Изобретение касается изготовления металлических деталей, содержащих внутренние элементы жесткости, образованные керамическими волокнами путем введения волоконной вставки в металлическую основу. Для уменьшения массы металлических деталей и придания им большей сопротивляемости растяжению и сжатию известно введение в заготовку керамических волокон. Речь идет, например, о волокнах из карбида кремния, SiC, которые имеют гораздо более высокую сопротивляемость растяжению и сжатию, чем сопротивляемость металла, такого как титан.
Изготовление этих деталей начинается с предварительного формирования вставок из керамических нитей, покрытых металлом. Они называются также волокнами СММ или покрытыми нитями. Металл обеспечивает, в частности, необходимые эластичность и гибкость при манипуляциях с ними.
Известный способ изготовления таких деталей с элементами жесткости включает выполнение намотки покрытых нитей на оправку. Обмотка затем вставляется в контейнер или основной металлический корпус, в котором предварительно выполнена выемка для образования посадочного места для вставки. Глубина выемки превышает высоту обмотки. Затем контейнер закрывают крышкой и сваривают по периферии. Крышка содержит выступ, форма которого дополняет форму выемки, и его высота соответствует высоте обмотки, размещенной в выемке таким образом, чтобы заполнить выемку. Затем выполняют операцию изостатического уплотнения при высокой температуре, в процессе которой крышка деформируется и обмотка сжимается выступом. Поверхность контейнера вдоль края выемки выполнена наклонной в форме срезанного угла для обеспечения возрастающей деформации крышки в процессе уплотнения.
Технология изостатического уплотнения при высокой температуре заключается в размещении детали в корпусе, где она подвергается повышенному давлению, порядка 1000 бар, при высокой температуре порядка 1000°С в течение нескольких часов.
В процессе этой обработки металлические оболочки покрытых нитей свариваются между собой и со стенками выемки посредством диффузионной сварки и образуют плотный блок, состоящий из металлического сплава, внутри которого уложены керамические волокна. Полученная деталь далее обрабатывается до получения нужной формы.
Способ позволяет осуществить изготовление авиационных осесимметричных деталей, таких как диски рабочих колес или моноблочные лопаточные колеса, а также не осесимметричных деталей, таких как тяги, валы, корпуса силовых цилиндров, кожухи.
Изготовление выемки в основном корпусе является трудно реализуемой операцией, в частности, по причине малых соединительных радиусов в днище выемки между поверхностью дна и боковыми стенками. Этот малый соединительный радиус необходим для обеспечения выполнения посадочного места с возможно меньшим зазором для вставки, которая образована из нитей малого радиуса. Изготовление соответствующего выступа в крышке является затруднительным вследствие закрытых углов и вследствие того, что выступ должен иметь форму, точно дополняющую выемку.
Заявитель разработал способ изготовления деталей удлиненной формы, содержащих вставку с прямолинейными частями, служащими для передачи однонаправленных усилий растяжения и/или сжатия. Этот способ описан в заявке на патент FR07/05453 от 26 июля 2007 года. Заявитель разработал также способ изготовления прямолинейной вставки. Он заключается в изготовлении вставки в форме бобины, уплотнение последней в контейнере путем изостатического сжатия при высокой температуре, затем в обработке прямолинейных заготовок в уплотненном контейнере. Такой способ описан в заявке на патент FR 07/05454 от 26 июля 2007 года.
Однако когда изготавливаемые детали не являются осесимметричными, а имеют вытянутую форму с овальными или прямолинейными частями, трудно получить высокую точность при больших длинах. Это является еще более трудным для вставок, образованных из очень жестких покрытых нитей, так как керамические нити требуют изготовления посадочных мест для их точного укладывания. Крышка должна точно соединяться со вставкой, чтобы не дать волокнам вырваться.
