Изобретение относится к плазменной технике, а именно, к катодам-компенсаторам, работающим на газообразных рабочих телах, и может быть использовано как в составе электрореактивных двигателей для нейтрализации ускоренного ионного пучка, так и в составе технологических источников плазмы, предназначенных для ионно-плазменной обработки поверхностей различных материалов в вакууме, а также и в качестве автономно функционирующего источника плазмы [Патент РФ №2219683, кл. 7 H05H 1/24, 1/54, F03H 1/00].
При эксплуатации КА в условиях изменяющегося теплового окружения и под воздействием факторов космического пространства все компоненты электрореактивных двигателей (ЭРД), включая катод-компенсатор, должны обеспечивать надежное функционирование в течение всего ресурса работы [Фаворский О.Н., Каданер Я.С. "Вопросы теплообмена в космосе". Издательство "Высшая школа", М., 1967 г.]. В процессе совершенствования и развития техники к ЭРД предъявляются повышенные требования в направлении расширения функциональных возможностей и области применения ЭРД. Одним из таких требований является обеспечение более длительного ресурса ЭРД по времени работы (более 5000 часов) при надежном их функционировании. Эффективность и надежность работы ЭРД в значительной степени определяется надежностью работы катода-компенсатора, входящего в его состав.
Надежность же работы самого катода-компенсатора в течение заданного ресурса, кроме прочего, зависит от взаимодействия материала эмиттера из гексаборида лантана с материалами элементов конструкции, окружающих его [Высокоэффективный эмиттер электронов на основе гексаборида лантана. B.C. Кресанов, Н.П. Малахов, В.В. Морозов и др. М.: Энергоатомиздат, 1987 г., стр.130-131].
Широкое применение в технике нашли катоды двух конструктивных схем. К первым относятся так называемые катоды накального типа, в которых разогрев эмиттера до рабочей температуры эмиссии осуществляется при помощи специального нагревателя [Н.В. Белан, В.П. Ким, А.И. Оранский, В.Б. Тихонов. Стационарные плазменные двигатели // Харьков: Харьк. авиац. ин-т, 1989, стр.140]. В другой конструктивной схеме исполнения без применения нагревателя - в так называемом безнакальном катоде [патент РФ №2031472, кл. 6 H01J 37/077, F03H 1/00, H05H 1/54, J.A. Burkhart, G.R. Seikel, J. Spacecraft and Rockets, v.9, №7, 1972], разогрев эмиттера до рабочей температуры осуществляется за счет первичной избыточной тепловой энергии, выделяющейся при подаче высоковольтного поджигного импульса в момент запуска катода и последующим функционированием его в авторежиме термоэмиссии. В обеих схемах электрической цепью «катод» является непосредственно эмиттер совместно с поддерживающей его деталью.
Известен плазменный катод, содержащий полый держатель с торцевыми стенками и проходными отверстиями рабочего тела входа и выхода, внутри которого размещен эмиттер [патент РФ №2168793, кл. 7 H01J 37/077, F03H 1/00, H05H 1/54].
Недостатком такого известного плазменного катода является малый ресурс работы, ограниченный из-за взаимодействия материала эмиттера - гексаборида лантана с окружающими его металлами, как непосредственно контактирующих с ним, так и других близрасположенных элементов конструкции, в результате интенсивной диффузии бора при рабочих температурах - 2000°C и насыщения им структуры металлов с образованием боридов - процесса борирования, что в конечном итоге приводит как к охрупчиванию и растрескиванию деталей конструкции катода, так и ускоренной выработке самого эмиттера.
Известен плазменный катод, принятый за прототип, содержащий полый держатель с торцевыми стенками и проходными отверстиями рабочего тела, внутри которого размещен эмиттер, изолированных барьерным слоем химически пассивного материала [патент РФ №2012946, кл.5 H01J 37/077, F03H 1/00].
В таком известном плазменном катоде увеличение ресурса работы достигнуто путем ограничения процесса взаимодействия материала эмиттера с металлами сопрягаемых деталей за счет введения дополнительного защитного покрытия на внутренних поверхностях полого держателя, наносимого в виде дополнительного барьерного слоя химически пассивного материала, например нитрида циркония, который ограничивает диффундирование бора из эмиттера, защищая металлы других деталей конструкции.
