ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Изобретение относится к неэлектрическим бритвам и, более конкретно, к устройству для обработки лезвий таких бритв.
ОБЛАСТЬ ТЕХНИКИ
Известны устройства для заточки лезвий неэлектрических бритв (таких как многоразовые или одноразовые безопасные ручные бритвы), обеспечивающие улучшение их режущих свойств и, таким образом, увеличение их срока службы. В некоторых из этих устройств используются сложные механические или электронные компоненты и механизмы, абразивно воздействующие на лезвие (или лезвия) бритвы для его повторной заточки. Типичные примеры таких устройств приведены в патентах США №№1540078, 1588322, 2289062, 2458257, 3854251, 3875702, 5036731, 5224302, 6062970, 6506106 и 6969299, а также в патентной публикации РСТ WO 2006/053189 А1 и патентной публикации Великобритании №GB-332130.
В этих устройствах не учитываются конкретные особенности и механические свойства бритвенного лезвия (такие как его пластичность и гибкость), а также пластическая деформация (деформации), которая может возникать на границах режущих кромок этих лезвий (т.е. в области режущей кромки лезвия величиной обычно три микрона). В частности, округлые края микроскопических режущих кромок, оказывающих режущее действие, имеют радиусы не более 0,00005 мм (0,000002 дюйма). Однако эти микро кромки по существу значительно меньше среднего размера частиц абразивного порошка, учитываемого или используемого во многих известных заточных устройствах, а именно среднего размера, составляющего приблизительно 1 мкм или приблизительно 0,001 мм (0,00005 дюйма). Соответственно, абразивный порошок вследствие размера его частиц не очень хорошо подходит для восстановления затупившегося лезвия, так как разрушительный абразивный эффект, возникающий между лезвием и указанным порошком, может привести к образованию микроскопических зазубрин вдоль режущей кромки бритвенного лезвия, что способствует пластическому деформированию в направлении скрытой стороны кромок и, следовательно, снижает комфортность бритья пользователя.
Таким образом, существует необходимость в создании устройства, используемого с неэлектрическими бритвами для обработки бритвенных лезвий с обеспечением улучшения их режущих свойств.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Изобретение, реализованное в соответствии с приведенным в данном документе подробным описанием, обеспечивает создание обрабатывающего устройства для улучшения режущих свойств лезвия неэлектрической бритвы. Указанное устройство имеет обрабатывающую поверхность, предназначенную для взаимодействия с режущей кромкой лезвия бритвы при приведении лезвия в скользящий контакт с указанной поверхностью. Обрабатывающая поверхность имеет упругие хонингующие выступы. Как вариант, обрабатывающая поверхность имеет плоское и глянцевое продолжение.