Вместо того, чтобы изготавливать вставку отдельно с последующим ее размещением в выемке основного корпуса, в патенте FR 2886290 Заявителя Snecma предлагается в соответствии с вариантом выполнять намотку непосредственно на основном корпусе. Вместо выемки в последнем выполняют две щечки. Первая является опорной поверхностью для непосредственной намотки покрытой нити. Эта поверхность параллельна направлению намотки. Когда намотка закончена, восстанавливают выемку путем размещения деталей на основном корпусе, имеющем форму, дополнительную к форме второй щечки, образующей уступ по отношению к первой щечке. Затем размещают крышку с выступом на вставке, которую только что намотали, и осуществляют уплотнение сборки. Это предложение только частично решает проблему изготовления, так как соединение остается сложным.
Заявка на патент FR0709171 на имя заявителя уточняет, что посадочное место вставки в металлическом корпусе имеет форму L-образного сечения, при этом крышка имеет внутреннюю выемку и сечение L-образной формы, дополнительной к форме металлического корпуса с упомянутой вставкой. Кроме того, крышка выполнена снаружи таким образом, что усилия прессования осуществляются перпендикулярно по поверхностям выемки.
Таким образом, существующие технологии изготовления позволяют создать металлические детали, содержащие один или несколько усилительных элементов из композитных материалов в металлической основе путем намотки покрытых волокон и контейнера-корпуса и крышки. Эти структуры являются эффективными, но имеют повышенную стоимость изготовления. В особенности, на изготовление основного корпуса контейнера с крышкой приходится значительная часть стоимости деталей.
Заявитель указал в качестве задачи улучшение способа изготовления деталей удлиненной формы при упрощении этапов технологического процесса и уменьшении стоимости.
Для решения этой задачи в соответствии с изобретением предлагается способ изготовления металлической детали, усиленной керамическими волокнами, в соответствии с которым:
- изготавливают в металлическом корпусе, имеющем верхнюю поверхность, по меньшей мере, одно посадочное место для вставки,
- размещают, по меньшей мере, одну вставку, образованную керамическими волокнами, порытыми металлом, в посадочном месте,
- закрывают вставку крышкой,
- вакуумируют промежуточное пространство вокруг вставки и герметизируют под вакуумом упомянутое пространство,
- подвергают металлический корпус с крышкой изостатическому уплотнению при высокой температуре и
- обрабатывают упомянутый комплекс для получения упомянутой детали.
Способ отличается тем, что вставка является прямолинейной и посадочное место вставки в металлическом корпусе представляет собой выемку соответствующей формы, при этом крышка выполнена таких размеров, чтобы ее можно было разместить на вставке с зазором в посадочном месте после усадки вследствие охлаждения и осуществить тугую посадку в выемке посредством расширения так, чтобы герметично закрыть упомянутое пространство.
Например, крышка охлаждается с помощью жидкого газа, такого как жидкий азот, уменьшающий ее размеры.
Осуществляя плотный контакт между крышкой и выемкой, обеспечивают герметичность, которая позволяет упростить форму выемки.
Предпочтительно, чтобы выемка содержала первую часть посадочного места вставки и, по меньшей мере, вторую часть в продолжение первой части, а крышка была выполнена в форме плитки, содержащей центральную ветвь, закрывающую вставку, и продолжение в форме, соответствующей второй части выемки. Крышка образует, таким образом, металлическую плитку простой и легко выполняемой геометрии.
Предпочтительно также, чтобы крышка содержала зону увеличивающейся деформации между центральной ветвью и продолжением. Эта зона увеличивающейся деформации исключает растрескивание крышки в момент этапа уплотнения.
Вставка имеет многоугольное поперечное сечение, в частности прямоугольное, овальное или кольцевое.
Предпочтительно, чтобы вставка была образована волокнами, покрытыми металлом, соединенными в пучок, что сокращает подготовительные операции.
