Изобретение относится к плазменной технике, а именно, к полым катодам, работающим на газообразных рабочих телах, и может быть использовано как в составе электрореактивных двигателей для нейтрализации ускоренного ионного пучка, так и в составе технологических источников плазмы, предназначенных для ионно-плазменной обработки поверхностей различных материалов в вакууме, а также в качестве автономного источника плазмы [Патент РФ №2219683, кл.7 Н05Н 1/24, 1/54, F03H 1/00].
Во время эксплуатации КА в условиях космического пространства все компоненты электрореактивного двигателя (ЭРД), включая плазменный полый катод, должны обеспечивать эффективное и надежное функционирование в течение всего ресурса работы [Фаворский О.Н., Каданер Я.С. "Вопросы теплообмена в космосе". Издательство "Высшая школа", М., 1967 г.]. Ресурс современных ЭРД составляет по времени работы не менее 5000 часов и 10000 включений.
Надежность же работы самого плазменного полого катода в течение длительного ресурса во многом зависит от взаимодействия материала эмиттера (например, сделанного из гексаборида лантана) с окружающими его материалами элементов конструкции [Высокоэффективный эмиттер электронов на основе гексаборида лантана. B.C. Кресанов, Н.П. Малахов, В.В. Морозов и др. М.: Энергоатомиздат, 1987 г., стр. 130-131].
Наиболее широкое применение в технике нашли катоды двух конструктивных схем: это так называемые катоды накального типа, в которых разогрев эмиттера до рабочей температуры эмиссии осуществляется при помощи специального нагревателя [Н.В. Белан, В.П. Ким, А.И. Оранский, В.Б. Тихонов. Стационарные плазменные двигатели // Харьков: Харьк. авиац. ин-т, 1989, стр. 140] и так называемые безнакальные катоды [например, Патент РФ №2031472, кл.6 H01J 37/077, F03H 1/00, Н05Н 1/54, J.A. Burkhart, G.R. Seikel, J. Spacecraft and Rockets, v. 9, №7, 1972], в котором разогрев эмиттера до рабочей температуры, при которой происходит эмиссия электронов, осуществляется за счет первичной тепловой энергии, выделяющейся при подаче высоковольтного поджигного импульса и электрического пробоя в момент запуска катода, с последующим переходом и функционированием его в авторежиме термоэмиссии. В обеих схемах электрической цепью «катод» является непосредственно эмиттер совместно с поддерживающей его деталью.
Известен плазменный полый катод, содержащий полую капсулу с торцевыми стенками и проходными отверстиями рабочего тела входа и выхода, внутри которой размещен эмиттер [Патент РФ №2168793, кл.7 H01J 37/077, F03H 1/00, Н05Н 1/54].
Недостатком такого известного плазменного полого катода является малый ресурс работы из-за недолговечности деталей, непосредственно контактирующих с материалом эмиттера из гексаборида лантана, в результате образования на контактных поверхностях и доступных поверхностях близрасположенных деталей новых химических соединений на основе бора, который в условиях высоких рабочих температур ~1500°С активно диффундирует и изменяет структуру металлов из-за образования боридов - так называемый процесс борирования, который сопровождается ростом зерна новых образований, что приводит к нарушению исходных межкристаллических связей, что при многочисленных циклических теплосменах в достаточно большом температурном диапазоне постепенно приводит к охрупчиванию материалов с последующим растрескиванием деталей конструкции, что, в свою очередь, вызывает ускоренную выработку активной зоны самого эмиттера.
Известен плазменный полый катод, принятый за прототип, содержащий полую капсулу с торцевыми стенками и проходными отверстиями рабочего тела, внутри которой размещен эмиттер, который контактирует с другими поверхностями деталей конструкции с дополнительным защитным покрытием химически пассивного материала [Патент РФ №2012946, кл.5 H01J 37/077, F03H 1/00].
В таком известном плазменном полом катоде ресурс его работы увеличен путем предпринятых мероприятий существенно ограничивающих процесс взаимодействия материала эмиттера с основными металлами сопрягаемых деталей за счет нанесения дополнительного стойкого покрытия на большей части внутренних поверхностей полой капсулы, представляющего собой дополнительный барьерный слой из химически пассивного материала, например нитрида циркония, который защищает металлы деталей конструкции.