В другом аспекте изобретения, описанного в данном документе, также предложен способ обработки лезвия неэлектрической бритвы для улучшения его режущих свойств. Указанный способ включает использование обрабатывающей поверхности, имеющей упругие выступы, и перемещение лезвия и указанной поверхности относительно друг друга в скользящем контакте, так что режущая кромка лезвия находится в скользящем контакте с упругими выступами. Во время скользящего контакта ручную бритву прижимают к обрабатывающей поверхности, так что режущая кромка сжимает выступы.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Ниже приведено подробное описание примеров выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
фиг.1 изображает вид сверху устройства для обработки бритвенных лезвий в соответствии с неограничивающим примером выполнения изобретения,
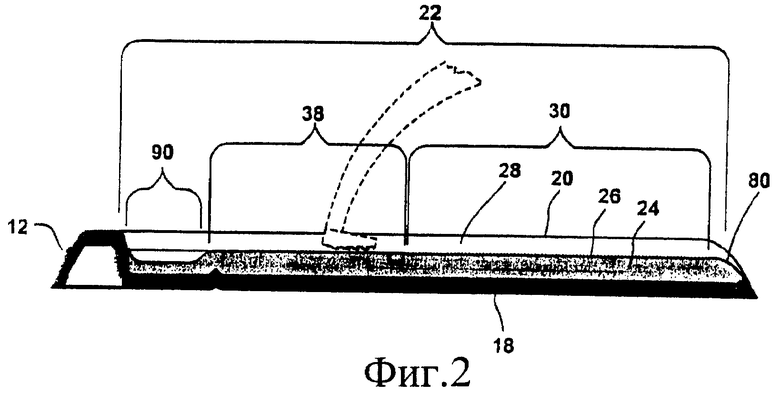
фиг.2 изображает разрез по линии 2-2 на фиг.1,
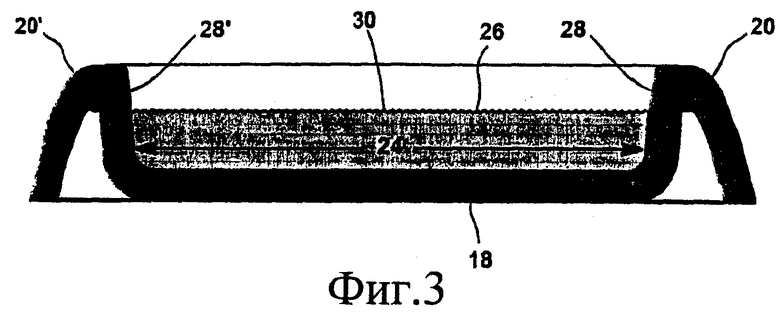
фиг.3 изображает разрез по линии 3-3 на фиг.1,
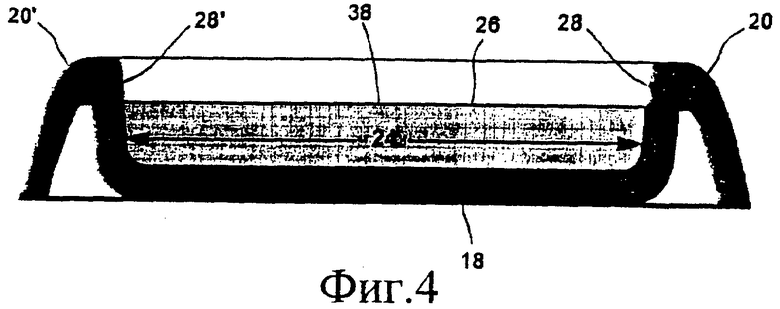
фиг.4 изображает разрез по линии 4-4 на фиг.1,
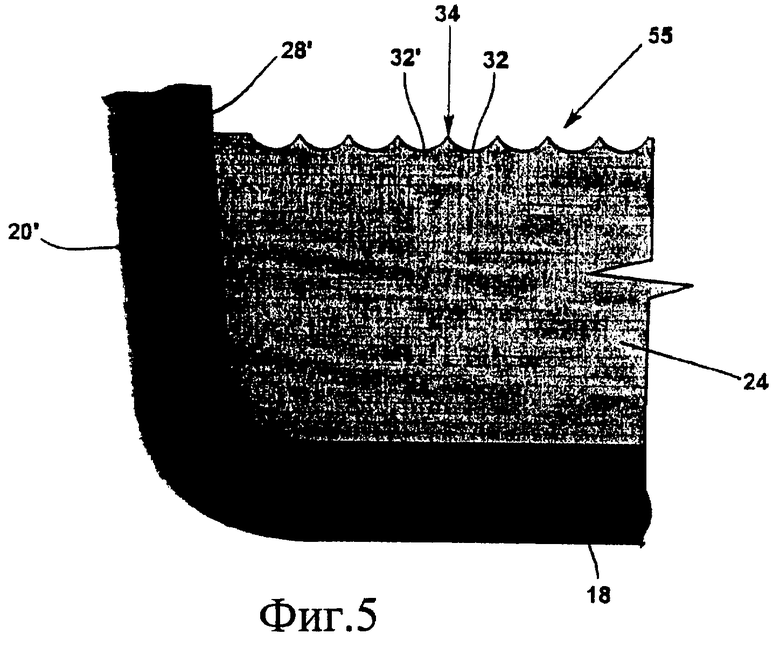
фиг.5 изображает увеличенный фрагмент приведенного на фиг.3 разреза устройства для обработки бритвенный лезвий, показывающий структуру хонингующих выступов, расположенных на поверхности для обработки бритвенных лезвий,
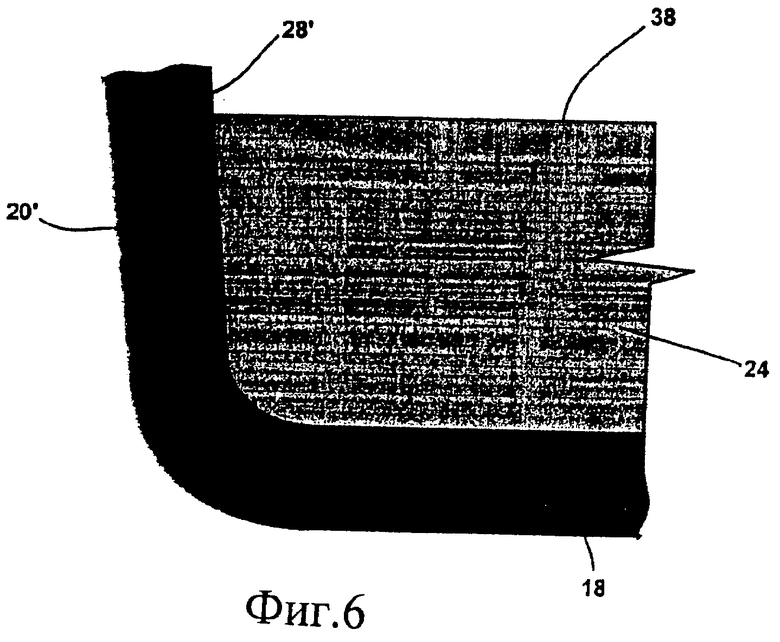
фиг.6 изображает увеличенный фрагмент приведенного на фиг.4 разреза устройства для обработки бритвенных лезвий, показывающий структуру правильной площадки на поверхности для обработки бритвенных лезвий,
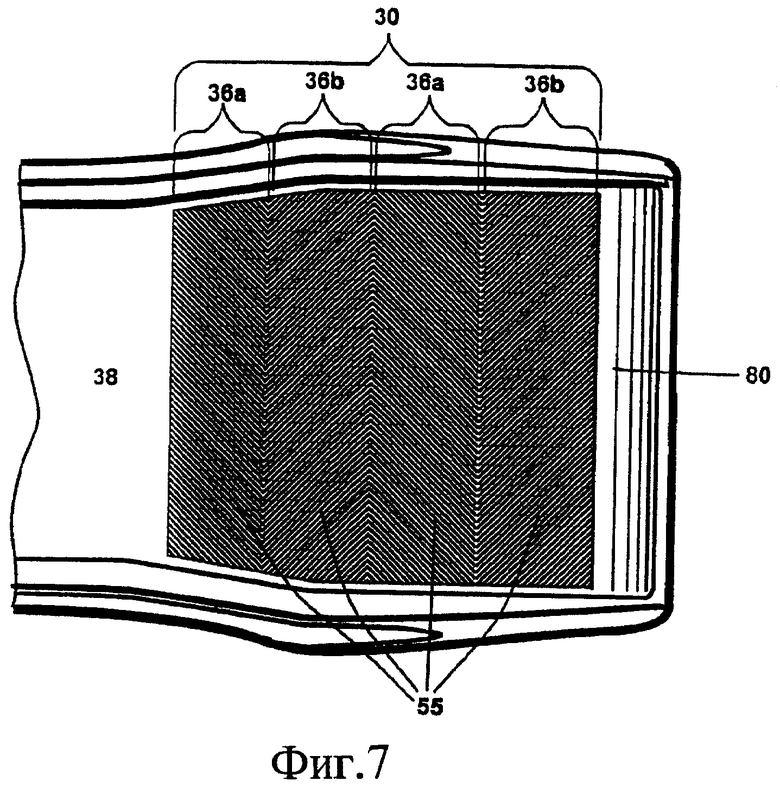
фиг.7 изображает вид сверху первого варианта устройства, показанного на фиг.1, с хонингующими выступами, проходящими по существу по прямым линиям,
фиг.8 изображает вид сверху второго варианта устройства, показанного на фиг.1, с хонингующими выступами, проходящими по в целом кривым линиям,
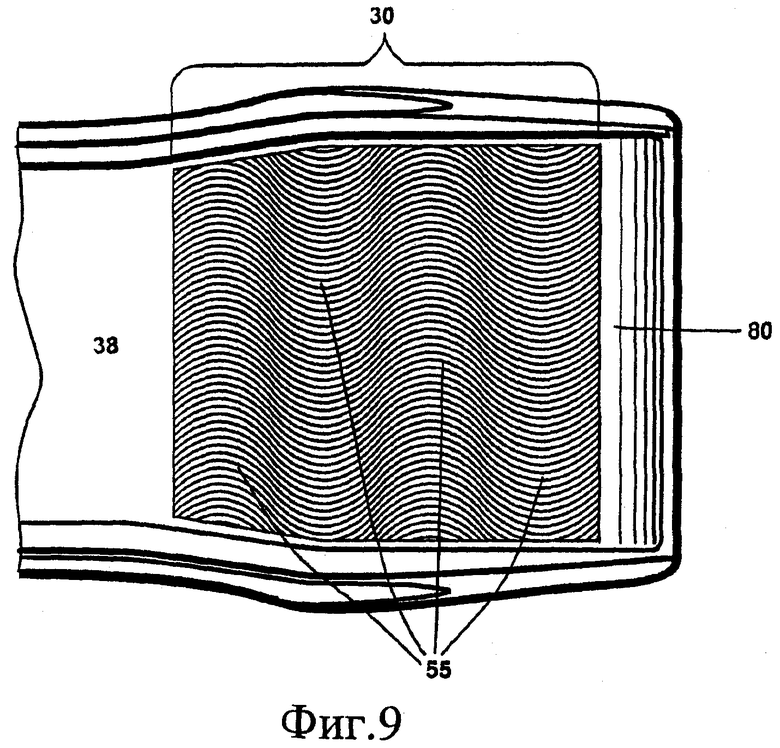
фиг.9 изображает вид сверху третьего варианта устройства, показанного на фиг.1, с хонингующими выступами, проходящими по в целом кривым линиям, ориентация которых изменяется в определенных местах поверхности для обработки бритвенных лезвий,
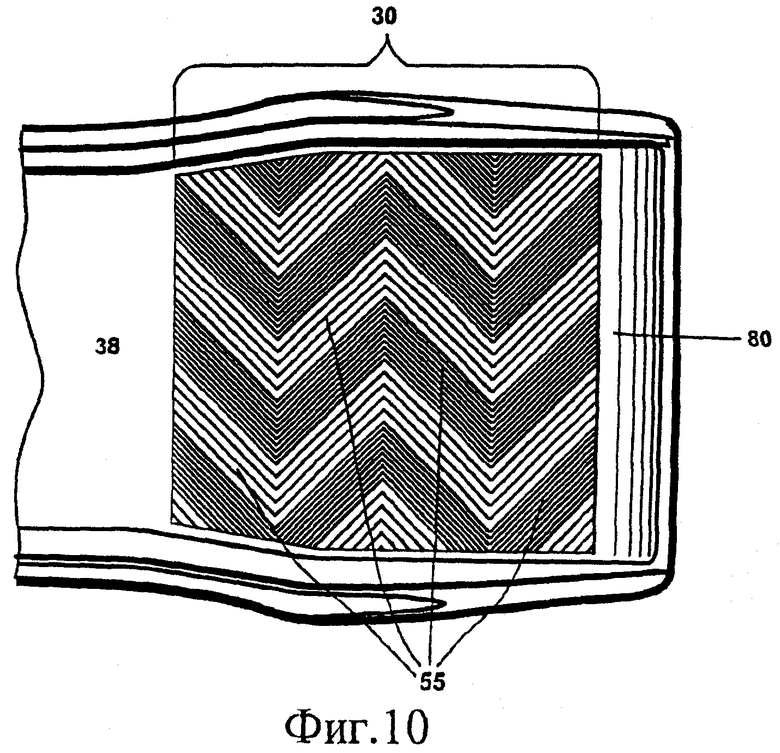