Решение по изобретению представляет особый интерес при использовании двух вставок удлиненной формы, размещенных на двух прямолинейных параллельных или нет ветвях. В соответствии с известным уровнем техники для получения двух внутренних продольных усилительных элементов используют, предпочтительно, вставку кольцевой формы с двумя прямолинейными ветвями, связанными между собой двумя дугообразными частями. Затем изготавливают посадочное место в зависимости от точной формы вставки. Подгонка формы посадочного места к форме вставки является операцией очень сложной и дорогостоящей. Таким образом, удаляя скругление, обработка и установка на место становится более простой без ущерба в итоге для прочности деталей, так как волокна работают, в основном, в продольном направлении в центральной части детали.
В дальнейшем изобретение поясняется нижеследующим описанием, не являющимся ограничительным, со ссылками на сопровождающие чертежи, на которых:
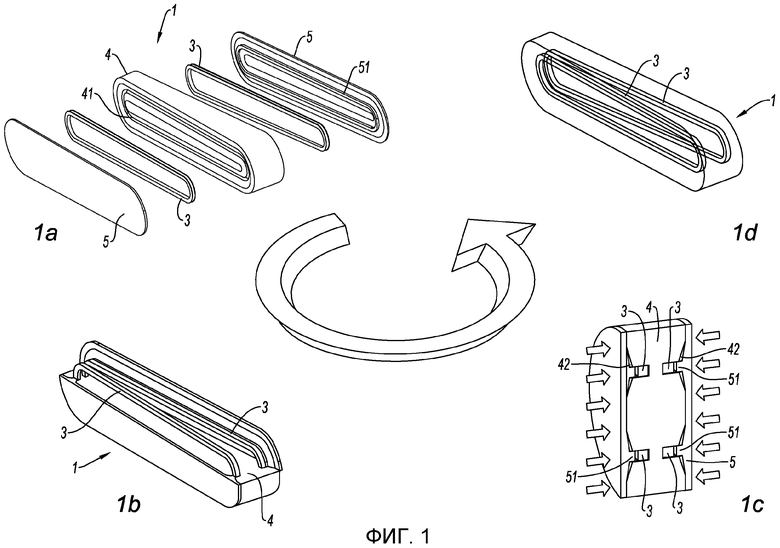
Фиг.1 изображает различные этапы 1а, 1b, 1c, 1d изготовления детали удлиненной формы в соответствии с известным уровнем техники.
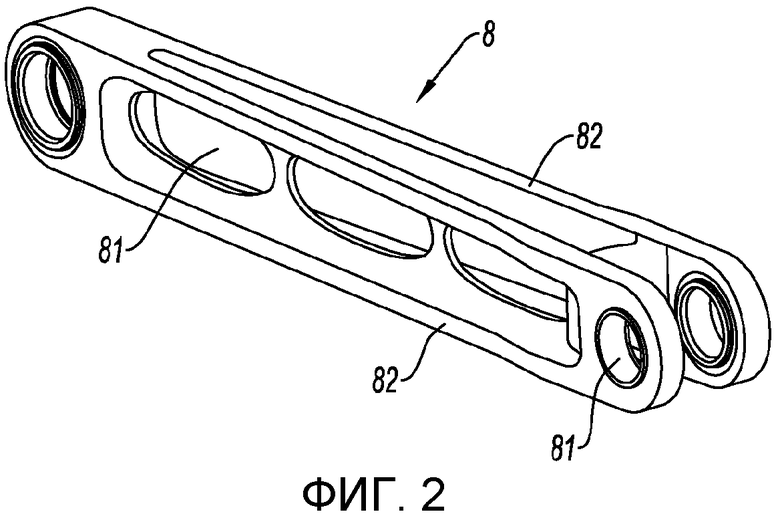
Фиг.2 изображает пример детали, полученной после обработки контейнера, включающего вставки;
Фиг.3 изображает в изометрии металлический корпус с выемкой, выполненной в соответствии с изобретением, и установку на место вставки и крышки в форме плитки;
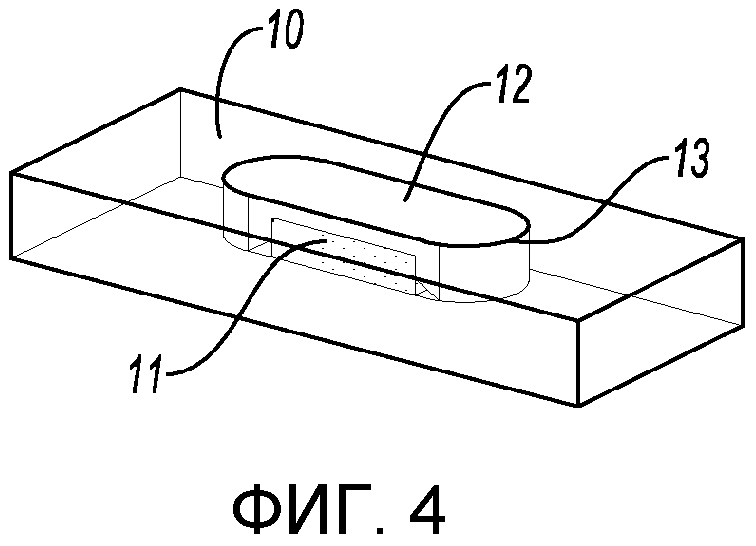
Фиг.4 изображает в изометрии и на просвет вставку и крышку в форме плитки в сборе в металлическом блоке, при этом комплекс подготовлен для обработки изостатическим уплотнением при высокой температуре;
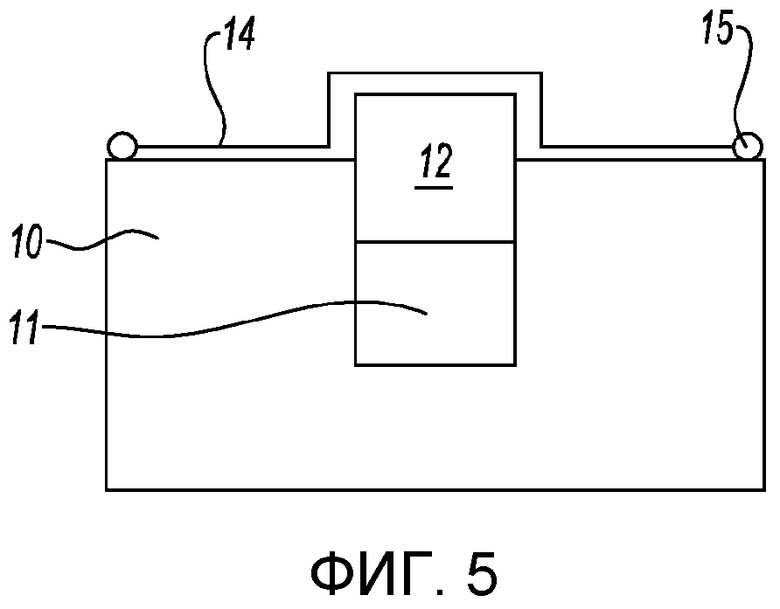
Фиг.5 изображает в разрезе вариант осуществления изобретения.