Однако и у такого известного плазменного полого катода имеются существенные недостатки. Процесс нанесения защитного покрытия из химически пассивного материала только на определенные поверхности деталей катода, изготовленных из тугоплавких материалов, относится к трудоемкой и дорогостоящей технологии. Это связано с трудностями обеспечения нанесения барьерного слоя фиксированной и постоянной толщины, который бы равномерно осаждался на всех внутренних поверхностях полой капсулы, включая и мелкие конструктивные элементы конструкции. Дополнительные трудности обусловлены тем, что окончательные поверхности жаропрочных тугоплавких металлов и сплавов на их основе, обладающих высокой твердостью, после механической обработки режущим инструментом получаются с поверхностями с грубой шероховатостью. Проведенные исследования структуры основных материалов (по шлифам), применяемых в полых катодах, проработавших ресурсные испытания длительностью 1000 часов и более с многократными включениями, показали, что наиболее критичными местами конструкции, подверженные максимальному борированию, являются мелкомасштабные межоперационные переходы между внутренними поверхностями полости капсулы. Во время механической обработки деталей из труднообрабатываемых материалов, а также из-за частых смен быстро изнашиваемого режущего инструмента, четкость и плавность данных переходов обеспечить практически невозможно. В результате чего, образующаяся грубая шероховатость поверхностей в целом по детали, и в особенности внутренних труднодоступных переходов малых размеров, препятствуют качественному и равномерному нанесению слоя покрытия по всем внутренним поверхностям детали. Из-за этого, при термоцикличной работе плазменного полого катода в условиях действия высоких температур, в наиболее критичных местах, слабо защищенных барьерным слоем, происходит более интенсивное локальное борирование материала полой капсулы на всю глубину стенки детали, что в целом приводит к существенным изменениям структуры и нарушению изотропности свойств материала, которые характеризуются чередованием зон чистого металла с зонами вновь образовавшихся боридов, отличающихся между собой твердостью и прочностью. Нарушение изотропности свойств и характеристик металлов становится критичным особенно при работе в условиях действия высоких температур при их значительных перепадах, что приводит к возникновению на различных участках единой детали разных внутренних напряжений и, соответственно, различных термических деформаций, что резко повышает локальную хрупкость и повышается вероятность трещинообразований, приводящих в конечном итоге к потере герметичности тракта протекания рабочего тела, что также ограничивает ресурс его работы.
Другим недостатком такого известного плазменного полого катода является низкая надежность его работы в составе ЭРД малой мощности из-за нестабильности стационарной работы, особенно при запусках, которые осуществляются при относительно малых расходах газа. Причина этого обусловлена тем, что массовый расход газа внутри полости эмиттера оказывает существенное влияние на протяженность его активной зоны эмиссии электронов. Так, если при повышенных расходах активная зона сжимается со смещением к выходу эмиттера, тогда как при уменьшении расхода активная зона расширяется, уходя от выходного торца эмиттера вглубь канала подачи плазмообразующего газа. Таким образом, при малых расходах рабочего газа эффективность эмиссии активной зоны снижается по причине более затрудненного проникновения разряда вглубь канала эмиттера и, тем самым, равномерно-распределенной теплопередачи энергии разряда активной зоне, необходимой для поддержания рабочей температуры всей протяженной активной зоны, что к тому же дополнительно усугубляется тепловыми потерями, идущими в обратном направлении в конструкцию катода [Оранский А.И., Долгов А.С., Таран А.А. Газоразрядные полые высокоэмиссионные катоды. Том 1. Основы проектирования. Национальный аэрокосмический институт им. Н.Е. Жуковского, 2011 г.]. Таким образом, для устойчивости и стабильности плазменного разряда в полости плазменного полого катода, особенно на режимах с малыми расходами рабочего газа, в его конструкции должны учитываться и такого рода дополнительные специфические ограничения «снизу».
При создании изобретения решались задачи по увеличению ресурса и повышению надежности работы.