фиг.10 изображает вид сверху четвертого варианта устройства, показанного на фиг.1, с хонингующими выступами, расположенными с различной плотностью,
фиг.11 изображает вид сверху пятого варианта устройства, показанного на фиг.1, с хонингующими выступами, расположенными с различной ориентацией,
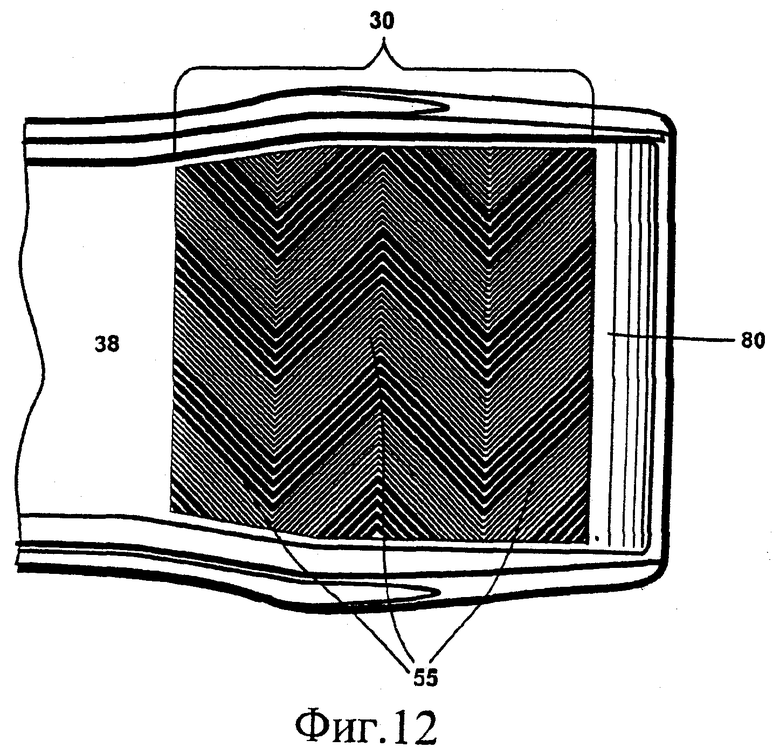
фиг.12 изображает вид сверху шестого варианта устройства, показанного на фиг.1, с хонингующими выступами, выполненными с различной шириной,
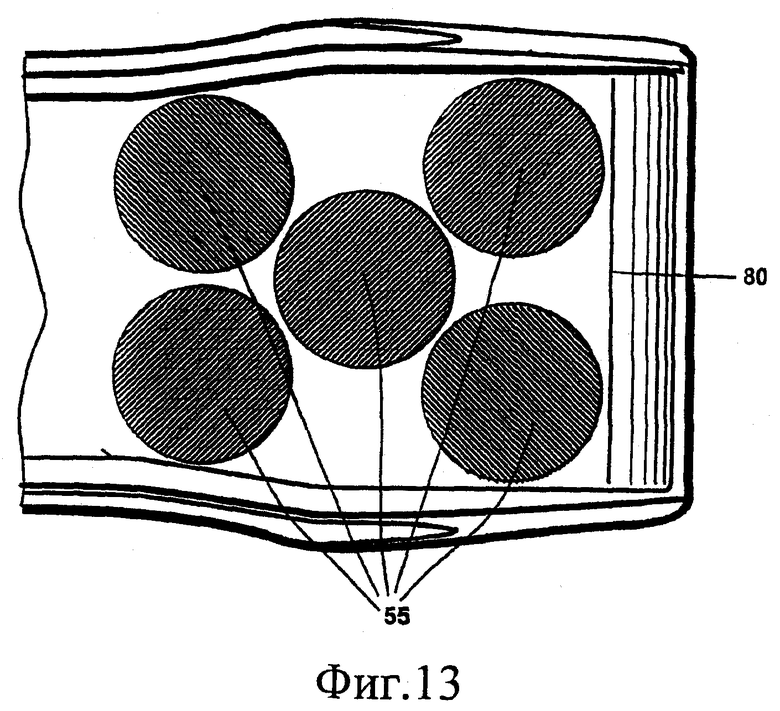
фиг.13 изображает вид сверху седьмого варианта устройства, показанного на фиг.1, с хонингующими выступами, упорядоченно расположенными в ограниченных областях, пространственно отделенных друг от друга,
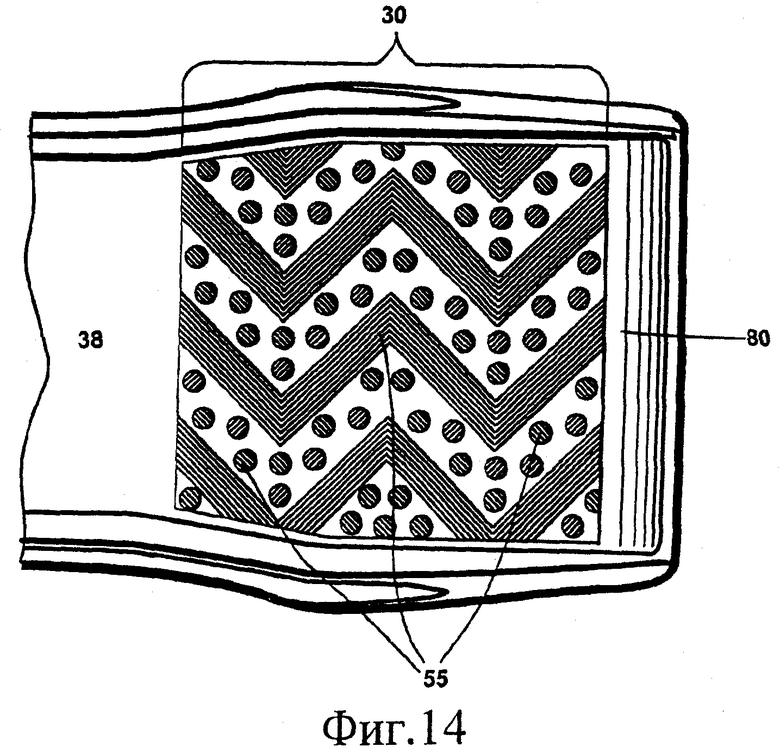
фиг.14 изображает вид сверху восьмого варианта устройства, показанного на фиг.1, с хонингующими выступами, упорядочение
расположенными в ограниченных областях, а также проходящими по существу по прямым линиям,
фиг.15 изображает вид сверху девятого варианта устройства, показанного на фиг.1, с хонингующими выступами, проходящими по существу по прямым линиям, при этом конфигурация одной подгруппы хонингующих выступов образует стрелку,
фиг.16 изображает микроснимок кромки нового лезвия ручной бритвы,
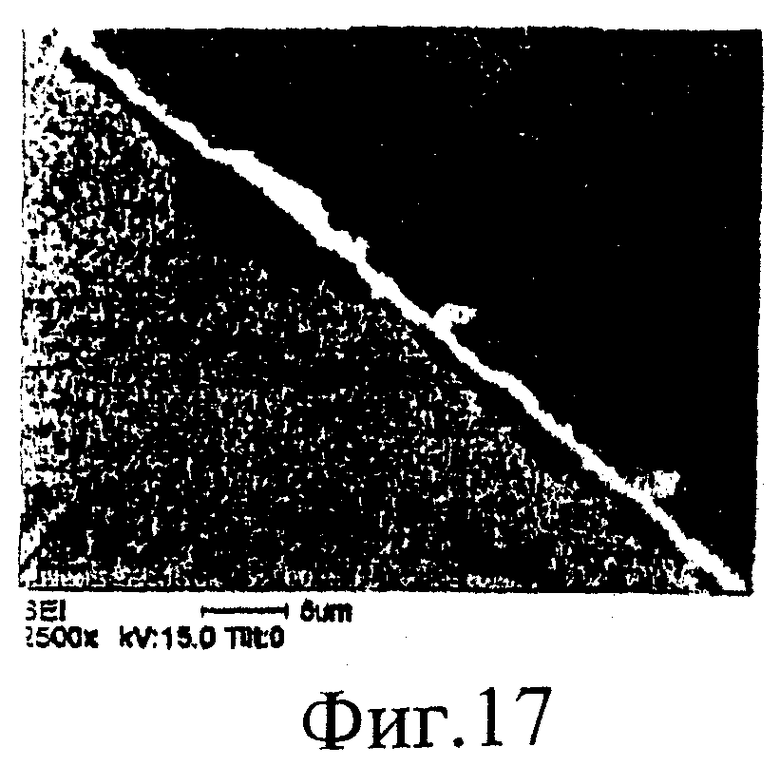
фиг.17 изображает микроснимок лезвия, показанного на фиг.16, после эксплуатации в течение некоторого времени,
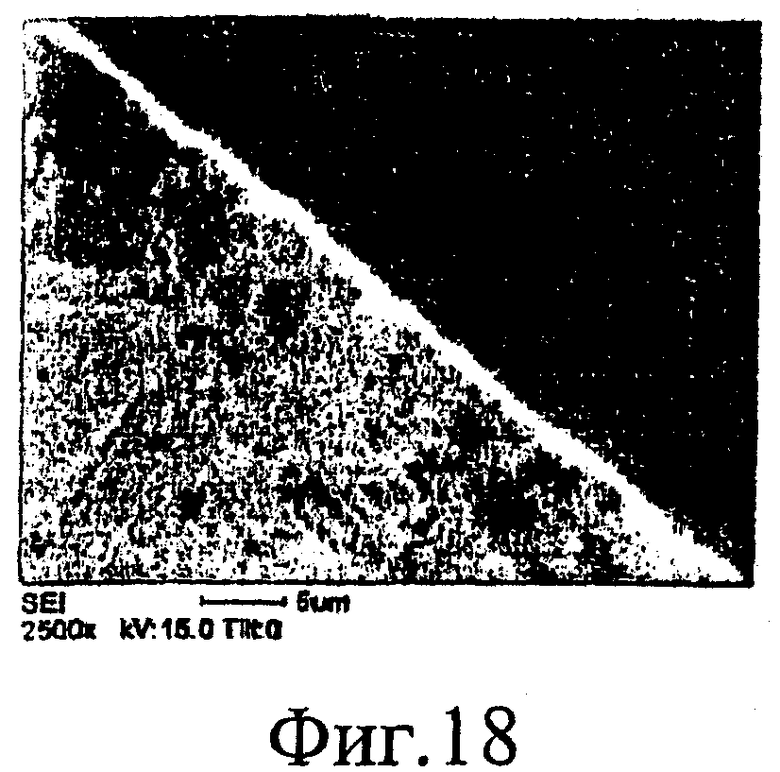
фиг.18 изображает микроснимок лезвия, показанного на фиг.17, после обработки с помощью устройства для обработки бритвенных лезвий, изображенного на фиг.1,
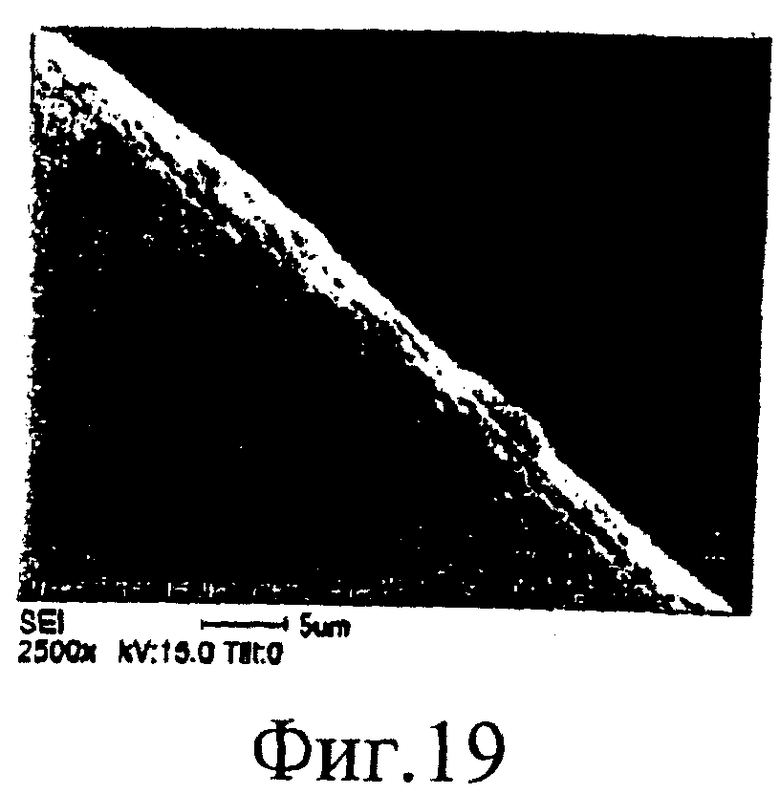
фиг.19 изображает микроснимок лезвия, показанного на фиг.18, после эксплуатации в течение длительного времени и неоднократной обработки с помощью устройства для обработки бритвенных лезвий, изображенного на фиг.1,
фиг.20 изображает вид в аксонометрии устройства для обработки бритвенных лезвий, показанного на фиг.1, с бритвой, находящейся в первом положении для выполнения операции по восстановлению бритвенного лезвия,
фиг.21 изображает вид в аксонометрии устройства для обработки бритвенных лезвий, показанного на фиг.1, с бритвой, находящейся во втором положении для выполнения операции по восстановлению бритвенного лезвия, и
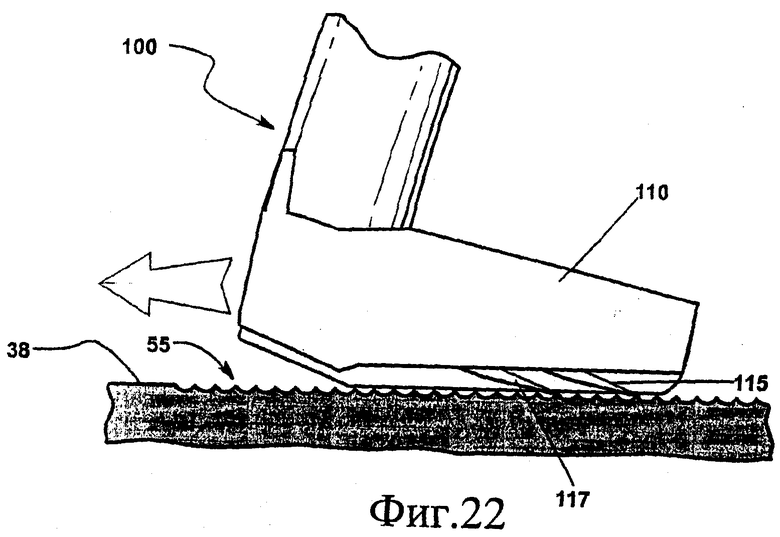
фиг.22 изображает увеличенный разрез устройства для обработки бритвенных лезвий и бритвы, показанных на фиг.21, во время операции по восстановлению бритвенного лезвия, иллюстрирующий взаимодействие хонингующих выступов с поверхностью бритвенного лезвия.