Однако и у такого известного плазменного катода имеется ряд недостатков. Ограниченный ресурс, вследствие сложности нанесения барьерного слоя заданной толщиной и равномерно на все внутренние поверхности полого держателя относительно малых геометрических размеров. Это обусловлено тем, что поверхности жаропрочных тугоплавких металлов и сплавов на их основе, обладающих высокой твердостью, после механической обработки режущим инструментом получаются с поверхностями довольно грубой шероховатостью. Исследования результатов дефектаций таких плазменных катодов, проработавших 1000 часов и более, показывают, что наиболее критичными местами конструкции являются переходы между внутренними поверхностями полого держателя, четкость и плавность которых при механической обработке трудно достижимо. Грубая шероховатость поверхностей в целом, и в особенности внутренних труднодоступных переходов малых размеров, препятствуют качественному нанесению равномерного покрытия, гарантировано распределенного по всем внутренним поверхностям детали. В результате чего, при термоцикличной работе плазменного катода в условиях действия высоких температур, в наиболее критичных местах, недостаточно хорошо защищенных барьерным слоем, происходит локальное диффузионное борирование материала полого держателя на всю глубину стенки детали - т.е. в поперечном направлении, что в конечном итоге в целом приводит к изменению структуры и свойств материала в продольном направлении (чередования чистого металла с зонами образовавшихся боридов), в частности их твердости и прочности. Подобное нарушение изотропности прочностных свойств и характеристик металлов, особенно при работе в условиях действия высоких температур, приводит к возникновению на разных участках единой детали различных внутренних напряжений и, соответственно, различных термических деформаций, что резко повышает локальную хрупкость и вероятность трещинообразований, приводящие в конечном итоге к потере герметичности тракта рабочего тела и, тем самым, ограничению ресурса работы.
Кроме того, введение дополнительного барьерного слоя увеличивает трудоемкость процесса изготовления вследствие увеличения продолжительности технологического процесса из-за последовательности выполнения операций механической обработки и последующего нанесения покрытия.
При создании изобретения решались задачи по увеличению ресурса надежной работы и снижению трудоемкости изготовления.
Указанный технический результат достигается тем, что в плазменном катоде, содержащем полый держатель с торцевыми стенками и проходными отверстиями рабочего тела, внутри которого размещен эмиттер, между которыми расположен барьерный слой химически пассивного материала, согласно изобретению, между внутренними поверхностями полого держателя и наружными поверхностями эмиттера образованы зазоры и между которыми размещен экран, поверхности которого покрыты барьерными слоями. Зазор между внутренней поверхностью полого держателя и наружной поверхностью эмиттера выполнен со стороны выхода протяженностью по меньшей мере половины высоты эмиттера. Края экрана заведены между торцевыми стенками полого держателя и эмиттера. Экран предпочтительней выполнять из химически пассивного материала относительно эмиттера. Между торцевыми стенками полого держателя и эмиттера со стороны входа рабочего тела установлен упругий элемент. Дополнительно поверхности упругого элемента покрыты барьерным слоем.
Формирование между внутренними поверхностями полого держателя и наружными поверхностями эмиттера зазоров и размещение между ними тонкостенного экрана, поверхности которого покрыты барьерными слоями химически пассивного материала, например нитрида циркония, позволяют решить задачу по увеличению ресурса работы плазменного катода путем предотвращение взаимодействия материала эмиттера с металлами деталей конструкции - процесса борирования металлов. Качество барьерных слоев на экране обеспечивается за счет его изготовления из ленты тугоплавких материалов, произведенной например, из молибдена или его сплавов, методом проката, шероховатость поверхностей которой низкая, что и позволяет достичь высокого качества нанесения барьерных слоев с заданной постоянной толщиной и обеспечением при этом ее равномерности по всей площади поверхности детали. Предотвращение процессов борирования металлов исключает локальное изменение структуры материалов в процессе ресурса, а, следовательно, повышается надежность конструкции за счет снижения вероятности трещинообразований в условиях знакопеременных высоких температурных воздействий, приводящих к нарушению герметичности изделий и потерям рабочего тела.
Выполнение зазора между внутренней поверхностью полого держателя и наружной поверхностью эмиттера преимущественно со стороны выхода электронов в процессе эмиссии с протяженностью по меньшей мере половины высоты эмиттера позволяет дополнительно повысить надежность конструкции за счет предельного ограничения взаимодействия материала эмиттера с другими металлами в наиболее теплонапряженной зоне действия максимальных температур во время работы, при которых резко возрастает интенсивность процессов борирования конструкционных материалов.