На фиг.1, взятой из заявки на патент FR 07/05453, изображен контейнер 1 с основным корпусом 4 удлиненной формы, предназначенным для изготовления тяги, например, колесного шасси. На каждой из двух сторон корпуса 4 выполняют выемку 41. Эта выемка предназначена для размещения вставки 3, которая содержит две параллельных или непараллельных части, связанные на концах между собой дугообразной частью. Вставки выполнены из керамических волокон, покрытых металлом, таким, как титан. Выемки и вставки имеют дополняющие формы, такие, что вставка размещается в выемке без зазора или с минимальным зазором. Две крышки 5 снабжены выступающей частью, образующей выступ 51, и закрывают стороны корпуса 4. Выступ опирается на вставку, размещенную в выемке, и закупоривает последнюю. Приваривают, например, электронным пучком, крышку 5 к корпусу 4, обеспечивая вакуум внутри контейнера. Целью такого соединения является исключение того, чтобы волокна, которые имеют очень малый диаметр, порядка 0,25 мм, не могли смещаться или высвобождаться в процессе изостатического уплотнения при высокой температуре. Контейнер представлен на фиг.1b; он показан с вырезом для изображения вставок. Контейнер далее располагается в корпусе для обработки изостатическим уплотнением при высокой температуре. Поперечный разрез контейнера на фиг.1с показывает, что края 42 выемки 41 выполнены скошенными таким образом, чтобы образовать зазор с частью крышки 5, соседней с выступом 51.
В процессе операции изостатического уплотнения при высокой температуре давление, осуществляемое в направлении, перпендикулярном поверхности крышки, вызывает оседание крышек. Давление и температура порядка 1000°С и 1000 бар позволяют металлу основы заполнять пустоты между покрытыми нитями, образующими вставку. Объем вставки уменьшается, примерно, на 23%. Выступ, таким образом, перемещается вниз и зазор с обеих сторон выступа исчезает. В конце процесса металл сплавляется, и контейнер уплотняется; деталь, таким образом, упрочняется нитями, заключенными в массе. Фиг.1d изображает заготовку детали, полученную с двумя вставками, видными на просвет.
Заготовка далее обрабатывается таким образом, чтобы получить деталь 8, изображенную на фиг.2. Эта деталь 8 имеет полости 81 между ветвями 82. Керамические волокна, находящиеся внутри ветвей 82, обеспечивают передачу усилий растяжения и сжатия. Используемые вставки имеют кольцевую форму, но, как это уже было описано в заявке на патент FR 07/05454, они могут быть образованы прямолинейными элементами стоек. В последнем случае прямолинейные элементы устанавливаются в контейнер после предварительного уплотнения.
Решение по изобретению позволяет получить такие детали более экономичным способом.
На фиг.3 изображен металлический корпус 10 удлиненной формы с верхней относительно чертежа поверхностью 10В. Выполняют прямоугольную выемку 10А, дно которой является плоским, а стенки перпендикулярны дну; поверхность соединения между дном и стенками имеет малый радиус кривизны для обеспечения точной установки вставки с наименее возможным зазором. Выемка содержит центральную часть 10А1 и две крайних части 10А2 и 10А3 в продольном продолжении первой.
Крайние части скруглены. Выемка служит посадочным местом для прямоугольной вставки 11, образованной соединением покрытых керамических волокон, и длиной 1, меньшей или равной длины центральной части 10А1 выемки. Вставка образует пучок, точно укладывающийся в центральную часть 10А1 выемки.
Крышка 12 закрывает вставку 11, размещенную в своем посадочном месте. Крышка 12 имеет ту же форму и те же размеры с небольшим зазором, позволяющим ее размещение в выемке, что видно сверху над выемкой 10А. Она образует плитку с центральной частью 12А1, закрывающей вставку с двух крайних частей 12А2 и 12А3 в продольном продолжении в центральной части с обеих сторон последней. Толщина двух крайних частей соответствует толщине центральной части, превышая толщину вставки, размещенной в выемке, и слегка превышает глубину выемки. Крышка 12 опирается на дно выемки двумя крайними частями 12А2 и 12А3. Видно, что каждая крайняя часть имеет срезанный угол 12А2' и 12А3', образуя пространство с дном выемки со стороны вставки.
Вариант изготовления детали по изобретению со вставкой содержит, таким образом, следующие этапы:
- изготавливают металлический корпус 10, например, из сплава титана, по меньшей мере, с одной плоской верхней поверхностью;
- изготавливают, по меньшей мере, одну прямолинейную открытую выемку 10А на одной поверхности, верхней или нижней. Эта операция является относительно простой, так как следует отследить только глубину и ширину выемки.
