Изобретение относится к способу изготовления фасадной панели, предназначенной для внешней облицовки здания, при этом в указанном способе изготовления плиточное покрытие, которое образует наружную поверхность упомянутой панели, образуют на поверхности задней панели, предназначенной для образования основы фасадной панели, плиточное покрытие прикрепляют к упомянутой задней панели, и швы между облицовочными плитками заделывают с помощью массы для заделки швов, при этом форму, снабженную нижней панелью, используют в данном способе изготовления, при этом поверх нее устанавливают устройство для регулирования размещения облицовочных плиток, такое как сетка, для регулирования местоположений облицовочных плиток, которые размещают вверх дном, и в завершение заднюю панель прижимают поверх облицовочных плиток, вследствие чего штыри для крепления, принадлежащие задней панели, проникают в швы между облицовочными плитками, и с их помощью плиточное покрытие и заднюю панель скрепляют друг с другом.
Способ, аналогичный способу, описанному выше, известен ранее из патентной публикации FI-117485, в которой предусмотрена установка специальной сетки из вспененного материала поверх нижней панели формы и регулирующего устройства формы, при этом назначение указанной сетки из вспененного материала состоит в предотвращении выдавливания массы для заделки швов по направлению к устройству для регулирования швов и нижней панели и в предотвращении их пачкания. Кроме того, сетка из вспененного материала предотвращает сцепление массы для заделки швов с устройством для регулирования размещения облицовочных плиток и нижней панелью. Недостатком данного способа является необходимость использования сетки из вспененного материала, а также то, что массу для заделки швов можно видеть снаружи от швов для облицовочных плиток. К сожалению, данная масса для заделки швов часто создает возможность возникновения «белой» ржавчины подобно тому, что происходит с кирпичами и швами из строительного раствора при изменении влажности. Таким образом, в некоторых случаях по-прежнему существует необходимость в покрытии шва отдельно какой-либо другой массой или закрывающим материалом.
Применение сетки из вспененного материала известно в качестве способа по предшествующему уровню техники из патентных публикаций США 2266510 и 3642395, из патентной публикации CH-498696 и из опубликованной патентной заявки FI932637. Проникновение штырей для крепления задней панели в массу для заделки швов известно из патентной публикации США 4930278 и из публикации WO 9606246. Однако использование сетки из вспененного материала в качестве вспомогательного средства для образования плиточного покрытия представляет собой сложную дополнительную операцию, а также связано с отдельными дополнительными работами при образовании швов.
Способ изготовления полуфабриката панели, образованной из керамических облицовочных плиток/кирпичей, известен из патентной публикации США 3892380, при этом в указанном способе изготовления полуфабриката панель изготавливают поверх горизонтальной формы посредством укладки кирпичей в соответствующих им местах с помощью устройств для регулирования. В данном способе швы сначала заполняются снизу жестким строительным раствором так, чтобы данный строительный раствор не вытекал под и над швами, данный строительный раствор кладут в более жидком виде, концевую часть пространства шва заполняют указанным более жидким строительным раствором, и данный строительный раствор добавляют в таком количестве, чтобы был получен заданный слой данной массы поверх задних поверхностей облицовочных плиток.
Во время данной стадии изготовления не образуется никакое средство крепления для задней поверхности панели данного вида, предназначенное для закрепления ее на стене. Панель не может выдержать обработку даже тогда, когда строительный раствор высохнет, и, таким образом, ее приходится поднимать в положении, когда она опирается на форму, и ее следует обрабатывать в вертикальном положении. Опора для элемента данного вида обеспечивается посредством основания, и его невозможно монтировать так, чтобы он свисал со стены.
Для устранения вышеупомянутых дефектов и недостатков был разработан новый способ изготовления для настоящего изобретения, отличительным признаком которого является то, что швы между облицовочными плитками сначала заполняют шероховатой крупнозернистой массой, размещенной на нижней панели формы, и после этого заполняют отверждающейся массой для заделки швов, которая соединяет облицовочные плитки, при этом штыри для крепления задней панели также проникают в указанную массу для заделки швов, когда задняя панель будет установлена в заданное положение.