Кроме того, дополнительное ограничение взаимодействия материала эмиттера с другими металлами обеспечивается также путем формирования торцевых зазоров между торцевыми стенками полого держателя и эмиттера, обеспечиваемых за счет размещения краев экрана, также с защитными барьерными слоями.
Размещение между торцевыми стенками полого держателя и эмиттера со стороны входа рабочего тела дополнительного упругого элемент, выполненного предпочтительней тарельчатой формы, позволяет повысить надежность работы катода при длительном ресурсе, обеспечивая постоянное поджатие эмиттера в направлении выхода по мере его выработки и эрозии под воздействием обратных потоков ускоренных ионов и тем самым обеспечивая стабильность пусковых характеристик запуска и работы. Дополнительные барьерные слои на упругом элементе также дополнительно ограничивают взаимодействие материала эмиттера с металлами деталей конструкции со стороны торцев.
Дополнительное снижение взаимодействия материала эмиттера с элементами конструкции предпочтительней обеспечивать путем выполнения самого экрана из наиболее пассивного материала по отношению к эмиттеру.
Введение в зазор между внутренними поверхностями полого держателя и наружными поверхностями эмиттера тонкостенного экрана с поверхностями, покрытыми барьерными слоями химически пассивного материала, например нитрида циркония, позволяют решить задачу по снижению трудоемкости изготовления путем осуществления технологического процесса одновременного и параллельного изготовления деталей изделий независимо друг от друга. При этом повышается качество покрытия в результате улучшения технологичности процесса нанесения покрытий на тонкостенном экране из ленты, произведенной методом проката, а потому имеющей нагартованные внешние поверхности с низким параметром шероховатости, что позволяет обеспечить высокую равномерность и целостность наносимого покрытия гарантированной толщины.
Таким образом, плазменный катод, изготовленный согласно изобретению, в котором исключены непосредственные контакты внешних поверхностей эмиттера с окружающими его элементами конструкции путем формирования зазоров и введения охватывающего тонкостенного экрана из ленты из тугоплавких материалов или их сплавов, изготовляемой методом проката (т.е. в нагартованном состоянии - с упрочненными поверхностными слоями) с покрытием барьерными слоями химически пассивного материала на поверхностях, позволяет увеличить ресурс работы катода и уменьшить трудоемкость его изготовления.
Изобретение иллюстрируется чертежом.
На чертеже изображен продольный разрез предлагаемого плазменного катода, где также условно показан источник электрического питания катода при его функционировании.
Плазменный катод содержит полый держатель 1 с торцевыми стенками 2, 3 и проходными отверстиями 4, 5 для подвода рабочего тела и выхода электронов (
Плазменный катод работает следующим образом.
Рабочее тело (например, газообразный ксенон), поступающее в плазменный катод, ионизируется при подаче напряжения по токоподводящей линии подачи поджигного импульса (клемма "+" источника электрического питания) на поджигной электрод (на чертеже показан условно), при этом клемма "-" источника электрического питания подводится к корпусу держателя и соответственно эмиттеру 6, являющегося эмиссионным элементом в нагретом состоянии до высоких температур, при этом происходит зажигание разряда. Подача со стороны входа 13 рабочего газа осуществляется через проходное отверстие 4 в торцевой стенке 2, после чего газ попадает в полый держатель 1 с эмиттером 6. За счет начальной большой мощности электрического разряда при запуске эмиттер 6 разогревается до рабочей температуры, преимущественно со стороны выхода 5 в торцевой стенке 3, обеспечивающей необходимую эмиссию электронов и достаточную для поддержания постоянного электрического разряда между рабочей полостью эмиттера и поджигным электродом. После выхода на стационарный режим работы плазменный катод работает в автоматическом режиме, при котором необходимый уровень температуры эмиттера 6 обеспечивается за счет энергии, поступающей из плазменного разряда. Зазоры 10, 10а и 10б вокруг эмиттера совместно с тонкостенным экраном 11 с нанесенными барьерными слоями 7 и 7а химически пассивного материала, во время работы предотвращает процесс борирования металлов деталей конструкции. В условиях длительной термоцикличной ресурсной выработки материала эмиттера его плотность поджатия в направлении выхода обеспечивается при помощи упругого элемента 14, который также покрыт барьрными слоями химически пассивного материала.
