в ходе предварительных производственных операций придается требуемая форма, формируется закругленный край и на всю внешнюю поверхность 20 наносится хрупкое покрытие.
В первой фазе сборки под углом друг к другу располагаются гладильная плита 10 и нагревательная плита 1. Затем острие 6 вводится в закругленный край 26 в передней части кромки 24. Затем совмещают нижнюю поверхность 18 и внутреннюю поверхность 16 нагревательной 1 и гладильной 10 плит, соответственно, а закрепление данной компоновки обеспечивается установкой в соответствующее положение крюков 28 на пяте 8. Данная установка крюков осуществляется сгибанием лапок 29 на пяте 8. Такое крепление в точке вращения, обеспеченное острием 6 и закругленным краем 26, позволяет обеспечить плотный контакт нижней поверхности 18 нагревательной плиты с внутренней поверхностью гладильной плиты, поскольку усилие совмещения определяется в месте положения крюков 28.
Кроме того, этот способ сборки позволяет значительно упростить производство подошвы утюга и гарантирует качество поверхности глаженья как в процессе производства, так и после использования утюга в течение длительного времени.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАРОВОЙ ЭЛЕКТРИЧЕСКИЙ УТЮГ | 1996 |
|
RU2168577C2 |
| ПАРОВОЙ УТЮГ | 1996 |
|
RU2167229C2 |
| УТЮГ, СОДЕРЖАЩИЙ КОРПУС И МЕТАЛЛИЧЕСКУЮ ПОДОШВУ, НАСАЖЕННУЮ НА КОРПУС | 2015 |
|
RU2677079C2 |
| ГЛАДИЛЬНАЯ ПОДОШВА, УСТРОЙСТВО ДЛЯ ГЛАЖЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ГЛАДИЛЬНОЙ ПОДОШВЫ | 2009 |
|
RU2497994C2 |
| ПАРОВОЙ ГЛАДИЛЬНЫЙ АППАРАТ, СОДЕРЖАЩИЙ УТЮГ, ИМЕЮЩИЙ ПОДОШВУ, НАД КОТОРОЙ РАСПОЛОЖЕН КОРПУС, СНАБЖЕННЫЙ НАГРЕВАТЕЛЬНЫМ ЭЛЕМЕНТОМ | 2015 |
|
RU2694805C2 |
| УТЮГ С САМООЧИЩАЮЩЕЙСЯ ПОДОШВОЙ | 2002 |
|
RU2283389C2 |
| ПРИБОР ДЛЯ ПАРОВОГО ГЛАЖЕНИЯ, СОДЕРЖАЩИЙ ГЕНЕРАТОР ПАРА ПОД ДАВЛЕНИЕМ И УТЮГ | 2013 |
|
RU2633230C2 |
| ПРИБОР ДЛЯ ПАРОВОГО ГЛАЖЕНИЯ, СОДЕРЖАЩИЙ ПАРОГЕНЕРАТОР И УТЮГ | 2014 |
|
RU2644741C2 |
| Опорное основание для утюга | 2019 |
|
RU2796151C2 |
| ПАРОВОЙ ГЛАДИЛЬНЫЙ АППАРАТ, СОДЕРЖАЩИЙ УТЮГ | 2014 |
|
RU2646184C2 |
Утюг предназначен для глажения изделий и позволяет повысить технологичность изготовления. Литая нагревательная плита (1) подошвы утюга имеет периферийную кромку (4) треугольного профиля, образующую острие (6) и пяту (8), металлическую гладильную плиту (10) соответствующей формы, имеющую острие (12) и пяту (14), внутреннюю поверхность (16), внешнюю поверхность (20) и высокую кромку (24), проходящую вдоль боковых сторон периферийной кромки (4) нагревательной плиты и имеющую элементы крепления с указанной кромкой. Для крепления кромки (24), по крайней мере, в передней в области острия гладильной плиты (12) используется предварительно сформированный закругленный край (26), предназначенный для размещения в нем острия (6). В области пяты (14) имеется, по крайней мере, один крюк (28), предназначенный для закрепления ее на пяте (8). При этом поверхность глажения образована покрытием (22) на внешней поверхности (20). 2 с. и 7 з.п. ф-лы, 4 ил.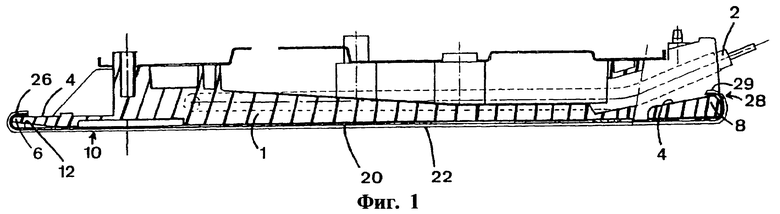
| Способ получения лимонной кислоты | 1972 |
|
SU556721A3 |
| Устройство для загрузки продольного конвейера | 1984 |
|
SU1234316A1 |
| US 4837952 A, 13.06.1989 | |||
| US 4495177 A, 26.02.1991 | |||
| Линия металлизации проката | 1987 |
|
SU1423623A2 |
| РАДИОЛОКАЦИОННЫЙ УРОВНЕМЕР, СПОСОБ ТЕСТИРОВАНИЯ УРОВНЕМЕРА И СИСТЕМА ИЗМЕРЕНИЯ УРОВНЯ, СОДЕРЖАЩАЯ ТАКОЙ УРОВНЕМЕР | 2014 |
|
RU2664916C2 |