Указанный технический результат достигается тем, что в плазменном полом катоде, содержащим полую капсулу с торцевой стенкой и сквозным выходным отверстием, внутри которой размещен эмиттер, входной патрубок и пусковой электрод, согласно изобретению, эмиттер выполнен с несквозной рабочей полостью и по меньшей мере одним дроссельным каналом прохода рабочего тела. Участки внешней поверхности эмиттера и внутренней поверхности полой капсулы выполнены конусообразной формы, при помощи которых они сопряжены между собой, при этом между наружной цилиндрической частью поверхности эмиттера и внутренней цилиндрической частью поверхности полой капсулы, а также между эмиттером и торцевой стенкой полой капсулы образованы барьерные зазоры. Участки сопряжения внешней поверхности эмиттера с внутренней поверхностью полой капсулы отдалены от сквозного выходного отверстия.
Выполнение эмиттера с несквозной рабочей полостью и по меньшей мере одним дроссельным каналом прохода рабочего тела позволяет решить задачу обеспечения высокой надежности работы плазменного полого катода путем исключения прямоточности протекания газа и проникновения плазменного разряда вглубь рабочей внутренней полости и даже в сам тракт подачи рабочего тела за счет выполнения несквозной рабочей полости ограниченной глубины («глухое»), но достаточной для формирования активной зоны с необходимой эмиссией электронов с ее рабочей поверхности и подачи в нее рабочего плазмообразующего газа через соединяющие дроссельные каналы в виде лабиринтов с их суммарным гидравлическим сопротивлением больше, чем гидравлическое сопротивление полости в эмиттере, и, тем самым, обеспечивая эффект дросселирования газа на данном участке, характеризующийся при этом снижением давления и скорости протекающего газа, а также нарушения сплошности потока газа и создания переменной плотности по объему тракта, что является благоприятной предпосылкой для формирования условий, снижающих риски сверх глубокого провала разрядной дуги по газу противотоком вглубь канала подачи рабочего тела, то есть, в направлении положительного градиента плотности газа.
Выполнение участков внешней поверхности эмиттера и внутренней поверхности полой капсулы в виде одинаковых конусов ограниченной протяженности, при помощи которых они сопрягаются между собой, позволяет решить задачу по дополнительному увеличению ресурса катода путем предельного уменьшения контактной площади эмиттера с другими элементами конструкции и локализации тем самым зоны максимального борирования конструкционных материалов. А формирование барьерных зазоров между наружной цилиндрической частью поверхности эмиттера и внутренней цилиндрической частью поверхности полой капсулы, а также между эмиттером и торцевой стенкой полой капсулы позволяет также решить задачу по дополнительному увеличению ресурса катода путем значительного сокращения площади контакта большей части эмиттера, и преимущественно, в наиболее теплонапряженной его выходной части внутренней рабочей полости, с другими элементами конструкции. При сопряжении по конусу автоматически обеспечивается взаимное центрирование полости эмиттера и полой капсулы с высокой точностью по соосности и более надежное контактное электрическое сопротивление. Осевой зазор между эмиттером и торцевой стенкой полой капсулы выполняет функции буферной зоны, в которой компенсируется разность термических деформаций от коэффициентов термических расширений различных материалов.
Отдаление участка сопряжения внешней поверхности эмиттера с внутренней поверхностью полой капсулы от сквозного выходного отверстия позволяет решить задачу по дополнительному увеличению ресурса катода путем размещения контакта соединения деталей в менее теплонапряженной зоне, в которой интенсивность процесса борирования конструкционных материалов, как показали исследования, отсутствует или минимальна, что вероятней всего происходит из-за несколько меньшей температуры, снижение которой связано с дополнительным оттоком тепла из данной зоны, кроме излучения и рассеивания тепла вокруг, за счет теплопроводности входного патрубка и далее от него в другие элементы конструкции катода.
Таким образом, плазменный полый катод, изготовленный согласно изобретению, в котором предельно минимизирован непосредственный контакт эмиттера с окружающими его элементами конструкции, позволяет увеличить ресурс работы катода и повысить его надежность при эксплуатации.
Изобретение иллюстрируется чертежом.