Промышленная реализуемость предложенного изобретения экспериментально подтверждена испытаниями опытного образца плазменного катода при наземной отработке конструкции, при которой были получены следующие положительные результаты:
- анализ результатов испытаний показал предельную минимизацию процессов борирования металлов конструкции наиболее близко расположенных элементов конструкции, что позволяет прогнозировать существенное увеличение срока службы катода;
- снижение трудоемкости изготовления комплектующих деталей на 10-15%.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛЫЙ КАТОД | 2017 |
|
RU2667155C1 |
| ПЛАЗМЕННЫЙ ПОЛЫЙ КАТОД | 2018 |
|
RU2684309C1 |
| ПОЛЫЙ КАТОД | 2017 |
|
RU2663241C1 |
| КАТОД-КОМПЕНСАТОР | 2000 |
|
RU2168793C1 |
| ПОЛЫЙ КАТОД | 2017 |
|
RU2662795C1 |
| КАТОД-КОМПЕНСАТОР | 2017 |
|
RU2684633C2 |
| ПЛАЗМЕННЫЙ ПОЛЫЙ КАТОД-КОМПЕНСАТОР | 2020 |
|
RU2732889C1 |
| БЛОЧНЫЙ КАТОД-КОМПЕНСАТОР | 2009 |
|
RU2410567C1 |
| Газоразрядный источник электронов | 2021 |
|
RU2792635C2 |
| ПЛАЗМЕННЫЙ ДВИГАТЕЛЬ С ЗАМКНУТЫМ ДРЕЙФОМ ЭЛЕКТРОНОВ | 2008 |
|
RU2377441C1 |
Изобретение относится к области плазменной техники, а именно к катодам-компенсаторам, работающим на газообразных рабочих телах. Технический результат - увеличение ресурса надежной работы и снижение трудоемкости изготовления. Плазменный катод содержит полый держатель 1 с торцевыми стенками 2, 3 и проходными отверстиями 4, 5 рабочего тела, внутри которого размещен эмиттер 6, между которыми расположен барьерный слой 7 химически пассивного материала, между внутренними поверхностями 8 полого держателя и наружными поверхностями 9 эмиттера образованы зазоры 10, 10а, 10б, между которыми размещен экран 11. Поверхности экрана покрыты барьерными слоями 7а. 5 з.п. ф-лы, 1 ил.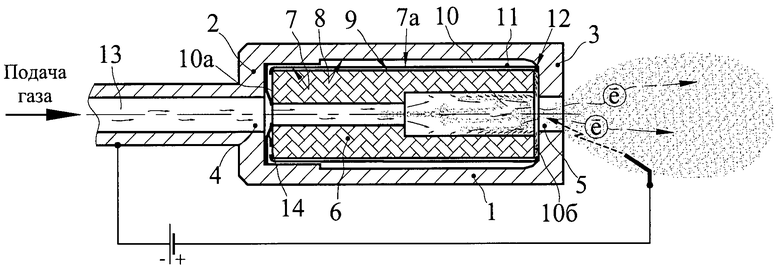
1. Плазменный катод, содержащий полый держатель с торцевыми стенками и проходными отверстиями рабочего тела, внутри которого размещен эмиттер, между которыми расположен барьерный слой химически пассивного материала, отличающийся тем, что между внутренними поверхностями полого держателя и наружными поверхностями эмиттера образованы зазоры, и между которыми размещен экран, поверхности которого покрыты барьерными слоями.
2. Плазменный катод по п.1, отличающийся тем, что зазор между внутренней поверхностью полого держателя и наружной поверхностью эмиттера выполнен со стороны выхода протяженностью по меньшей мере половины высоты эмиттера.
3. Плазменный катод по п.1, отличающийся тем, что края экрана заведены между торцевыми стенками полого держателя и эмиттера.
4. Плазменный катод по п.1, отличающийся тем, что экран выполнен из химически пассивного материала относительно эмиттера.
5. Плазменный катод по п.1, отличающийся тем, что между торцевыми стенками полого держателя и эмиттера со стороны входа рабочего тела установлен упругий элемент.
6. Плазменный катод по п.5, отличающийся тем, что дополнительно поверхности упругого элемента покрыты барьерным слоем.
| ПЛАЗМЕННЫЙ КАТОД-КОМПЕНСАТОР | 1990 |
|
RU2012946C1 |
| КАТОД-КОМПЕНСАТОР | 2000 |
|
RU2168793C1 |
| ИСТОЧНИК ПЛАЗМЫ И СПОСОБЫ ЕГО РАБОТЫ (ВАРИАНТЫ) | 2001 |
|
RU2219683C2 |
| US 6215243 B1, 10.04.2001 | |||
| US 6764366 A, 20.07.2004. | |||