- размещают в выемке вставку 11, выполненную из пучка прямолинейных покрытых волокон.
- помещают на место крышку в форме плитки 12 после понижения ее температуры, достаточной для того, чтобы она сжалась. Простым средством является ее контакт с жидким азотом. Размеры крышки в форме плитки и выемки определены таким образом, чтобы крышка могла легко размещаться в выемке после охлаждения. Расширяясь, крышка опирается в боковые стенки, выбирая любой зазор.
После размещения на месте крышки в форме плитки блок вакуумируют. Создают вакуум, и температура крышки повышается таким образом, что когда пространство, окружающее вставку, находится под вакуумом, крышка расширяется и образует плотное соединение по периметру крышки.
Верх крышки выступает относительно поверхности металлического корпуса.
Подготовленный таким образом контейнер вводят в корпус для изостатического уплотнения при высокой температуре.
Осуществляют нагрев и прессование для уплотнения контейнера. Когда вставка образована пучком покрытых волокон, обработка приводит к уменьшению объема и уплотнению вставки. Центральная часть крышки опускается в выемку, как поршень. Переходная зона, образованная скошенными углами 12А2' и 12А3', позволяет крышке деформироваться без сдвиговых усилий, вызывающих растрескивание крышки.
Полученная заготовка готова к обработке.
После обработки, например, получают деталь по фиг.2, в которой размещено соответствующее количество вставок.
В соответствии с вариантом, изображенном на фиг.5, на крышке в форме плитки 12 размещают, кроме того, лист 14, который для улучшения герметичности приваривают к периферии металлического корпуса с валиком 15. Лист, как видно на чертеже, содержит посадочное место 14', позволяющий осуществить его точную посадку на крышку, часть которой выступает и, по существу, соответствует уменьшению ожидаемого объема вставки в процессе операции уплотнения.
Представлен вариант осуществления изобретения с выполнением выемки для размещения вставки, которая закрыта в продольном направлении. Однако выполнение одной или нескольких продольно открывающихся выемок за рамки изобретения не выходит.
Способ по изобретению позволяет, таким образом, выполнить любую деталь удлиненной формы, включающую одну или несколько прямолинейных вставок.
Изобретение относится к способам изготовления металлических деталей, содержащих внутренние усилительные элементы, образованные керамическими волокнами. Согласно способу в металлическом корпусе (10) с верхней поверхностью (10 В) выполняют по меньшей мере одно посадочное место (10А) для вставки. В посадочном месте размещают по меньшей мере одну вставку (112), образованную керамическими волокнами, закрывают вставку крышкой (12), вакуумируют промежуточное пространство вокруг вставки и герметично закрывают упомянутое пространство, подвергают металлический корпус с крышкой изостатическому уплотнению при высокой температуре и обрабатывают упомянутый комплекс для получения упомянутой детали. При этом вставка (11) выполнена прямолинейной, а посадочное место для вставки в металлическом корпусе образует прямолинейную выемку (10А). Крышка выполнена таким образом, чтобы разместиться в посадочном месте на вставке (11) с зазором после усадки вследствие охлаждения и осуществить тугую посадку при расширении в выемке так, чтобы закрыть упомянутое пространство. Технический результат - упрощение технологии при сохранении прочностных свойств получаемой детали. 