В способе согласно изобретению отсутствует необходимость в сетке из вспененного материала, поскольку шероховатую крупнозернистую массу, такую как стеклянная или каменная мелочь, имеющая размер гранул, составляющий 0,5-4 мм, а также окрашенные варианты, вследствие чего шов может быть модифицирован так, чтобы он имел лучший вид в случае необходимости, используют в качестве первого средства для заделки швов. Слой крупнозернистой массы толщиной 3-5 мм укладывают на нижнюю часть шва, после чего он будет представлять собой слой, который виден снаружи. Когда обычную массу для заделки швов накладывают в шве после крупнозернистой массы, данная масса для заделки швов проникает в необходимое количество крупнозернистой массы, скрепляя ее, но она не проникает через крупнозернистую массу до нижней панели формы. Внешний вид швов может быть сделан более интересным в соответствии с качеством, цветом и консистенцией крупнозернистой массы.
Когда отдельная металлическая основная панель будет установлена за панелью, она может выдерживать обработку, и она может быть подвешена к стене, и при этом стена будет обеспечивать опору для нее. Панель будет очень тонкой, вследствие чего она не будет вызывать очень существенного увеличения толщины стены.
В дальнейшем изобретение описано более подробно со ссылкой на приложенные чертежи, где:
на фиг.1 схематически показан способ изготовления, когда компоненты отделены друг от друга.
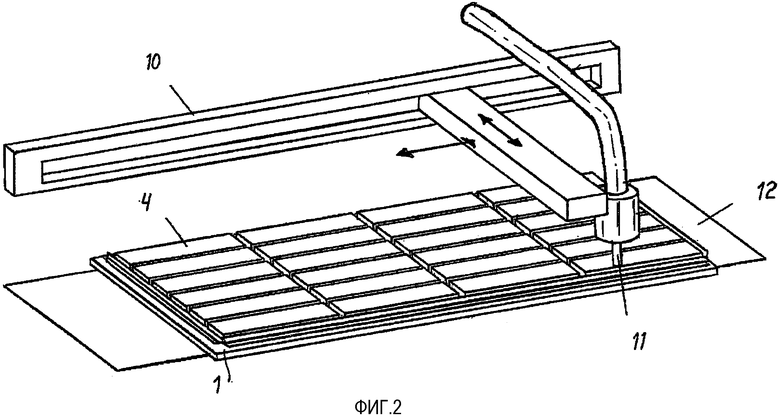
На фиг.2 показано механическое образование швов между облицовочными плитками.
На фиг.1 показана форма 1 в сборе, которая имеет края и нижнюю панель 13. Устройство 2 для регулирования расположения облицовочных плиток, которое соответствует заданному плиточному покрытию, установлено на нижней панели 13, при этом указанное устройство для регулирования расположения облицовочных плиток выполнено, например, в виде такой сетки, что его продольные и горизонтальные стержни или «плитки» имеют немного меньший диаметр или ширину по сравнению с тем размером, под которым понимается расстояние между облицовочными плитками. Таким образом, облицовочные плитки могут быть быстро установлены в их правильные места, и они остаются там, образуя плиточное покрытие 4. После установки облицовочных плиток в заданное положение устройство для регулирования размещения облицовочных плиток может быть удалено.
Посредством использования устройства 2 для регулирования размещения облицовочных плиток в качестве вспомогательного средства плиточное покрытие 4 размещают на нем вверх дном. Это легко сделать с помощью облицовочных плиток, которые существенно тоньше, чем обычный кирпич, когда устройство 2 для регулирования размещения облицовочных плиток служит в качестве устройства для регулирования точного размещения облицовочных плиток. Устройство 2 для регулирования размещения облицовочных плиток можно видеть только в зазорах для швов. Когда облицовочные плитки будут установлены, устройство 2 для регулирования размещения облицовочных плиток удаляют посредством подъема его через зазоры для швов, при этом в данном случае будет больше места и будет больше поверхность сцепления для массы для заделки швов на краях облицовочных плиток. После плиточного покрытия 4 механическую заделку швов выполняют наиболее предпочтительно регулируемым образом только в зазорах для швов между облицовочными плитками. Сначала масса, подлежащая размещению, представляет собой шероховатую крупнозернистую массу в соответствии с изобретением, которая не имеет такого текучего связующего, которое могло бы привести к загрязнению нижней панели 13 или к тому, что крупнозернистая масса окажется приклеенной к ней. Следующий этап - это этап, после которого масса для заделки швов, подлежащая добавлению, будет эластичной и текучей, при этом в данном случае она будет заполнять зазоры между облицовочными плитками без механического проникновения. Кроме того, количество массы легко ограничить так, чтобы она находилась на уровне верхней поверхности облицовочных плиток. Данная масса фактически обеспечивает скрепление облицовочных плиток друг с другом.