Варианты выполнения изобретения, изображенные на чертежах, приведены в качестве примеров. Следует ясно понимать, что описание и чертежи предназначены исключительно для иллюстрации и облегчения понимания изобретения и не должны считаться ограничивающими его объем.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В соответствии с данным изобретением и со ссылкой на прилагаемые чертежи представлено устройство для обработки режущих лезвий неэлектрических бритв, таких как многоразовые и/или одноразовые безопасные ручные бритвы, далее называемые собирательным выражением «ручные бритвы». В частности, устройство, представленное в виде иллюстративного варианта выполнения данного изобретения, обеспечивает восстановление режущих лезвий ручных бритв независимо от количества лезвий, которое могут содержать такие бритвы. Также приведен пример использования предложенного устройства, иллюстрирующий возможность применения указанного устройства для восстановления лезвий ручной бритвы.
На фиг.1 показано устройство D' для обработки/восстановления бритвенных лезвий, заключенное в корпус, который может содержать нижнюю часть 12 и дополнительную верхнюю часть (не показана). Нижняя часть 12 имеет нижнюю стенку 18 и проходящую вертикально от нее периферическую закраину 20 и 20', ограничивающую открытую полость 22, в которой расположены элементы данного устройства. В неограничивающем примере реализации устройство D', размещенное в нижней части 12, неразъемно прикреплено к нижней стенке 18 и закраине 20.
Если корпус содержит дополнительную верхнюю часть, она может быть прикреплена к нижней части 12 с возможностью поворота при помощи шарнира или аналогичного поворотного крепежного элемента, установленного вдоль общей стороны.
Обрабатывающее устройство D' имеет пластинчатое центральное углубление 24 для размещения лезвия (лезвий) ручной бритвы. Данное центральное углубление имеет длину, достаточную для обеспечения возможности совершения головкой ручной бритвы, содержащей лезвия, перемещения в направлении вперед вдоль указанного углубления, причем для обозначения этого перемещения далее употребляются синонимичные термины «восстанавливающий проход» или «обрабатывающий проход». Таким образом, длина и ширина углубления 24 обеспечивают возможность совершения ручной бритвой таких проходов.
Длина восстанавливающего прохода по поверхности обрабатывающего устройства D' может в несколько раз превышать высоту лезвия, расположенного в головке ручной бритвы, хотя эта длина может изменяться в зависимости от размеров головки. В частности, предполагаемая длина центрального углубления 24 по меньшей мере в два раза превышает высоту лезвия, расположенного в головке ручной бритвы, для обеспечения возможности выполнения пользователем восстанавливающего прохода. Кроме того, ширина этого углубления также обеспечивает размещение головки ручной бритвы по ширине и обычно немного превосходит ее ширину для обеспечения возможности скольжения бритвенной головки (и размещенных в ней лезвий) вдоль этой области в процессе осуществления обрабатывающего прохода.
В одном конкретном неограничивающем примере реализации длина центрального углубления 24 составляет приблизительно 4 см, а его общая ширина составляет от приблизительно 21/8 дюйма (2,89 см) до приблизительно 1 1/8 дюйма (5,40 см) для обеспечения осуществления обычного восстанавливающего прохода. Однако данные размеры могут изменяться без отклонения от сущности изобретения.
Кроме того, центральное углубление 24 устройства D' ограничено внутренней периферической закраиной 28 и 28'. Стенки закраины 28 и 28' в целом служат для направления бритвенной головки и, более конкретно, размещенных в ней лезвий во время использования устройства D'. Наличие закраины 28 и 28' может способствовать предотвращению случайной потери скользящего контакта головки ручной бритвы с углублением 24 или ее выхода из него иным образом во время выполнения восстанавливающего прохода. Кроме того, расстояние между противоположными стенками внутренней закраины 28 и 28' может быть уменьшено в определенных местах вдоль длины углубления 24, так что при завершении восстанавливающего прохода обеспечивается некоторое ограничение общей ориентации бритвенной головки.
При помощи этих компонентов центральная область бритвенной головки (т.е. часть головки, содержащая лезвия и обычно находящаяся в физическом контакте с кожей пользователя во время бреющего прохода) может быть размещена на восстанавливающей поверхности устройства D', расположенной в центральном углублении 24, и оставаться в скользящем контакте с ней.
Материал обрабатывающего/восстанавливающего устройства D'
На фиг.2 изображен разрез обрабатывающего/восстанавливающего устройства D', иллюстрирующий выполнение из «упругого материала» его некоторых внутренних частей, таких как пластинчатое центральное углубление 24 и поверхность 26, по которой выполняют восстанавливающие проходы. В данном контексте выражение «упругий материал» относится к способности такого материала легко деформироваться при надавливании, а также его способности в целом упруго возвращаться в первоначальную форму при прекращении такого надавливания.
Напротив, некоторые внешние части устройства D' (такие как нижняя стенка 18 и закраина 20 и 20') выполнены из неупругого материала, который может отличаться от указанного упругого материала. Области контакта материалов двух указанных типов могут быть соединены с помощью известных способов, таких как многокомпонентное формование или использование химических или механических связей (например, скрепление клеем или эпоксидной смолой), так что устройство D' имеет вид единого элемента.
В целом упругость предполагаемого упругого материала может быть проверена при помощи такого устройства, как твердомер Шора, а результаты подвергнуты сравнению по шкале, соответствующей стандарту ASTM D2240 (Американского общества испытания материалов) и показывающей его относительную твердость или упругость. Твердомер Шора обеспечивает получение безразмерного показателя в диапазоне от 0 до 100, основанного на глубине проникновения конического пенетрометра в испытуемый материал. Повышенные показания твердомера в целом указывают на меньшую упругость и большую твердость материала по одной из шкал Шора, соответствующих стандарту ASTM D2240, например, по шкале А или 00.
В соответствии с неограничивающим примером реализации изобретения в качестве эластичных материалов для обрабатывающего устройства D' могут быть рассмотрены некоторые полимерные материалы. В первом неограничивающем примере для создания устройства D' может использоваться такой материал, как эластомер (т.е. класс материалов, к которому относятся различные упругие углеводородные полимеры, например, природный или искусственный каучук). Во втором неограничивающем примере для создания устройства D' может использоваться аналогичный синтетический или термопластичный каучук, например, акриловый каучук, бутадиеновый каучук, бутилкаучук, изопреновый каучук, нитрильный каучук, полисульфидный каучук, силиконовый каучук, бутадиен стирольный каучук и/или термопластичный эластомерный каучук. К другим эластичным материалам, которые обладают аналогичными эластомерными свойствами и могут использоваться для создания устройства D', относятся, среди прочего, хлорсульфированный полиэтилен (также известный как хипалон), этилен-пропилен монодиен, фторэластомеры (также известные как вайтон), перфторэластомер и/или полихлоропрен (также известный как неопрен), а также любой другой искусственный материал.
Специалистам должно быть понятно, что приведенный выше перечень материалов, считающихся упругими, не является исчерпывающим, поскольку существуют другие материалы, находящиеся в рамках объема изобретения.
В частности, значение по Шору, показывающее упругость упругого материала, используемого для некоторых внутренних частей устройства D', и измеренное при помощи твердомера Шора по шкале Шора А или 00, соответствующей стандарту ASTM D2240, может быть в целом меньше 70, более конкретно, меньше 50 и, еще более конкретно, меньше 30. Однако перечисленные выше значения не должны рассматриваться в качестве факторов, ограничивающих объем изобретения.
Из фиг.2 видно, что восстанавливающая поверхность 26 проходит в целом параллельно нижней стенке 18 нижней части 12. Хотя структура этого компонента описана более подробно ниже, поверхность 26 имеет первую часть 30 с упругими выступами 55, осуществляющими хонингование (далее называемыми «хонингующими выступами»), и вторую часть 38, не имеющую таких выступов.
Обычно восстанавливающее устройство D' может быть выполнено полностью из одного вышеуказанного упругого материала (материалов), например, из природного или искусственного каучука. Как вариант, из указанного упругого материала (например, термопластичного эластомерного каучука) может быть выполнена только поверхность 26 (или какая-либо ее часть, например первая часть 30), тогда как остальная часть устройства D' может быть выполнена из другого материала, например каучука другого типа или другого эластомера (например, неопрена). Например, поверхность 26 может быть выполнена из упругого материала в виде первого компонента, который затем прикрепляют к основному компоненту, выполненному из существенно более жесткого материала, чем первый компонент.
В еще одном альтернативном варианте выполнения из упругого материала (например, термопластичного эластомерного каучука) могут быть выполнены только хонингующие выступы 55 в первой части 30, тогда как остальная часть поверхности 26 и/или устройства D' выполнена из другого материала. Например, выступы 55 могут быть выполнены из указанного упругого материала по отдельности, а затем установлены на поверхность 26 из другого материала (например, твердой пластмассы) и прикреплены к ней с помощью определенных физических или химических средств, реализуемых в процессе изготовления устройства D' и известных в данной области техники.
Структура поверхности
Поверхность 26 восстанавливающего устройства D' имеет первую часть 30 и вторую часть 38, которые могут быть расположены в целом смежно друг с другом. В частности, поверхность 26 обычно имеет:
1) первую хонингующую часть 30, имеющую хонингующие выступы 55 и показанную в разрезе соответственно на фиг.3 и 5, и
2) вторую часть 38, образующую правильную площадку или поверхность и показанную в разрезе соответственно на фиг.4 и 6. Указанная вторая часть расположена в целом смежно с первой частью 30, но выполнена по существу плоской и гладкой и не имеет хонингующих выступов 55.
Такое расположение частей 30 и 38 обеспечивает возможность прохождения бритвенной головки (и, в частности, размещенных в ней лезвий) сначала по выступам 55, имеющимся в первой части 30, которая осуществляет хонингование бритвенных лезвий, а затем по сопряженной с ней плоской и гладкой поверхности правильной площадки во второй части 38, которая, в свою очередь, выполняет правку бритвенных лезвий при выполнении восстанавливающего прохода.
Во время первого этапа восстанавливающего прохода лезвие (лезвия) бритвы проходят по хонингующим выступам 55, образующим поверхность дискретного контакта с кромкой лезвия. Как видно из фиг.1, выступы 55 могут содержать группу выступов, причем каждый упругий выступ в указанной группе имеет в целом линейную конфигурацию. Обычно вследствие такой линейной конфигурации каждый из выступов 55 имеет по меньшей мере один участок в виде прямой линии или кривой линии.