На чертеже изображен осевой разрез предложенного плазменного полого катода, на котором источник электрического питания катода, необходимый для его работы, и пусковой электрод катода показаны условно схематически. Полый эмиттер представлен в варианте с двумя дроссельными каналами прохода рабочего тела, которые расположены симметрично относительно оси эмиттера.
Плазменный полый катод содержит полую капсулу 1 с торцевой стенкой 2 и сквозным выходным отверстием 3, внутри которой размещен эмиттер 4 с несквозной рабочей полостью и дроссельными каналами 7 для прохода рабочего тела. Подача рабочего тела в катод осуществляется через входной патрубок 5, к которому также осуществляется токоподвод линии цепи подачи пускового импульса (клемма "-" источника электрического питания, который на рисунке показан условно). Снаружи катода расположен пусковой электрод 6 (также показан условно), к которому присоединен другой токоподвод линии цепи подачи пускового импульса (а именно клемма "+" источника электрического питания). На участках внешней поверхности эмиттера 8 и внутренней поверхности полой капсулы 9 выполнены переходы конусообразной формы, при помощи которых эмиттер 4 с полой капсулой 1 сопрягаются до образования соединения между собой. Между наружной цилиндрической частью поверхности эмиттера и внутренней цилиндрической частью поверхности полой капсулы, а также между торцом эмиттера и торцевой стенкой полой капсулы сделаны барьерные зазоры 10 и 11, соответственно. Конусообразные участки сопряжения на внешней поверхности эмиттера 8 и на внутренней поверхности полой капсулы 9 могут быть смещены в направлении от сквозного выходного отверстия, то есть, отдалены от наиболее теплонапряженной зоны при работе катода.
Плазменный полый катод работает следующим образом.
Плазмообразующее рабочее тело (например, газообразный ксенон), поступающее под давлением последовательно через входной патрубок 5 и собственные дроссельные каналы 7 в несквозную рабочую полость эмиттера 4, ионизируется за счет энергии, выделяющейся при электрическом пробое в газе во время подачи напряжения по токоподводящей линии поджигного импульса. Электрическая схема коммутации элементов полого катода при этом организована следующим образом: клемма "+" источника электрического питания соединена с пусковым электродом 6 (на чертеже показан условно), тогда как клемма "-" источника электрического питания присоединена, например, к входному патрубку 5, который электрически связан с эмиттером 4, представляющий собой в нагретом состоянии до рабочих температур эмиссионный элемент. При возникновении эмиссии в зоне сквозного выходного отверстия 3, выполненного в торцевой стенке 2 полой капсулы 1, происходит зажигание разряда плазмы. За счет мощности электрического разряда при запуске эмиттер 6 разогревается до рабочей температуры (от 1500 до 1700°С) и обеспечивает необходимую эмиссию электронов, достаточную для стабильного поддержания постоянного электрического разряда между внутренними поверхностями несквозной рабочей полости эмиттера 4 и пусковым электродом 6. После выхода на стационарный режим работы плазменный полый катод работает в автоматическом режиме, при котором необходимый уровень температуры эмиттера 4 обеспечивается за счет энергии, поступающей из плазменного разряда. Барьерные зазоры 10 и 11 между наиболее горячими участками поверхностей эмиттера 4 и полой капсулой 1 во время работы препятствуют процессу борирования металлов деталей конструкции. Также для снижения интенсивности процесса борирования площадь непосредственного контакта сопрягаемых поверхностей эмиттера и полой капсулы 1 минимизирована и ограничена относительно малыми переходными участками сопряжения конусообразной формы 8 и 9, соответственно. Для обеспечения длительной термоцикличной ресурсной наработки предпочтительней чтобы соединение полой капсулы с эмиттером располагалось в менее теплонапряженной зоне, то есть на максимальном удалении от выходного отверстия 3, где температура во время функционирования максимальная.