7 з.п. ф-лы, 5 ил.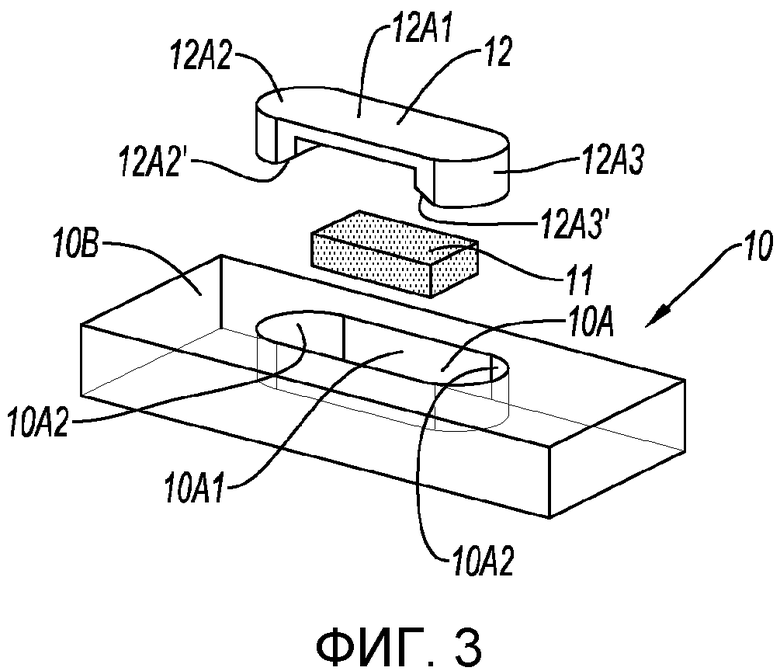
1. Способ изготовления металлической детали, содержащей внутренние усилительные элементы, образованные керамическими волокнами, в соответствии с которым:
- в металлическом корпусе (10) с верхней поверхностью (10В) выполняют, по меньшей мере, одно посадочное место (10А) для вставки,
- в металлическом корпусе в посадочном месте размещают, по меньшей мере, одну вставку (11), образованную керамическими волокнами,
- закрывают вставку крышкой (12),
- вакуумируют промежуточное пространство вокруг вставки и герметично закрывают упомянутое пространство,
- обрабатывают комплекс из металлического корпуса с крышкой изостатическим уплотнением при высокой температуре и
- обрабатывают упомянутый комплекс для получения упомянутой детали, отличающийся тем, что вставка (11) выполнена прямолинейной, а посадочное место для вставки в металлическом корпусе образует соответствующую прямолинейную выемку (10А), при этом крышку охлаждают перед размещением в посадочном месте, причем крышка (12) выполнена с возможностью ее размещения в посадочном месте на вставке (11) с зазором после охлаждения и обеспечения тугой посадки при расширении в выемке так, чтобы закрыть упомянутое пространство.
2. Способ по п.1, в котором крышку (12) охлаждают с помощью жидкого газа, такого как жидкий азот.
3. Способ по п.1, в котором выемка (10А) включает первую часть (10А1) посадочного места для вставки и, по меньшей мере, вторую часть (10А2, 10А3) в продолжение первой части, при этом крышка (12) имеет форму плитки и содержит центральную ветвь (12А1), закрывающую вставку, и продолжение (12А2, 12А3) формы, соответствующей второй части (10А2, 10А3) выемки (10А).
4. Способ по п.3, в котором крышка в форме плитки содержит зону увеличивающейся деформации (12А2' и 12А3') между центральной ветвью и продолжением.
5. Способ по п.1, в котором вставка (11) имеет многоугольное поперечное сечение, в частности прямоугольное или овальное, или кольцевое поперечное сечение.
6. Способ по п.1, в котором вставка (11) образована покрытыми металлом волокнами, объединенными в пучок.
7. Способ по п.1, в котором упомянутое пространство герметично закрыто сварочным валиком (13).
8. Способ по п.1, по которому на крышке в форме плитки размещают лист (14), который приваривают к корпусу (10).
9. Способ по п.1, в котором размещают, по меньшей мере, вторую вставку в металлическом корпусе.
| US 2007020134 A1, 25.01.2007 | |||
| Отстойник фильтровой колонны скважины | 1990 |
|
SU1726677A1 |
| RU 2006118200 A, 10.12.2007 | |||
| RU 2006118199 A, 10.12.2007. | |||