Поверхность дискретного контакта, образованная выступами 55, характеризуется их «плотностью», которая в целом относится к количеству хонингующих выступов, обладающих возможностью физического контакта главным образом со скошенными участками лезвий, расположенными смежно с режущей кромкой каждого бритвенного лезвия. В одном неограничивающем примере режущая кромка каждого лезвия контактирует с хонингующими выступами в количестве от одного до пяти на линейный миллиметр кромки лезвия, более конкретно, от двух до четырех на линейный миллиметр, и еще более конкретно, контактирует с тремя хонингующими выступами на линейный миллиметр при измерении вдоль поперечного сечения в области первой части 30.
Как показано на сриг.5, каждый упругий выступ, входящий в состав хонингующих выступов 55, имеет основную часть 32 и концевую часть 34. Для простоты в дальнейшем эти компоненты соответственно называются просто «основание» и «кончик». Кончик 34 каждого хонингующего выступа находится на той же высоте, что плоская и гладкая поверхность второй части 38 (показана на сриг.6), с обеспечением размещения двух компонентов поверхности 26 на одном уровне друг с другом. Таким образом, лезвие бритвы, перемещающееся по поверхности 26 во время восстанавливающего прохода, может перейти с первой части 30 на вторую часть 38 по одной плоскости с предотвращением возникновения какого-либо закатывания линий резания в лезвиях.
В отличие от этого, основание 32 каждого упругого выступа, входящего в состав хонингующих выступов 55, расположено ниже поверхности 26. Разница между кончиком 34 (расположенным на одном уровне с поверхностью 26) и основанием 32 (расположенным ниже поверхности 26) определяет высоту (или глубину) выступа. Как правило, высота (или глубина) выступов 55 может составлять в целом менее 1,0 мм, более конкретно, менее 0,7 мм, более конкретно, менее 0,5 мм, еще более конкретно, 0,3 мм, и еще более конкретно, менее 0,2 мм.
Кроме того, глубина между основанием 32 и кончиком 34 обеспечивает возможность сбора небольшого количества крема для бритья или другой смазки между смежными упругими выступами на уровне в целом ниже уровня поверхности 26. При прохождении лезвия поверх выступов 55 во время обрабатывающего прохода небольшое давление, возникающее в результате скользящего контакта между лезвием и смежными упругими выступами, может вызвать подъем некоторого количество смазки от основания 32 к кончику 34, благодаря чему происходит смазывание упругого выступа для последующих восстанавливающих проходов.
Форма упругого материала между основанием 32 и кончиком 34 обуславливает общую форму поперечного сечения упругих выступов, входящих в состав хонингующих выступов 55, которые в данном случае выполнены в виде по существу возвышающихся удлинений с вогнутыми сторонами. Специалистам должно быть понятно, что возможны другие формы поперечного сечения данных выступов, например, среди прочего, полусинусоидальная, треугольная и/или пластинчатая формы.
В отличие от этого, форма самих хонингующих выступов 55 вдоль первой части 30 может иметь участки, являющиеся в целом линейными (т.е. проходящими по прямой линии), криволинейными (т.е. дугообразными или волнообразными), и может также содержать отдельные области и/или перемежающиеся участки. Некоторые из них более подробно описаны ниже.
1. Прямые линии
Хонингующие выступы 55 могут быть линейными и иметь участки, проходящие по существу по прямым линиям. В таком случае линейные хонингующие выступы могут иметь одинаковую ориентацию по всей своей длине или изменять ориентацию в определенных местах. Например, на фиг.1 изображен пример выступов 55, упорядочение расположенных в первой части 36а и второй части 36b, причем каждый упругий выступ в этих частях имеет одинаковую ориентацию под 45° по своей длине. В результате в местах пересечения упругих выступов первой части 36а с упругими выступами второй части 36b образован прямой угол, что приводит к созданию хонингующими выступами 55 в первой части 30 характерного узора наподобие шеврона.
На фиг.7 изображен аналогичный вариант выполнения, в котором в первой части 30 имеются различные варианты первых и вторых частей 36а и 36b. Поскольку в определенных общих местах перегиба ориентация хонингующих выступов 55 под 45° изменяется несколько раз, указанные выступы создают узор с несколькими шевронами вдоль первой части 30 поверхности 26.
В отличие от этого, на фиг.11 показан альтернативный вариант выполнения, в котором ориентация хонингующих выступов 55 предусматривает наличие прямолинейных участков, проходящих под различными углами. Несмотря на то что выступы 55 в данном варианте выполнения имеют прямолинейные участки, вероятный угол их ориентации отличается от 45°, и характерный шевронный узор, который виден на фиг.1 и 7, отсутствует.
Кроме того, некоторые выступы, имеющие участки с по существу прямыми линиями в хонингующих выступах 55, могут пересекать другие выступы с непрямыми участками, например выступы с участками, проходящими по кривым линиям и описанными ниже.
2. Кривые линии
Хонингующие выступы 55 могут также содержать линейные выступы, имеющие участки, проходящие по в целом кривым линиям. Выражение «в целом кривые» относится к определенному участку или части выступа, проходящему (проходящей) по дуге. Аналогично линейным хонингующим выступам выступы, проходящие по кривым линиям, могут проходить по существу по одинаковой дуге или изменять свою ориентацию в определенных местах перегиба.
Например, на фиг.8 показан пример хонингующих выступов 55, упорядоченно расположенных в первой части 36а и второй части 36b, причем все выступы в этих частях имеют одинаковую общую ориентацию. В отличие от этого, на сриг.9 показан пример хонингующих выступов 55, в котором дуга каждого выступа изменяется в определенных общих местах перегиба, в результате чего на первой части 30 поверхности 26 образован волнистый узор. Кроме того, некоторые выступы, имеющие участки, проходящие по кривым линиям в хонингующих выступах 55, могут пересекать другие выступы, имеющие участки, проходящие по кривым или прямым линиям.
3. Отдельные области
Кроме того, хонингующие выступы 55 также могут быть выполнены в виде отдельных областей. В этом случае выступы могут быть упорядоченно расположены в виде кругов, треугольников, квадратов, прямоугольников, шестиугольников или других многоугольных форм.
4. Перемежающиеся участки
Как вариант, части 30 и 38 могут быть объединены при помощи областей, имеющих хонингующие выступы 55 и перемежающихся с другими областями, являющимися плоскими и не имеющими таких выступов. В конкретной конфигурации варианты первой части 30, имеющей хонингующие выступы 55, могут чередоваться с вариантами второй части 38, не имеющей таких выступов.
Конфигурация расположения хонингующих выступов
Хонингующие выступы 55 в обрабатывающем/восстанавливающем устройстве D' могут быть упорядоченно расположены в пределах первой части 30 поверхности 26 в различных конфигурациях, в том числе с равномерным и неравномерным распределением выступов и/или размещением выступов, структурированных в отдельные «островки», смежные с указанными выступами или чередующиеся с ними.
Независимо от типа конфигурации, использованной для упорядочивания хонингующих выступов 55, в каждом выступе, относящемся к хонингующим выступам 55, имеются участки, проходящие слегка наклонно относительно направления перемещения каждого бритвенного лезвия вдоль поверхности 26, так что перемещение лезвия вдоль выступов 55 обеспечивает скользящий контакт всей режущей поверхности лезвия с указанными выступами 55.
Для иллюстрации сказанного рассмотрим неограничивающий пример, в котором хонингующие выступы 55 содержат один упругий выступ, а бритва содержит одно лезвие. Предположим, что выступы 55 расположены с образованием шевронного узора, показанного на фиг.1, при этом определенная часть каждого упругого выступа ориентирована под углом 45° относительно основного направления перемещения бритвы. При начальном взаимодействии бритвенного лезвия с упругим выступом в месте их соприкосновения, а именно на оконечности выступа, ближайшей к стенкам закраины 28 и 28', возникают две точки контакта.
По мере перемещения бритвы вперед конфигурация хонингующих выступов и, в частности, некоторый наклон, под которым эти выступы ориентированы относительно направления перемещения бритвы, обуславливают перемещение точек контакта между бритвенным лезвием и упругим выступом друг к другу вдоль кромки лезвия. В частности, ориентация упругого выступа под углом 45° обуславливает перемещение каждой точки контакта лезвия с выступом от соответствующих оконечностей выступа к его центру и схождение этих точек в центре выступа, который, вероятно, соответствует центральной области лезвия. Таким образом, вся режущая поверхность бритвенного лезвия приводится в скользящий контакт с выступом.
Специалистам должно быть понятно, что перемещение точки контакта вдоль режущей кромки бритвенного лезвия, описанное выше, схоже с эффектом, возникающим во время проведения точильного бруска или хонингующего стержня по кромке ножа. Кроме того, плотность выступов 55, расположенных в первой части 30, обеспечивает многократное выполнение такого хонингования режущей кромки при прохождении лезвия вдоль этой области. Например, вышеописанный вариант выполнения изобретения при плотности три хонингующих выступа на линейный миллиметр (при измерении вдоль поперечного сечения первой части 30) может обеспечивать приблизительно 100 таких хонингующих проходов режущей кромки бритвенного лезвия.
На фиг.1 показан неограничивающий пример равномерного расположения хонингующих выступов 55. В данном контексте выражение «равномерное расположение» относится к упорядоченному размещению выступов 55 одинаковым образом по всей первой части 30. В соответствии с данным чертежом изображенная равномерная конфигурация расположения выступов 55 содержит первую и вторую части 36а и 36b. В каждой из этих частей выступы 55 проходят по существу параллельно друг другу, при этом упругие выступы 55 в первой части 36а проходят под постоянным углом по отношению к упругим выступам во второй части 36b.
На фиг.10 показано альтернативное расположение хонингующих выступов 55 с переменной (т.е. неравномерной) плотностью. В первом неограничивающем примере некоторые упругие выступы размещены дальше друг от друга, однако при этом все выступы 55 остаются в целом параллельными друг другу. В соответствии с данным чертежом выступы 55 упорядочение расположены группами, причем отдельные упругие выступы в каждой группе намеренно размещены ближе друг к другу или дальше друг от друга.