После укладки массы для заделки швов задняя панель 5 может быть сразу же прижата поверх плиточного покрытия 4, которое расположено вверх дном. Наиболее предпочтительно, если задняя панель 5 выполнена из защищенной от коррозии, тонкой плиты, в которой выступы 6 и 8 и отверстия 9 были образованы/«открыты» посредством или частичных перфораций, или перфорированных отверстий. Задняя панель 5 имеет, например, множество рядов выступов 6 для крепления. Панель 5 имеет дополнительные ровные части 7, со стороны которых может быть обеспечен захват с помощью присоски для подъема и перемещения панели. Кроме того, панель 5 имеет выступы 8 для крепления, которые были размещены так, чтобы они соответствовали зазорам для швов между облицовочными плитками и сцеплялись с массой для заделки швов. Кроме того, задняя панель 5 может иметь дополнительные отверстия 9, выполненные специально, по меньшей мере, у рядов швов, чтобы для обеспечения высыхания массы для заделки швов влага могла быть отведена из шва через данные отверстия. Например, небольшая вибрация может быть использована сразу же в процессе установки задней панели, в результате чего возможные воздушные пузырьки могут быть выпущены из шва. Масса, которая высыхает до обеспечения эксплуатационной стойкости наиболее предпочтительно в течение 1 дня или быстрее, может быть использована в качестве массы для заделки швов. Выбранная масса будет представлять собой такую массу, долговечность крепления которой составляет более 500 Н на метр шва.
На фиг.2 представлен один пример механической укладки крупнозернистой массы и массы для заделки швов в зазоры между облицовочными плитками. В устройстве имеется портальный транспортирующий элемент 10, с помощью которого сопло 11 перемещается в зазорах для швов. Плиточное покрытие 4 и форма 1 перемещаются вперед с помощью транспортера 12 на следующую позицию, на которой выполняется установка задней панели 5. Когда обе операции по заделке швов выполняются с задней стороны облицовочных плиток и крупнозернистая масса предотвращает сцепление массы для заделки швов с нижней панелью, операцию заделки швов можно выполнять с помощью механических средств и можно достичь достаточно хорошего конечного результата.
С помощью данного способа изготовления фасадная панель может быть легко изготовлена при очень малом объеме ручного труда, и только одной целой задней панели будет достаточно для обеспечения опоры для плиточного покрытия, которое может быть получено, например, на автоматической компрессорной линии в виде готовой панели. Готовая панель, изготовленная данным способом, является очень тонкой и имеет толщину, только приблизительно на 3-5 мм превышающую толщину используемой облицовочной плитки, и, таким образом, очень подходит для внешней облицовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления стеновой панели | 2024 |
|
RU2838867C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ С ОТДЕЛКОЙ ПРИРОДНЫМ КАМНЕМ ИЛИ ДЕРЕВЯННЫМИ ПАНЕЛЯМИ | 2004 |
|
RU2325491C2 |
| ОБЛИЦОВОЧНАЯ КОНСТРУКЦИЯ, ПОКРЫВАЮЩАЯ ПОДВИЖНЫЙ ШОВ | 2011 |
|
RU2568204C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕНОВОЙ БЕТОННОЙ ПАНЕЛИ С ФАСАДНЫМ БЕТОННЫМ ПЛИТОЧНЫМ ДЕКОРОМ И СТЕНОВАЯ ПАНЕЛЬ, ПОЛУЧЕННАЯ ДАННЫМ СПОСОБОМ | 2021 |
|
RU2773901C1 |
| Паропроницаемая фасадная система для крепления мелкоразмерных облицовочных плиток | 2016 |
|
RU2620109C1 |
| Способ облицовки зданий крупноразмерными фасадными плитками | 1991 |
|
SU1792474A3 |
| ДОРОЖНОЕ ПОКРЫТИЕ "АВФ-1" И СПОСОБ ЕГО УСТРОЙСТВА | 2013 |
|
RU2526442C1 |
| Керамическая масса для изготовления фасадных плиток | 1983 |
|
SU1144983A1 |