Промышленная реализуемость предложенного изобретения экспериментально подтверждена испытаниями опытных образцов плазменного полого катода повышенной мощности с рабочими токами от 25 до 50 А при его наземной отработке, как автономно, так и в составе стационарного плазменного двигателя мощностью от 10 до 25 кВт [Pyatykh I.N., Bernikova M.Yu., Gopanchuk V.V., Gnizdor R.Yu., Zhasan V.S., Katashova M.I., Savchenko K.A., "SPT-230 Stationary Plasma Thruster", IEPC-2017-548, Presented at the 35th International Electric Propulsion Conference, Georgia Institute of Technology, Atlanta, USA, October 8-12, 2017], при этом были получены следующие положительные результаты:
- анализ результатов ресурсных испытаний продемонстрировал уменьшение общей площади борирования металлов наиболее близко расположенных элементов конструкции и непосредственно окружающих эмиттер на ~8…10%;
- уменьшение средней глубины слоя борирования в структуре металлов на ~10%, что позволяет соответственно прогнозировать увеличение ресурса катода.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛЫЙ КАТОД | 2017 |
|
RU2667155C1 |
| ПЛАЗМЕННЫЙ КАТОД | 2012 |
|
RU2502238C2 |
| ПОЛЫЙ КАТОД | 2017 |
|
RU2663241C1 |
| ПОЛЫЙ КАТОД | 2017 |
|
RU2662795C1 |
| ПЛАЗМЕННЫЙ КАТОД-КОМПЕНСАТОР | 2005 |
|
RU2287203C2 |
| КАТОД-КОМПЕНСАТОР | 2017 |
|
RU2684633C2 |
| ПЛАЗМЕННЫЙ ПОЛЫЙ КАТОД-КОМПЕНСАТОР | 2020 |
|
RU2732889C1 |
| Катод плазменного ускорителя | 2018 |
|
RU2672060C1 |
| ПЛАЗМЕННЫЙ КАТОД И СПОСОБ ЕГО ЗАПУСКА | 1992 |
|
RU2031472C1 |
| ПЛАЗМЕННЫЙ КАТОД-КОМПЕНСАТОР | 1992 |
|
RU2030016C1 |
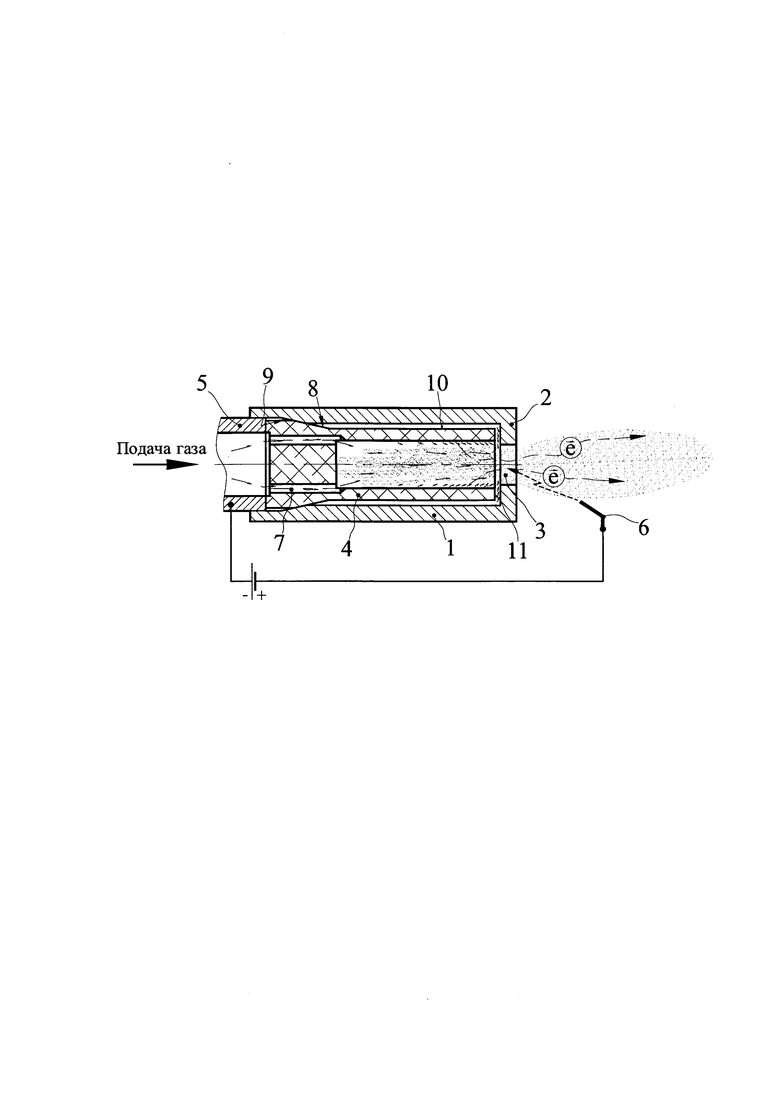
Изобретение относится к области плазменной техники, а именно в катодах-компенсаторах, работающих на газообразных рабочих телах, и может быть использовано в электрореактивных двигателях для нейтрализации ионного потока, а также в технологических источниках плазмы, предназначенных для ионно-плазменной обработки поверхностей различных материалов в вакууме, а также в качестве источника плазмы. Технический результат - увеличение ресурса и повышение надежности работы. Плазменный полый катод содержит полую капсулу 1 с торцевой стенкой 2 и сквозным выходным отверстием 3, внутри которой размещен эмиттер 4, входной патрубок 5 и пусковой электрод 6, эмиттер выполнен с несквозной рабочей полостью и с по меньшей мере одним дроссельным каналом 7 прохода рабочего тела. Участки внешней поверхности эмиттера 8 и внутренней поверхности полой капсулы 9 выполнены конусообразной формы, при помощи которых они сопряжены между собой. Между наружной цилиндрической частью поверхности эмиттера и внутренней цилиндрической частью поверхности полой капсулы, а также между эмиттером и торцевой стенкой полой капсулы образованы барьерные зазоры 10 и 11. Участки сопряжения внешней поверхности эмиттера с внутренней поверхностью полой капсулы предпочтительней отдалить от сквозного выходного отверстия. 2 з.п. ф-лы, 1 ил.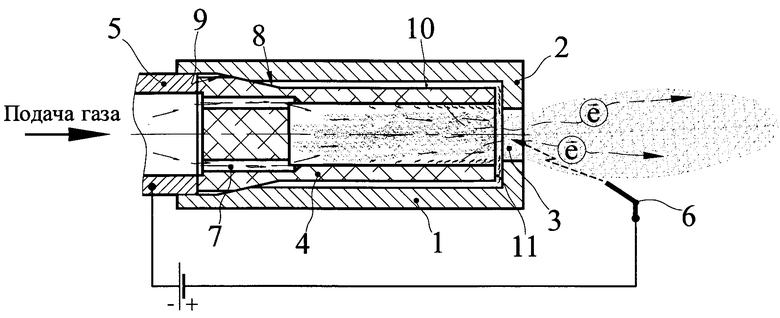
1. Плазменный полый катод, содержащий полую капсулу с торцевой стенкой и сквозным выходным отверстием, внутри которой размещен эмиттер, входной патрубок и пусковой электрод, отличающийся тем, что эмиттер выполнен с несквозной рабочей полостью и по меньшей мере одним дроссельным каналом прохода рабочего тела.
2. Плазменный полый катод по п. 1, отличающийся тем, что участки внешней поверхности эмиттера и внутренней поверхности полой капсулы выполнены конусообразной формы, при помощи которых они сопряжены между собой, при этом между наружной цилиндрической частью поверхности эмиттера и внутренней цилиндрической частью поверхности полой капсулы, а также между эмиттером и торцевой стенкой полой капсулы образованы барьерные зазоры.
3. Плазменный полый катод по п. 2, отличающийся тем, что участки сопряжения внешней поверхности эмиттера с внутренней поверхностью полой капсулы отдалены от сквозного выходного отверстия.
| ПЛАЗМЕННЫЙ КАТОД-КОМПЕНСАТОР | 1990 |
|
RU2012946C1 |
| КАТОД-КОМПЕНСАТОР | 2000 |
|
RU2168793C1 |
| US 2004000853 A1, 01.01.2004 | |||
| US 2006132017 A1, 22.06.2006. | |||