На фиг.12 показан второй неограничивающий пример, в котором хонингующие выступы 55 имеют различную толщину (определенную вертикальным расстоянием между основанием 32 и кончиком 34). В соответствии с данным чертежом некоторые упругие выступы, содержащиеся в хонингующих выступах 55, выполнены толще (или тоньше) других выступов для обеспечения создания определенного различия в степени хонингования бритвенного лезвия. Следует понимать, что выполнение упругих выступов, содержащихся в хонингующих выступах 55, различными по толщине может быть осуществлено с одновременным изменением расстояния и/или угла ориентации между участками в упругих выступах, как рассмотрено выше.
В альтернативном варианте выполнения хонингующие выступы 55 могут быть упорядоченно расположены вдоль первой части 30 поверхности 26 с образованием неравномерной конфигурации. К примерам таких неравномерных конфигураций могут относиться группы упругих выступов, упорядоченных с получением конкретной формы или конкретного взаимного пространственного расположения.
В одном неограничивающем примере выступы 55, проходящие линейно, могут быть упорядоченно расположены отдельными «островками», выполненными за одно целое с плоской и гладкой поверхностью второй части 38, с получением конкретных форм, таких как круги, соты (т.е. шестиугольники), или других неправильных форм, например представляющих собой буквенно-цифровой текст, символы или графический объект (например, стрелку или фирменный логотип). В данном примере элементы частей 30 и 38 поверхности 26 могут быть перемешаны друг с другом, так что каждый островок упругих выступов содержит области или части правильной площадки или поверхности и/или окружен ими. Как и в предыдущих случаях, такая конфигурация обеспечивает возможность контакта только кончика 34 каждого из хонингующих выступов 55 с режущей кромкой бритвенного лезвия во время обрабатывающего прохода.
На фиг.13 показан неограничивающий пример реализации данного альтернативного варианта выполнения, в котором разделение между островками является пространственно ориентированным. Из данного чертежа видно, что круглые островки выступов размещены по поверхности 26 в пределах плоской правильной площадки, которая обычно соответствует второй части 38, и окружены ей. В результате в данном варианте выполнения обеспечивается возможность многократного хонингования и правки режущих кромок лезвия бритвы во время перемещения бритвы по поверхности 26.
На фиг.14 показан еще один неограничивающий пример реализации данного альтернативного варианта выполнения, в котором группирование осуществлено на основании типа упругого выступа. Из данного чертежа видно, что в хонингующих выступах 55, расположенных вдоль поверхности 26, могут быть использованы упругие выступы различных типов. В данном случае выступы 55 содержат по существу смежные области, в которых имеются выступы различных типов. В данном случае выступы в некоторых областях проходят по в целом прямым линиям, расположение которых аналогично расположению, проиллюстрированному на сриг.7, тогда как другие области содержат круговые островки выступов, расположение которых аналогично расположению, проиллюстрированному на фиг.13.
Практичность устройства D' для обработки/восстановления бритвенного лезвия
Обрабатывающее/восстанавливающее устройство D' может обладать определенными свойствами, обуславливающими его практичность и, в частности, обеспечивающими нанесение смазки на поверхность 26 и ее сбор с указанной поверхности 26, а также указание пользователю заданного направления обрабатывающего прохода.
1. Нанесение и сбор смазки
Во время восстанавливающего прохода головка ручной бритвы (и, более конкретно, размещенное в ней лезвие (лезвия)) может использоваться для нанесения смазки (например, мыльной воды или крема для бритья) вдоль поверхности 26. Нанесение такой смазки облегчает выполнение восстанавливающих проходов пользователем благодаря уменьшению трения между лезвием (лезвиями) и поверхностью 26, а также может стерилизовать указанную поверхность 26 при условии наличия в смазке бактерицидов или других аналогичных стерилизующих компонентов.
На фиг.1 показана так называемая «посадочная» область 80, которая может быть выполнена для первоначального нанесения крема для бритья или другой смазки на поверхность центрального углубления 24 перед выполнением восстанавливающего прохода (восстанавливающих проходов). Наличие этой области избавляет пользователя от необходимости нанесения смазки непосредственно на поверхность 26 и/или бритвенные лезвия.
Посадочная область 80 в целом размещена на крайнем конце (или смежно с ним) нижней части 12, который расположен смежно с первой частью 30. Область 80 может быть выполнена за одно целое с закраинами 20, 20', 28 и 28', так что она имеет вид округлого буртика или уклона, проходящего от оконечной кромки устройства D' в первую часть 30, как показано на фиг.1. Как вариант, посадочная область 80 может находиться между оконечной кромкой устройства D' и границей первой части 30, так что она имеет вид по существу плоской области, расположенной смежно с выступами 55. Независимо от конфигурации области 80, при приведении бритвенной головки в физический контакт с ней небольшое давление, оказываемое головкой на упругий материал, обеспечивает возможность переноса некоторого количества смазки на поверхность размещенных в головке лезвий.
При выполнении пользователем обрабатывающих проходов перемещение бритвы (и главным образом бритвенной головки) создает вероятность переноса некоторого количества смазки от области 80, по выступам 55 в первой части 30, а затем к плоской и гладкой области правильной площадки или поверхности во второй части 38.
Сборная область 90 выполнена в виде углубления, в котором может происходить скапливание и временное хранение смазки. Форма сборной области 90 в целом похожа на форму бритвенной головки, которая обычно является прямоугольной. Однако размеры данного углубления могут быть несколько больше и глубже, чем размеры, заданные бритвенной головкой, для предотвращения последующего контакта использованной и/или избыточной смазки, перенесенной от бритвенной головки к сборной области 90 с бритвенными лезвиями и/или головкой.
2. Направление восстанавливающего прохода
Как отмечено выше, размеры центрального углубления 24, в котором расположена поверхность 26, обеспечивают размещение бритвенной головки для выполнения восстанавливающего прохода, осуществляемого пользователем. Более конкретно, обычный обрабатывающий проход начинают с первоначального размещения бритвенной головки и лезвия (лезвий) в физическом контакте с посадочной областью 80, смежной с хонингующими выступами 55 в первой части 30, после чего бритвенную головку и лезвия перемещают поперечно по этим выступам по существу в направлении второй части 38, так что лезвие (лезвия) проходит в целом поперек выступов 55 и входит с ними в скользящий контакт.
Для удобства может быть выполнен указатель 40 прохода, указывающий направление обрабатывающего прохода. Указатель 40 может содержать текст, метки, символы или иные средства, показывающие пользователю необходимое направление перемещения бритвенной головки.
Указатель 40 может быть подходящим образом выполнен за одно целое с корпусом и/или поверхностью 26, например, в первой части 30 или во второй части 38. В одном неограничивающем примере указатель 40 может иметь вид выпуклых знаков, выполненных смежно с областью 80 (или за одно целое с ней). В этом случае знаки для указателя 40, обеспечивающие указание пользователю направления восстанавливающего прохода, могут также указывать на по существу плоскую и пустую зону посадочной области 80, которая расположена непосредственно возле первой части 30 и может использоваться в качестве начального положения для указанного прохода.
В альтернативном варианте, показанном на фиг.15, указатель 40 выполнен в форме стрелки, образованной островком упругих выступов в хонингующих выступах 55, расположенных в первой части 30. Данный альтернативный вариант реализации может быть использован в случае, когда размер посадочной области 80 не позволяет полностью разместить в ней указатель 40.
Способ изготовления
Обрабатывающее/восстанавливающее устройство D' может быть изготовлено с использованием технологии литьевого формования. В этом случае сначала создают форму для обрабатывающего устройства D', содержащую элементы, соответствующие его различным компонентам, таким как поверхность 26 и, в частности, хонингующие выступы 55. Эту форму соединяют с впрыскивающей системой, которая впрыскивает в нее упругий материал. По окончании заданного периода впрыскивания форму открывают и извлекают из нее обрабатывающее устройство D'. Следует понимать, что данная технология производства может использоваться для создания устройства D', полностью выполненного из упругого материала.
Пример использования
На фиг.16-22 показан неограничивающий пример, иллюстрирующий общий процесс работы восстанавливающего устройства D' для восстановления лезвий неэлектрических бритв, в данном случае - ручной бритвы 100 с головкой 110, содержащей два лезвия, а именно лезвия 115 и 117. Несмотря на то что представленный пример относится к неэлектрическим бритвам с двумя лезвиями, данное количество лезвий выбрано исключительно для иллюстрации, и аналогичный процесс может быть применен к бритвам, содержащим большее или меньшее количество лезвий.
Предположим, что бритва 100 была куплена новой, и в этом состоянии режущие кромки лезвий 115 и 117 напоминают кромку, показанную на микроснимке, приведенном на фиг.16, причем указанный снимок режущей кромки бритвенного лезвия был сделан с помощью сканирующего электронного микроскопа при 2500-кратном увеличении. На данном микроснимке (а также на микроснимках, изображенных на фиг.17-19) показана довольно узкая зона вдоль режущей кромки лезвия, имеющая размер приблизительно три микрона, находящаяся по существу в контакте с кожей во время использования и, следовательно, по существу отвечающая за ощущение чистоты и комфорта при бритье.
Предположим, что бритву 100 использовали при нормальных условиях для бритья в течение двенадцати дней подряд и что состояние данных кромок лезвий теперь напоминает состояние кромки, показанной на микроснимке, приведенном на фиг.17 и выполненном для режущей кромки того же бритвенного лезвия, которое показано на фиг.16, с помощью того же оборудования и при том же уровне увеличения. Маловероятно, что бритва 100 с кромками лезвий 115 и 117, находящимися в таком состоянии, обеспечит удовлетворительное с точки зрения комфорта бритье.
Разница между состоянием лезвия, проиллюстрированная на фиг.16 и 17 и образовавшаяся за двенадцать дней использования, предположительно обусловлена тем, что режущая кромка бритвенного лезвия подвергалась механическим напряжениям, воздействующим на самый ее кончик. Эти напряжения возникают из-за того, что с точки зрения режущей кромки бритвенного лезвия бритье предполагает схождение двух различных сил, действующих на его режущую кромку, а именно «режущей силы» и «тянущей силы». Режущая сила является толкающей силой, оказываемой режущими кромками лезвий при их вхождении в контакт с волосами лица или тела и последующем проникновении в эти волосы с обеспечением их срезания. В отличие от этого, тянущая сила возникает в результате сопротивления, оказываемого сбриваемыми волосами лица или тела (и/или соответствующими корнями или выступающими частями волос), и предположительно превосходит режущую силу.