| Способ изготовления строительныхэлЕМЕНТОВ | 1979 |
|
SU835996A2 |
| Способ устройства плиточных покрытий пола | 1977 |
|
SU652294A1 |
Изобретение относится к способам изготовления фасадных панелей. Изобретение позволит повысить качество изделий. Способ изготовления фасадной панели для внешней облицовки здания, в котором плиточное покрытие, образующее наружную поверхность упомянутой панели, образуют на поверхности задней панели, для образования основы фасадной панели плиточное покрытие прикрепляют к задней панели, а швы между облицовочными плитками заделывают с помощью массы для заделки швов. Форму, снабженную нижней панелью, используют для изготовления, при этом поверх формы устанавливают устройство для регулирования размещения облицовочных плиток, такое как сетка для регулирования местоположений облицовочных плиток, расположенных вверх дном, и в завершение, заднюю панель прижимают поверх облицовочных плиток, вследствие чего штыри для крепления оказываются в швах между облицовочными плитками, скрепляя плиточное покрытие и заднюю панель. Швы между облицовочными плитками заполняют шероховатой крупнозернистой массой, размещенной на нижней панели формы. Далее заполняют отверждающейся массой для заделки швов, соединяющей облицовочные плитки. 4 з.п. ф-лы, 2 ил.
1. Способ изготовления фасадной панели, предназначенной для внешней облицовки здания, в котором плиточное покрытие (4), образующее наружную поверхность панели, образуют на поверхности задней панели (5), предназначенной для образования основы фасадной панели, плиточное покрытие прикрепляют к упомянутой задней панели и швы между облицовочным плитками заделывают с помощью массы для заделки швов, при этом форму (1), снабженную нижней панелью (13), используют в данном способе изготовления, при этом поверх нее устанавливают устройство (2) для регулирования размещения облицовочных плиток, такое как сетка, для регулирования местоположений облицовочных плиток, расположенных вверх дном, и в завершение заднюю панель (5) прижимают поверх облицовочных плиток, вследствие чего штыри (8) для крепления, принадлежащие задней панели (5), оказываются прошедшими в швы между облицовочными плитками, и с их помощью плиточное покрытие и заднюю панель (5) скрепляют друг с другом, отличающийся тем, что швы между облицовочными плитками заполняют шероховатой крупнозернистой массой, размещенной на нижней панели (13) формы (1), и после этого заполняют отверждающейся массой для заделки швов, которая соединяет облицовочные плитки, при этом штыри (8) для крепления задней панели (5) также проникают в указанную массу для заделки швов, когда задняя панель (5) будет установлена в заданное положение.
2. Способ по п.1, отличающийся тем, что крупнозернистую массу размещают в шве сначала с толщиной 3-5 мм.
3. Способ по п.1, отличающийся тем, что крупнозернистую массу используют в качестве слоя на нижней панели (13) формы, предотвращающую сцепление массы для заделки швов, которую размещают/кладут позже, с нижней панелью.
4. Способ по п.1, отличающийся тем, что стеклянную и/или каменную мелочь/мелкий щебень используют в качестве крупнозернистой массы.
5. Способ по п.1, отличающийся тем, что массу для заделки швов кладут только в промежутках между облицовочными плитками от уровня нижней панели (13) до уровня задней поверхности облицовочных плиток (4).
| US 3892380 А, 01.07.1975 | |||
| Устройство для обратного перевода счетной величины с установленного в каретке счетчика в механизм управления счетной машины | 1926 |
|
SU7076A1 |
| US 3642395 А, 15.02.1972 | |||
| ПЛОСКИЙ ЭЛЕМЕНТ | 1996 |
|
RU2190070C2 |
| Пневматическая банка | 1935 |
|
SU49058A1 |