Во время бритья эти силы объединяются на режущей кромке лезвия и создают напряжения, вызывающие пластические и упругие деформации на кончике указанной кромки, который является очень тонким. В частности, при проникновении узкой режущей кромки (кромок) в волосы лица или тела повторяющиеся бреющие проходы приводят к постепенному загибу кончика режущей кромки вниз к коже. В результате в режущей кромке образуются микроскопически неровные изгибы, которые могут увеличиваться при многократном использовании.
Конечным результатом возникновения таких изгибов является постепенное уменьшение эффективности срезания волос режущими кромками. Несмотря на то что деформации кончика режущей кромки являются микроскопическими (фактически они настолько малы, что их можно увидеть только с помощью сканирующего электронного микроскопа), на макроскопическом уровне они приводят к тому, что пользователь ощущает, что бритва «затупилась», и это состояние по существу указывает на утрату лезвиями способности обеспечивать чистое и комфортное бритье. Для предотвращения или устранения такой ситуации пользователь может обработать бритву устройством D' для обработки/восстановления бритвенных лезвий с обеспечением восстановления остроты лезвий путем выполнения процесса, аналогичного описанному ниже.
Перед использованием устройства D' для обработки лезвий бритвы 100 пользователь добавляет небольшое количество крема для бритья, мыльной воды или другой смазки в посадочную область 80 для обеспечения возможности действия данного материала в качестве смазки для восстанавливающих проходов. Как вариант, смазка может быть нанесена непосредственно на поверхность 26, в том числе на посадочную область 80, первую часть 30 и вторую часть 38.
Затем пользователь ориентирует бритву 100 относительно поверхности 26 для подготовки к выполнению восстанавливающего прохода. На фиг.20 бритва 100 показана в данном первом положении, при этом головка 110 ориентирована в соответствии с посадочной областью 80 и/или направляющей или меткой, представляющей собой указатель 40 восстанавливающего прохода, который может быть выполнен смежно с этой областью и/или за одно целое с ней.
Затем пользователь устанавливает головку 110 на посадочной области 80, расположенной на крайнем конце нижней части 12, с ориентацией, заданной указателем 40. Наложение головки 110 на область 80 предполагает приведение лезвий 115 и 117 в контакт со смазкой, предварительно нанесенной на эту область поверхности 26, что в свою очередь приводит к переносу некоторого количества смазки на указанные лезвия. В результате как устройство D', так и бритва 100 на данном этапе подготовлены к выполнению восстанавливающего прохода.
На фиг.21 проиллюстрировано выполнение восстанавливающего прохода, во время которого бритву 100 плавно перемещают в направлении указателя 40, так что лезвия 115 и 117 скользят плашмя от своего исходного положения на первой части 30 поверхности 26 к конечному положению на второй части 38. В ходе этого процесса лезвия 115 и 117 сначала контактируют с хонингующими выступами 55 в первой части 30, а затем с плоской и гладкой правильной площадкой или поверхностью во второй части 38.
Небольшое давление, оказываемое на бритву 100 при скольжении во время восстанавливающего прохода, передается головке 110, что, в свою очередь, приводит к вхождению режущих кромок лезвий 115 и 117 в скользящий контакт с выступами 55 в первой части 30. На сриг.22 показан укрупненный вид в разрезе бритвы 100 в данном положении, в частности, иллюстрирующий возможность осуществления скользящего контакта лезвий 115 и 117 с упругими выступами в 55 в первой части 30. Это приводит к образованию поверхностной области дискретного контакта между режущими кромками указанных лезвий и концевыми частями 34 конкретных выступов. В соответствии с сриг.21 в этом положении режущая плоскость лезвий 115 и 117 оказывается по существу в одной плоскости с хонингующими выступами в первой части 36а.
По мере скольжения лезвий 115 и 117 по поверхности 26 во время восстанавливающего прохода, которое может быть облегчено воздействием вышеупомянутой смазки, выступы 55 действуют на указанные лезвия как множество отдельных миниатюрных хонингующих стержней, каждый из которых оказывает небольшое давление на лезвия бритвы (т.е. на режущие кромки лезвий 115 и 117) с обеспечением восстановления выравнивания частей кончика, деформированных в процессе использования.
Во время осуществления этой части восстанавливающего прохода скользящий контакт между лезвиями 115 и 117 и выступами 55 обеспечивает хонингование всех режущих кромок указанных лезвий. В частности, ориентация и расположение выступов 55 в целом поперечны направлению перемещения бритвы 100. В результате место или область контакта лезвий 115 и 117 с каждым отдельным упругим выступом перемещается вдоль режущей кромки, обуславливая взаимодействие различных частей каждого упругого выступа в выступах 55 с различными продольными областями режущей кромки лезвий 115 и 117 во время прохода. Например, участок контакта между лезвием 115 и конкретным выступом может возникать на боковом краю этого лезвия, а затем перемещаться к противоположной стороне лезвия по мере перемещения лезвия по выступу во время восстанавливающего прохода.
Из фиг.20 и 21 также видно, что, поскольку хонингующие выступы 55 в первой части 30 имеют прямые участки с различными ориентациями (а именно под углом +45° к направлению перемещения бритвы 100 и под углом -45° к данному направлению), восстанавливающий проход также обеспечивает хонингование лезвий 115 и 117 по меньшей мере со стороны двух направлений. Например, первая часть режущей кромки лезвия 115 может входить в скользящий контакт с первой частью упругого выступа, которая ориентирована под углом +45° к направлению перемещения бритвы 100, и подвергаться хонингованию этой частью, тогда как вторая часть данного лезвия входит в скользящий контакт со второй частью указанного упругого выступа, которая ориентирована под углом -45°.
Изменение ориентации хонингующих выступов 55 между указанными двумя ориентациями в различных местах вдоль первой части 30 создает вероятность хонингования первой и второй частей лезвия 115 со стороны обоих указанных направлений.
При достижении лезвиями 115 и 117 правильной площадки или поверхности, выполненной во второй части 38, эта плоская и гладкая область начинает действовать в качестве правила, которое дополнительно способствует выравниванию кончика лезвия. Результирующий эффект хонингования, выполняемого выступами 55, и правки, выполняемой плоской и гладкой областью второй части 38, во время восстанавливающего прохода заключается в существенном выравнивании режущей кромки лезвий 115 и 117, как описано более подробно ниже.
Восстанавливающий проход завершают, когда бритва 100, а более конкретно, головка 110, достигает сборной области 90. При достижении головкой 110 указанной области, любой избыток смазки, контактировавшей с лезвиями 115 и 117 и перемещенной вперед в результате восстанавливающего прохода, стекает под действием силы тяжести с лезвий в данное углубление.
По завершении восстанавливающего прохода бритву 100 размещают с первоначальной ориентацией в первоначальном положении относительно обрабатывающего устройства D' (т.е. у посадочной области 80), после чего восстанавливающий проход при необходимости может быть повторен для восстановления остроты бритвенных лезвий 115 и 117 до удовлетворительной с точки зрения пользователя степени. После достижения удовлетворительного восстановления остроты лезвий 115 и 117 пользователь может промыть устройство D' для удаления любой смазки и/или твердых частиц, скопившихся на поверхности 26, а также в сборной области 90.
Итоговая обработка бритвенных лезвий основана на выравнивании их режущих кромок, а не на абразивном воздействии или простой правке, которые могут использоваться в известных устройствах. Вышеописанный процесс обработки по существу обеспечивает восстановление первоначальной формы режущих кромок лезвий, становящихся все более вытянутыми и неравномерно изогнутыми в ходе обычного бритья, в основном путем выравнивания кончика режущих кромок с обеспечением восстановления их первоначальной формы и остроты.
На фиг.18 и 19 показаны микроснимки, иллюстрирующие результат воздействия процесса обработки, аналогичного вышеописанному, на режущую кромку того же бритвенного лезвия и полученные на том же оборудовании и с тем же увеличением, что использовались для получения микроснимков, показанных на фиг.16 и фиг.17. В частности, на фиг.18 показана режущая кромка бритвенного лезвия, ежедневно используемого в течение шести месяцев и периодически обрабатываемого на устройстве D', но теперь требующего повторной обработки. Очевидно, что состояние этой режущей кромки лучше, чем состояние режущей кромки, показанной на фиг.17 и относящейся к бритвенному лезвию, которое было использовано всего несколько раз, но ни разу не обрабатывалось на устройстве D'. Для сравнения на фиг.19 показана режущая кромка лезвия бритвы сразу после обработки бритвы на устройстве D'. Очевидно, что кончик режущей кромки лезвия находится в состоянии, очень близком к состоянию новой режущей кромки, никогда не бывавшей в использовании (т.е. кромки лезвия, показанной на фиг.16).
Предполагается, что по мере использования состояние кромок лезвия 115 и 117 постепенно возвращается к состоянию, которое аналогично проиллюстрированному на фиг.17 или 18 и в котором режущие кромки становятся не выровненными, а их кончики - удлиненными и изогнутыми вследствие обычного бритья. В течение этого периода устройство D' может регулярно использоваться с определенной периодичностью (например, когда пользователь чувствует, что бритва 100 затупилась) для восстановления бритвенных лезвий путем повторения общего процесса, описанного выше.
Преимущественно регулярное применение восстанавливающего устройства D' с определенной периодичностью обеспечивает возможность увеличения срока службы неэлектрической бритвы по сравнению с обычным сроком службы такого устройства. Это может привести к значительной экономии средств пользователя, который в противном случае должен регулярно менять неэлектрические бритвы, лезвия которых не обеспечивают удовлетворительного бритья. Кроме того, возможность увеличения срока службы так называемых «одноразовых» неэлектрических бритв приведет к уменьшению воздействия на окружающую среду миллионов таких устройств (и соответствующего упаковочного материала), которые в противном случае были бы выброшены на свалки или в другие места сбора отходов.
Более того, использование восстанавливающего устройства D' также может быть очень удобно для некоторых пользователей, которые проводят много времени в путешествиях за пределами городской местности и/или для которых первоочередными параметрами являются вес и занимаемое пространство, например, среди прочего, для пеших туристов, альпинистов, военнослужащих или полевых исследователей. В этих случаях возможность регулярной обработки ручной бритвы при помощи устройства для восстановления бритвенных лезвий, такого как устройство D', может сократить вес и пространство, необходимые в противном случае для нескольких таких инструментов вследствие их недолговечности.
Несмотря на то что приведенные выше описание и пример обрабатывающего/восстанавливающего устройства D' относятся к обработке лезвий для восстановления их режущих свойств, возможны другие варианты выполнения изобретения. Один такой альтернативный вариант выполнения может использоваться для обработки лезвий неэлектрической бритвы на этапе производства для дополнительного улучшения их режущих свойств перед первым использованием бритвы.
В этом альтернативном варианте выполнения устройство D' имеет поверхность, аналогичную поверхности 26 и имеющую первую часть с хонингующими выступами, аналогичную части 30 и выступам 55, и вторую часть с правильной площадкой или поверхностью, аналогичную части 38. Однако в данном альтернативном варианте выполнения скользящее перемещение между бритвенным лезвием и первой и второй частями указанной поверхности осуществляется на заводе или производственном предприятии с помощью автоматизированных и/или механических средств, а не вручную пользователем, как описано выше.
В одном неограничивающем примере упругий материал, обладающий свойствами первой и/или второй частей, может быть отформован вдоль внешней (т.е. обращенной к лезвию) поверхности вращающегося барабана. Ось вращения данного барабана перпендикулярна направлению перемещения бритвенных лезвий вдоль конвейерной ленты, то есть аналогична ориентации поверхности 26 по отношению к лезвиям 115 и 117 в вышеприведенном примере. В результате, когда режущая кромка бритвенного лезвия, перемещающегося вдоль конвейерной ленты, входит в контакт с поверхностью вращающегося барабана (и, в частности, с хонингующими выступами, выполненными в первой части этой поверхности), указанная кромка сначала хонингуется хонингующими выступами в первой части поверхности барабана, а затем правится дополнительной правильной поверхностью во второй части поверхности указанного барабана.
В другом неограничивающем примере из упругого материала, имеющего свойства вышеописанных первой и второй частей, может быть выполнена поверхность бесконечной ленты или направляющей (например, конвейерной ленты, по которой перемещаются лезвия в процессе изготовления неэлектрической бритвы). Бритвенные лезвия, перемещающиеся вдоль этой ленты или направляющей, входят в контакт с хонингующими выступами в первой части и с правильной площадкой или поверхности во второй части во время их перемещения.
Более того, если поверхность вращающегося барабана или конвейерной ленты в приведенных выше примерах содержит чередующиеся первые и вторые части, то одно бритвенное лезвие за один восстанавливающий проход может быть несколько раз подвергнуто воздействиям нескольких вариантов хонингующих выступов и правильных площадок, расположенных вдоль указанной поверхности.
Несмотря на то что данное изобретение подробно описано со ссылкой на конкретные предпочтительные варианты его реализации, возможно выполнение изменений и усовершенствований без отклонения от сущности изобретения. Таким образом, объем изобретения ограничен только пунктами прилагаемой формулы изобретения и их эквивалентами.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ РЕЖУЩЕГО ЭЛЕМЕНТА ОДНОРАЗОВОЙ БРИТВЫ | 1993 |
|
RU2103147C1 |
| БРИТВЕННЫЙ КАРТРИДЖ | 2020 |
|
RU2822647C1 |
| БРИТВЫ И БРЕЮЩИЕ КАРТРИДЖИ С ЗАЩИТОЙ | 2005 |
|
RU2354539C2 |
| БРИТВЕННЫЕ КАРТРИДЖИ И БРИТВЫ | 2005 |
|
RU2358859C2 |
| БРИТВА С КНОПКОЙ | 2005 |
|
RU2346806C2 |
| БРИТВЕННЫЙ КАРТРИДЖ | 2020 |
|
RU2804499C2 |
| БРИТВЕННАЯ СИСТЕМА | 2005 |
|
RU2359815C2 |
| БРИТВЕННОЕ УСТРОЙСТВО С ЛЕЗВИЯМИ | 1999 |
|
RU2209720C2 |
| КАРТРИДЖ ДЛЯ БРИТВЫ | 2020 |
|
RU2815775C2 |
| БРИТВЕННОЕ ЛЕЗВИЕ, БРИТВЕННЫЙ КАРТРИДЖ И СПОСОБ ИЗГОТОВЛЕНИЯ БРИТВЕННОГО ЛЕЗВИЯ | 2012 |
|
RU2630092C2 |





Изобретение относится к неэлектрическим бритвам и может быть использовано при обработке их лезвий. Устройство имеет обрабатывающую поверхность, предназначенную для взаимодействия с режущей кромкой бритвенного лезвия при приведении лезвия в скользящий контакт с указанной поверхностью. Обрабатывающая поверхность имеет упругие хонингующие выступы, сжимаемые при перемещении лезвия в скользящем контакте с указанной поверхностью. В результате улучшаются режущие свойства лезвия неэлектрической бритвы. 2 н. и 29 з.п. ф-лы, 22 ил.
1. Устройство для обработки лезвия ручной бритвы, имеющего режущую кромку, содержащее:
a) обрабатывающую поверхность, предназначенную для взаимодействия с указанной режущей кромкой при нахождении лезвия в скользящем контакте с обрабатывающей поверхностью и имеющую упругие выступы, причем
b) указанные упругие выступы во время указанного скользящего контакта образуют с обрабатываемым лезвием поверхность дискретного контакта.
2. Устройство по п.1, в котором упругость обрабатывающей поверхности составляет менее 70 по шкале Шора A или 00, соответствующей стандарту D2240 Американского общества испытания материалов.
3. Устройство по п.1, в котором упругость обрабатывающей поверхности составляет менее 50 по шкале Шора А или 00, соответствующей стандарту D2240 Американского общества испытания материалов.
4. Устройство по п.1, в котором упругость обрабатывающей поверхности составляет менее 30 по шкале Шора А или 00, соответствующей стандарту D2240 Американского общества испытания материалов.
5. Устройство по п.1, в котором упругие выступы содержат группу упругих выступов, причем каждый упругий выступ в указанной группе имеет в целом линейную конфигурацию.
6. Устройство по п.5, в котором каждый упругий выступ, имеющий в целом линейную конфигурацию, имеет по меньшей мере один прямолинейный участок.
7. Устройство по п.5, в котором каждый упругий выступ, имеющий в целом линейную конфигурацию, имеет по меньшей мере один криволинейный участок.
8. Устройство по п.6, в котором каждый упругий выступ, имеющий в целом линейную конфигурацию, имеет по меньшей мере два смежных прямолинейных участка, соединенных под углом.
9. Устройство по п.5, в котором обрабатывающая поверхность имеет область, на которой выступы, имеющие в целом линейную конфигурацию, параллельны.
10. Устройство по п.5, в котором обрабатывающая поверхность имеет область, на которой выступы, имеющие в целом линейную конфигурацию, расположены с равномерным разнесением друг от друга.
11. Устройство по п.5, в котором обрабатывающая поверхность имеет область, на которой выступы, имеющие в целом линейную конфигурацию, расположены с неравномерным разнесением друг от друга.
12. Устройство по п.1, в котором высота выступов составляет менее 1 мм.
13. Устройство по п.1, в котором высота выступов составляет менее 0,7 мм.
14. Устройство по п.1, в котором высота выступов составляет менее 0,5 мм.
15. Устройство по п.1, в котором высота выступов составляет менее 0,3 мм.
16. Устройство по п.1, в котором высота выступов составляет менее 0,2 мм.
17. Устройство по п.1, в котором выступы размещены на обрабатывающей поверхности так, что во время обрабатывающего прохода участок режущей кромки длиной 1 мм одновременно контактирует с выступами в количестве от одного до пяти.
18. Устройство по п.1, в котором выступы размещены на обрабатывающей поверхности так, что во время обрабатывающего прохода участок режущей кромки длиной 1 мм одновременно контактирует с несколькими выступами в количестве от двух до четырех.
19. Устройство по п.1, в котором выступы размещены на обрабатывающей поверхности так, что во время обрабатывающего прохода участок режущей кромки длиной 1 мм одновременно контактирует с тремя выступами.
20. Устройство по п.5, в котором во время скользящего перемещения режущая кромка проходит в целом поперек направления перемещения лезвия относительно обрабатывающей поверхности.
21. Устройство по п.20, в котором выступы, имеющие в целом линейную конфигурацию, имеют участки, проходящие наклонно относительно указанного направления перемещения.
22. Устройство по п.1, в котором ручная бритва содержит головку, на которой установлено лезвие и которая характеризуется габаритной высотой, причем длина обрабатывающей поверхности превосходит указанную высоту по меньшей мере в два раза.
23. Устройство по п.1, в котором обрабатывающая поверхность имеет область, не имеющую упругих выступов.
24. Устройство по п.23, в котором область, не имеющая упругих выступов, имеет гладкую поверхность.
25. Устройство по п.24, в котором область, не имеющая упругих выступов, и упругие выступы выполнены за одно целое.
26. Способ обработки лезвия ручной бритвы, имеющего режущую кромку, включающий:
a) использование обрабатывающей поверхности, имеющей упругие выступы,
b) перемещение лезвия и указанной обрабатывающей поверхности относительно друг друга так, что режущая кромка находится в скользящем контакте с упругими выступами,
с) прижатие ручной бритвы и обрабатывающей поверхности друг к другу во время указанного скользящего контакта так, что режущая кромка сжимает выступы и образует с ними поверхность дискретного контакта.
27. Способ по п.26, в котором на обрабатывающую поверхность добавляют смазку.
28. Способ по п.26, в котором упругие выступы содержат упругие выступы, имеющие в целом линейную конфигурацию.
29. Способ по п.28, в котором упругие выступы, имеющие в целом линейную конфигурацию, располагают так, что во время скользящего перемещения участки указанных выступов проходят в целом наклонно относительно режущей кромки лезвия.
30. Способ по п.28, в котором упругие выступы, имеющие в целом линейную конфигурацию, располагают так, что во время скользящего перемещения участки указанных выступов скользят вдоль режущей кромки лезвия.
31. Способ по п.26, в котором упругие выступы располагают так, что во время скользящего перемещения различные участки заданного упругого выступа взаимодействуют с различными продольными областями режущей кромки.
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Устройство для прерывания программ | 1977 |
|
SU739534A1 |
| US 6062970 A, 16.05.2000 | |||
| Прибор для точки и правки ножей безопасных бритв | 1928 |
|
SU17044A1 |
| СПОСОБ ЗАТОЧКИ МНОГОЛЕЗВИЙНЫХ БЕЗОПАСНЫХ БРИТВ ТИПА "МАСН" | 2005 |
|
RU2297313C2 |
| Устройство для переточки лезвий безопасных бритв | 1946 |
|
SU69644A1 |

